1. Introduction
The guidelines for conformity assessment of an item of interest were adopted by the Joint Committee for Guides in Metrology (JCGM) and are given by guide 106:2012 [
1]. The item of interest must meet certain specifications prescribed by the norms or given externally by the manufacturer. The fulfilment of these requirements mainly refers to the fact that the value of the tested characteristic of the specific tested item must be within the set limits of the tolerance interval. The decision on the compliance of an item of interest with the given standards can be made by using a simple binary decision rule. The item of interest is conformed with the specifications if the measured value of the characteristic under test lies within the tolerance interval. Otherwise, the item of interest does not comply with the specifications. When applying a simple binary rule, apart from these two outcomes, there are no other outcomes that would indicate the state where no decision can be made for the property of interest.
For a typical product obtained in a production process, the probability of rejecting a conforming product is called a specific producer’s risk. The probability of accepting a non-compliant product is called specific consumer risk. If the nominal value of the measurand and measurement uncertainty for the performed measurements are known, both probabilities can be calculated using conformance probability
[
2].
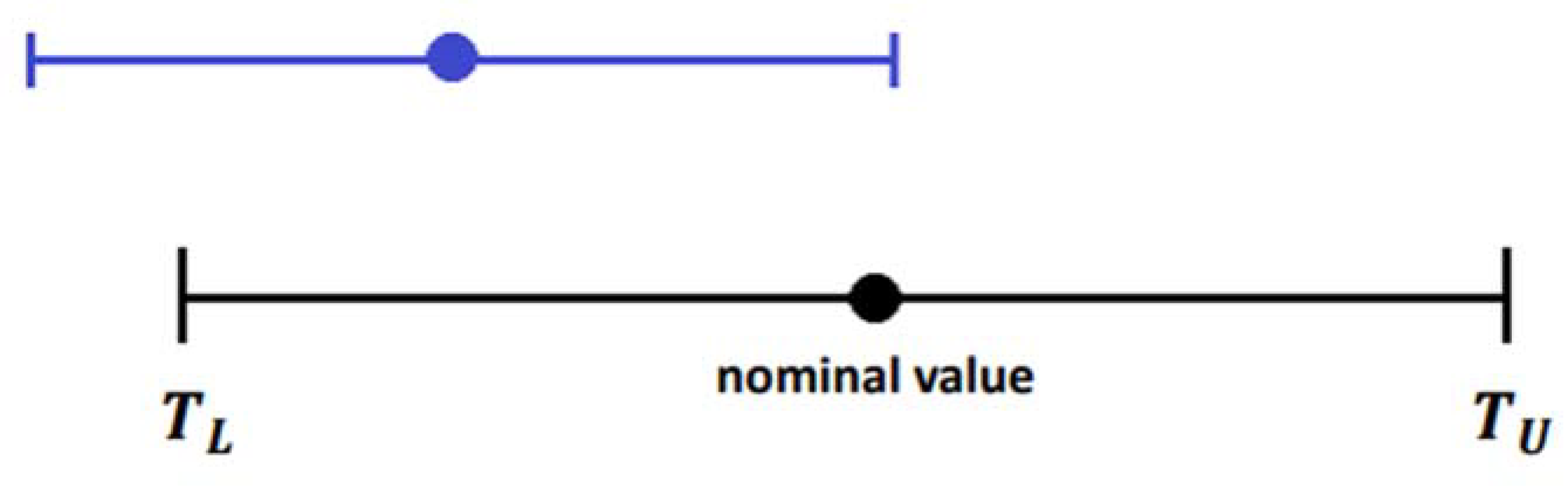
The measurement result is complete if it comprises the measured value and the associated measurement uncertainty. Measurement uncertainty represents the quality of the measurement result. Only the result with measurement uncertainty can be used for comparing results with specifications. However, uncertainty associated with the measurement results may lead to incorrect decisions. Relying on a simple binary decision rule and measured values from a normal distribution can result in a probability of accepting a nonconforming item or rejecting a conforming item as low as 50% [
3,
4,
5,
6]. This happens when the measurement uncertainty of the measured item is high, and the measured value is near the upper or lower limit of the tolerance interval (
Figure 1).
To reduce this type of risk, an acceptance interval is introduced in the conformity assessment procedure [
7,
8,
9]. The tolerance and acceptance interval can be in different relations [
10]. In the case of a simple binary decision rule, the limits of the tolerance interval and the acceptance interval coincide (
Figure 2b). That decision rule is also called shared risk. To decrease the producer’s risk, the acceptance interval has been set to comprise the tolerance interval (
Figure 2a). If the tolerance interval comprises the acceptance interval, the intention is to minimize the consumer’s risk (
Figure 2c).
By introducing acceptance intervals, the concept of conformity assessment is extended to more general decision problems. In this case, four different outcomes are possible. Valid acceptance occurs when the measured value is within the acceptance interval and satisfies the specifications. Valid rejection occurs when the measured value is outside the tolerance interval and outside the acceptance interval. In terms of machine learning, valid acceptance is equivalent to the term true positive (TP), and the term valid rejection is equivalent to the term true negative (TN). If an item is accepted but does not conform to specifications, this is called false acceptance (FA). False acceptance probability refers to the global consumer’s risk. If the measurement result is rejected, although it conforms to a specification, this is a falsely rejected measurement (FR). The probability of this incorrect decision is called the global producer’s risk. In contrast to the specific risk related to a particular tested item, the global risk of producers and consumers refers to the risks calculated for a sample drawn from some statistical population of such items obtained in some production process [
1].
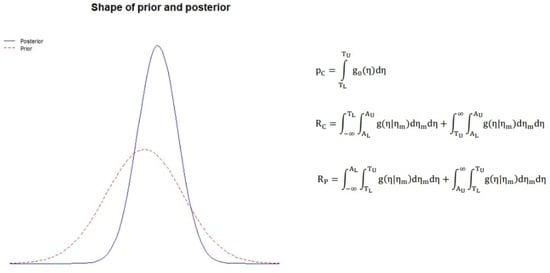
Foremost, the calculation of risk, specific and global, is carried out due to the improvement of the production process, the reduction of scrap, i.e., the number of products that do not meet the given standards, and the reduction of the producer’s costs. Also, consumer risk assessment provides the probability of purchasing a defective product. The global consumers’ and producers’ risks are calculated using the Bayesian approach [
11,
12]. The Bayesian approach combines two sources of information. The first source of information refers to prior beliefs of a measurer about the possible distribution of parameters that describes the measurement data. In addition, such a source of information can be the results of previous measurements, data from manuals, historical data, etc. [
13]. These data are treated as a random variable Y, and they are expressed by the probability density function (PDF), which is usually called a prior, denoted by
. The values that take by the prior are marked with
. According to the principle of maximum entropy (PME), when the first two moments of the distribution are known, in this case, that is the best estimate of a measurand
, and the standard measurement uncertainty
, the prior is usually a two-parameter distribution [
14]. Considering that these data are an outcome of a measurement, the prior is usually a normal distribution. Depending on the nature of the measurand and the number of known moments, other two-parameter distributions can be used, as well as one-parameter or non-parametric distributions [
9,
15].
The second source of information is data assigned to the measurements. These data are also regarded as a random variable
, and they are expressed via the likelihood function for normal distribution denoted by
. Likelihood function formula includes standard measurement uncertainty
Values of the likelihood function are denoted by
. It is important to notice that according to Bayes’ rule, the prior distribution is independent of the likelihood function, so data for one and the other function must come from different sources. Thus, data for the likelihood function are usually obtained from subsequent production process quality control [
1] (pp. 27–32).
Determining the global risk of producers and consumers according to the Bayesian approach requires the numerical solution of the double integral. This procedure involves knowledge of programming that can be difficult for users to apply, especially if Monte Carlo methods are required for the posterior distribution simulation [
6,
16,
17]. Therefore, risk calculation is often avoided in the quality control of the production process. However, such an attitude is wrong. Since the risks of the consumer and producer are related, the producer can reduce his costs by assessing the risk and, at the same time, guaranteeing the consumer a certain level of product quality.
The conformity assessment procedure can be applied in a wide range of disciplines. For example: in the assessment of the efficiency of liquid chromatography analytical procedures [
18], as a tool in the pharmaceutical industry for drug quality control [
19], for the evaluation of the risk of a false decision on compliance of multicomponent materials [
20], for quality evaluation of automotive fuels [
21], or in a food control [
22]. Examples above represent multivariant models, where total risk is being assessed. When assessing the total risk, each of the tested components must meet the specifications that apply to it and that are related to the characteristic property that is tested for that individual component. Conformity assessment procedure can also be used in a simple univariate case when only one characteristic is assessed, as in the assessment process of the epoxy coating thickness applied on water pipes [
23], or in water quality control [
24].
In this paper, the global risk of producers and consumers was assessed. The risk is calculated to evaluate the conformity of the inner diameter of the ring with the required specifications. The formulas for determining these risks are in themselves a kind of classifier that classifies the measurement results into categories TP, TN, FA, and FR [
25]. These categories form a square confusion matrix 2 × 2, a well-known concept from machine learning. Contrary to machine learning, where the classification is performed on a large amount of data split into training and test sets, here, the classification is performed based on the relationship between the conformance probability and the global producer’s and consumer’s risk. For this type of classification, it is sufficient to have the data obtained by measurement and the associated measurement uncertainty. To evaluate the performance of the tested models, the metrics associated with the confusion matrices were used. Of the many metrics used, the most common are accuracy, precision, recall, and F1 score [
26,
27]. In this paper, other metrics, apart from these basic metrics, were observed, especially those assumed to be well-behaved on imbalanced data that primarily occur in metrology, such as Cohen’s kappa statistic and Mathew’s correlation coefficient (MCC) [
28,
29]. Using these metrics, the optimal length of the guard band between the tolerance interval and the acceptance interval was determined in terms of minimizing the global risk of consumers and producers.
3. Results and Discussion
3.1. Risk Analysis
Specific producer’s and consumer’s risks, as well as global producer’s and consumer’s risks, have been calculated for both the initial and improved models. According to Formula (1), the conformance probability is calculated using a single integral and does not depend on the length of the guard band.
Therefore, the values for the specific producer’s risk
and the specific consumer’s risk
are identical to each of the models described in
Figure 2, regardless of the length of the guard band. The values of the specific producer’s and consumer’s risk are higher with the improved model. With the initial model, the value of the specific producer’s risk is
and the specific consumer’s risk is
With the improved model, 99.67% of the rings meet the specifications, and the measured value of the inner diameter of these rings is within the given tolerance interval. Only 0.33% of rings are not conformed to the specification.
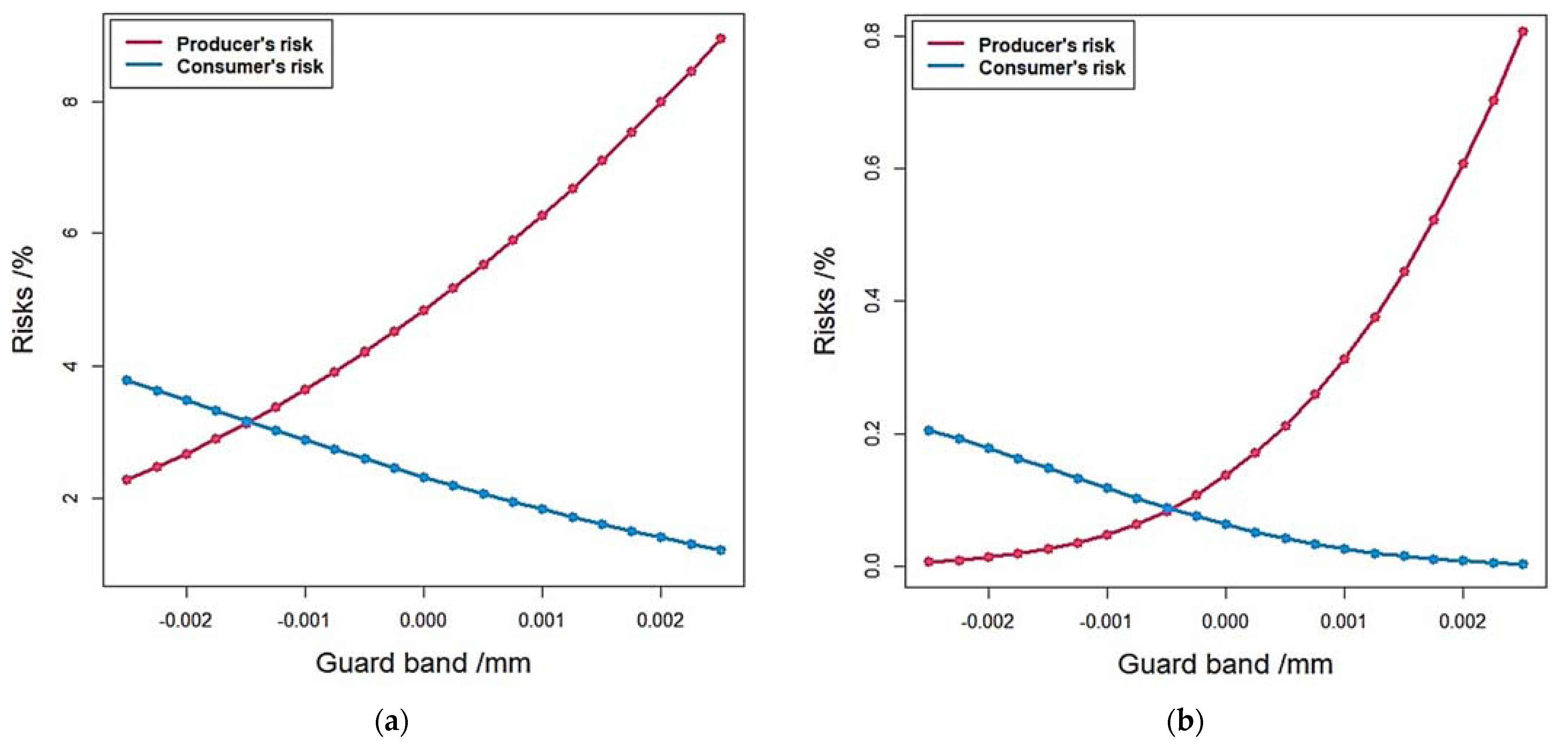
The global producer’s and consumer’s risks of the improved model are lower compared to the initial model (
Figure 6).
The values in
Figure 6, as well as on all subsequent figures, should be viewed in two directions, regarding the sign of the length of the guard band. Negative values for a guard band in
Figure 6 are respective to the model of the minimization of the producer’s risk and refer to the case described in
Figure 2a, when the tolerance interval is within the acceptance interval. A smaller negative value represents a wider guard band. If the value of the guard band is equal to zero, the tolerance interval is equal to the acceptance interval, as shown in
Figure 2b. Positive values of the guard band correspond to the model of minimization of the global consumer’s risk (
Figure 2c). A larger positive value indicates a larger length of the guard band
.
Unlike the specific risk, the global risks have different values for the different lengths of the guard band. The global producer’s risk is the lowest in the case when the length of the guard band is
mm, and the highest if it is
mm (
Figure 6a). For the global consumer’s risk, the opposite is true (
Figure 6b).
Values for global consumer and producer risk are usually expressed as percentages. Multiplying these probabilities by 10,000 results in the number of falsely accepted and falsely rejected rings per piece. This multiplication has been conducted for simplicity. These values also can be multiplied by 100, 1000, or any other number that represents the daily, weekly, monthly, or yearly production of bearing rings or some other product. The number of falsely accepted and falsely rejected rings is lower in the improved model than in the initial one. The reduction of scrap and, thus, the decrease in production costs for the manufacturer and the reduction of the risk of purchasing rings that do not conform to specifications are shown in
Table 1. The number of rings that were falsely accepted or falsely rejected is given per piece. The values are shown for the characteristic lengths of the guard band.
3.2. Metrics Analysis
For basic tested metrics: accuracy, precision, recall and F1 score, the values of the metrics for the improved model are higher in comparison with the values of the metrics in the initial model, (
Figure 7).
In the initial model, the accuracy drops along the guard band axis (
Figure 7a). For the producer’s risk minimization model with the positive guard band values, the accuracy value drops as the guard band length increases, i.e., the number of rings classified in TP and TN category decreases. For models with negative guard band values, seen from zero to the left side of the graph, with an increase in the length of the guard band, the accuracy increases. That is, the number of rings classified into the TP and TN categories increases. For the improved model, the accuracy metric graph changes behavior in comparison with the initial model. The values of the accuracy metric increase along the guard band axis to the maximum value
, and then they fall (
Figure 7b). The maximum value is reached when the total number of rings classified in the categories TP and TN is equal to 9984, for the length of the guard band
mm. Since the guard band value is negative, this is a producer’s minimization risk model. In that case, the multiplicative factor has a value
Because of measurement uncertainty, there is no perfect classification in metrology, in the sense that all measured values are classified either in the TP or TN category. One of the two values, FA or FR, is always non-zero. If both values were equal to zero at the same time, the absence of measurement uncertainty would be implied, which is not possible. Furthermore, in the conformity assessment process, because of classification in categories, imbalanced data are obtained. For a properly conducted measurement, and controlled manufacturing process, with few products rejected as non-conforming, TP is always much higher than TN. If the number of rings classified as TN is negligible in comparison with the number of rings in the TP category, the accuracy metric is insensitive to the TN category and measures the number of rings classified in the TP category. In that case, it is better to apply some other metric associated with confusion matrices as a measure of the tested model performance [
37,
38,
39]. The classic choices are the precision and recall metrics.
Due to the decrease in global consumer’s risk, the precision curve increases along the guard band axis. According to the definition, precision measures the number of rings that are within the acceptance interval and that are classified in the TP category. In the model of the producer’s risk minimization, this number decreases as the length of the guard band increases. In the consumer’s risk minimization model, the number of such categorized rings increases with the increase in the length of the guard band.
The reverse is true for the recall metric. Since the number of conformed rings classified in the TP category is decreasing, and the global producer’s risk is increasing along the guard band axis, the recall curve falls. Individually by models, for the model of the minimization of global producer’s risk, the recall curve grows while increasing the length of the guard band. In the model of minimizing the consumer’s risk, recall falls. With the improved model, the value of the accuracy is equal to recall for mm. The total number of rings classified into categories TP and TN is then the smallest and amounts to 9919. The value of the multiplicative factor is
The values for the F1 score fall along the guard band axis in both the initial and improved models. The F1 score metric behaves in the same way as accuracy; only the values taken by F1 score are higher compared to accuracy. For the higher positive values of the guard band, accuracy drops faster in comparison with the F1 score. The maximum of the F1 score in the improved model is 0.9991976. The maximum is achieved for the same length of the guard band
mm, and the same multiplier
as well as with the accuracy metric. The fact that the F1 score is the harmonic mean of the precision and recall metric is clearly visible in
Figure 7. F1 is symmetrically placed between precision and recall. Deviations from symmetry are, at most, of the order of magnitude
in the initial model, and the order of magnitude
in the improved model.
The characteristic points on both graphs from
Figure 7 are the intersection points of the precision, recall, and F1 score curves. Values of the metrics in the intersection point, in the initial model, are
and achieve for
mm. In the improved model, the values of the metrics at the point of intersection are equal to
In this case, the length of the guard band is equal to
mm.
From Formulas (22)–(24), it is easy to see that
iff
This means that the risk curves of the initial and improved models intersect at points with the same values of the guard band
mm and
mm, respectively,
Figure 8.
The corresponding values of the multiplicative factors are for initial model, and for improved model. In the intersection of the risk curves, the values for the risks of the initial model are equal to The values of the risks for the improved model are .
Generally, Formulas (22)–(24) are valid for each model. This means that for each model can be determined the length of the guard band for which the values of the global producer’s and consumer’s risk are equal, and thus the length of the guard band for which the values of the precision, recall, and F1 score are equal.
For data that occur in metrology, it is always true that
. According to [
40], it is valid
, which is clearly visible from
Figure 9.
It is obtained numerically that, in both the initial and improved model, kappa and MCC curves reach their maximum for
As with precision, recall, and F1 metrics, when
it is also worth that is
The maximums are achieved for the negative values of the guard band, i.e., for the model of minimization of the global producer’s risk. For the initial model, the maximum value is
for the length of guard band
mm, and for
With the improved model, the maximum is reached for
mm and
, and it has a value of
Values of these statistics in the range of 0.61–0.80 indicate a moderate level of agreement between actual and predicted results [
34].
3.3. Guard Banding by Confusion Matrix
The initial lengths of the guard band are the same for the initial and improved models, but they differ in sign depending on whether it was about minimizing the global risk of the producer or consumer. In this way, it is easier to compare the initial and improved model because the comparison is made in the same nodes of the subdivision of the interval
for the same multiplicative factor
The highest value of the guard band for the model of minimization of the consumer’s risk, shown in
Figure 2c, is set to
mm. In the model of minimization of the producer’s risk, this value has a negative sign (
Figure 2a). The initial length of the guard band can be larger or smaller than the specified one. In that case, the graphs for the global risk of producers and consumers, and for the selected metrics, will be displayed in a wider or narrower range, respectively. The corresponding values of the calculated risks and metrics will not change if the range of the graphs on the guard band axis is wider. The graphs will only have new values added for the extension points. It can be problematic if a small initial length of the guard band is set. Then, it can occur that characteristic points, such as the intersection of precision, recall, and F1 metrics, are not included in the displayed graph. If it is assumed that such characteristic points exist, it is necessary to increase the initial length of the guard band.
The general question is, what is the optimal length of the guard band? Over the last few decades, many methods and recommendations for guard banding have been developed. In many applications, the length
of the guard band is assumed to be equal to the expanded uncertainty
[
41,
42]. This means that
Based on expanded uncertainty, guard band length can be established so that
(6 sigma rule) or
(3 sigma rule), [
4]. A more complicated formula in which the length of the guard band is expressed through an exponential function is detailed in [
43]. The length of the guard band can also be calculated using the test of uncertain ratio (TUR) [
44,
45]. In addition, methods were developed where the acceptance interval was set by means of maximization of the revenue from processes without the systematic effect of measurement uncertainty [
46] or with unknown systematic effect, [
47]. Recently, methods have been developed to determine the guard band in multivariate models for total risk calculation [
48,
49]. Furthermore, there is always the opportunity for producers and consumers to compromise and agree on the level of the risks. In that case, it is up to the producer to find the length of the guard for a given consumer risk.
In this paper, the metrics associated with the confusion matrices were used to determine the optimal length of the guard band. One option is to set the length of the guard band to suit the situation when Another option is to take advantage of changes in the behaviour of the Cohen’s kappa and Matthew’s correlation coefficient metrics.
For all the basic tested metrics, the values of the metric for the improved model are higher in comparison to the values of the metrics in the initial model. The only tested metrics that behave differently are kappa and Matthew’s correlation coefficient. There are change points for these two metrics. At these points, the curves of the improved model intersect the curves of the initial model (
Figure 9). At the intersection points, the values of the kappa, or MCC metrics, are the same for the initial and improved models. The change point exists both in the producer’s risk minimization model and in the consumer’s risk minimization model. For
and
, the kappa statistics of the improved model
are smaller than the kappa statistics of the initial model
For
hold
Analogously, for the MCC statistic, it holds that for
and for
worth
For
, it holds that
For both metrics, the subscript
represents the label for the initial model, and the subscript
represents the label for the improved model. It naturally arises that it is possible to make use of these changes in the behavior of metrics to determine the optimal length of the guard band. The list of possible values of the guard band, together with the corresponding parameters, is demonstrated in
Table 2.
By comparison of the data from
Table 2, it can be concluded that the most favorable situation for minimizing the producer’s risk for the initial model is at the point of change, as
. Therefore, the optimal guard band for the initial model in the case of minimizing the global risk of the producer is equal to
mm. In this case, the producer’s risk is the smallest and equal to
but the consumer’s risk is the highest for all proposed lengths of the guard bands. The most favorable situation with the improved model is for
Then, the producer’s and consumer’s global risk are the smallest and amount to
Therefore, when minimizing the producer’s risk, in the improved model, it is optimal to set the length of the guard band to
mm.
In practice, consumer risk minimization models are more common because the manufacturer wants to deliver the highest-quality product to the customer. A low-quality product damages the manufacturer’s reputation and increases its costs due to product returns. For the model of consumer risk minimization, in the initial model, the recommended optimal length of the guard band is mm. This is exactly the length of the guard band for which the MCC curves for the initial and improved model intersect and holds This same length of the guard band is the optimal length in the improved model, too. With the consumer risk minimization model, in that case, the global producer’s and consumer’s risks are the lowest and the amounts and
Although the lengths of the guard band are smaller in the intersection points of the kappa metric compared to the values of the guard band in the intersection points of the MCC metric, the optimal is to take the length of the guard band that corresponds to the intersections of the MCC curves, because in that case, the values of the risks are lower. Generally, recent research shows that the MCC metric has better properties than the kappa statistic, [
40,
50].
In addition, the length of the guard band determined using the new method, based on the intersection points of the MCC curves of the initial and improved models, is smaller than the length of the guard band determined using the standard method based on expanded uncertainty. According to the standard method, it follows from the formula that the length of the guard band for the initial model is mm, and for the improved model mm.
All values in
Table 2 are obtained numerically, although originally, measurements can be made up to the order of magnitude
mm, i.e., in 0.1 μm. The values in
Table 2, as well as in the text, are intentionally not rounded to make it easier to see the difference between the reference parameters that describe the models.
4. Conclusions
Conformity assessment is a procedure that verifies whether a product meets the required specifications or not. The check is carried out based on measurements with the calculation of the risk of a wrong decision, either that decision refers to accepting a non-conforming product or rejecting a product that conforms to specifications.
Until now, the formulas for calculating the global risk of the producer and the global risk of the consumer have not been observed in the light of machine learning as binary classifiers that can be used to classify products into characteristic categories of confusion matrices. Although in the main document [
1] of the International Bureau of Weights and Measures (Bureau International des Poids et Mesures, BIPM) there are examples in which such a classification is partially implemented, the possibility of applying this method is not widely recognized. Classification, unlike machine learning, is performed without the training set and test set based on sample characteristics obtained by measurement, as well as associated measurement uncertainties. Moreover, the method enables the construction of curves for metrics associated with confusion matrices. Using these curves, it is possible to analyze and compare the behavior of the model and determine the optimal length of the guard band.
The characteristic metrics associated with the confusion matrices were used to compare two models for which the conformity of the measured inner diameter of the ring with the given specifications is assessed. Based on the behavior of the MCC metric, it was estimated that it is optimal to set the length of the guard band to the value that corresponds to the point of intersection of the MCC curves of the initial and improved model. Choosing the optimal length of the guard band, and determining the acceptance interval, is based on the condition of achieving the minimal global risk of the producer and consumer. The negative value of the guard band for which holds corresponds to the minimization of the global producer’s risk. A positive value of the guard band corresponds to the model of minimization of the global consumer’s risk.
The assessment of global producer’s and consumer’s risk is a method that can be utilized in numerous areas. Combining this method with machine-learning techniques provides a new dimension when evaluating the conformity of products to specified standards. In future work, it remains to be seen how the metrics associated with the confusion matrices behave for centered and non-centered models. It is also necessary to investigate the behavior of metrics with respect to different values of the measurement uncertainties associated with the prior and likelihood function, as well as the behavior of the metrics that were not included in this study.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}