
Airtightness Sealing Performance and Failure Mechanism of the Circumferential Joint in the Low-to-Vacuum Maglev Segment Tunnel
Abstract
:1. Introduction
2. Experimental Model Tests
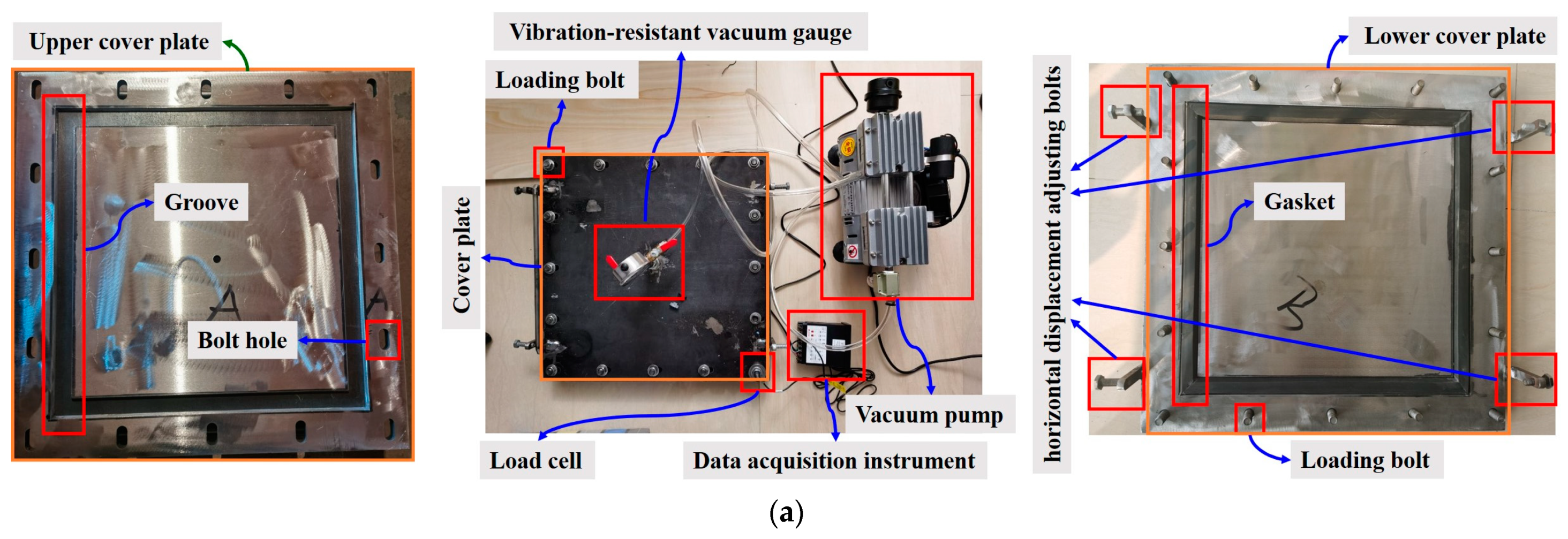
2.1. Test for Load-Deformation Behavior of the Gasket-in-Groove
2.2. Test for Airtightness Sealing Performance of the Gasket-in-Groove
3. Numerical Model Tests with FEA
3.1. Finite Element Analysis Model and Assumptions
- Gasket sealing failure at the joint when the contact surfaces are completely separated from each other; i.e., air leakage occurs at the joint;
- The gasket grooves are considered to be rigid; i.e., the deformation may be almost negligible, and they would be used as constraints on the gasket boundary;
- The gaskets are considered to be isotropic and almost incompressible ideal elastic materials with a highly nonlinear stress–strain relationship, i.e., the hyper-elastic materials;
- The gasket grooves and the gaskets are impermeable to air;
- A plane strain condition is assumed.
3.2. Gasket Constitutive Model
3.3. Contact Pairs
- Gasket–gasket contact pairs: C1-C1, C2-C2, C3-C3, C4-C4, C5-C5, C6-C6, D1-D1, D2-D2, D3-D3, D4-D4, E1-E2, F2-F3, F6-F7;
- Gasket–gasket groove contact pairs: A1-B1, A1-B2, A1-B3, A1-B4, A1-C1, A1-C2, A1-C3, A1-F1, A1-F2, A1-F5, A1-F6, A2-B5, A2-B6, A2-B7, A2-B8, A2-F3, A2-F4, A2-F7, A2-F8.
4. Comparison and Validation
5. Mechanical Behaviors
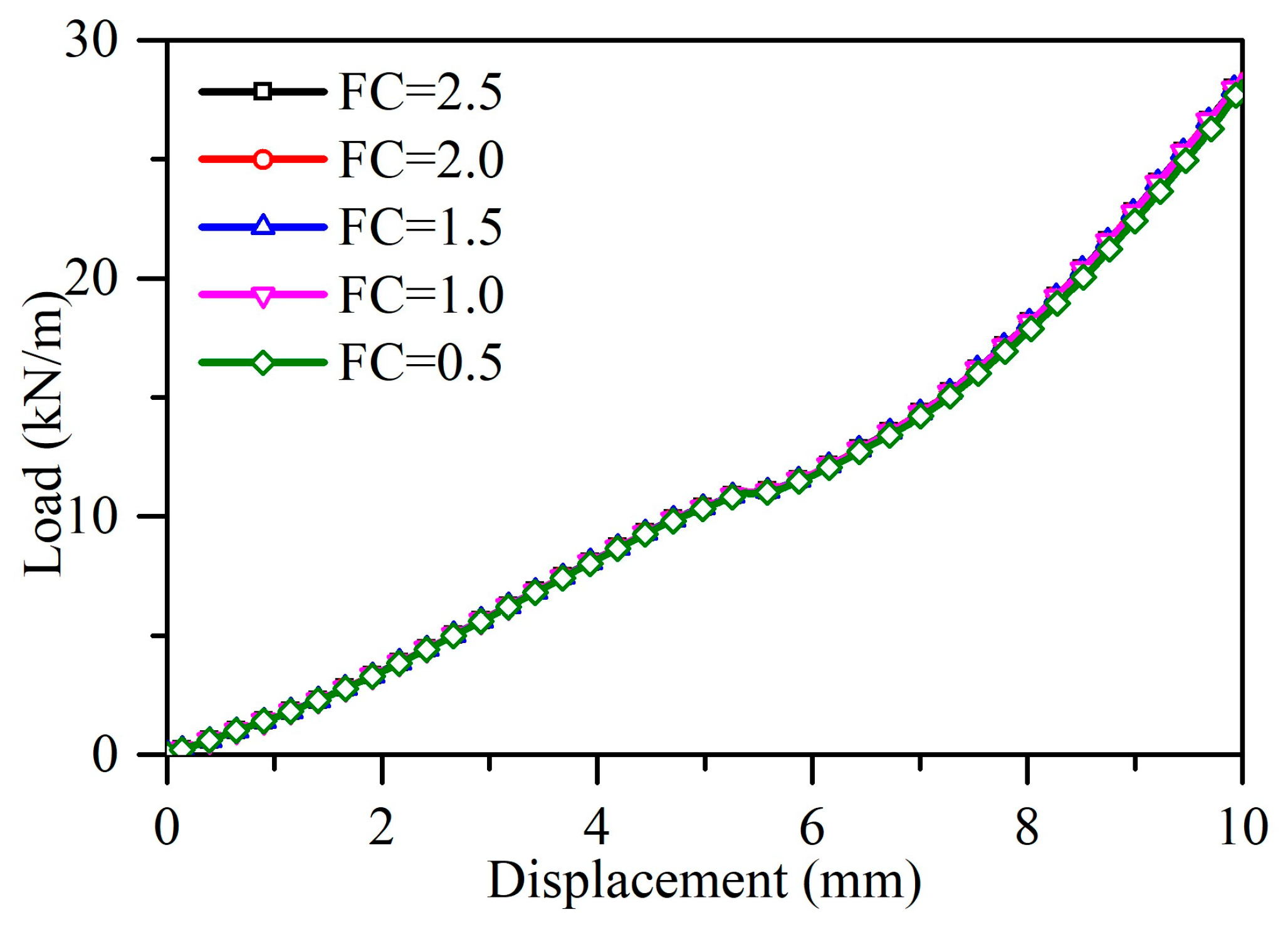
- Stage Ⅰ: The gasket compression is in the range of 0 to 14.0% of the maximum compression (i.e., the maximum joint gap, equaling 10.0 mm). In this stage, the load has an approximately linear increasing trend with increasing displacement due to the gradual change of the closed inner holes in the gasket from circular to elliptical with the initial compression;
- Stage Ⅱ: The gasket compression is in the range of 14.0 to 49.0% of the maximum compression. In this stage, the trend in stage I continues, but the slope of the cures decreases with increasing compression, which is primarily related to the fact that the gasket legs are gradually bent and start to enter a collapsed state;
- Stage Ⅲ: The gasket compression is in the range of 49.0 to 100.0% of the maximum compression. In this stage, the load increases rapidly with increases in displacement. This phenomenon indicates that the gasket’s stiffness increases with the increase in load/displacement, which is consistent with that the groove provides more confining and enhances the gasket’s stiffness when the gasket fills and fits the groove under pressure.
6. Airtightness Sealing Performance and Failure Analysis
6.1. Air-Leakage Paths
6.2. Contact Pressure Distribution
- As pv increases to 17.7 kPa, p distribution is still approximately in a “W” shape, but the variations are slight except for a remarkable decrease in the peak contact pressure on the outside (i.e., the region in the range of S = −7.0–0 mm) and a significant increase in the peak contact pressure on the inside (i.e., the region in the range of S = 0–7.0 mm);
- As pv increases to 41.5 kPa, p distribution is no longer in a “W” shape, and the peak contact pressure on the outside decreases rapidly. However, it is still higher than pv. Noted that p in some areas of the outside (i.e., the region in the range of S = −5.5–0 mm) shows a significant increasing trend, while p on the inside changes little;
- As pv increases to 60.2 kPa, the peak contact pressure on the outside drops below pv, but p in this range of S = −5.5–0 mm increases further. Note that p on the outside end decreases to 0, indicating that the sealing in this region begins to fail and the contact surface starts to be separate. However, it is found that the contact pressure variation on the inside remains relatively slight;
- As the pv increases to 79.8 followed by 101.0 kPa, the contact surface separation gradually expands toward the inside, and accordingly, the contact length rapidly decreases and eventually reduces to 0, which means that the sealing fails and air leakage occurs.
6.3. Separation Pressure and Failure Pressure
6.4. Sealing Failure Process
7. Conclusions
- The numerical model presented in this paper can model the fluid permeation state at the gasket contact surface and thus predict the airtightness of the gasket-in-groove. Furthermore, the numerical model can provide assistance to engineers in the analysis of gasket sealing performance and the optimization of gasket parameters at a lower time and cost.
- The experimental and numerical study results show that the load–displacement curve of the gasket-in-groove has a significant nonlinear behavior, and it can be roughly categorized into three stages according to the maximum gasket compression.
- The FEA results are in good agreement with the experimental results. This implies that the finite element model established in this paper captures the nonlinear behaviors of the gasket well, but the comparisons with experimental tests indicate it may overestimate the sealing capacity of the gasket-in-groove.
- The FEA results show that the air leakage of the gasket-in-groove occurs on the gasket–gasket contact surface due to a lower maximum contact pressure compared to that on the gasket-groove contact surface.
- The FEA results show that the initial contact pressure distribution on the gasket–gasket contact surface is symmetrically distributed in a “W” shape, with a layout of higher at the ends and lower in the middle, and a smaller joint gap would result in higher contact pressure.
- The FEA results show that a higher pimax would provide a better sealing effect. The higher initial maximum contact pressure will lower the ratio of ps/pimax and pf/pimax, and the lower pf/pimax would lead to a lower factor of safety of the sealing for a given initial maximum contact pressure.
- The FEA results show that the vacuum pressure significantly affects the contact pressure distribution on the contact surface. Specifically, it shows an overall decreasing trend with the increases in vacuum pressure, and the decreasing rate on the side close to the vacuum pressure is significantly higher than the one away from the vacuum pressure.
- As the vacuum pressure increases, MCP tends to rise sharply, followed by a slow drop, and then decline dramatically to 0, which mechanistically provides a good illustration of the sealing failure process at the contact surface.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhou, J.J.; Shi, L.; Wang, D.Y. Internal Force Distribution and Influencing Factors for Segment Structure of Circular Low Vacuum Tunnel in Clay. China Railw. Sci. 2021, 42, 49–58. [Google Scholar] [CrossRef]
- Ding, W.Q.; Gong, C.J.; Mosalam, K.M.; Soga, K. Development and application of the integrated sealant test apparatus for sealing gaskets in tunnel segmental joints. Tunn. Undergr. Space Technol. 2017, 63, 54–68. [Google Scholar] [CrossRef]
- Lee, K.M.; Ge, X.W. The equivalence of a jointed shield-driven tunnel lining to a continuous ring structure. Can. Geotech. J. 2001, 38, 461–483. [Google Scholar] [CrossRef]
- Lee, K.M.; Hou, X.Y.; Ge, X.W.; Tang, Y. An analytical solution for a jointed shield-driven tunnel lining. Int. J. Numer. Anal. Model. 2001, 25, 365–390. [Google Scholar] [CrossRef]
- Vu, M.N.; Broere, W.; Bosch, J.W. Structural analysis for shallow tunnels in soft soils. Int. J. Geomech. 2017, 17, 04017038. [Google Scholar] [CrossRef]
- Cao, W. Reliability-based design of lining structures for underground space against water seepage. Undergr. Space 2020, 6, 290–299. [Google Scholar] [CrossRef]
- Chen, Y.F.; Hong, J.M.; Zheng, H.K.; Li, Y.; Hu, R.; Zhou, C.B. Evaluation of groundwater leakage into a drainage tunnel in Jinping-I arch dam foundation in southwestern China: A case study. Rock Mech. Rock Eng. 2015, 49, 961–979. [Google Scholar] [CrossRef]
- Huang, H.W.; Shao, H.; Zhang, D.M.; Wang, F. Deformational responses of operated shield tunnel to extreme surcharge: A case study. Struct. Infrastruct. Eng. 2016, 13, 345–360. [Google Scholar] [CrossRef]
- Wu, H.N.; Huang, R.Q.; Sun, W.J.; Shen, S.L.; Xu, Y.S.; Liu, Y.B.; Du, S.J. Leaking behaviour of shield tunnels under the Huangpu River of Shanghai with induced hazards. Nat. Hazards 2014, 70, 1115–1132. [Google Scholar] [CrossRef]
- Aneesh, R.; Andreas, R. Leakage and assembly of gasket in truck exhaust aftertreatment systems. Eng. Fail. Anal. 2021, 126, 105463. [Google Scholar] [CrossRef]
- Mahankar, P.S.; Dhoble, A.S. Review of hydraulic seal failures due to effect of medium to high temperature. Eng. Fail. Anal. 2021, 127, 105552. [Google Scholar] [CrossRef]
- Shen, S.L.; Wu, H.N.; Cui, Y.J.; Yin, Z.Y. Long-term settlement behaviour of metro tunnels in the soft deposits of Shanghai. Tunn. Undergr. Space Technol. 2014, 40, 309–323. [Google Scholar] [CrossRef]
- Zhu, C.W.; Wu, W.; Ying, H.W.; Gong, X.N.; Guo, P.P. Drainage-induced ground response in a twin-tunnel system through analytical prediction over the seepage field. Undergr. Space 2022, 7, 408–418. [Google Scholar] [CrossRef]
- Shalabi, F.I.; Cording, E.J.; Paul, S.L. Sealant behaviour of gasketed segmental tunnel lining-Conceptual model. Geomech. Tunn. 2016, 9, 345–355. [Google Scholar] [CrossRef]
- Shi, C.H.; Cao, C.Y.; Lei, M.F.; Yang, W.C. Sealant performance test and stress–seepage coupling model for tunnel segment joints. Arab. J. Sci. Eng. 2019, 44, 4201–4212. [Google Scholar] [CrossRef]
- Gong, C.J.; Ding, W.Q. A computational framework to predict the water-leakage pressure of segmental joints in underwater shield tunnels using an advanced finite element method. Int. J. Numer. Anal. Methods Geomech. 2018, 42, 1957–1975. [Google Scholar] [CrossRef]
- Gong, C.J.; Ding, W.Q.; Soga, K.; Mosalam, K.M.; Tuo, Y.F. Sealant behaviour of gasketed segmental joints in shield tunnels: An experimental and numerical study. Tunn. Undergr. Space Technol. 2018, 77, 127–141. [Google Scholar] [CrossRef]
- Gong, C.J.; Ding, W.Q.; Soga, K.; Mosalam, K.M. Failure mechanism of joint waterproofing in precast segmental tunnel linings. Tunn. Undergr. Space Technol. 2019, 84, 334–352. [Google Scholar] [CrossRef]
- Gong, C.J.; Ding, W.Q.; Dong, W.X. Parametric investigation on the sealant behaviour of tunnel segmental joints under water pressurization. Tunn. Undergr. Space Technol. 2019, 97, 103231. [Google Scholar] [CrossRef]
- Gong, C.J.; Ding, W.Q.; Mosalam, K.M. Performance-based design of joint waterproofing of segmental tunnel linings using hybrid computational/experimental procedures. Tunn. Undergr. Space Technol. 2020, 96, 103172. [Google Scholar] [CrossRef]
- Shalabi, F.I.; Cording, E.J.; Paul, S.L. Concrete segment tunnel lining sealant performance under earthquake loading. Tunn. Undergr. Space Technol. 2012, 31, 51–60. [Google Scholar] [CrossRef]
- Li, X.; Zhou, S.H.; Ding, H.G.; Wang, P.X. Evaluation and experimental study on the sealant behaviour of double gaskets for shield tunnel lining. Tunn. Undergr. Space Technol. 2018, 75, 81–89. [Google Scholar] [CrossRef]
- Ding, W.Q.; Wang, Q.S.; Qiao, Y.F.; Jin, Y.L. Experimental investigation on waterproofing performance of segmental joint with double gaskets for shield tunnel. Undergr. Space 2022, 7, 898–910. [Google Scholar] [CrossRef]
- Mooney, M.J. A theory of large elastic deformation. J. Appl. Phys. 1940, 11, 582–592. [Google Scholar] [CrossRef]
- Rivlin, R.S. Large elastic deformations of isotropic materials. IV. Further developments of the general theory. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 1948, 241, 379–397. [Google Scholar] [CrossRef]
- Gent, A.N. Elasticity. In Engineering with Rubber: How to Design Rubber Components; Carl Hanser Verlag GmbH & Co. KG: Munich, Germany, 2012. [Google Scholar] [CrossRef]
- Karger-Kocsis, J.; Mousa, A.; Major, Z.; Bekesi, N. Dry friction and sliding wear of EPDM rubbers against steel as a function of carbon black content. Wear 2008, 264, 359–367. [Google Scholar] [CrossRef]
- Xin, L.; Gao, L.P.; Zhe, L. Prediction of seal wear with thermal-structural coupled finite element method. Finite Elem. Anal. Des. 2014, 83, 10–21. [Google Scholar] [CrossRef]
- Yang, X.L.; Yang, Z.G.; Qun, D. Failure analysis of O-ring gaskets of the electric hydraulic system in the nuclear power plant. Eng. Fail. Anal. 2017, 79, 232–244. [Google Scholar] [CrossRef]
- Zhou, C.L.; Zheng, J.Y.; Gu, C.H.; Zhao, Y.Z.; Liu, P.F. Sealing performance analysis of rubber O-ring in high-pressure gaseous hydrogen based on finite element method. Int. J. Hydrogen Energy 2017, 42, 11996–12004. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Hardness Shore A | Tensile Strength (MPa) |
|---|---|---|
| Properties | 67 | 10.9 |
| Possible Air-Leakage Paths | Joint Gap (mm) | ||||
|---|---|---|---|---|---|
| 9.873 | 9.647 | 9.423 | 9.205 | 8.985 | |
| Gasket–Gasket surface | 20.0 | 40.0 | 60.0 | 80.0 | 100.0 |
| Gasket-Groove surface | 21.6 | 43.4 | 65.7 | 85.1 | 112.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, J.; Shi, L.; Wang, D.; Cui, K. Airtightness Sealing Performance and Failure Mechanism of the Circumferential Joint in the Low-to-Vacuum Maglev Segment Tunnel. Appl. Sci. 2023, 13, 7535. https://doi.org/10.3390/app13137535
Zhou J, Shi L, Wang D, Cui K. Airtightness Sealing Performance and Failure Mechanism of the Circumferential Joint in the Low-to-Vacuum Maglev Segment Tunnel. Applied Sciences. 2023; 13(13):7535. https://doi.org/10.3390/app13137535
Chicago/Turabian StyleZhou, Jianjun, Long Shi, Dongyuan Wang, and Kai Cui. 2023. "Airtightness Sealing Performance and Failure Mechanism of the Circumferential Joint in the Low-to-Vacuum Maglev Segment Tunnel" Applied Sciences 13, no. 13: 7535. https://doi.org/10.3390/app13137535