
Improving the Measurement of Characteristic Parameters for the Determination of GHG Emissions in the Semiconductor and Display Industries in Korea


Abstract
:1. Introduction
2. Materials and Methods
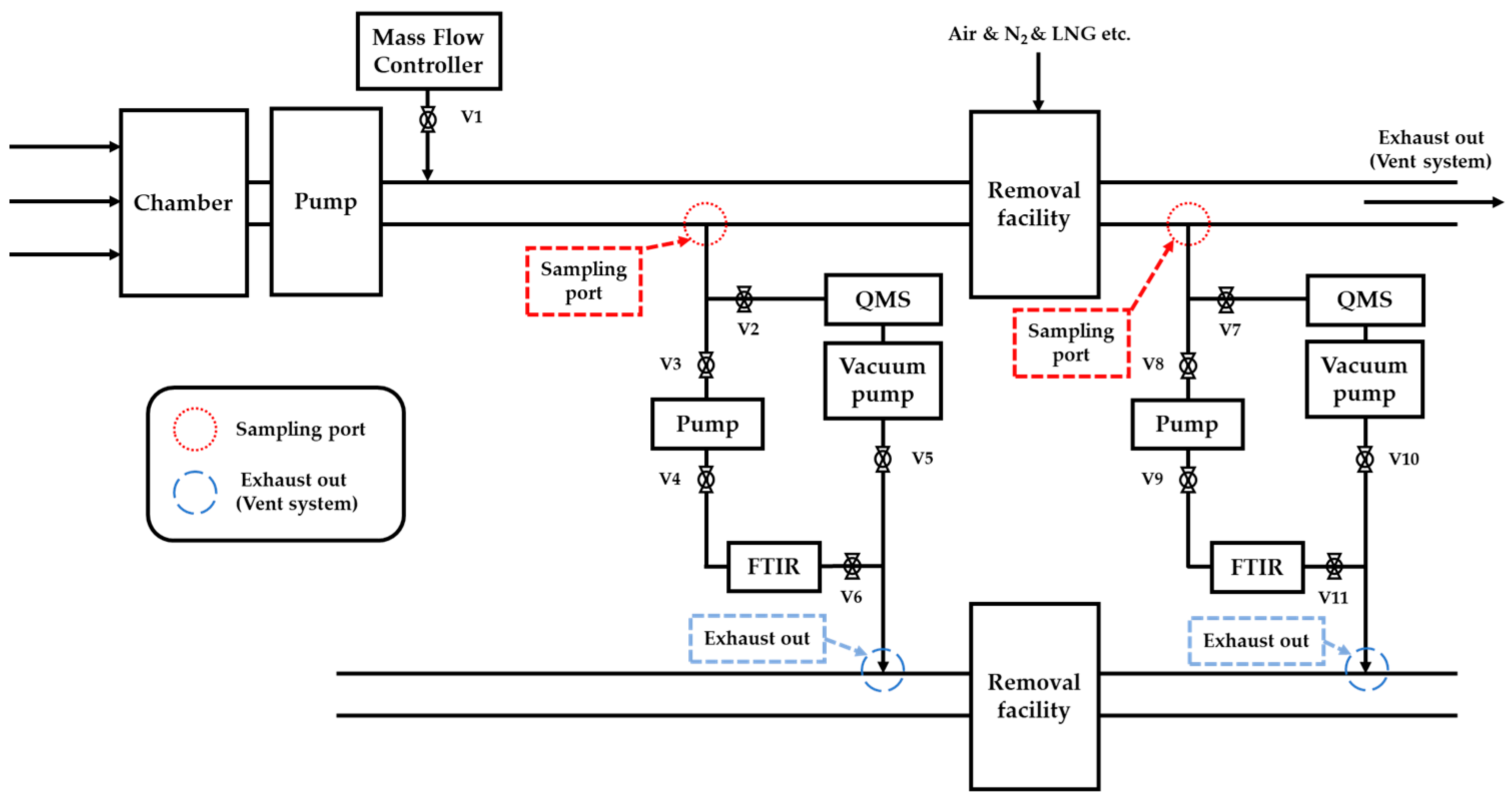
2.1. Measurement Methods and Conditions of the DRE, Use Rate of Gas (Ui), and By-Product Emission Factor (Bby-product, i)
2.2. Destruction Removal Efficiency (DRE)
2.2.1. Characteristic Parameter Features
2.2.2. Calculation of Destruction Removal Efficiency (DRE)
- F: the average volume flow rate of exhaust gas from the process based on a single concentration data points (L/min);
- Sf: the volume flow rate of tracer gas injected using a MFC (L/min);
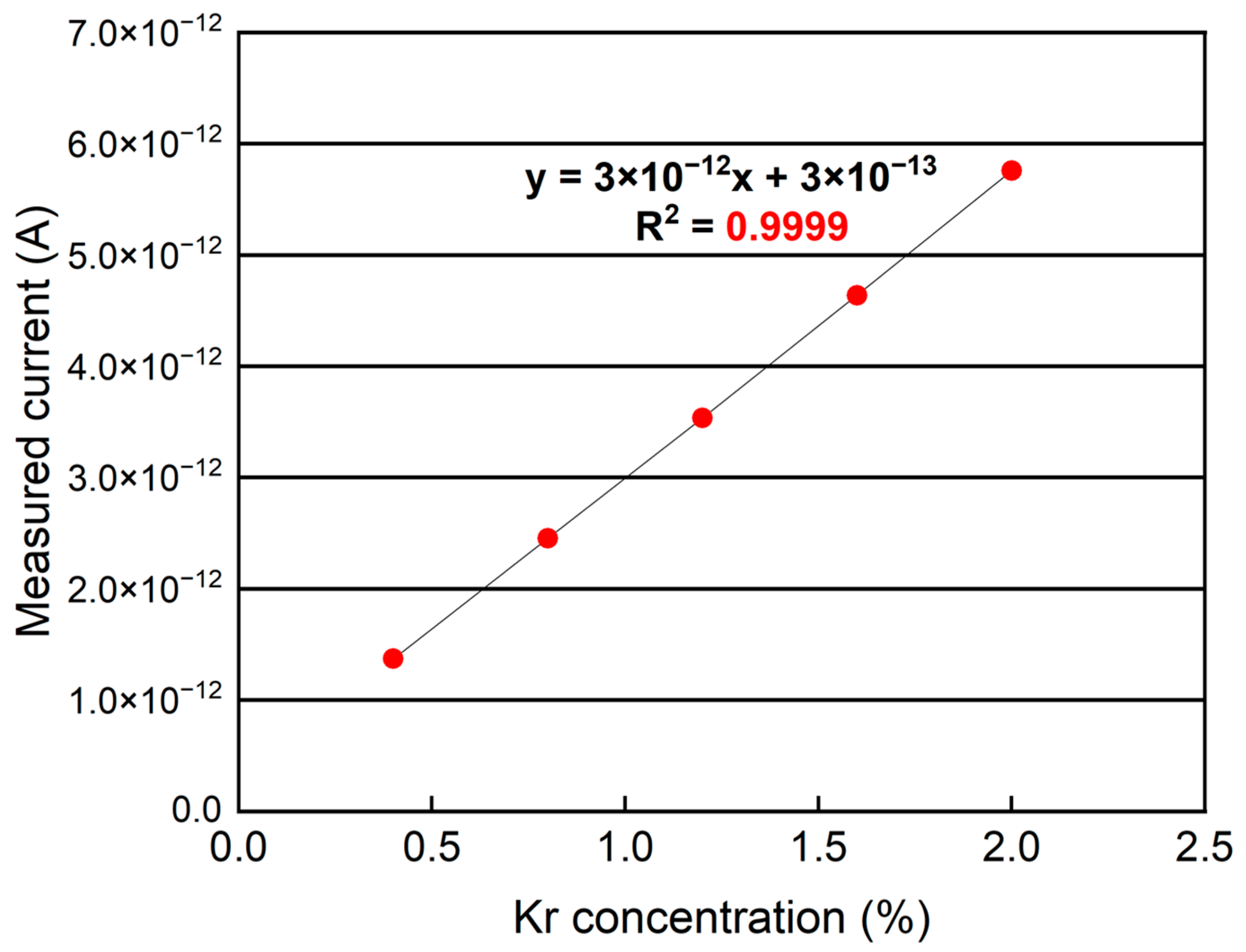
- CKr: the measured concentration of tracer gas using the QMS (μmol/mol).
- Fm: the average volume flow rate of tracer gas from 1~n times measurements (L/min);
- Fi: the measured volume flow rate of process emission gas from i time measurements (L/min);
- n: number of measurements;
- σFm: relative errors.
- Vi: the volume flow rate of FC gas i (L/min);
- Fm: the average volume flow rate of tracer gas from 1~n times the number of measurements (L/min);
- Ci: the concentration of FC gas i (μmol/mol);
- Ci,j: the concentration of FC gas i, j entering, or being emitted from, the abatement equipment (μmol/mol);
- j: the concentration of gas entering, or being emitted from, the abatement equipment.
- Vi,in: the volume flow rate of FC gas i that flows into the abatement equipment per unit time under normal operating conditions (L/min);
- Vi,out: the volume flow rate of FC gas i that flows out of the abatement equipment per unit of time under normal operating conditions (L/min).
2.2.3. Improving DRE Measurements
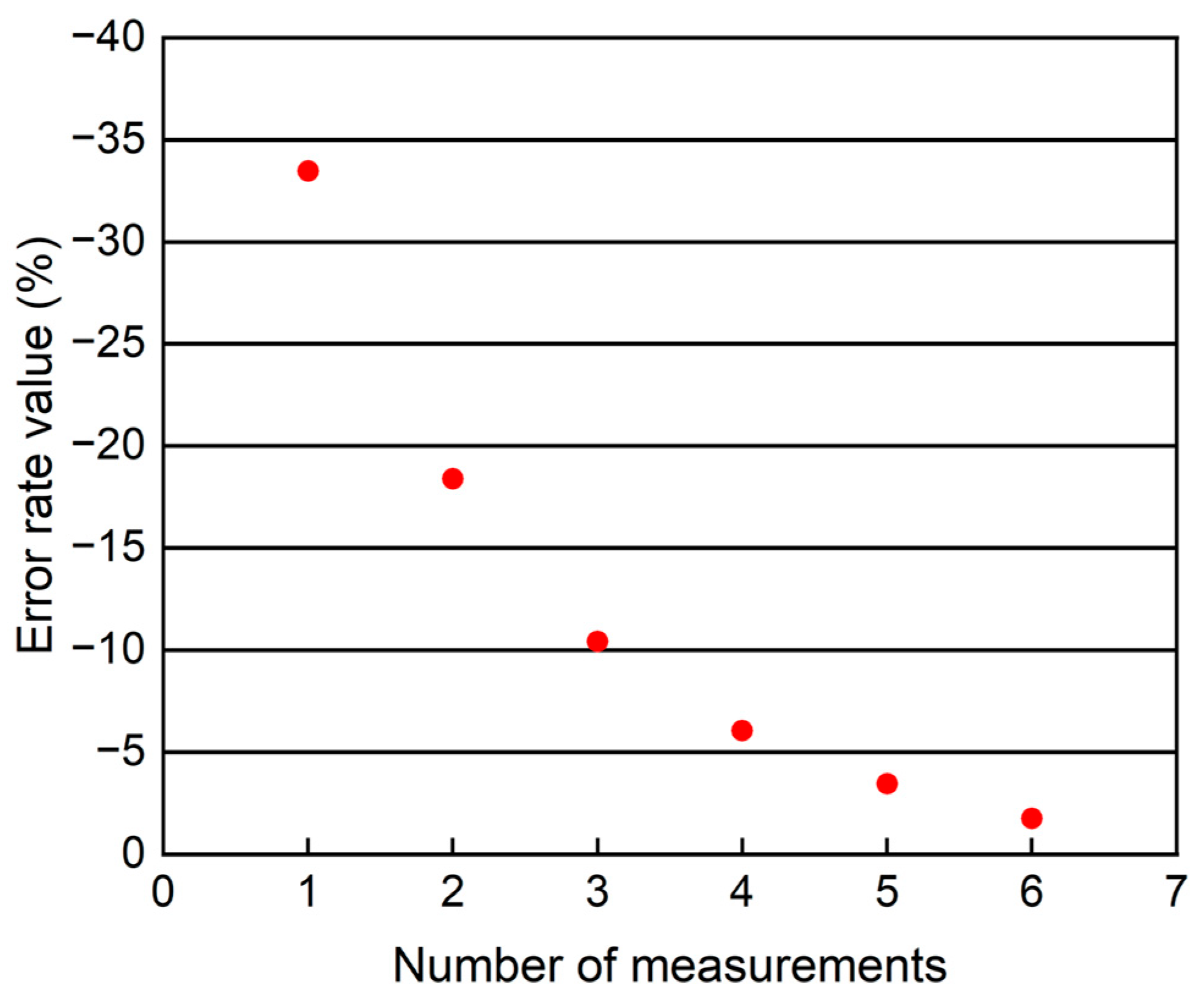
2.2.4. Validation of Improved Measurement
2.3. Use Rate of Gas (Ui)
2.3.1. Features of Characteristic Parameter
2.3.2. Research on Improving the Use Rate of Gas (Ui) Measurements

- Fon,off: the inlet volume flow rate at on/off plasma (L/min);
- Sf(on,off): the volume flow rate of tracer gas injected using an MFC at plasma (on/off state) (L/min);
- CKr(on,off): the measured concentration of the tracer gas using the QMS at plasma (on/off state) (μmol/mol).
- Von,off: the inlet volume flow rate of FCs or N2O gas at plasma (on/off state) (sccm);
- C(on,off): the measured concentration of FCs or N2O gas using the QMS at plasma (on/off state) (μmol/mol).
- Ui: the use rate of gas (%);
- Voff: FC or N2O gas volume flow rate of plasma (off state) in the process chamber (sccm);
- Von: FC or N2O gas volume flow rate of plasma (on state) in the process chamber (sccm).

- F: the inlet volume flow rate (L/min);
- Sf: the volume flow rate of tracer gas injected using an MFC (L/min);
- CKr: the measured concentration of tracer gas using the QMS (μmol/mol).
- Vin: the volume flow rate of FCs or N2O gas at the inlet (sccm);
- C: the measured concentration of FCs or N2O gas at the inlet (μmol/mol).
- Ui: the use rate of gas (%);
- Vs: FCs or the N2O gas volume flow rate of GHGs from the main process (sccm);
- Vin: FCs or the N2O gas volume flow rate of GHGs at the inlet (sccm).
2.3.3. Improved Measurement Validation
2.4. By-Product Emission Factor (Bby-product, i)
2.4.1. Characteristic Parameter Features
2.4.2. Research on Improving By-Product Emission Factor (Bby-product, i) Measurements
- Vby-pass: the volume flow rate of by-product gas from the inlet of the abatement system (mL/min);
- Cby-pass: the concentration of by-product gas as an FC from the abatement system (μmol/mol).
- Bi: the by-product emission factor during the manufacturing process (Bby-product, i);
- Vs: the FC gas volume flow rate during the manufacturing process (mL/min).
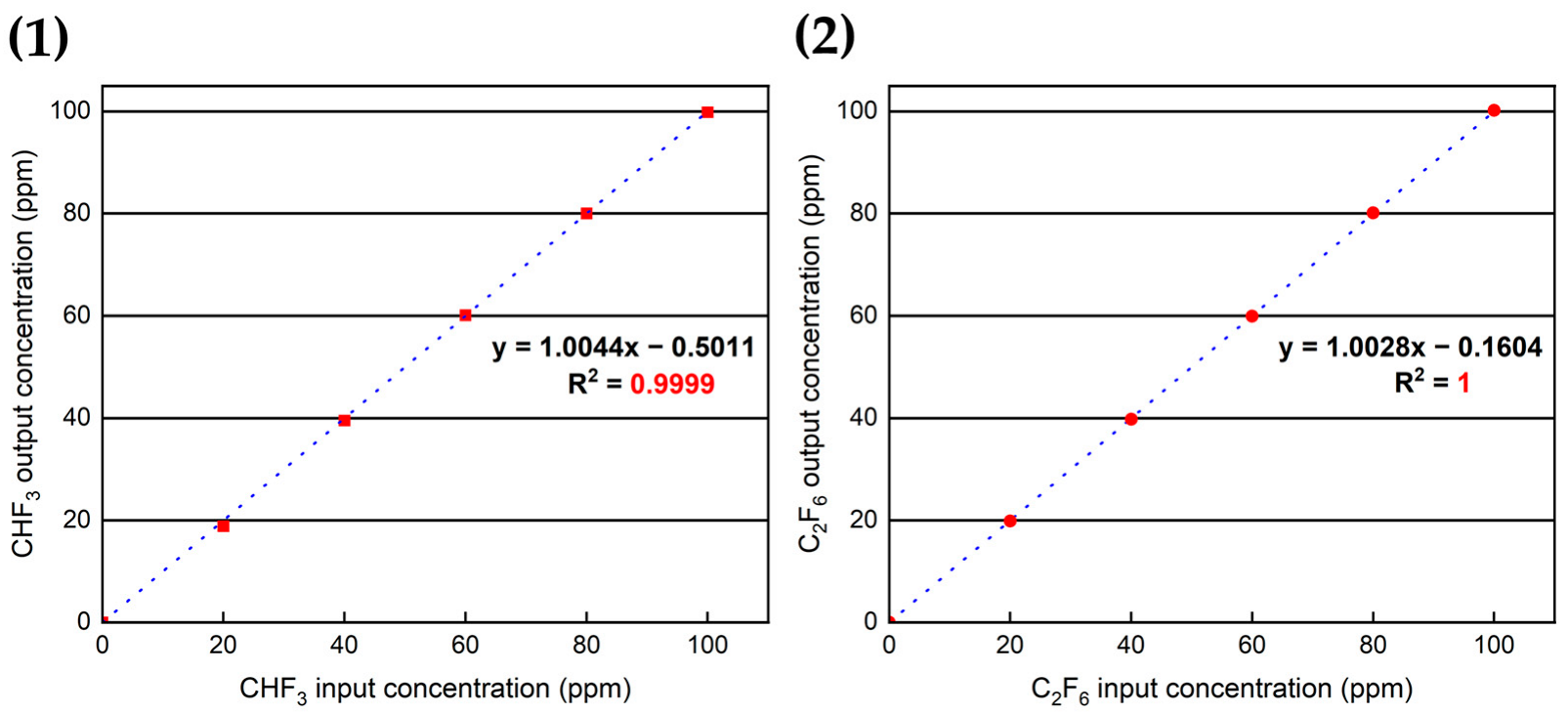
2.4.3. Validation of Improved Measurements
3. Results
3.1. Destruction Removal Efficiency (DRE)
3.1.1. Process of Measurement
3.1.2. Results of Measurement
3.2. Use Rate of Gas (Ui)
3.3. By-Product Emission Factors (Bby-product, i)
3.4. Results on the DRE, Use Rate of Gas (Ui), and By-Product Emission Factor (Bby-product, i) Measurements
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nam, S.-E.; Park, A.; Park, Y.-I. Separation and Recovery of F-gases. Membr. J. 2013, 23, 189–203. [Google Scholar]
- Jang, S.-S.; Han, J.-K.; Cho, H.-I.; Lee, S.-K. A Study on the Destruction or Removal Efficiency of Toxic Gas Reduction Facilities in Semiconductor and Display Industries. J. Korean Inst. Gas 2017, 21, 88–95. [Google Scholar]
- Hong, Y.C.; Uhm, H.S. Abatement of CF4 by atmospheric-pressure microwave plasma torch. Phys. Plasmas 2003, 10, 3410–3414. [Google Scholar] [CrossRef]
- Hong, Y.C.; Uhm, H.S.; Chun, B.J.; Lee, S.K.; Hwang, S.K.; Kim, D.S. Microwave plasma torch abatement of NF3 and SF6. Phys. Plasmas 2006, 13, 033508. [Google Scholar] [CrossRef]
- Ko, D.G.; Ko, S.J.; Choi, E.K.; Min, S.G.; Oh, S.H.; Jung, J.; Kim, B.M.; Im, I.-T. Perfluorocarbon Destruction and Removal Efficiency: Considering the By-products and Energy Consumption of an Abatement System for Microelectronics Manufacturing. IEEE Trans. Semicond. Manuf. 2014, 27, 456–461. [Google Scholar] [CrossRef]
- UNFCCC. Good Practice Guidance and Uncertainty Management in National Greenhouse Gas Inventories; Intergovernmental Panel on Climate Change: Geneva, Switzerland, 2000.
- Houghton, J.T. Climate Change 1995: The Science of Climate Change; Cambridge University Press: New York, NY, USA, 1996. [Google Scholar]
- Lee, H.M.; Chang, M.B.; Lu, R.F. Abatement of Perfluorocompounds by Tandem Packed-Bed Plasmas for Semiconductor Manufacturing Processes. Ind. Eng. Chem. Res. 2005, 44, 5526–5534. [Google Scholar] [CrossRef]
- Jeon, E.-C.; Myeong, S.; Sa, J.-W.; Kim, J.; Jeong, J.-H. Greenhouse gas emission factor development for coal-fired power plants in Korea. Appl. Energy 2010, 87, 205–210. [Google Scholar] [CrossRef]
- Lee, S.; Kim, J.; Lee, J. Development of CO2 emission factors from a large circulating fluidized bed boiler. Energy Sources 2016, 38, 1262–1268. [Google Scholar] [CrossRef]
- Cho, C.; Kang, S.; Kim, M.; Hong, Y.; Jeon, E.-C. Uncertainty Analysis for the CH4 Emission Factor of Thermal Power Plant by Monte Carlo Simulation. Sustainability 2018, 10, 3448. [Google Scholar] [CrossRef] [Green Version]
- Kang, S.; Cho, S.; Roh, J.; Jeon, E.-C. Analysis of Main Factors for CH4 Emission Factor Development in Manufacturing Industries and Construction Sector. Energies 2020, 13, 1220. [Google Scholar] [CrossRef] [Green Version]
- Kang, S.; Kim, S.-D.; Jeon, E.-C. Emission Characteristics of Ammonia at Bituminous Coal Power Plant. Energies 2020, 13, 1534. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.; Kim, J.; Lee, J.; Lee, S.; Jeon, E.-C. A study on the evaluations of emission factors and uncertainty ranges for methane and nitrous oxide from combined-cycle power plant in Korea. Environ. Sci. Pollut. Res. 2013, 20, 461–468. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- IPCC. 2019 Refinement to the 2006 IPCC Guidelines for National Greenhouse Gas Inventories. In Electronics Industry Emissions; Intergovernmental Panel on Climate Change: Geneva, Switzerland, 2019; Volume 3, Chapter 6. [Google Scholar]
- ISMI. Guideline for Environmental Characterization of Semiconductor Process Equipment—Revision 2; Technology Transfer #06124825B-ENG; International SEMATECH Manufacturing Initiative: Austin, TX, USA, 2009. [Google Scholar]
- IPCC. 2006 IPCC Guideline for National Greenhouse Gas Inventories. In Electronics Industry Emissions; Intergovernmental Panel on Climate Change: Geneva, Switzerland, 2007; Volume 3, Chapter 6. [Google Scholar]
- Lee, J.-Y.; Lee, J.B.; Moon, D.M.; Souk, J.H.; Lee, S.Y.; Kim, J.S. Evaluation Method on Destruction and Removal Efficiency of Perfluorocompounds from Semiconductor and Display Manufacturing. Bull. Korean Chem. Soc 2007, 28, 1383. [Google Scholar]
- Yang, C.-F.O.; Kam, S.-H.; Liu, C.-H.; Tzou, J.; Wang, J.-L. Assessment of removal efficiency of perfluorocompounds (PFCs) in a semiconductor fabrication plant by gas chromatography. Chemosphere 2009, 76, 1273–1277. [Google Scholar] [CrossRef] [PubMed]
- US EPA. Protocol for Measuring Destruction or Removal Efficiency (DRE) of Fluorinated Greenhouse Gas Abatement Equipment in Electronics Manufacturing; EPA: Washington, DC, USA, 2010.
- Korea Ministry of Environment. Measurement Method for Volumetric Flow Rate of Non-CO2 GHG(CF4, NF3, SF6, N2O) in Semiconductor and Display Process, KS I 0587; Korea Ministry of Environment: Sejong-si, Republic of Korea, 2018.
- NIER. A Study on the Destruction or Removal Efficiency of Greenhouse Gases Reduction Facilities in Semiconductor and Display Industries; NIER: Shortland, Australia, 2015. [Google Scholar]
- US EPA. 40 CFR Part 98 Subpart Ⅰ Electronics Manufacturing Title 40—Protection of Environment Chapter Ⅰ Environmental Protection Agency, Subchapter C-Air Programs, Part 98—Mandatory Greenhouse Gas Reporting; EPA: Washington, DC, USA, 2011.
- EPA. Developing a Reliable Fluorinated Greenhouse Gas (F-GHG) Destruction or Removal Efficiency (DRE) Measurement Method for Electronics Manufacturing: A Cooperative Evaluation with IBM (EPA 430-R-10-004); EPA: Washington, DC, USA, 2009.
- EPA. Developing a Reliable Fluorinated Greenhouse Gas (F-GHG) Destruction or Removal Efficiency (DRE) Measurement Method for Electronics Manufacturing: A Cooperative Evaluation with NEC Electronics, Inc. (EPA 430-R-10-005); EPA: Washington, DC, USA, 2008.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Gas | DRE |
|---|---|
| CF4 | 0.89 |
| C2F6 | 0.96 |
| C3F8 | 0.95 |
| C4F6 | 0.99 |
| c-C4F8 | 0.98 |
| C4F8O | 0.98 |
| C5F8 | 0.98 |
| CHF3 | 0.98 |
| CH2F2 | 0.98 |
| CH3F | 0.98 |
| CH2F5 | 0.95 |
| NF3 | 0.95 |
| SF6 | 0.95 |
| N2O | 0.60 |
| Inert Gas | Gas Factors in Nitrogen Calibration Standard |
|---|---|
| He | 1.386 |
| Ne | 1.398 |
| Kr | 1.382 |
| Xe | 1.383 |
| Volume Flow Rate (N2, SLM) | Volume Flow Rate (Standard, SLM) | Concentration (%) | |||
|---|---|---|---|---|---|
| 5 | 5 | 1.01 | |||
| 3 | 7 | 1.414 | |||
| Mixed Standard Gas | |||||
| Kr | N2 | O2 | Ar | CO2 | Cylinder No. |
| 2.02 | 87.75 | 9.01 | 0.60 | 0.42 | N1030 |
| N2 | STD Gas | Pre-Set Kr Concentration (%) | Measured Kr Concentration (%) | Gas Factor | Temperature and Pressure Calibration | Measured Volume Flow Rate (SLM) | Calculated True Value of Volume Flow Rate | Error Rate (%) |
|---|---|---|---|---|---|---|---|---|
| 7 | 3 | 0.6 | 0.627 | 1.382 | 1.073 | 236.413 | 247.2 | 4.37 |
| 5 | 5 | 1.0 | 1.027 | 1.382 | 1.073 | 144.369 | 148.3 | 2.67 |
| 3 | 7 | 1.4 | 1.425 | 1.382 | 1.073 | 104.036 | 105.9 | 1.80 |
| N2 | STD Gas | Pre-Set Kr Concentration (%) | Measured Kr Concentration (%) | Gas Factor | Temperature and Pressure Calibration | Measured Volume Flow Rate (SLM) | Calculated True Value of Volume Flow Rate | Error Rate (%) |
|---|---|---|---|---|---|---|---|---|
| 7 | 3 | 0.6 | 0.613 | 1.382 | 1.073 | 241.612 | 247.2 | 2.26 |
| 5 | 5 | 1.0 | 1.01 | 1.382 | 1.073 | 146.493 | 148.3 | 1.23 |
| 3 | 7 | 1.4 | 1.410 | 1.382 | 1.073 | 105.166 | 105.9 | 0.74 |
| He Gas Concentration (%) | Error Rate (%) |
|---|---|
| 67.46 | 28.62 |
| 58.02 | 36.92 |
| 47.95 | 45.78 |
| 37.20 | 55.24 |
| 25.68 | 65.37 |
| 13.31 | 76.24 |
| Volume Flow Rate | Gas | Power Value (kW) | FT-IR (ppm) | QMS (SLM) | DRE (%) | ||
|---|---|---|---|---|---|---|---|
| Inlet | Outlet | Inlet | Outlet | ||||
| 100 SLM | SF6 | 7.095 | 5998.84 | 0.37 | 100 | 143 | 99.99 |
| 10.73 | 5998.84 | NA | 100 | 143 | 99.99 | ||
| NF3 | 6.058 | 4109.57 | NA | 100 | 143 | 99.99 | |
| 10.73 | 4109.57 | NA | 100 | 143 | 99.99 | ||
| 300 SLM | SF6 | 6.032 | 5414.71 | 163.84 | 322 | 365 | 96.57 |
| 10.73 | 5414.71 | NA | 322 | 365 | 99.99 | ||
| NF3 | 6.058 | 3786.96 | 1640.30 | 322 | 365 | 49.32 | |
| 10.73 | 3786.96 | 143.33 | 322 | 365 | 95.57 | ||
| Volume Flow Rate | Gas | Power Value (kW) | FT-IR (ppm) | QMS (SLM) | DRE (%) | ||
|---|---|---|---|---|---|---|---|
| Inlet | Outlet | Inlet | Outlet | ||||
| 100 SLM | CH4 | 8.08 | 5637.56 | 1086.10 | 100 | 143 | 72.45 |
| 9.22 | 5637.56 | 574.43 | 100 | 143 | 85.43 | ||
| 10.10 | 5637.56 | 275.43 | 100 | 143 | 93.01 | ||
| 10.73 | 5637.56 | 173.46 | 100 | 143 | 95.60 | ||
| 130 SLM | CH4 | 10.10 | 5593.82 | 1254.10 | 130 | 175 | 69.77 |
| 10.73 | 5593.82 | 1067.57 | 130 | 175 | 74.31 | ||
| 12.104 | 5593.82 | 620.46 | 130 | 175 | 85.07 | ||
| 14.508 | 5593.82 | 96.75 | 130 | 175 | 97.67 | ||
| 150 SLM | CH4 | 14.508 | 5565.99 | 385.24 | 150 | 190 | 91.23 |
| 15.12 | 5565.99 | 280.12 | 150 | 190 | 93.63 | ||
| 15.84 | 5565.99 | 149.45 | 150 | 190 | 96.60 | ||
| Method 1 | Method 2 | ||||
|---|---|---|---|---|---|
| Plasma On | Plasma Off | Use Rate of Gas (%) | Injected Volume Flow Rate (sccm) | Plasma On | Use Rate of Gas (%) |
| Volume Flow Rate (sccm) | Volume Flow Rate (sccm) | Volume Flow Rate (sccm) | |||
| 86,092 | 72,339 | 16.0 | 85,000 | 72,339 | 14.9 |
| 85,561 | 73,311 | 14.3 | 85,000 | 73,311 | 13.8 |
| Gas | Power Value (kW) | FT-IR (ppm) | DRE (%) | By-Product Gas | |||
|---|---|---|---|---|---|---|---|
| Inlet | Outlet | CF4 (ppm) | C2F6 (ppm) | CHF3 (ppm) | |||
| C2F6 | 6.032 | 4273.38 | 1942.31 | 48.48 | 764.32 | - | - |
| 8.08 | 4331.56 | 1599.53 | 58.14 | 1423.73 | - | - | |
| 10.73 | 4334.33 | 1117.95 | 70.76 | 2333.24 | - | - | |
| CHF3 | 6.032 | 5150.92 | 1707.59 | 62.40 | 576.91 | 109.88 | - |
| 8.08 | 5150.92 | 1162.32 | 74.42 | 783.09 | 168.75 | - | |
| 10.73 | 5150.92 | 587.93 | 87.07 | 887.91 | 154.32 | - | |
| C3F8 | 6.032 | 2946.14 | 1602.21 | 38.35 | 1397.89 | 27.13 | 10.03 |
| 8.08 | 2946.14 | 985.54 | 62.08 | 2214.25 | 179.29 | 6.52 | |
| 10.73 | 2946.14 | 482.12 | 81.45 | 3256.02 | 487.92 | 2.24 | |
| Sector | Gas | Volume Flow Rate (SLM) | Power Value (kW) | DRE (%) | ||
|---|---|---|---|---|---|---|
| This Study | ’06 IPCC | ’19 IPCC | ||||
| Semiconductor | CF4 | 100 | 8.08 | 72.45 | 90.00 | 89.00 |
| 9.22 | 85.43 | |||||
| 10.10 | 93.01 | |||||
| 10.73 | 95.60 | |||||
| 130 | 10.10 | 69.77 | ||||
| 10.73 | 74.31 | |||||
| 12.104 | 85.07 | |||||
| 14.508 | 97.67 | |||||
| 150 | 14.508 | 91.23 | ||||
| 15.12 | 93.63 | |||||
| 15.84 | 96.60 | |||||
| Display | SF6 | 100 | 7.095 | 99.99 | 90.00 | 95.00 |
| 10.73 | 99.99 | |||||
| 300 | 6.032 | 96.57 | ||||
| 10.73 | 99.99 | |||||
| NF3 | 100 | 6.032 | 99.99 | 95.00 | 95.00 | |
| 10.73 | 99.99 | |||||
| 300 | 6.058 | 49.32 | ||||
| 10.73 | 95.57 | |||||
| Sector | Gas | Use Rate of Gas (%) | ||
|---|---|---|---|---|
| This Study | EPA | ’19 IPCC | ||
| Display | N2O | 14.9 | 40.0 | 37.0 |
| 13.8 | ||||
| Sector | Gas | Power Value (kW) | By-Product Emission Factors (Bby-product, i) (Target Gas/By-Product Gas) | ||
|---|---|---|---|---|---|
| CF4 (%) | C2F6 (%) | CHF3 (%) | |||
| Display | C2F6 | 6.032 | 17.65 | - | - |
| 8.08 | 32.87 | - | - | ||
| 10.73 | 53.87 | - | - | ||
| 6.032 | 11.20 | 2.13 | - | ||
| CHF3 | 8.08 | 15.20 | 3.28 | - | |
| 10.73 | 17.24 | 3.00 | - | ||
| 6.032 | 47.45 | 0.92 | 0.34 | ||
| C3F8 | 8.08 | 75.16 | 6.09 | 0.22 | |
| 10.73 | 110.52 | 16.56 | 0.08 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, B.-J.; Yun, S.-Y.; Jeong, I.-K.; Hwang, Y.; Park, J.-H.; Kim, J. Improving the Measurement of Characteristic Parameters for the Determination of GHG Emissions in the Semiconductor and Display Industries in Korea. Appl. Sci. 2023, 13, 8834. https://doi.org/10.3390/app13158834
Lee B-J, Yun S-Y, Jeong I-K, Hwang Y, Park J-H, Kim J. Improving the Measurement of Characteristic Parameters for the Determination of GHG Emissions in the Semiconductor and Display Industries in Korea. Applied Sciences. 2023; 13(15):8834. https://doi.org/10.3390/app13158834
Chicago/Turabian StyleLee, Bong-Jae, Soo-Young Yun, In-Kwon Jeong, Yujin Hwang, Jun-Hyeok Park, and Jonghoon Kim. 2023. "Improving the Measurement of Characteristic Parameters for the Determination of GHG Emissions in the Semiconductor and Display Industries in Korea" Applied Sciences 13, no. 15: 8834. https://doi.org/10.3390/app13158834