
Quartz Powder Valorisation in White Self-Compacting Concrete: Mortar Level Study



Abstract
:1. Introduction
Research Significance and Objectives
2. Materials and Methods
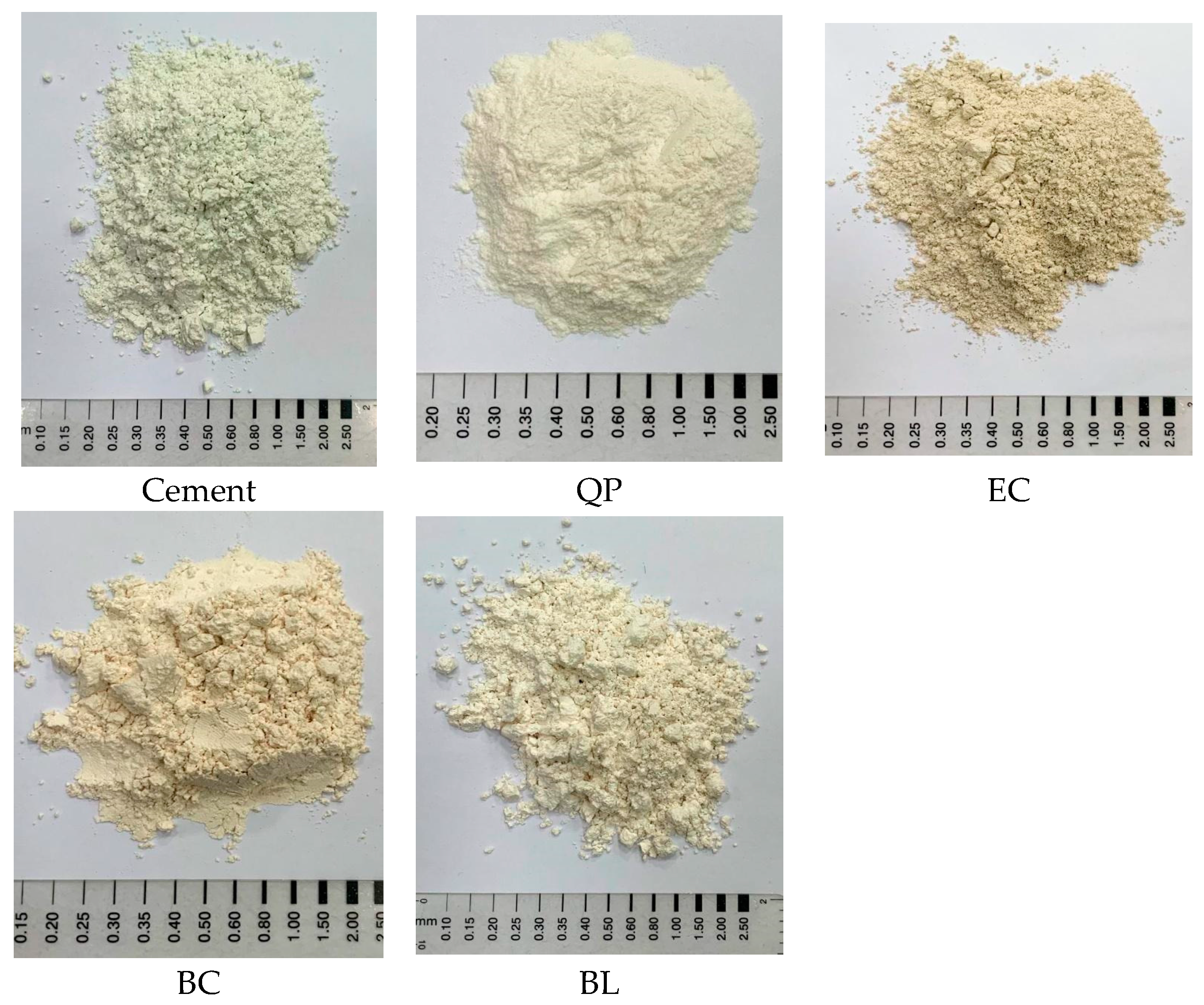
2.1. Raw Materials
2.1.1. Quartz Powder
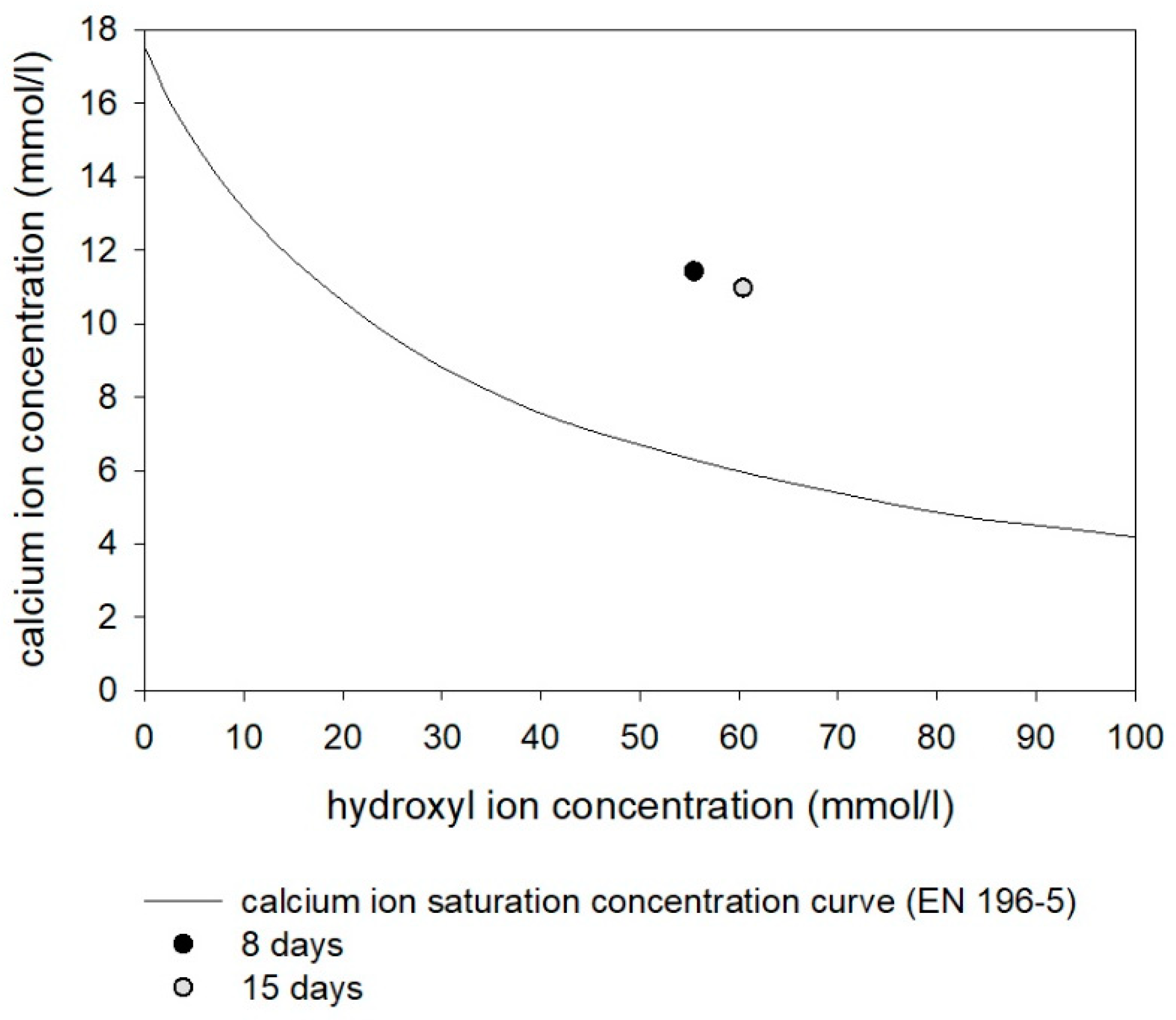
2.1.2. Chemical Composition and Pozzolanicity
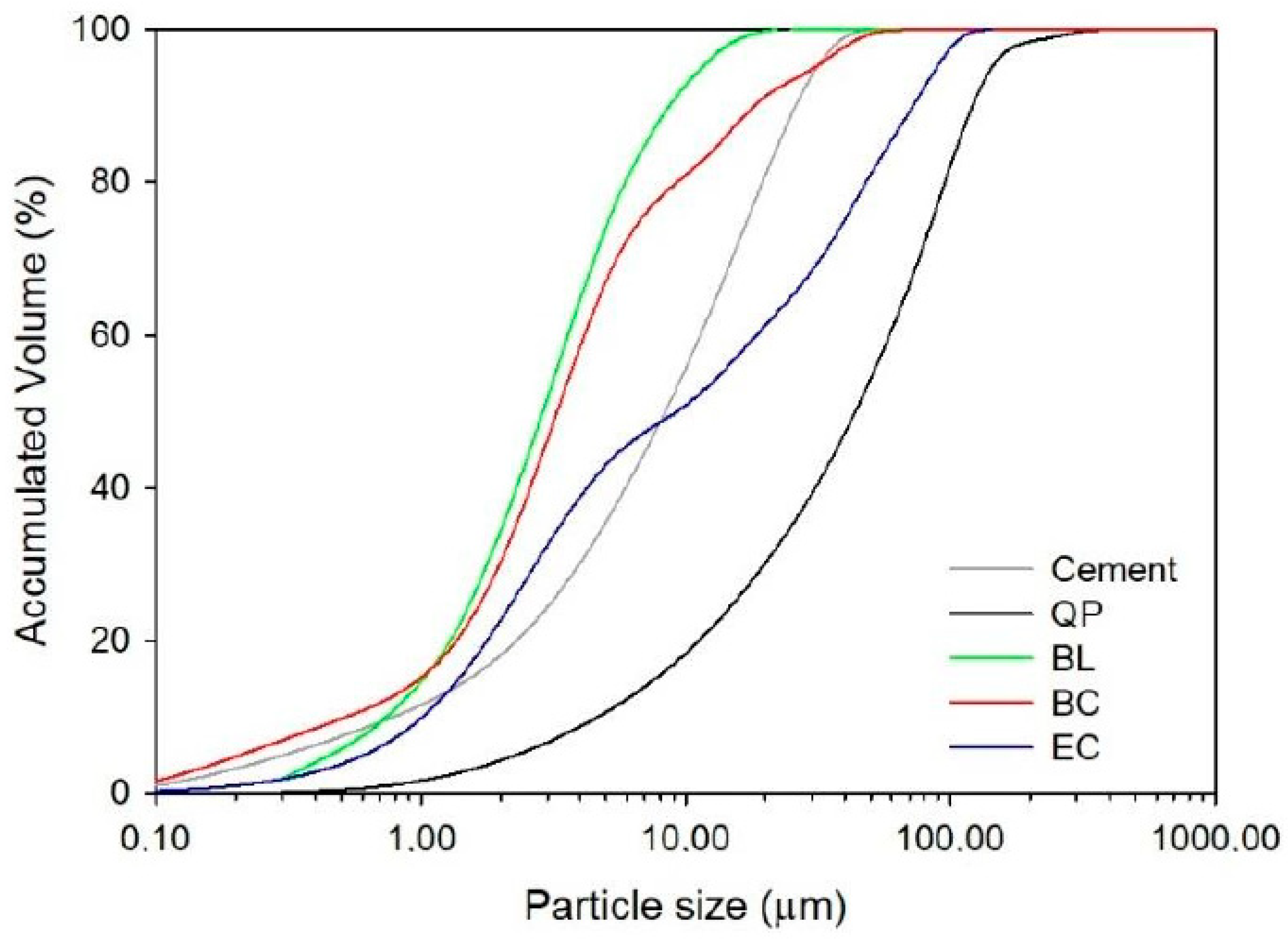
2.1.3. Physical Properties
2.2. Mixture Proportions of Self-Compacting White Mortars
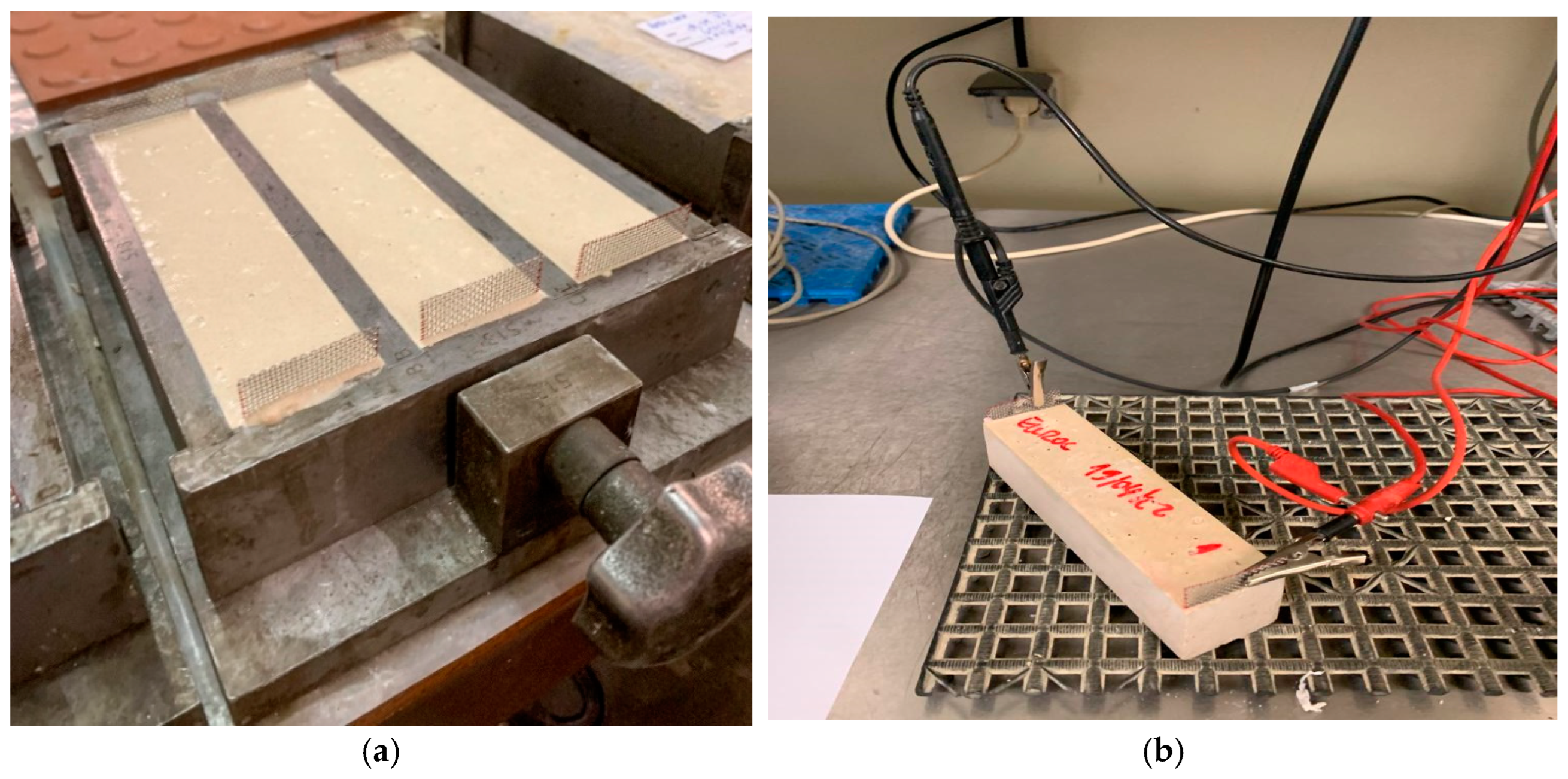
2.3. Mortars Test Characterisation
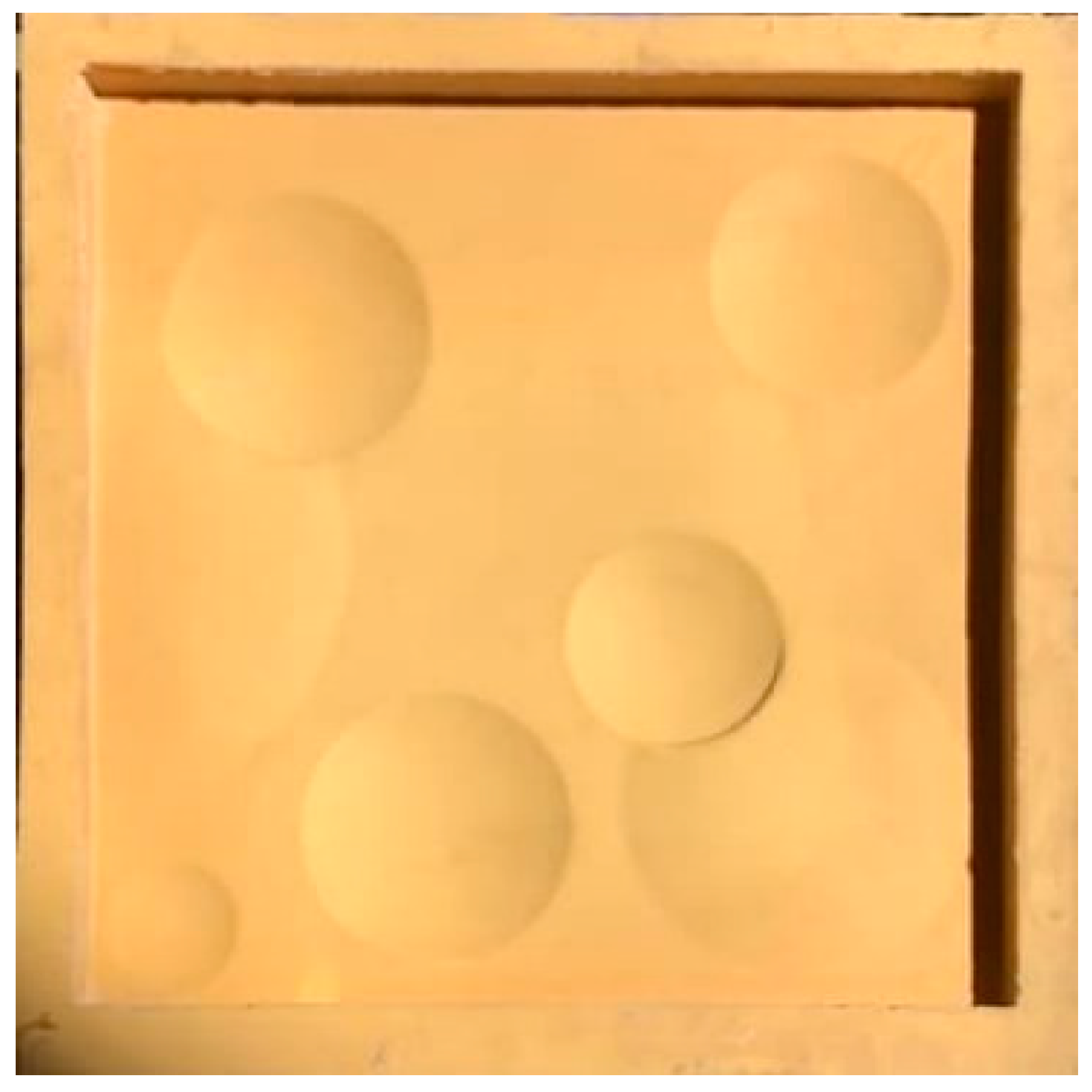
2.4. Prototype Production and Whiteness Test
3. Results and Discussion
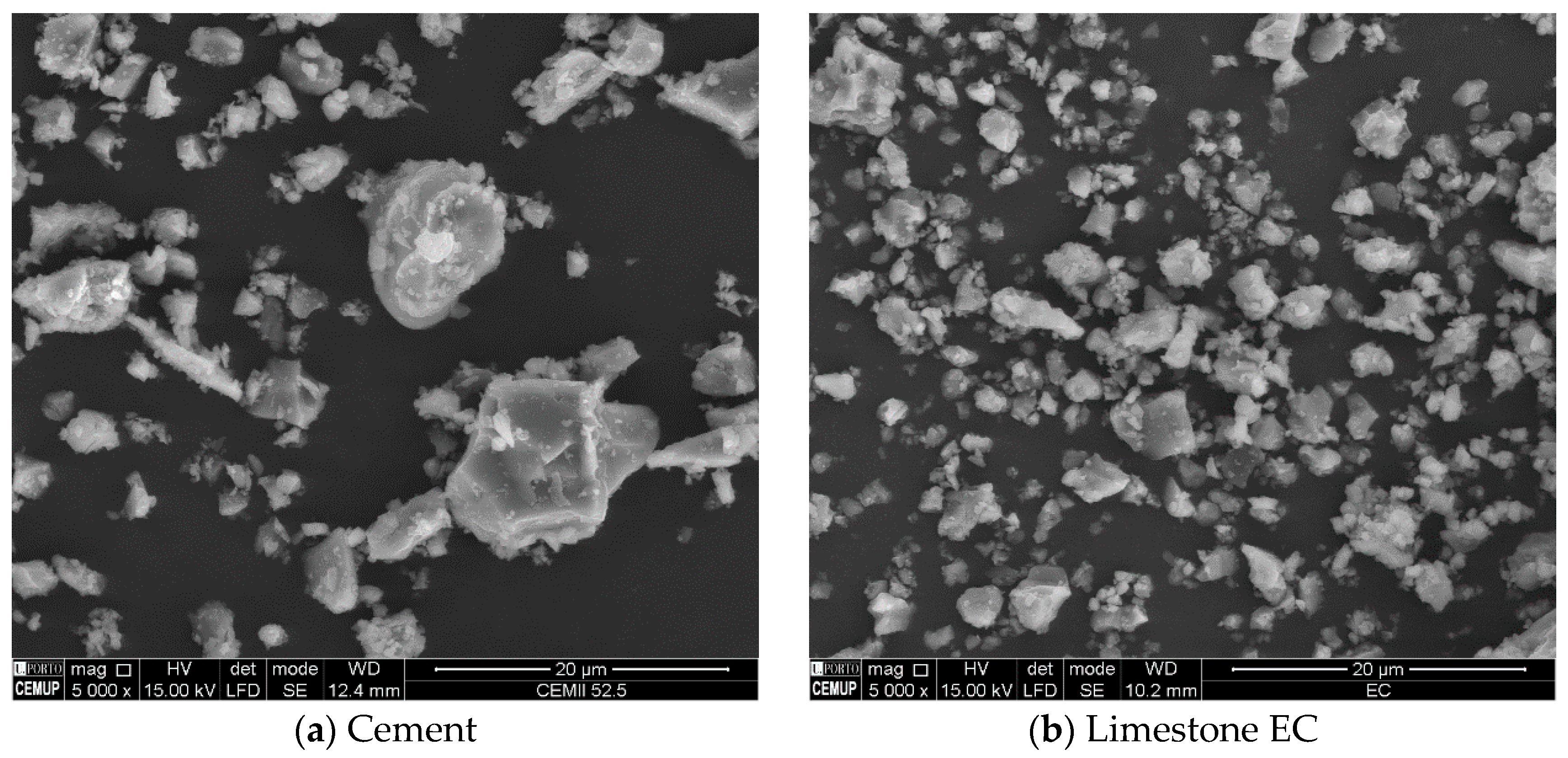
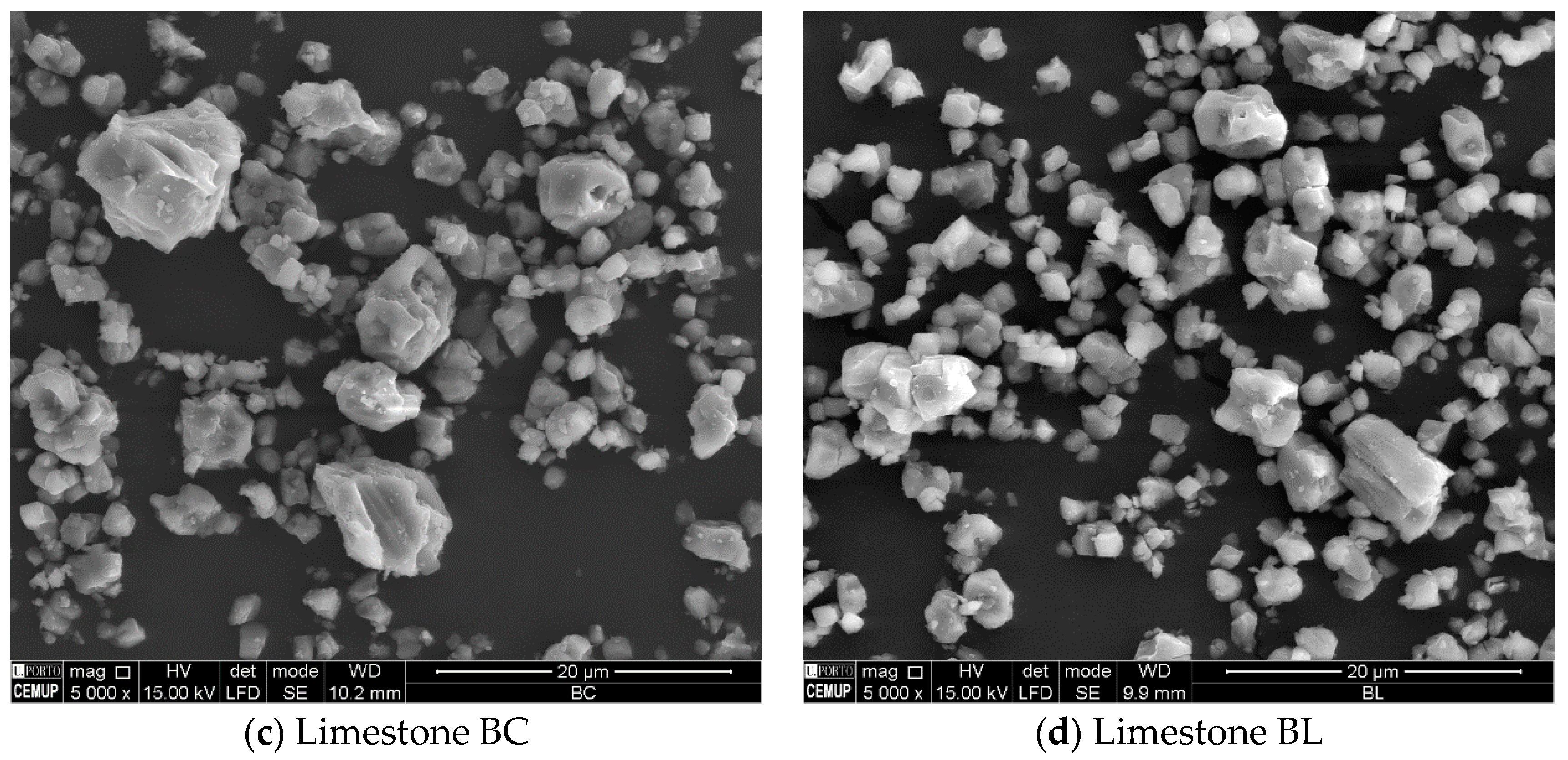
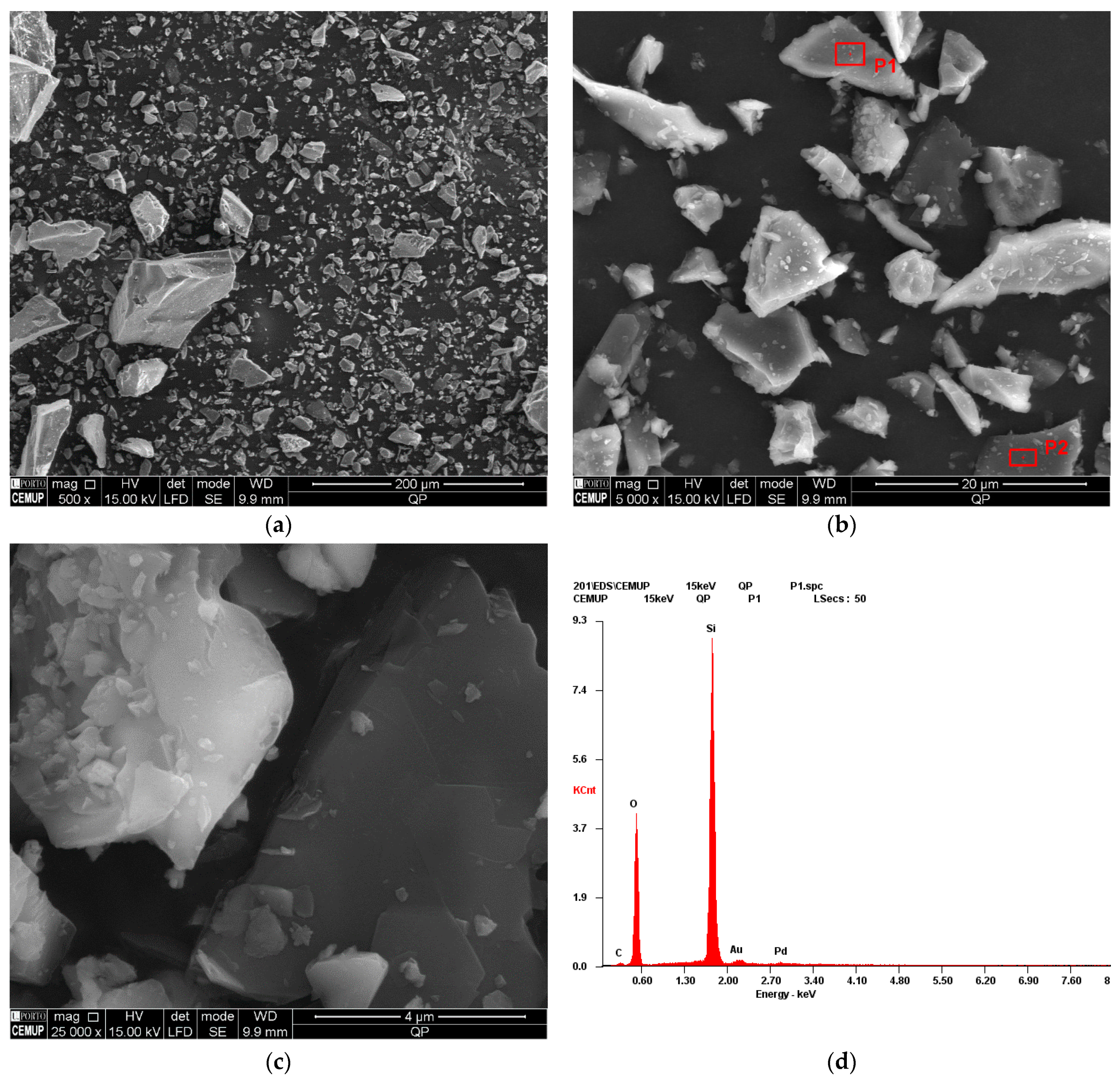
3.1. Raw Powder Materials Characterisation
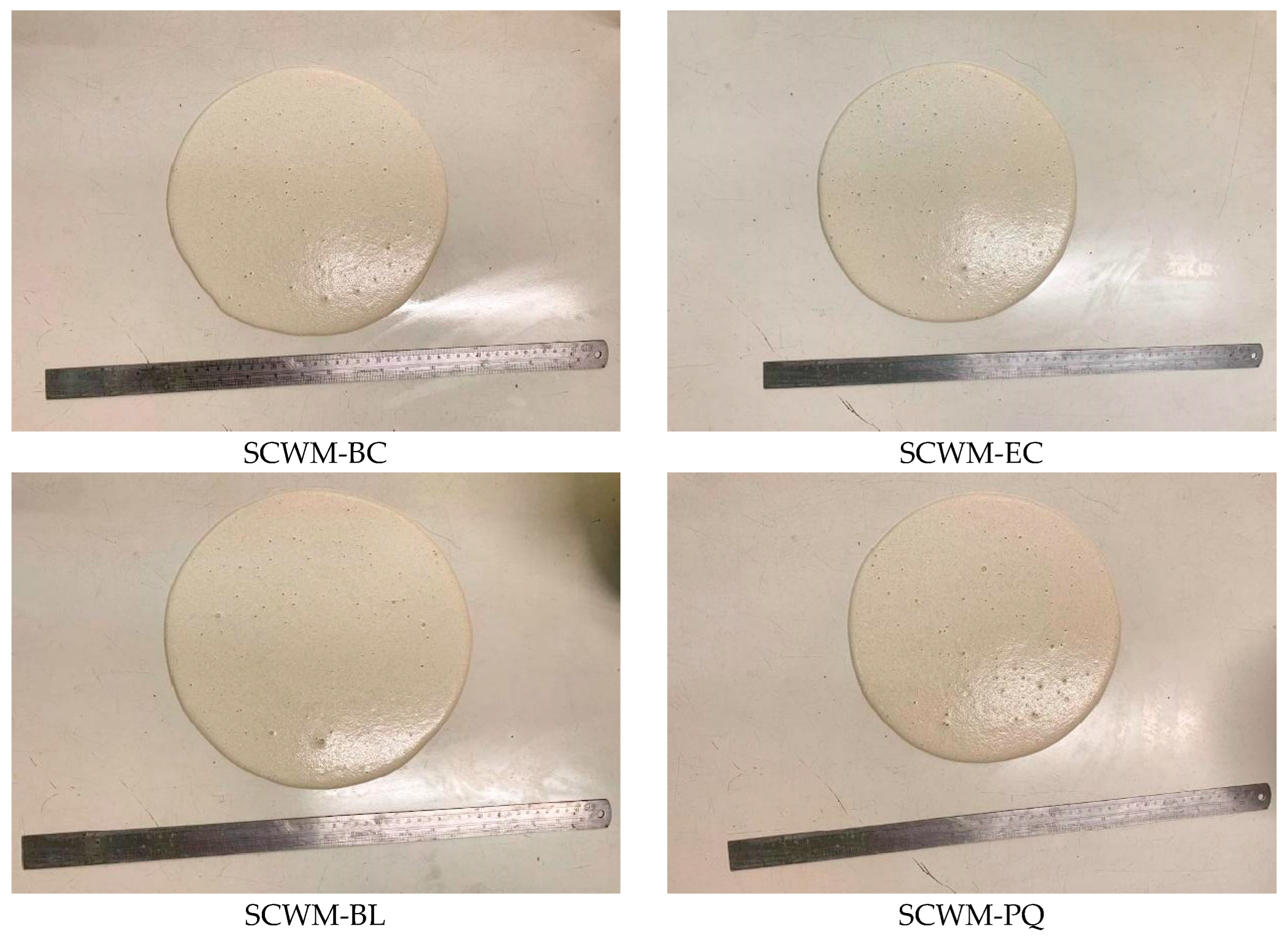
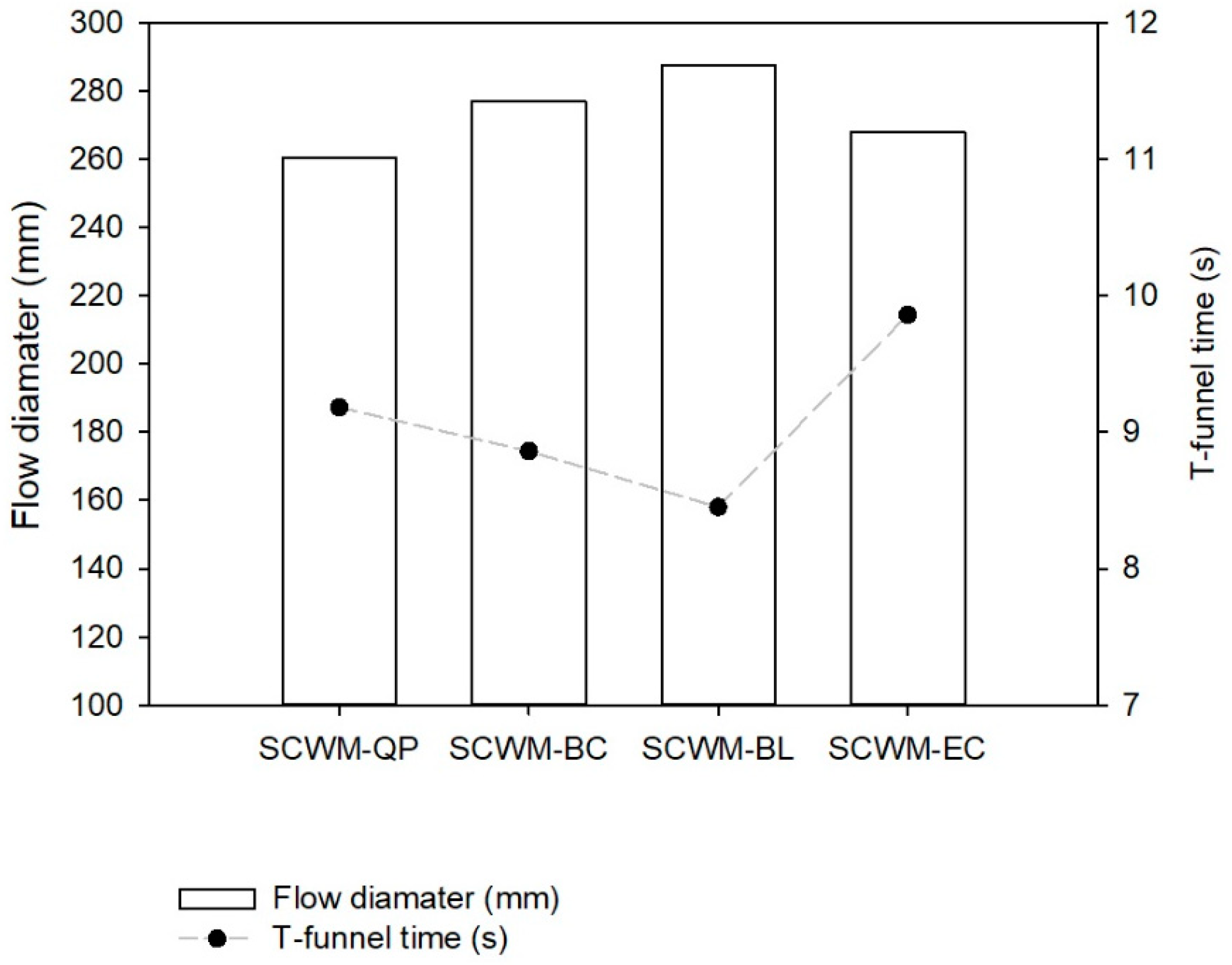
3.2. Fresh State Properties
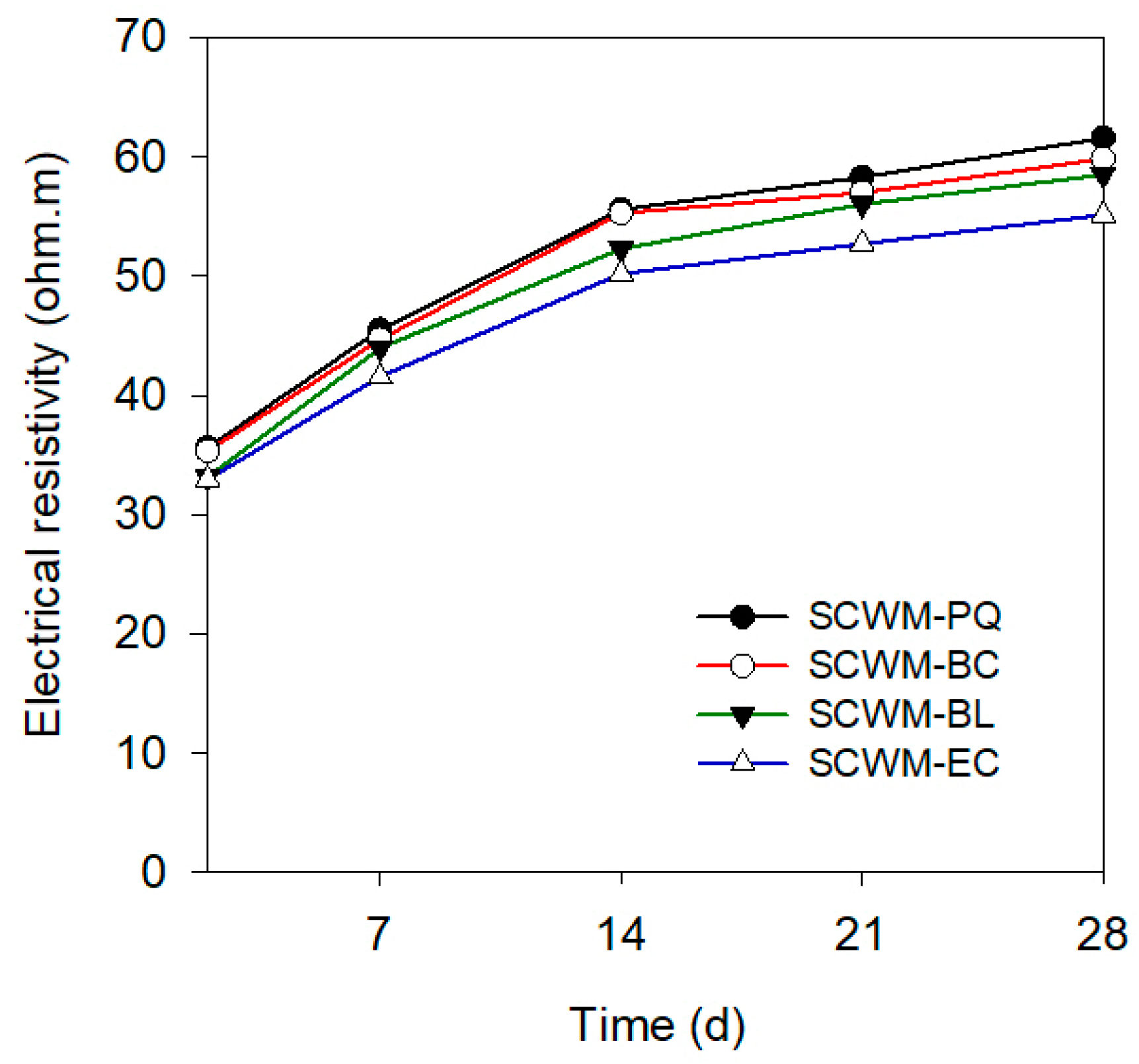
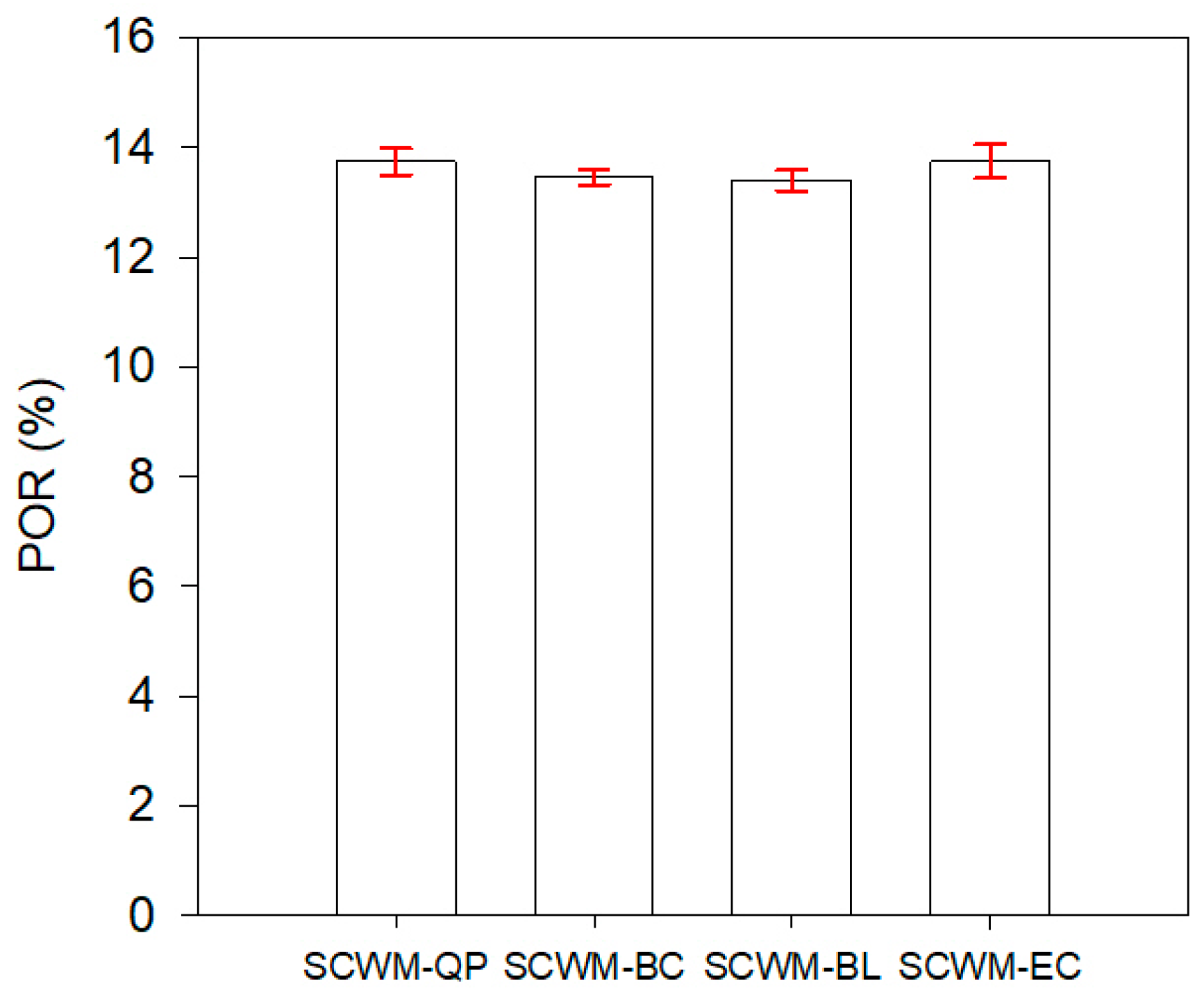
3.3. Electrical Resistivity and Porosity
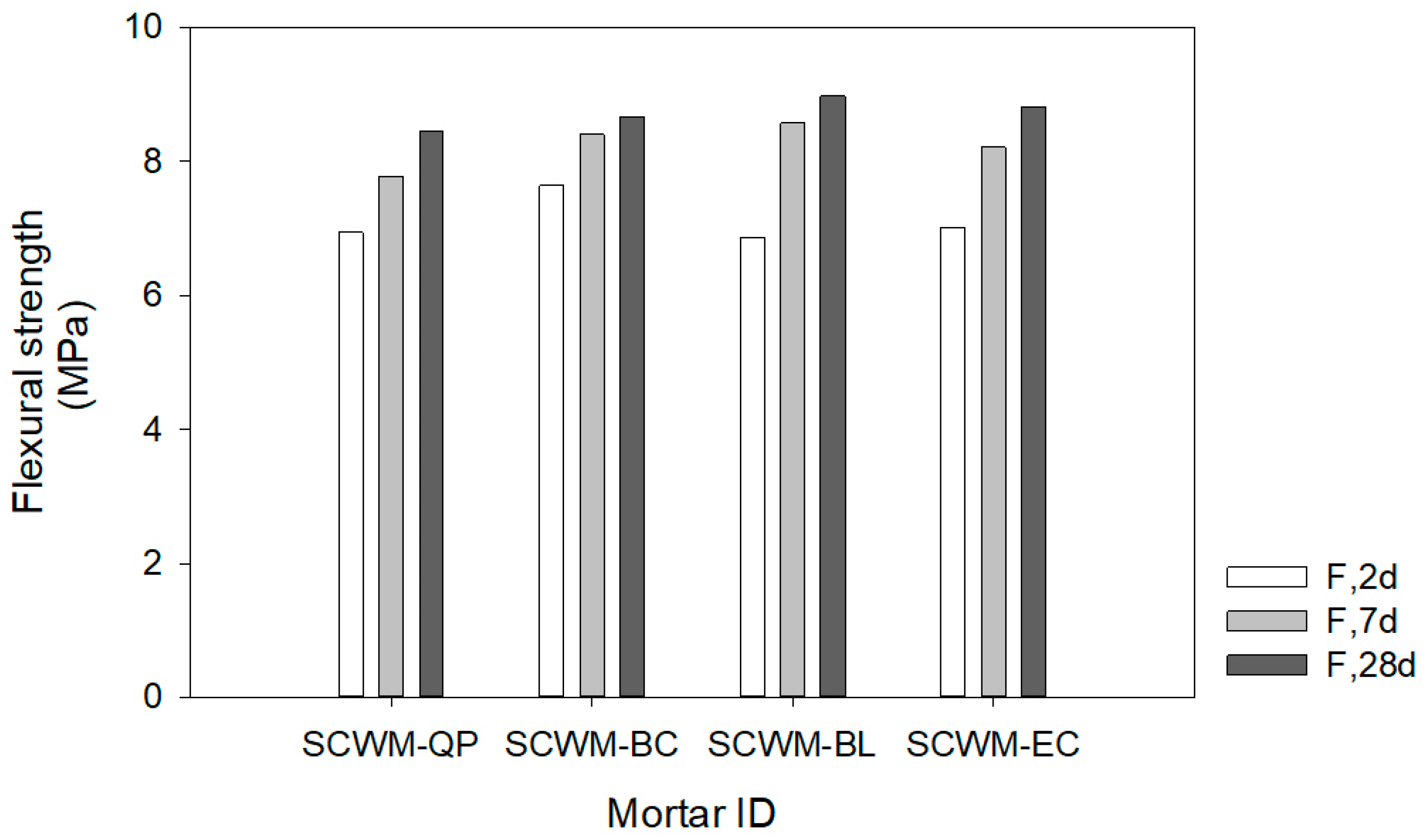
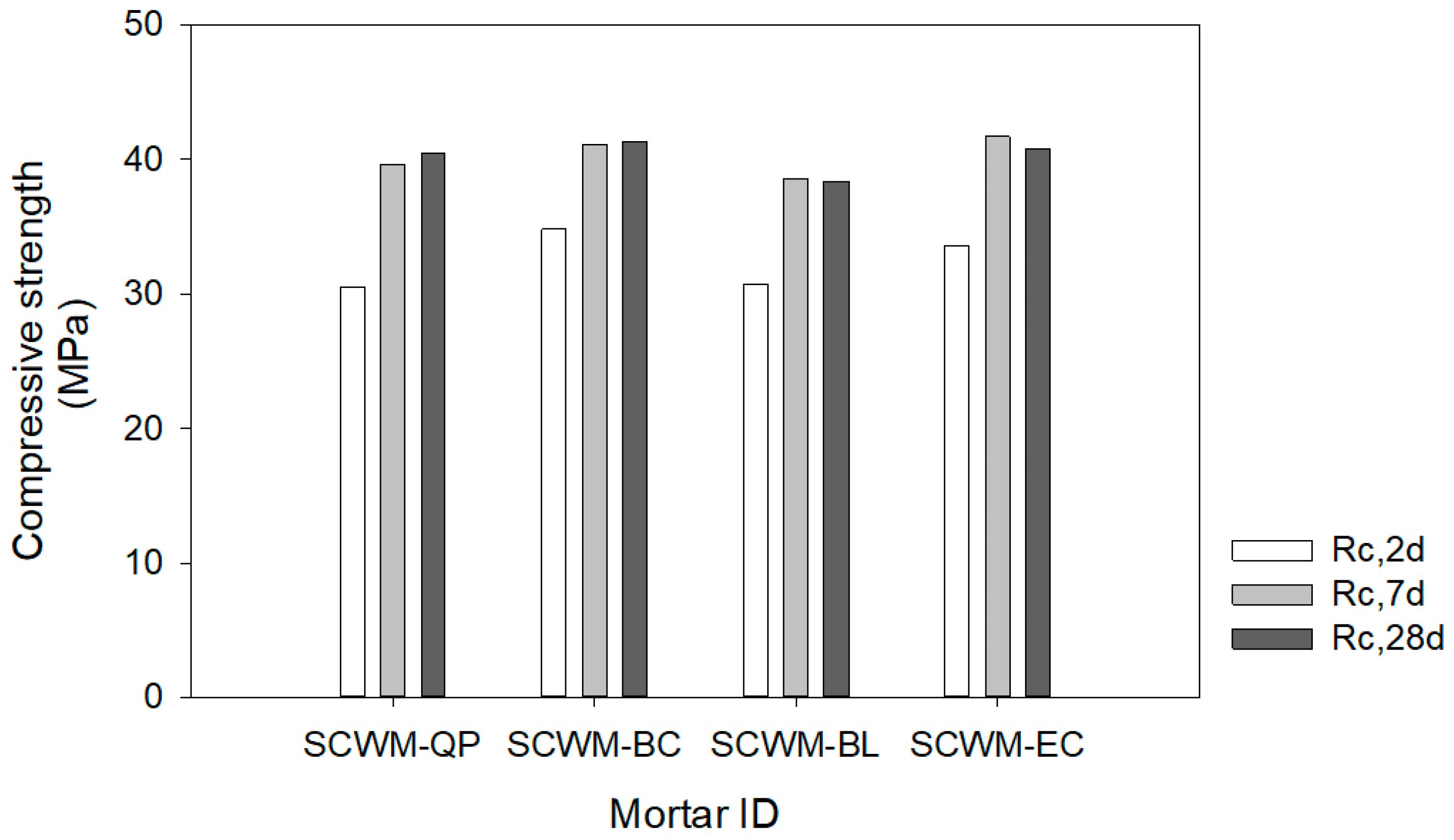
3.4. Mechanical Strength
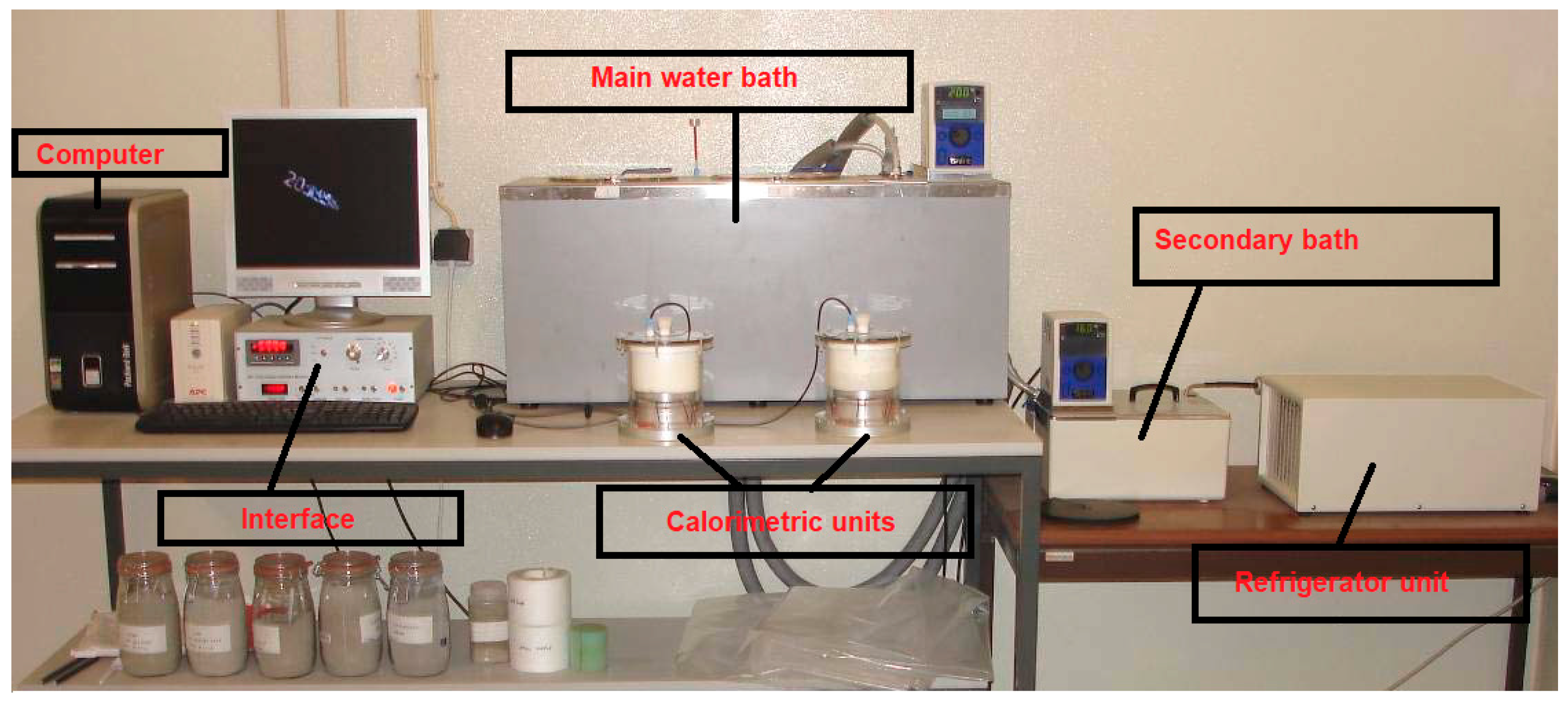
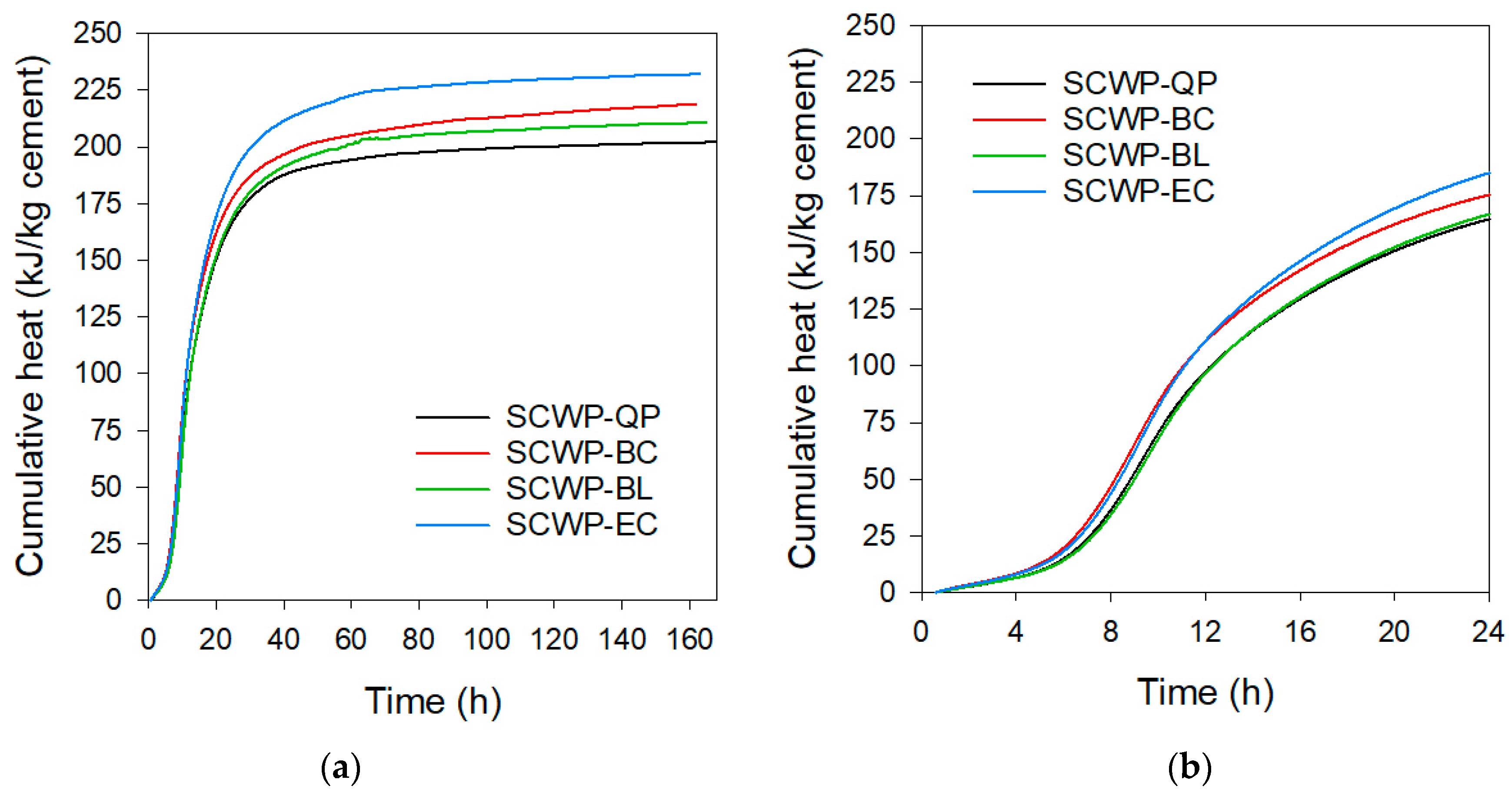
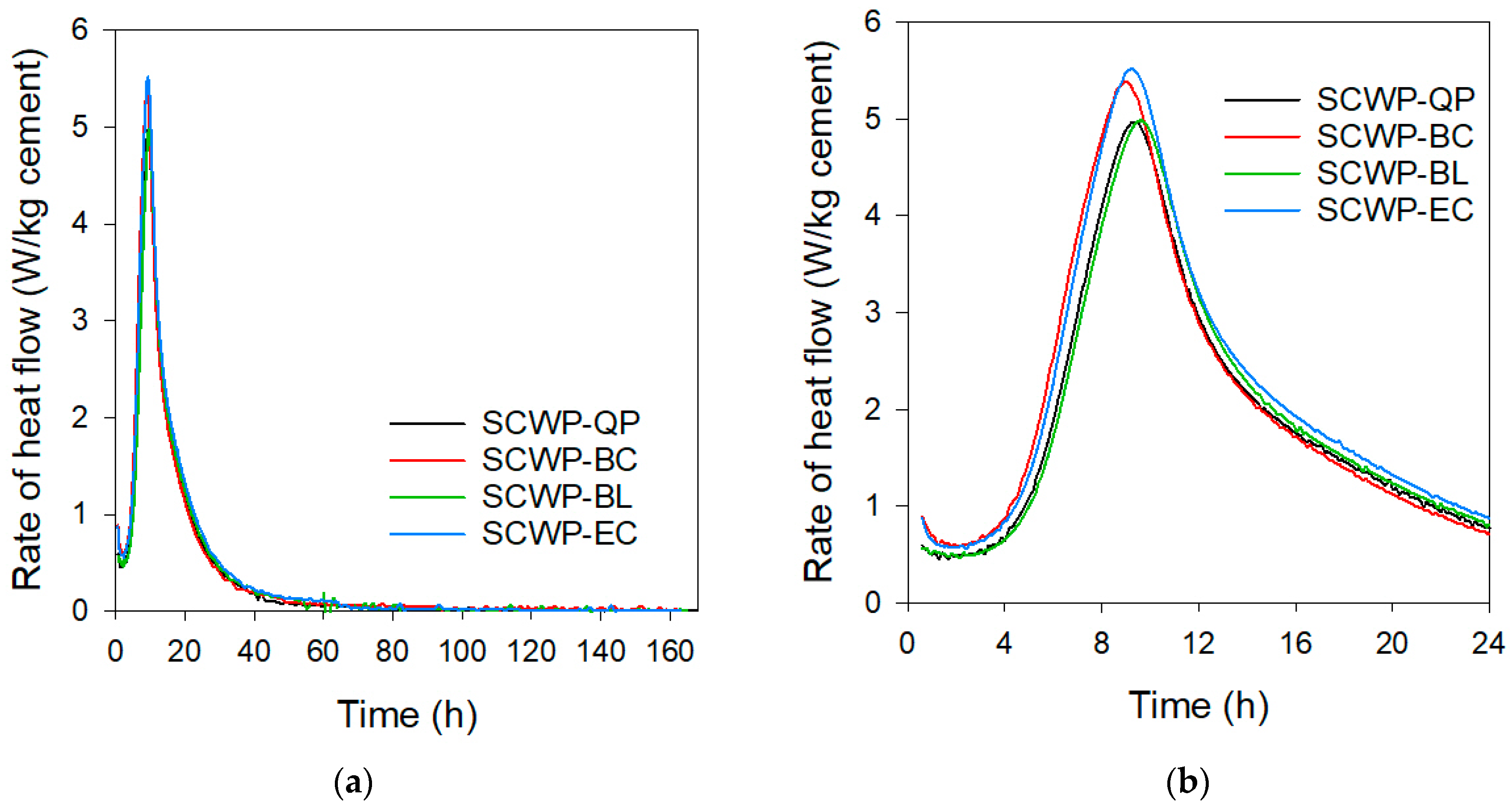
3.5. Isothermal Calorimetry
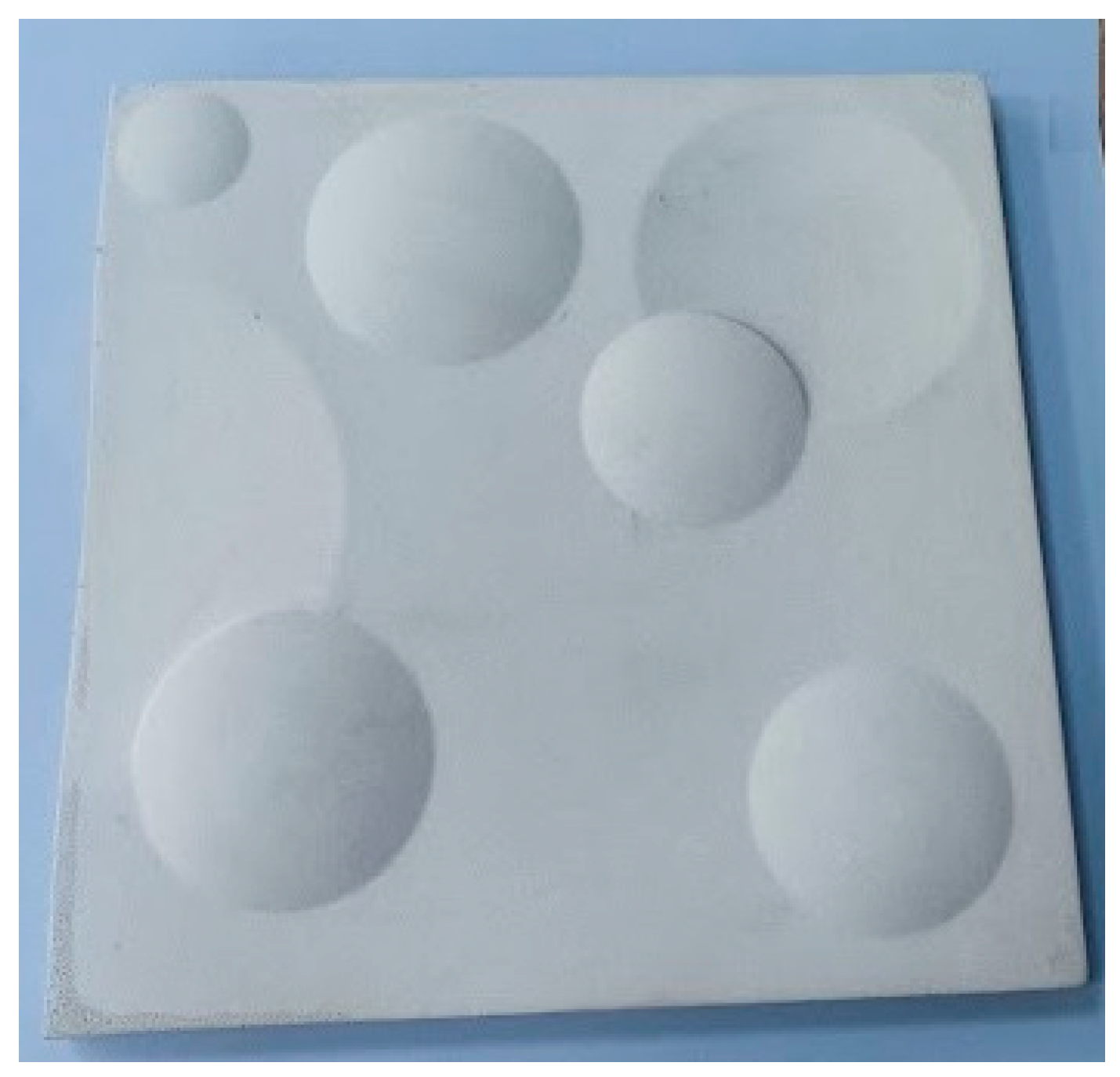
3.6. Prototype
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| BC | Limestone filler BC (commercially available) |
| BL | Limestone filler BL (commercially available) |
| EC | Limestone filler EC (commercially available) |
| h | hours |
| GGBS | Ground granulated blast furnace slag |
| FA | Fly ash |
| LF | Limestone filler |
| LOI | Loss on ignition (%) |
| PC | Portland cement |
| PSD | Particle size distribution |
| QP | Quartz powder |
| SCC | Self-compacting concrete |
| SCM | Supplementary cementitious materials |
| SCWM | Self-compacting white mortar |
| SCWM-QP | Self-compacting white mortar incorporating 10% PQ by cement mass |
| SCWM-BC | Self-compacting white mortar incorporating 10% BC by cement mass |
| SCWM-BL | Self-compacting white mortar incorporating 10% BL by cement mass |
| SCWM-EC | Self-compacting white mortar incorporating 10% EC by cement mass |
| SCWP-QP | Self-compacting white paste incorporating 10% PQ by cement mass |
| SCWP-BC | Self-compacting white paste incorporating 10% BC by cement mass |
| SCWP-BL | Self-compacting white paste incorporating 10% BL by cement mass |
| SCWP-EC | Self-compacting white paste incorporating 10% EC by cement mass |
| SEM | Scanning electron microscopy |
| SE | Secondary electron mode of SEM |
| SF | Silica fume |
| w/c | water to cement weight ratio |
| w/b | water to binder weight ratio |
| Sp/b | Superplasticiser to binder ratio |
References
- Scrivener, K.L.; John, V.M.; Gartner, E.M. Eco-efficient cements: Potential economically viable solutions for a low-CO2 cement-based materials industry. Cem. Concr. Res. 2018, 114, 2–26. [Google Scholar] [CrossRef]
- van Damme, H. Concrete material science: Past, present, and future innovations. Cem. Concr. Res. 2018, 112, 5–24. [Google Scholar] [CrossRef]
- European Cement Association. Available online: https://cembureau.eu/ (accessed on 26 September 2022).
- International Energy Agency. Technology Roadmap—Low-Carbon Transition in the Cement Industry. Available online: www.wbcsdcement.org (accessed on 26 September 2022).
- OCDE. Global Material Resources Outlook to 2060; OECD: Paris, France, 2019. [Google Scholar] [CrossRef]
- Waste and Supplementary Cementitious Materials in Concrete. Characterisation, Properties, and Applications; Siddique, R., Cachim, P., Eds.; Woodhead Publishing: Sawston, UK, 2018. [Google Scholar] [CrossRef]
- Paris, J.M.; Roessler, J.G.; Ferraro, C.C.; Deford, H.D.; Townsend, T.G. A review of waste products utilised as supplements to Portland cement in concrete. J. Clean Prod. 2016, 121, 1–18. [Google Scholar] [CrossRef]
- Aprianti, E. A huge number of artificial waste material can be supplementary cementitious material (SCM) for concrete production—A review part II. J. Clean. Prod. 2017, 142, 4178–4194. [Google Scholar] [CrossRef]
- Snellings, R. Assessing, Understanding and Unlocking Supplementary Cementitious Materials. RILEM Tech. Lett. 2016, 1, 50–55. [Google Scholar] [CrossRef] [Green Version]
- Dey, D.; Srinivas, D.; Panda, B.; Suraneni, P.; Sitharam, T.G. Use of industrial waste materials for 3D printing of sustainable concrete: A review. J. Clean. Prod. 2022, 340, 130749. [Google Scholar] [CrossRef]
- Glavind, M. Sustainability of cement, concrete and cement replacement materials in construction. In Sustainability of Construction Materials; Woodhead Publishing: Sawston, UK, 2009; pp. 120–147. [Google Scholar] [CrossRef]
- John, V.M.; Damineli, B.L.; Quattrone, M.; Pileggi, R.G. Fillers in cementitious materials—Experience, recent advances and future potential. Cem. Concr. Res. 2018, 114, 65–78. [Google Scholar] [CrossRef]
- Kadri, E.H.; Aggoun, S.; de Schutter, G.; Ezziane, K. Combined effect of chemical nature and fineness of mineral powders on Portland cement hydration. Mater. Struct. Mater. Constr. 2010, 43, 665–673. [Google Scholar] [CrossRef]
- Lothenbach, B.; le Saout, G.; Gallucci, E.; Scrivener, K. Influence of limestone on the hydration of Portland cements. Cem. Concr. Res. 2008, 38, 848–860. [Google Scholar] [CrossRef]
- Mayfield, L.L. Limestone Additions to Portland Cement—An Old Controversy Revisited. Cem. Concr. Aggreg. 1988, 10, 3–8. [Google Scholar] [CrossRef]
- Lothenbach, B.; Scrivener, K.; Hooton, R.D. Supplementary cementitious materials. Cem. Concr. Res. 2011, 41, 1244–1256. [Google Scholar] [CrossRef]
- Oey, T.; Kumar, A.; Bullard, J.W.; Neithalath, N.; Sant, G. The Filler Effect: The Influence of Filler Content and Surface Area on Cementitious Reaction Rates. J. Am. Ceram. Soc. 2013, 96, 1978–1990. [Google Scholar] [CrossRef]
- Gutteridge, W.A.; Dalziel, J.A. Filler cement: The effect of the secondary component on the hydration of Portland cement: Part 2: Fine hydraulic binders. Cem. Concr. Res. 1990, 20, 853–861. [Google Scholar] [CrossRef]
- Berodier, E.; Scrivener, K. Understanding the Filler Effect on the Nucleation and Growth of C-S-H. J. Am. Ceram. Soc. 2014, 97, 3764–3773. [Google Scholar] [CrossRef]
- Bouasker, M.; Mounanga, P.; Turcry, P.; Loukili, A.; Khelidj, A. Chemical shrinkage of cement pastes and mortars at very early age: Effect of limestone filler and granular inclusions. Cem. Concr. Compos. 2008, 30, 13–22. [Google Scholar] [CrossRef] [Green Version]
- Moosberg-Bustnes, H.; Lagerblad, B.; Forssberg, E. The function of fillers in concrete. Mater. Struct. 2004, 37, 74–81. [Google Scholar] [CrossRef]
- Ramezanianpour, A.M.; Hooton, R.D. A study on hydration, compressive strength, and porosity of Portland-limestone cement mixes containing SCMs. Cem. Concr. Compos. 2014, 51, 1–13. [Google Scholar] [CrossRef]
- Scrivener, K.L.; Juilland, P.; Monteiro, P.J.M. Advances in understanding hydration of Portland cement. Cem. Concr. Res. 2015, 78, 38–56. [Google Scholar] [CrossRef]
- Zhang, T.; Yu, Q.; Wei, J.; Zhang, P. Efficient utilisation of cementitious materials to produce sustainable blended cement. Cem. Concr. Compos. 2012, 34, 692–699. [Google Scholar] [CrossRef]
- Wang, D.; Shi, C.; Farzadnia, N.; Shi, Z.; Jia, H.; Ou, Z. A review on use of limestone powder in cement-based materials: Mechanism, hydration and microstructures. Constr. Build Mater. 2018, 181, 659–672. [Google Scholar] [CrossRef]
- Wang, D.; Shi, C.; Farzadnia, N.; Shi, Z.; Jia, H. A review on effects of limestone powder on the properties of concrete. Constr. Build. Mater. 2018, 192, 153–166. [Google Scholar] [CrossRef]
- Nunes, S.; Costa, C. Self-compacting concrete also standing for sustainable circular concrete. In Waste and By-Products in Cement-Based Materials; Woodhead Publishing: Sawston, UK, 2021; pp. 439–480. [Google Scholar] [CrossRef]
- Courard, L.; Herfort, D.; Villagrán, Y. Limestone powder. In Properties of Fresh and Hardened Concrete Containing Supplementary Cementitious Materials; RILEM State-of-the-Art Reports; Springer: Berlin/Heidelberg, Germany, 2018; Volume 25, pp. 123–151. [Google Scholar]
- Vogt, C. Ultrafine Particles in Concrete Influence of Ultrafine Particles on Concrete Properties and Application to Concrete Mix Design. Ph.D. Thesis, Royal Institute of Technology, Stockholm, Sweden, 2010. [Google Scholar]
- Tikkanen, J. A Novel Application of Mineral Powders in Normal Strength Concrete. 2013. Available online: www.aalto.fi (accessed on 20 December 2022).
- Abdalqader, A.; Sonebi, M. Dolomitic filler in self-compacting concrete: A review. RILEM Tech. Lett. 2020, 5, 75–84. [Google Scholar] [CrossRef]
- Agrawal, Y.; Gupta, T.; Siddique, S.; Sharma, R.K. Potential of dolomite industrial waste as construction material: A review. Innov. Infrastruct. Solut. 2021, 6, 1–15. [Google Scholar] [CrossRef]
- Matos, A.M.; Ramos, T.; Sousa-Coutinho, J. Strength, ASR and chloride penetration of mortar with granite waste powder. Key Eng. Mater. 2015, 634, 139–150. [Google Scholar]
- Rashwan, M.A.; al Basiony, T.M.; Mashaly, A.O.; Khalil, M.M. Behaviour of fresh and hardened concrete incorporating marble and granite sludge as cement replacement. J. Build. Eng. 2020, 32, 101697. [Google Scholar] [CrossRef]
- Rojo-López, G.; Nunes, S.; González-Fonteboa, B.; Martínez-Abella, F. Quaternary blends of portland cement, metakaolin, biomass ash and granite powder for production of self-compacting concrete. J. Clean. Prod. 2020, 266, 121666. [Google Scholar] [CrossRef]
- Medina, G.; del Bosque, I.F.S.; Frías, M.; de Rojas, M.I.S.; Medina, C. Granite quarry waste as a future eco-efficient supplementary cementitious material (SCM): Scientific and technical considerations. J. Clean. Prod. 2017, 148, 467–476. [Google Scholar] [CrossRef]
- Ho, D.W.S.; Sheinn, A.M.M.; Ng, C.C.; Tam, C.T. The use of quarry dust for SCC applications. Cem. Concr. Res. 2002, 32, 505–511. [Google Scholar] [CrossRef]
- Demirel, B.; Alyamaç, K.E. Waste marble powder/dust. In Waste and Supplementary Cementitious Materials in Concrete: Characterisation, Properties and Applications; Woodhead Publishing: Sawston, UK, 2018; pp. 181–197. [Google Scholar] [CrossRef]
- Corinaldesi, V.; Moriconi, G.; Naik, T.R. Characterisation of marble powder for its use in mortar and concrete. Constr. Build. Mater. 2010, 24, 113–117. [Google Scholar] [CrossRef]
- De Abreu, J.A.; Fernandes, P. Quartzo Determinados Depósitos Portugueses, Filon Eanos e Pegmatiticos: Propriedades e Aplicagões Industriais. Ph.D. Thesis, University of Aveiro, Aveiro, Spain, 1998. [Google Scholar]
- Shui, Z.; Sun, T.; Fu, Z.; Wang, G. Dominant factors on the early hydration of metakaolin-cement paste. J. Wuhan Univ. Technol. —Mater. Sci. Ed. 2010, 25, 849–852. [Google Scholar] [CrossRef]
- Land, G.; Stephan, D. The influence of nano-silica on the hydration of ordinary Portland cement. J. Mater Sci. 2012, 47, 1011–1017. [Google Scholar] [CrossRef]
- Benezet, J.C.; Benhassaine, A. The influence of particle size on the pozzolanic reactivity of quartz powder. Powder Technol. 1999, 103, 26–29. [Google Scholar] [CrossRef]
- Lawrence, P.; Cyr, M.; Ringot, E. Mineral admixtures in mortars: Effect of inert materials on short-term hydration. Cem. Concr. Res. 2003, 33, 1939–1947. [Google Scholar] [CrossRef]
- Quarpor—Minas & Minerais. Available online: https://www.quarpor.pt/ (accessed on 28 July 2022).
- Produção. Available online: https://www.dgeg.gov.pt/pt/estatistica/geologia/dados-globais-da-industria-extractiva/producao/ (accessed on 4 August 2022).
- Polder, R.B. Test methods on site measurement of resistivity of concrete—A RILEM TC-154 technical recommendation. Mater. Struct. 2000, 33, 603–611. [Google Scholar] [CrossRef]
- Nordic Council of Ministers. Concrete, mortar and cement-based repair materials: Chloride migration coefficient from non-steady-state migration experiments. In Measurement; NT Build 492; NORDTEST: Espoo, Finland, 1999; pp. 1–8. [Google Scholar]
- Lin, R.-S.; Wang, X.-Y.; Zhang, G.-Y. Effects of Quartz Powder on the Microstructure and Key Properties of Cement Paste. Sustainability 2018, 10, 3369. [Google Scholar] [CrossRef] [Green Version]
- Okamura, H.; Ouchi, M. Self-Compacting Concrete. J. Adv. Concr. Technol. 2003, 1, 5–15. [Google Scholar] [CrossRef]
- de Matos, P.R.; Sakata, R.D.; Gleize, P.J.P.; de Brito, J.; Repette, W.L. Eco-friendly ultra-high performance cement pastes produced with quarry wastes as alternative fillers. J. Clean Prod. 2020, 269, 122308. [Google Scholar] [CrossRef]
- Tavares, L.R.C.; Junior, J.F.T.; Costa, L.M.; da Silva Bezerra, A.C.; Cetlin, P.R.; Aguilar, M.T.P. Influence of quartz powder and silica fume on the performance of Portland cement. Sci. Rep. 2020, 10, 1–15. [Google Scholar] [CrossRef] [PubMed]
- Sengul, O. Use of electrical resistivity as an indicator for durability. Constr. Build. Mater. 2014, 73, 434–441. [Google Scholar] [CrossRef]
- Azarsa, P.; Gupta, R. Electrical Resistivity of Concrete for Durability Evaluation: A Review. Adv. Mater. Sci. Eng. 2017, 2017, 8453095. [Google Scholar] [CrossRef] [Green Version]
- Antoni, M.; Rossen, J.; Martirena, F.; Scrivener, K. Cement substitution by a combination of metakaolin and limestone. Cem. Concr. Res. 2012, 42, 1579–1589. [Google Scholar] [CrossRef]
- Aliabdo, A.A.; Elmoaty, A.E.M.A.; Auda, E.M. Re-use of waste marble dust in the production of cement and concrete. Constr. Build. Mater. 2014, 50, 28–41. [Google Scholar] [CrossRef]
- Taylor, H.F.W. Cement Chemistry; Thomas Telford Publishing: London, UK, 1997. [Google Scholar] [CrossRef]
- Li, P.P.; Yu, Q.L.; Brouwers, H.J.H. Effect of PCE-type superplasticiser on early-age behaviour of ultra-high performance concrete (UHPC). Constr. Build. Mater. 2017, 153, 740–750. [Google Scholar] [CrossRef]
- Kaminskas, R.; Barauskas, I.; Kubiliute, R.; Monstvilaite, D. The effect of the pozzolanic activity of different micro-fillers on portland cement hydration. Ceram. Silik. 2020, 64, 145–154. [Google Scholar] [CrossRef] [Green Version]
- di Salvo Barsi, A.; Trezza, M.A.; Irassar, E.F. Comparison of dolostone and limestone as filler in blended cements. Bull. Eng. Geol. Environ. 2020, 79, 243–253. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | Na2O | K2O | P2O5 | |
|---|---|---|---|---|---|---|---|---|
| QP | 99.1 | 0.41 | 0.03 | <0.01 | <0.01 | 0.01 | 0.09 | 0.27 |
| Constituent Materials (kg/m3) | SCWM-QP | SCWM-BC | SCWM-BL | SCWM-EC |
|---|---|---|---|---|
| Cement | 650 | 650 | 650 | 650 |
| QP | 65 | |||
| BC | 65 | |||
| BL | 65 | |||
| EC | 65 | |||
| Sand | 1200 | 1200 | 1200 | 1200 |
| Sp | 6.00 | 6.00 | 6.50 | 6.00 |
| Water | 190 | 190 | 190 | 190 |
| Main ratios | ||||
| w/c | 0.292 | 0.292 | 0.292 | 0.292 |
| sp/b (%) | 0.923 | 0.923 | 1.083 | 0.923 |
| Test | Test Standard/Procedure | Curing Regime | Testing Age (Days) | Samples Geometry | |
|---|---|---|---|---|---|
| Mortar level | Flow diameter | EFNARC | After production | ||
| T-funnel time | EFNARC | After production | |||
| Water permeable porosity | NT Build 492 | Water curing 20 ± 2 °C | 28 | Cylindrical Diameter = 50 mm, height = 30 mm | |
| Electrical resistivity | Two electrode method [47] | 2, 7, 14, 21 and 28 | Prismatic 40 × 40 × 160 | ||
| Mechanical strength | EN 196-1 | 7 and 28 | Prismatic 40 × 40 × 160 | ||
| Paste level | Heat of hydration | JAF calorimeter | Up to 7 days |
| CEM II/A-L 52.5 N | QP | BC | BL | EC | |
|---|---|---|---|---|---|
| Density (kg/m³) | 3020 | 2660 | 2710 | 2700 | 2720 |
| Specific surface—Blaine Method (m²/kg) | 485.4 | 132.0 | 512.0 | 540.0 | 421.0 |
| D10 (µm) | 0.863 | 5.105 | 0.574 | 0.70 | 1.115 |
| D50 (µm) | 9.194 | 48.11 | 3.59 | 3.00 | 10.16 |
| D90 (µm) | 28.63 | 132.8 | 19.92 | 9.00 | 79.34 |
| Paste ID | Main Heat Flow Peak | 48 h Cumulative Heat (W/g of Cement) | 72 h Cumulative Heat (W/g of Cement) | |
|---|---|---|---|---|
| Time (h) | Value (W/kg of Cement) | |||
| SCWP-QP | 9.40 | 4.96 | 191.16 | 196.51 |
| SCWP-BC | 9.00 | 5.39 | 201.36 | 208.01 |
| SCWP-BL | 9.70 | 5.22 | 196.20 | 203.66 |
| SCWP-EC | 9.25 | 5.52 | 216.75 | 225.36 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matos, A.M.; Maia, L.; Coutinho, J.S. Quartz Powder Valorisation in White Self-Compacting Concrete: Mortar Level Study. Appl. Sci. 2023, 13, 7652. https://doi.org/10.3390/app13137652
Matos AM, Maia L, Coutinho JS. Quartz Powder Valorisation in White Self-Compacting Concrete: Mortar Level Study. Applied Sciences. 2023; 13(13):7652. https://doi.org/10.3390/app13137652
Chicago/Turabian StyleMatos, Ana Mafalda, Lino Maia, and Joana Sousa Coutinho. 2023. "Quartz Powder Valorisation in White Self-Compacting Concrete: Mortar Level Study" Applied Sciences 13, no. 13: 7652. https://doi.org/10.3390/app13137652