Methodology
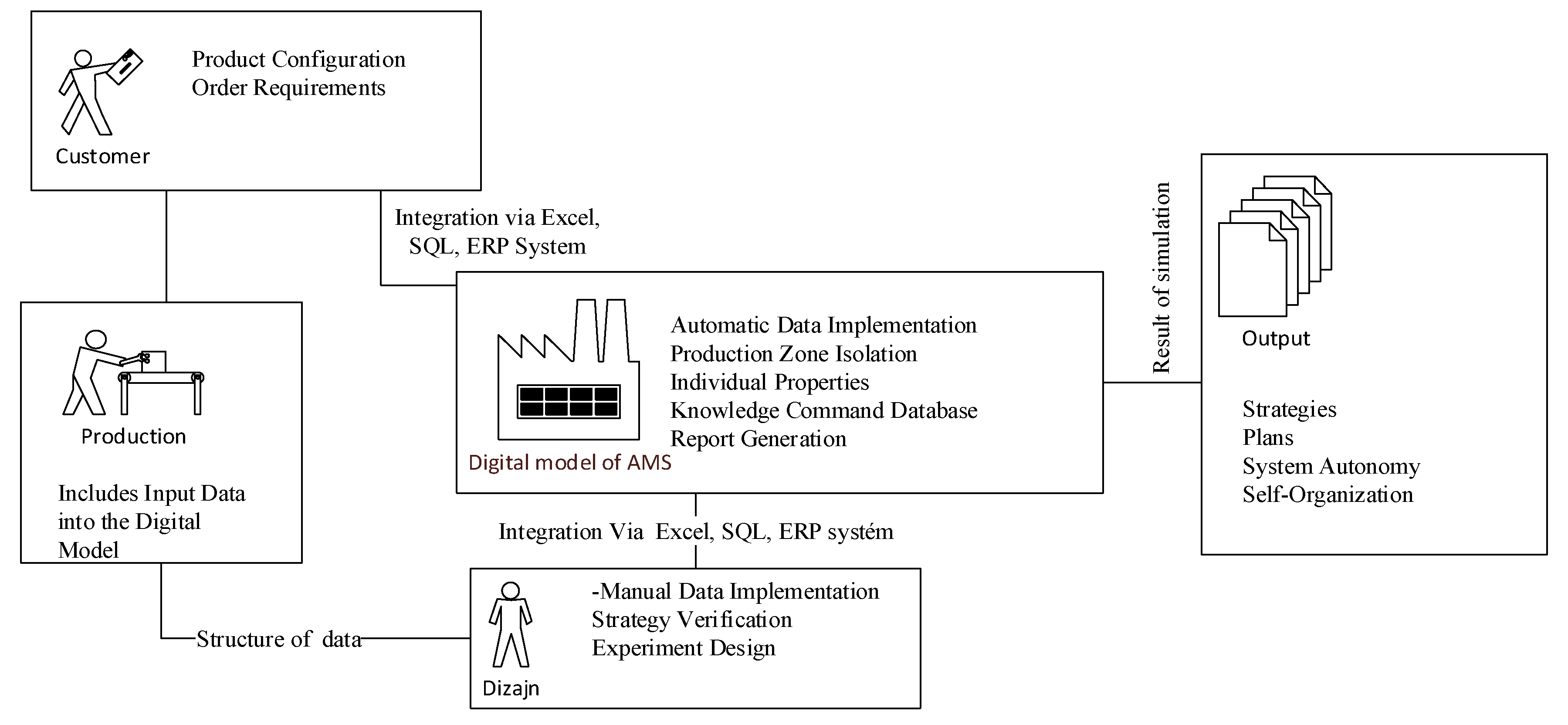
Overall, this methodology provides a systematic approach to creating a digital model of an adaptive manufacturing system, ensuring its accuracy, validity, and functionality. Each block contributes to the development of a robust and reliable digital representation that can be used for analysis, optimization, and decision-making in the context of adaptive manufacturing.
Figure 1 is a scheme of the proposed methodology.
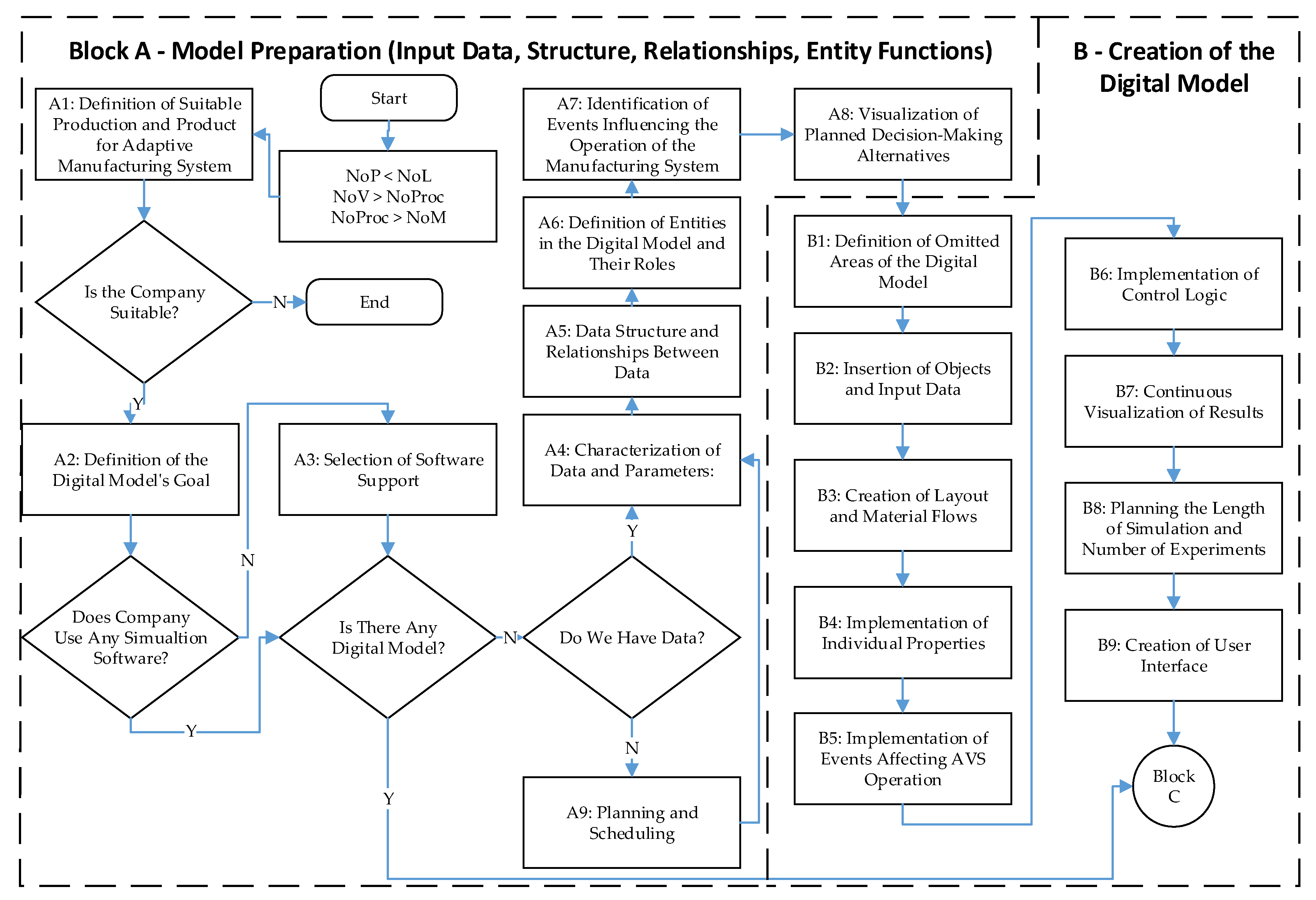
The methodology consists of four main parts. The first two parts are depicted in
Figure 2.
Block A—Model Preparation (Input Data, Structure, Relationships, Entity Functions):
In this phase, the initial groundwork for the digital model is laid. This involves gathering the necessary input data, defining the structural components of the model, establishing relationships between these components, and determining the functions or behaviors of the entities within the system. It is the foundational step that sets the stage for creating a comprehensive digital representation of the adaptive manufacturing system.
This phase involves preparing the adaptive manufacturing system’s model. It defines suitable production and product, sets the digital model’s goal, selects software tools, characterizes data and parameters, establishes data structure and relationships, defines entities and their roles, identifies influential events, visualizes decision options, and plans scheduling.
Steps:
A1: Definition of suitable production and product for adaptive manufacturing system: This step involves determining the types of production and products that are appropriate for the adaptive manufacturing system. This decision considers the nature of the system and its capacity for adaptability to various production requirements.
A2: Definition of the digital model’s goal: Here, the primary purpose and objectives of creating the digital model are defined. This could include goals like optimizing production processes, analyzing system behavior, or testing different scenarios.
A3: Selection of software support: This step focuses on selecting the software tools that will be used to build the digital model. The choice of software is crucial as it affects the capabilities and functionalities of the model.
A4: Characterization of data and parameters: The data and parameters relevant to adaptive manufacturing are identified and described. This could involve aspects such as production metrics, resource availability, demand variability, and other factors that influence the system’s behavior.
A5: Data structure and relationships between data: In this step, the structure of the data is designed, and the relationships between different data elements are established. This forms the basis for how information flows and interacts within the digital model.
A6: Definition of entities in the digital model and their roles: Entities, which could represent various components of the manufacturing system, are defined along with their roles and functions in the digital model.
A7: Identification of events influencing the operation of the manufacturing system: Events that can affect the functioning of the manufacturing system are identified. These events could include changes in demand, availability of resources, breakdowns, etc.
A8: Visualization of planned decision-making alternatives: Different decision-making scenarios are visualized, which could involve considering various production strategies, resource allocations, or response plans to changing conditions.
A9: Planning and scheduling: The planning and scheduling aspects of the adaptive manufacturing system are designed. This could include strategies for adjusting production schedules in response to changing demands or resource availability.
The data and parameters of adaptive manufacturing were characterized, and the structure and relationships among them were analyzed. In the preparation of the model, entities in the digital model were defined along with their assigned roles. Influential events affecting the manufacturing system’s operations were identified. Planned decision alternatives were visualized, and data availability from production was assessed through question blocks. The planning and scheduling of the adaptive manufacturing system were also devised.
Collectively, this section underwent a thorough examination, forming the foundational basis for the adaptive manufacturing model. These insights will serve as a cornerstone for subsequent phases and the integration into the digital model, with the aim of achieving efficient and flexible production.
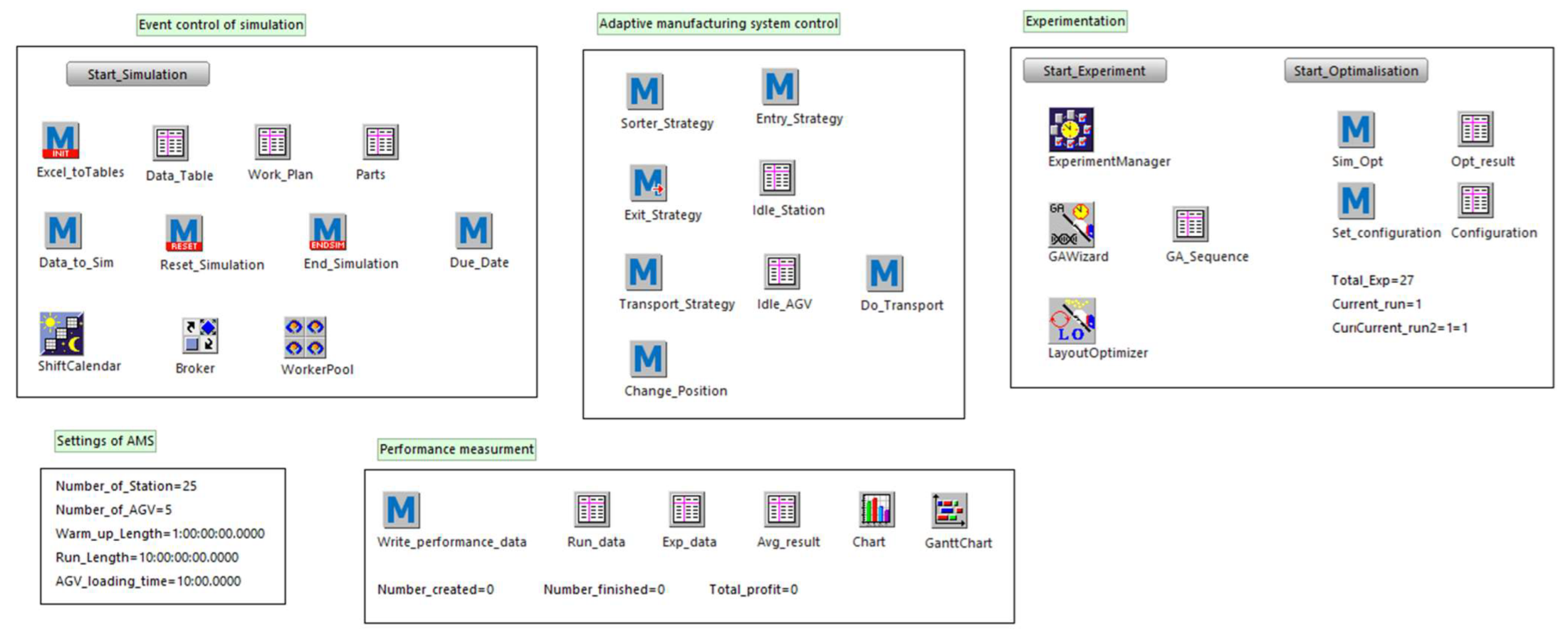
Block B—Creation of the Digital Model (Structure and Logic):
This stage focuses on the actual construction of the digital model. It includes the detailed design of the model’s structure, how different elements interact, and the logic that governs their behavior. This phase involves translating the real-world processes, operations, and interactions of the adaptive manufacturing system into a digital format. The result is a virtual representation that mimics the behavior and characteristics of the actual system.
An important step in creating a digital model was to create a suitable layout and material flows. This ensured the flexibility and efficiency of the production system. Individual properties of individual elements were implemented and events affecting the operation of the adaptive production system were properly set. Control logic was implemented to ensure the proper functioning of the system and monitoring its performance and quality. Continuous visualization of results will allow monitoring and evaluating the development and proper functioning of the system. When planning the length of simulation and number of experiments, parameters were properly set to achieve sufficient accuracy and reliability of results. It also deals with the creation of a user interface that allows easy and intuitive manipulation with the model. Overall, in this chapter, a successful digital model of an adaptive production system was created, capable of simulating and visualizing its operation and proper functioning.
Steps:
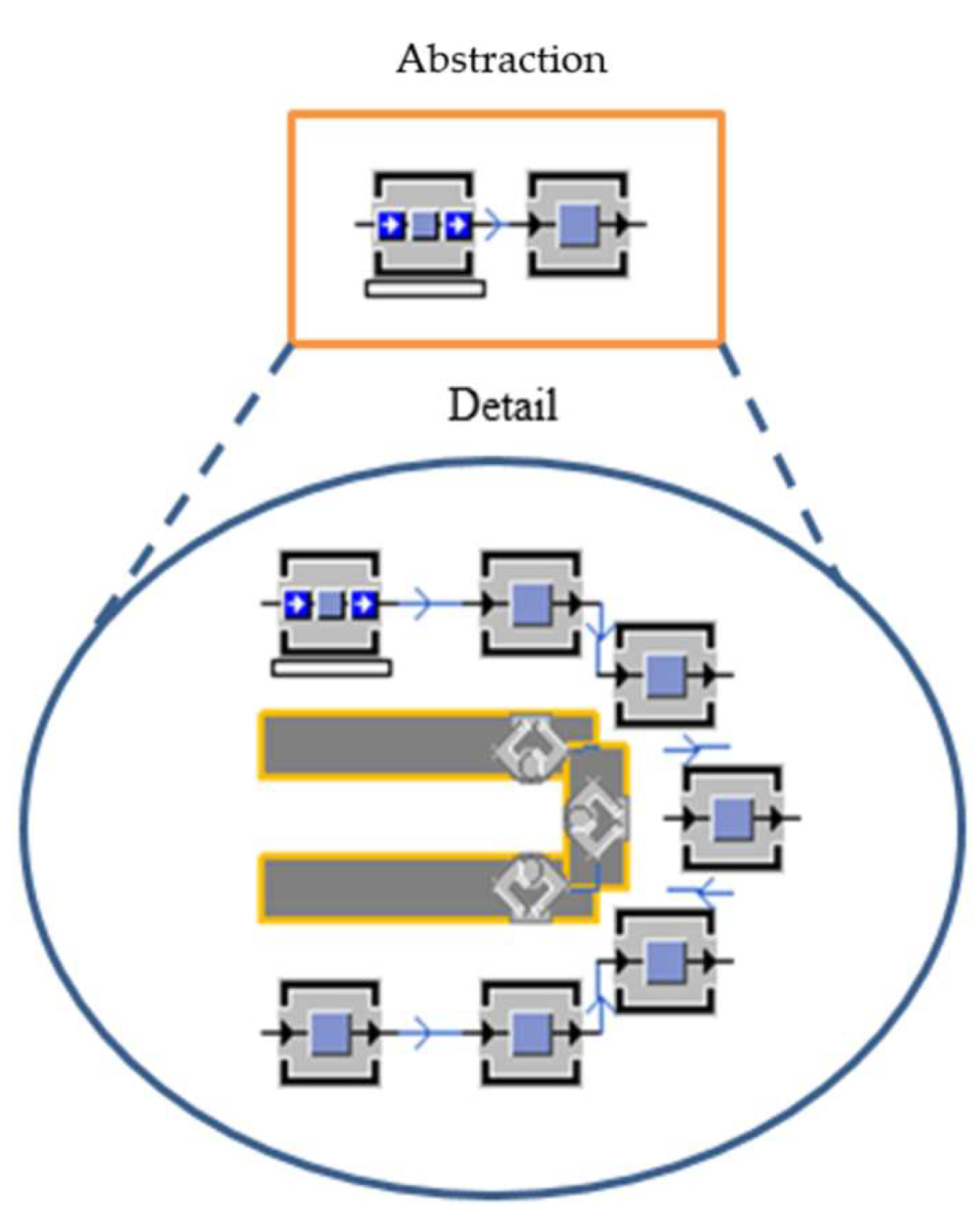
B1: Definition of omitted areas of the digital model: In this step, any areas or aspects that were not initially included in the digital model are defined. This might involve specifying particular processes, components, or interactions that were left out in the earlier stages. This step helps ensure that the digital model provides a comprehensive and accurate representation of the adaptive manufacturing system. In essence, models are developed at a certain level of abstraction and from a specific perspective. The reason for abstracting a model is that it can simplify and speed up the model this way, thereby also saving computational memory, which can be crucial for complex models of production systems.
Figure 3 shows a diagram of such abstraction at a specific workstation in the digital model.
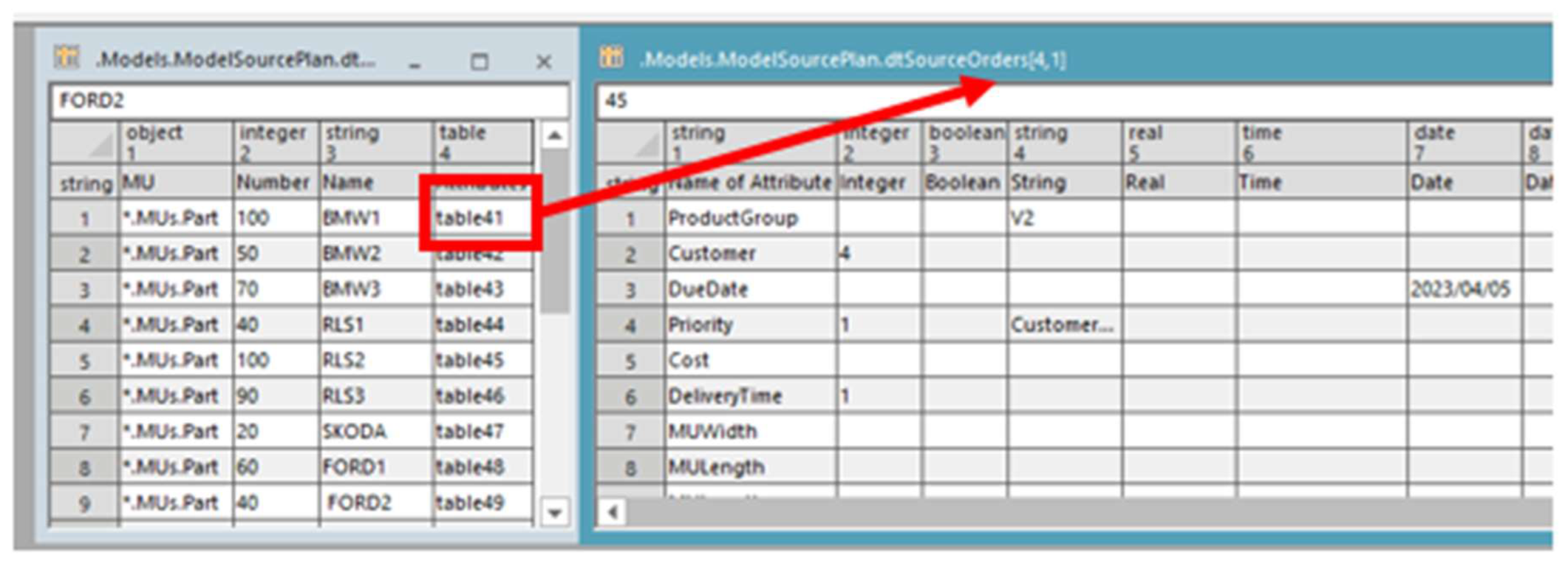
B2: Insertion of objects and input data: Here, the various objects and entities that make up the adaptive manufacturing system are inserted into the digital model. This includes all relevant components, resources, tools, and products. Additionally, the required input data for running the simulation is integrated into the model, ensuring that the simulation is based on real-world parameters.
B3: Creation of layout and material flows: This step involves arranging the inserted objects and entities within the digital model to mimic the physical layout of the adaptive manufacturing system. The material flows, which represent the movement of materials or products within the system, are also defined. This step is crucial for accurately simulating how materials move and interact within the production environment.
B4: Implementation of individual properties: Here, the specific properties and attributes of each object or entity in the digital model are implemented. For instance, if an object has certain physical dimensions, operational characteristics, or capacity limits, those details are incorporated into the model. This level of detail helps in achieving a high-fidelity simulation.
B5: Implementation of events affecting AMS operation: This step involves incorporating events that can influence the operation of the adaptive manufacturing system (AMS). These events could include factors such as machine breakdowns, changes in demand, or supply chain disruptions. Simulating the impact of these events helps in understanding how the AMS responds to real-world uncertainties.
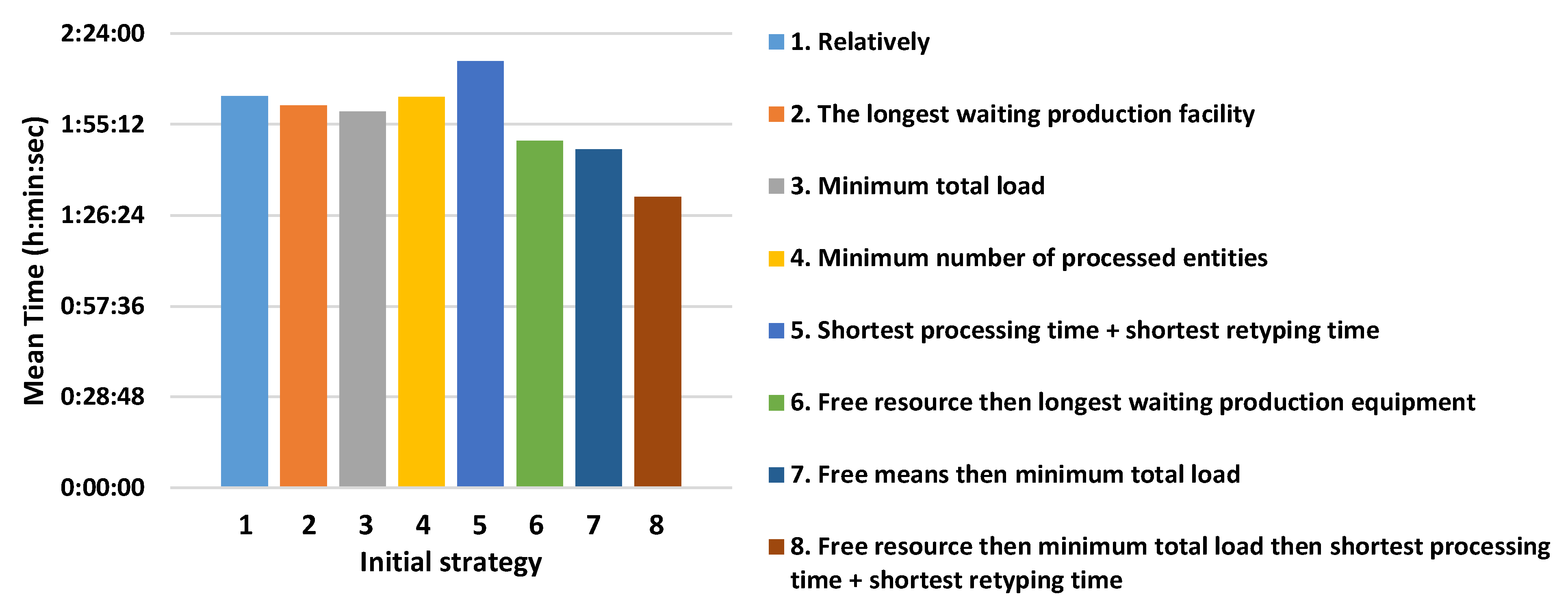
B6: Implementation of control logic: Control logic refers to the rules, algorithms, and decision-making processes that govern the behavior of the adaptive manufacturing system. This step involves programming the logic that dictates how the different components interact, how decisions are made, and how the system adapts to changing conditions.
Selected strategies are described in
Table 1.
B7: Continuous visualization of results: Throughout the simulation, it is important to continuously visualize the results. This might involve generating graphs, charts, or animations that show how various metrics and performance indicators evolve over time. Continuous visualization helps in monitoring the system’s behavior and identifying any anomalies or areas for improvement.
B8: Planning the length of simulation and number of experiments: Before running the simulation, it is essential to determine the duration of the simulation and the number of experiments to be conducted. This planning ensures that the simulation captures a meaningful timeframe and a sufficient number of scenarios to provide reliable insights into the system’s behavior and performance.
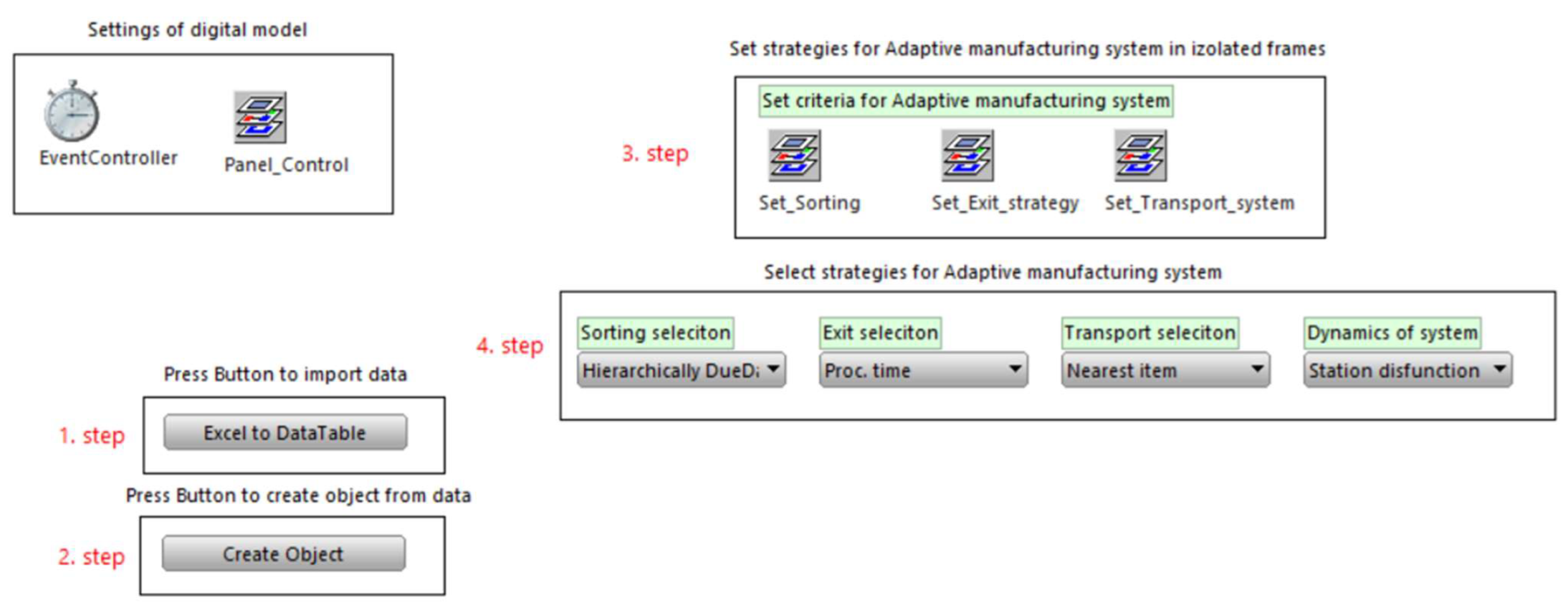
B9: Creation of user interface: The user interface allows researchers and engineers to interact with the digital model, input parameters, start simulations, and analyze results. Creating an intuitive and user-friendly interface enhances the usability of the digital model and facilitates experimentation and analysis.
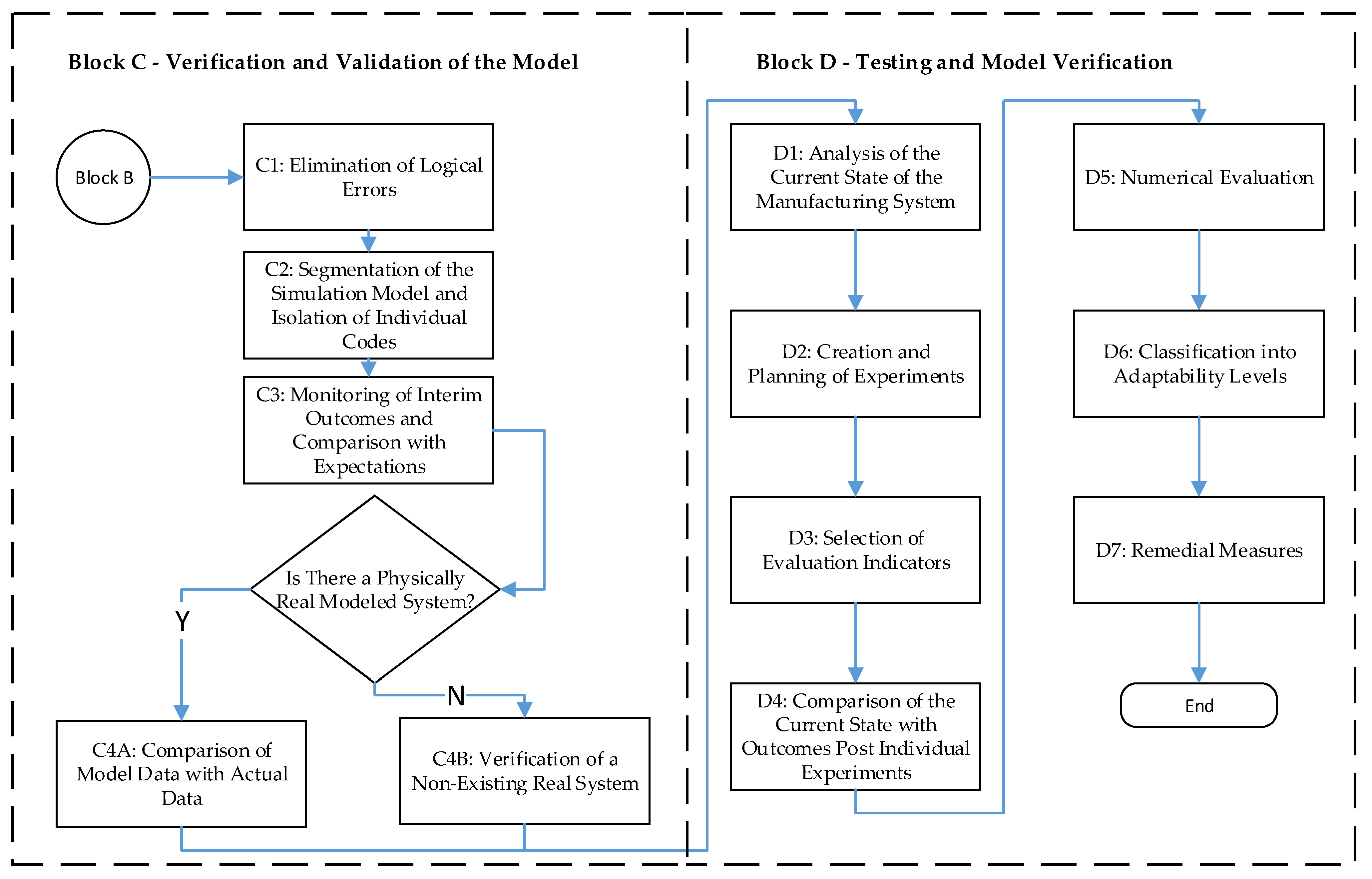
Overall, this block successfully culminated in the creation of a digital model of the adaptive manufacturing system, adept at simulating and visualizing its operation and functional integrity. This model furnishes crucial tools for analysis, optimization, and planning of adaptive production. Blocks C and D are depicted in
Figure 4.
Block C—Verification and Validation of the Model:
In this part, the accuracy and reliability of the digital model are assessed. Verification involves checking whether the model was built correctly according to the defined specifications. Validation, on the other hand, involves ensuring that the model accurately represents the real system’s behavior. This is typically achieved by comparing the model’s outputs with real-world data or benchmark scenarios. This phase is crucial to ensure that the digital model is a trustworthy representation of the adaptive manufacturing system.
The overarching goal of this block was to ensure the credibility and accuracy of the digital model of the selected adaptive system. Through the process of verification and validation, we had the opportunity to test and confirm that the digital model is capable of accurately simulating and predicting the behavior of the system under diverse circumstances. Despite the measures taken to ensure the precision and reliability of the model, it is crucial to acknowledge that every model simplifies reality and may possess limitations and imperfections. Therefore, it remains important to continue the verification and validation of the model in the future, potentially updating or enhancing it based on new insights. Throughout these steps, rigorous attention was given to the identification and rectification of logical discrepancies. The simulation model underwent segmentation to isolate individual code components, ensuring clarity and simplifying error detection. Monitoring the ongoing results and their comparison with anticipated outcomes allowed for the identification of discrepancies and potential areas of refinement. Additionally, the comparison of model-generated data with real-world data served as a pivotal method to verify the model’s alignment with actual circumstances. Finally, an innovative aspect involved the verification process for a hypothetical system, a technique enhancing the overall robustness of the model validation process.
C1: Elimination of logical errors: In this initial step, a meticulous review of the digital model was conducted to identify and rectify any logical errors. This process ensured that the model’s underlying algorithms, equations, and computations were consistent and accurate. The aim was to eliminate any inconsistencies or contradictions that could potentially lead to erroneous simulation results.
C2: Segmentation of the simulation model and isolation of individual codes: To enhance clarity and simplify the identification of errors, the simulation model was divided into distinct segments or components. This segmentation allowed for a focused analysis of each component’s functionality and interaction with others. Isolating individual codes made it easier to identify any bugs or inconsistencies within specific sections, which could then be addressed more effectively.
C3: Monitoring of interim outcomes and comparison with expectations: Throughout the simulation process, interim results were continually monitored and compared to expected outcomes. This step aimed to detect any unexpected deviations or discrepancies between the model’s predictions and the anticipated behavior of the system. Any disparities that arose were investigated and addressed to ensure the model’s accuracy.
C4A: Comparison of model data with actual data: This step involved comparing the data generated by the digital model with actual data obtained from the real-world system. By juxtaposing model-generated data with real measurements, researchers could validate the model’s predictive capabilities. Any disparities could indicate areas of improvement or fine-tuning to enhance the model’s accuracy.
C4B: Verification of a non-existing real system: An innovative approach was the verification of the model’s predictions against a hypothetical system that does not exist in reality. This exercise aimed to test the model’s ability to forecast outcomes for scenarios that were intentionally designed and did not have corresponding real-world data. This served as an additional layer of validation, affirming the model’s predictive capacity.
Block D—Testing and Model Verification:
The final phase involves thorough testing and verification of the digital model’s performance. Various scenarios, inputs, and conditions are simulated to observe how the model responds. Any discrepancies or deviations between the model’s behavior and expected outcomes are identified and addressed. This phase ensures that the digital model behaves as expected under different circumstances and provides valuable insights into its reliability and usefulness in analyzing the adaptive manufacturing system.
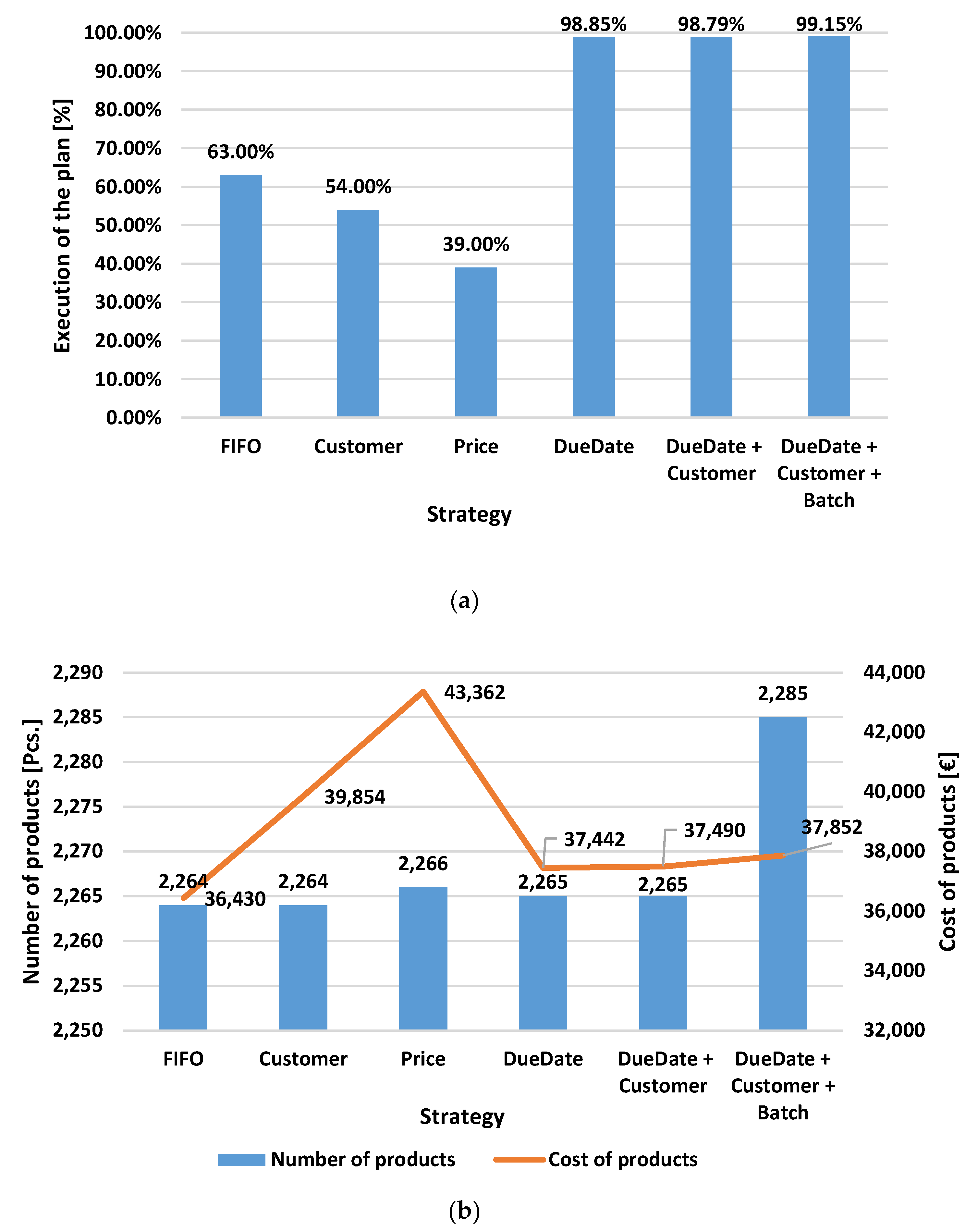
The aim of this chapter was to provide an assessment and evaluation of the effectiveness of various strategies within the adaptive manufacturing system. The chapter began by conducting an analysis of the current state of the manufacturing system. This analysis provided us with fundamental insights into the system’s functioning and shortcomings, which allowed us to identify areas requiring improvement.
Subsequently, we delved into the creation and planning of experiments. Key performance indicators were defined to quantify the results and facilitate comparisons across different experiments. Additionally, in this chapter, we compared the present state of the system with the outcomes achieved after each experiment. This approach enabled us to identify and assess the impact of individual strategies on the system’s performance and efficiency. The numerical evaluation then enabled us to gauge the level of enhancement and the attained outcomes.
Overall, this chapter offered an evaluation of the chosen strategies using the digital model of the adaptive manufacturing system. This process yielded valuable insights into the effectiveness and efficiency of each strategy, leading to the formulation of measures for improvement.
Steps:
D1: Analysis of the current state of the manufacturing system: In this initial step, a comprehensive assessment of the existing manufacturing system was undertaken. This involved scrutinizing its operational aspects, strengths, weaknesses, and limitations. Gathering insights about the current state set the foundation for subsequent evaluations and improvements.
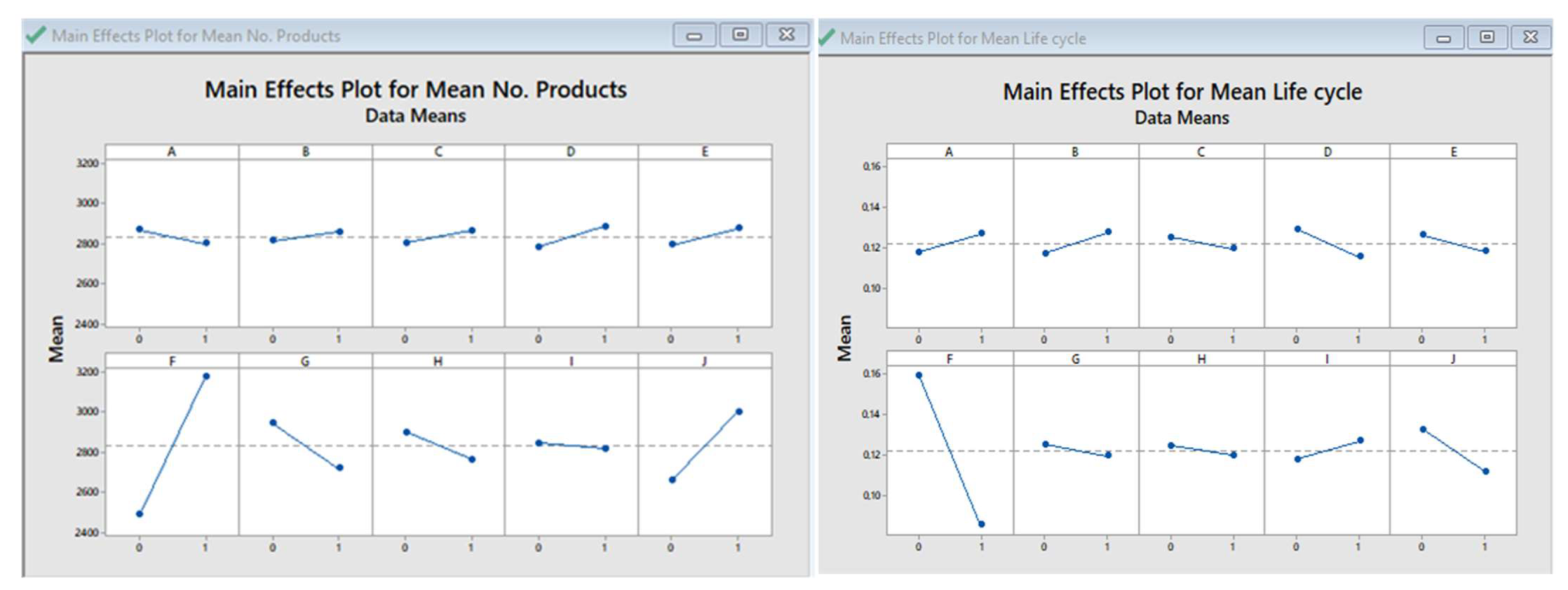
D2: Creation and planning of experiments: This phase involved the formulation of structured experiments aimed at testing different strategies within the adaptive manufacturing system. The experiments were meticulously designed, taking into account the identified areas for enhancement. A well-structured plan ensured that each experiment would yield valuable insights and measurable outcomes.
D3: Selection of evaluation indicators: Key performance indicators (KPIs) were strategically chosen to measure and quantify the effectiveness of various strategies. These indicators provided a quantitative basis for assessing the impact of each strategy on the system’s performance, efficiency, and adaptability.
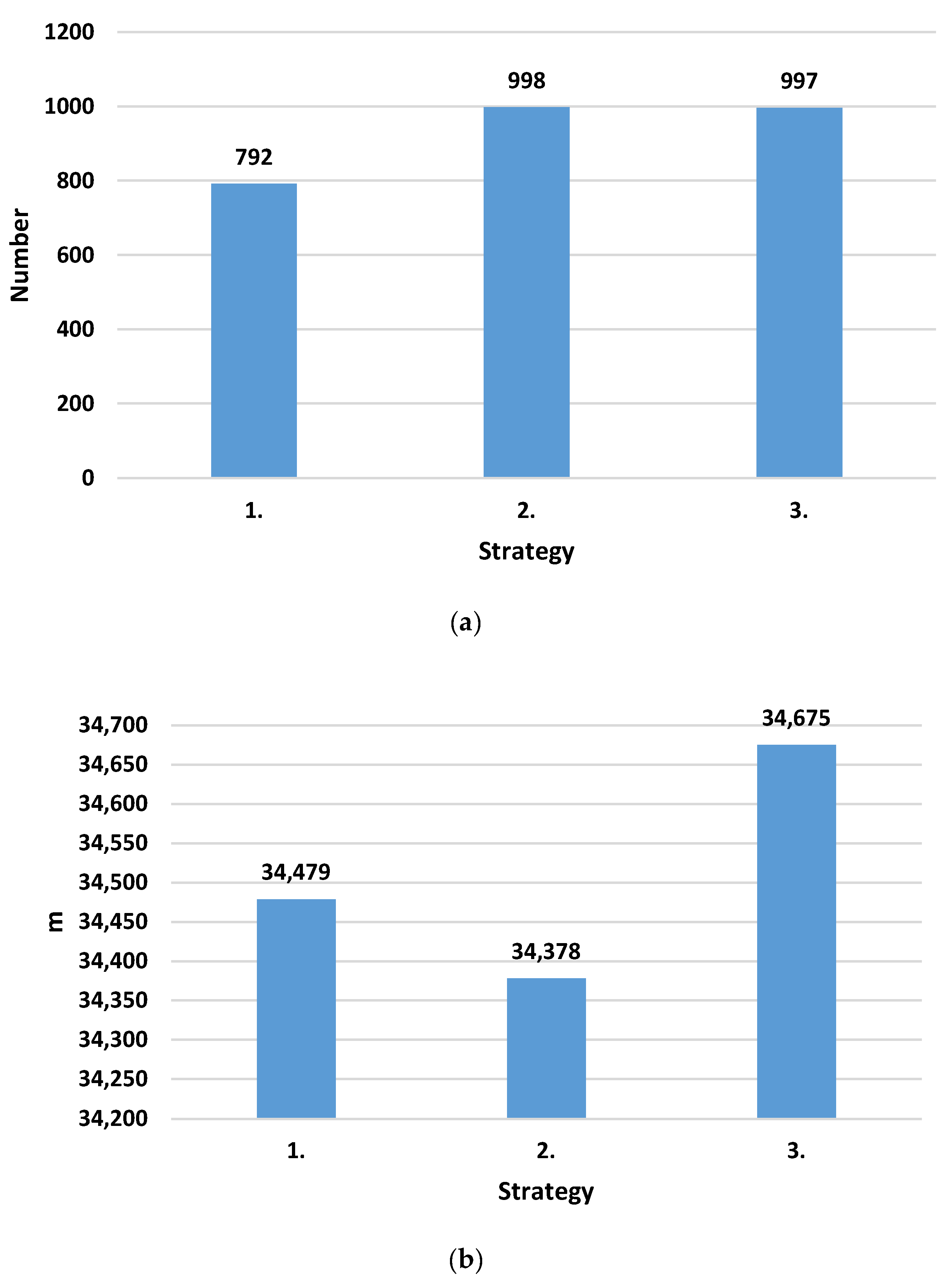
D4: Comparison of the current state with outcomes post-individual experiments: In this step, the outcomes of individual experiments were systematically compared with the initial state of the manufacturing system. This facilitated a clear understanding of how each strategy influenced the system’s behavior and performance. Comparisons provided empirical evidence of improvements or potential areas for concern.
D5: Numerical evaluation: Quantitative assessment played a vital role in this phase. Data collected from experiments and the initial analysis were subjected to rigorous numerical evaluation. This evaluation provided a deeper insight into the extent of improvements achieved through different strategies, enabling data-driven decision-making.
D6: Classification into adaptability levels: Based on the outcomes of experiments and the evaluations, the adaptive manufacturing strategies were classified into distinct adaptability levels. This categorization facilitated a clear understanding of the strategies’ effectiveness and their implications for enhancing the system’s agility and responsiveness. Let us assume that
A represents adaptability, the index for each degree,
Ri is the value of each adaptability evaluation index, and
Wi is the weight of each evaluation index. The adaptability evaluation index system
A is defined as follows:
Adaptability is described according to the ranges shown in
Table 2.
D7: Remedial measures: The final step involved formulating remedial measures based on the insights gained from the entire evaluation process. Strategies that demonstrated notable effectiveness were recommended for integration into the manufacturing system. In contrast, strategies that did not yield desired outcomes led to the identification of areas for further exploration or refinement
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}