
Jointing Principles in AMC—Part 1: Design and Preparation of Dry Joints


Abstract
:1. Introduction
2. State of the Art and Research Outline
3. Joint Catalogue
3.1. Evaluation Criteria and Scoring
- Score 0: The joint profile is too complex, and no methods or tools are available for production.
- Score 1: The joint profile is still very complex, but modern tools like CNC-milling, or production methods like direct printing, make the joint profile manufactural. These tools can work three-dimensionally. Every joint profile that is manufactural with CNC is also manufactural with direct printing.
- Score 2: The next limitation of producing a joint profile is the formwork. A formwork might also be able to manufacture a complex joint, but then, the formwork itself requires manufacture, e.g., CNC-milling making the whole manufacturing process of the formwork sophisticated.
- Score 3: Besides CNC-milling, direct printing and formwork, less complex joint profiles might also be manufacturable by water jetting.
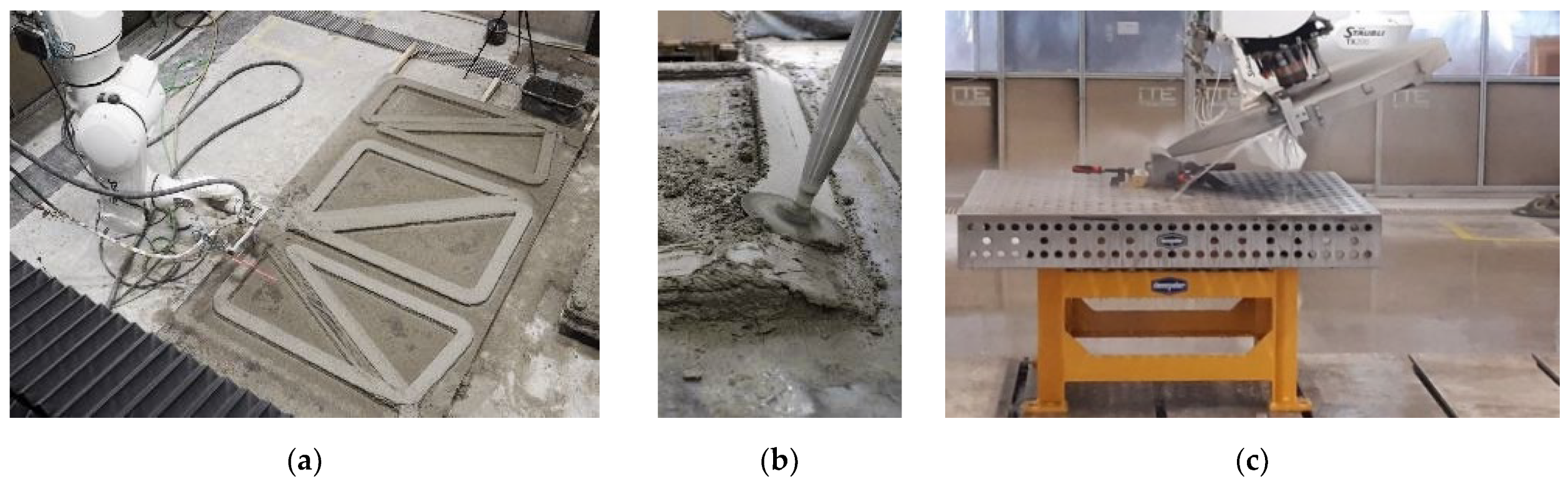
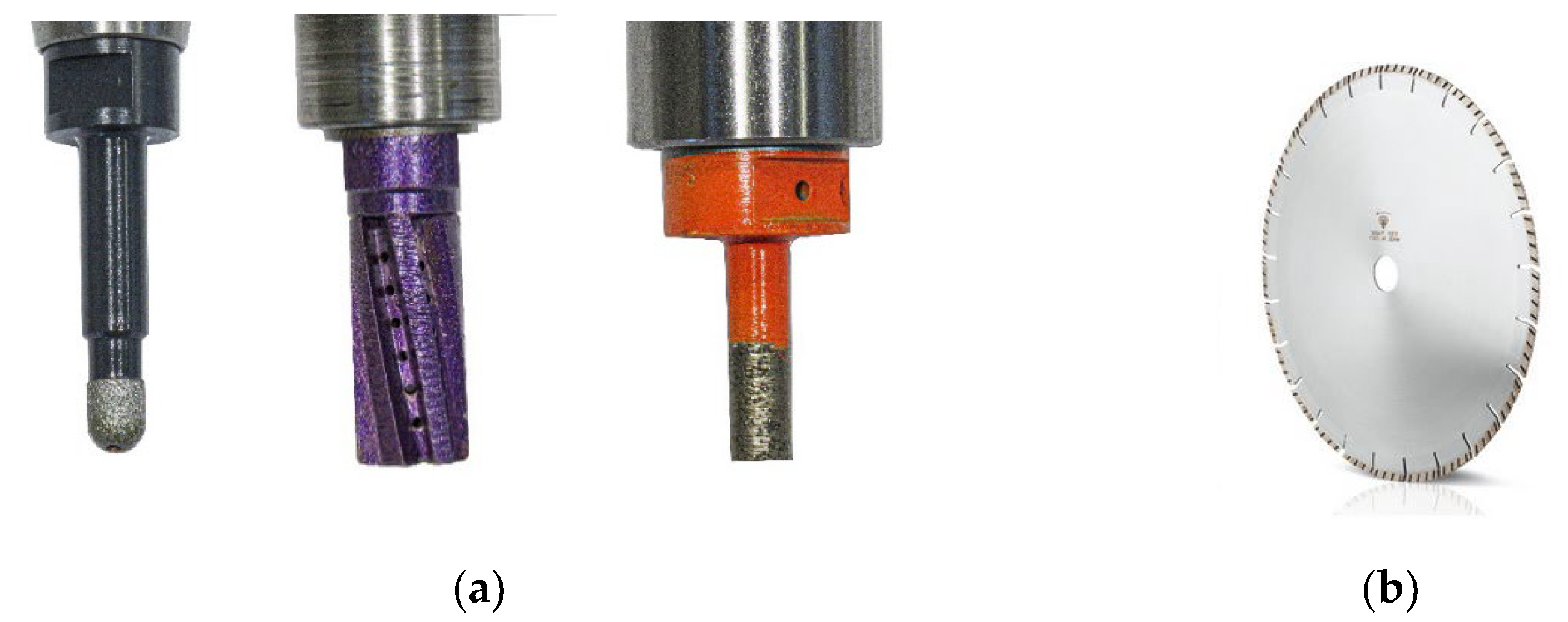
- Score 4: A CNC-controlled circular saw (Figure 1c) works like a water jet. However, the diameter of the saw blades limits the manufacturing of edges and details in the joint profiles that are still manufacturable by water jetting.
3.1.1. Manufacturability
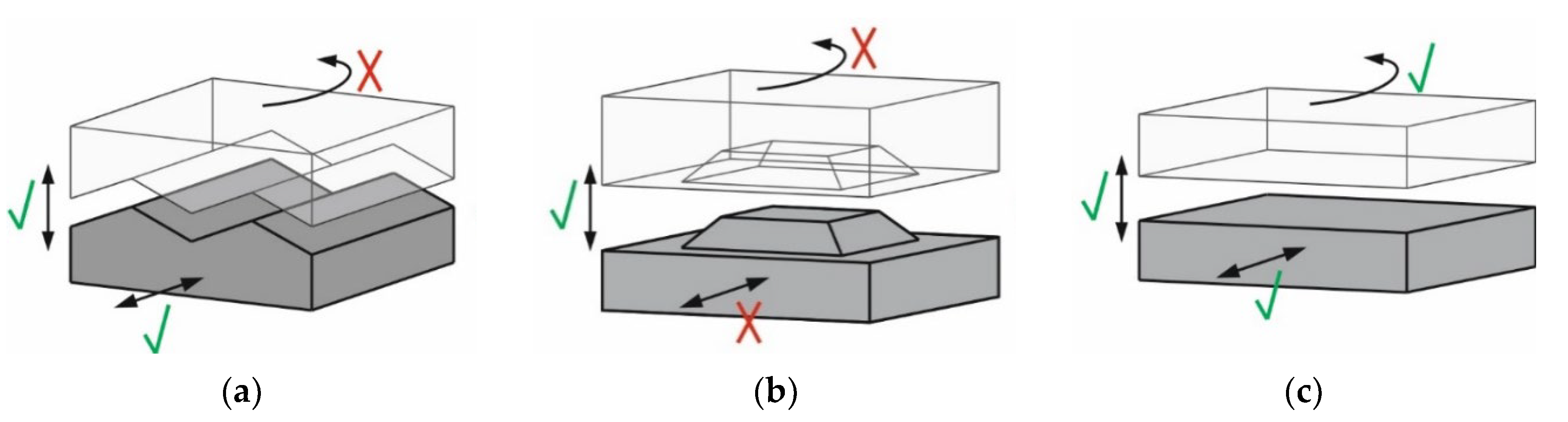
3.1.2. Connectivity in a Structure
- A smooth joint profile can be jointed in every direction, axial, lateral and radial, which would give it the highest score, in this case a score of four, because it means that profile can be assembled easily compared to some others.
- A triangular joint can be assembled axially and laterally. Therefore, it gets a score of three, which equals to two (axial) plus one (lateral).
- A point shape joint profile might only be connected axially and radially. Therefore, it gets a score of three as well, which equals to two (axial) plus one (radial).
3.1.3. Detachability
3.1.4. Duration of Manufacturing
3.1.5. Joint Quality
3.1.6. Tensile Strength
3.1.7. Shear Strength
3.1.8. Torsional Strength
3.1.9. Failure Mode
3.1.10. Compression Strength
3.2. Weighting Factors
3.3. Algorithm
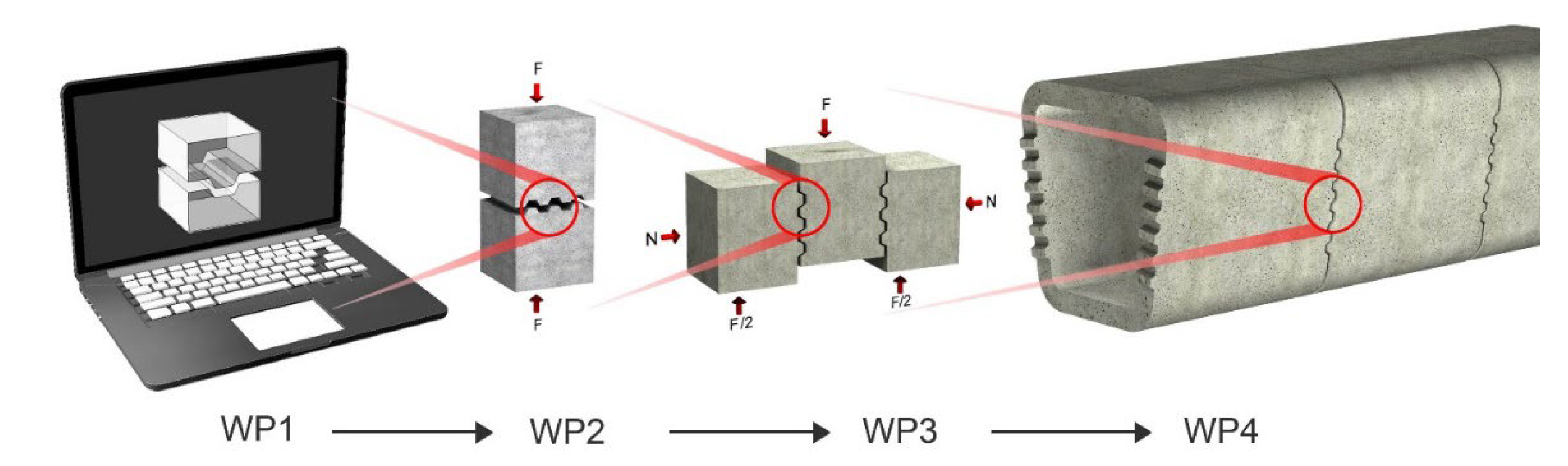
4. Preliminary Finite-Element-Analysis
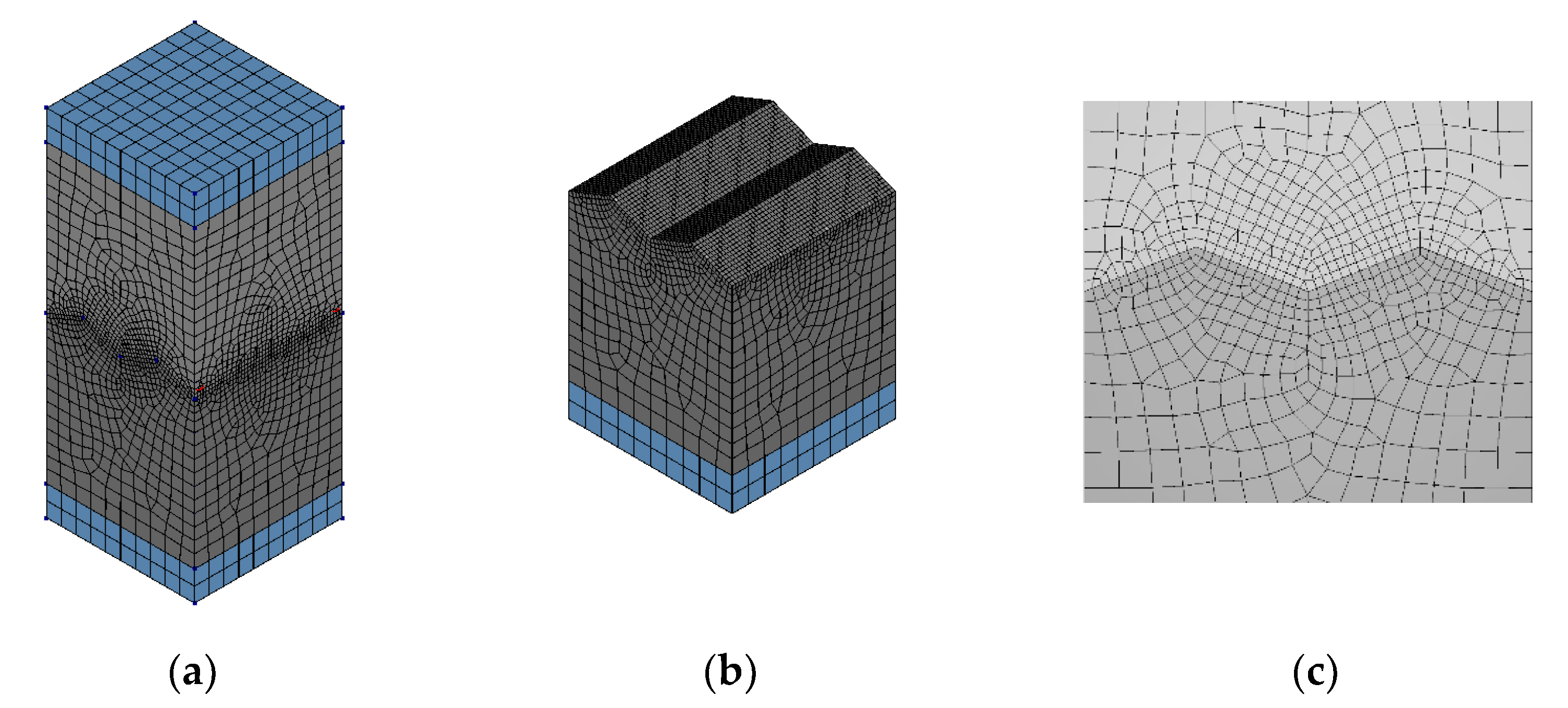
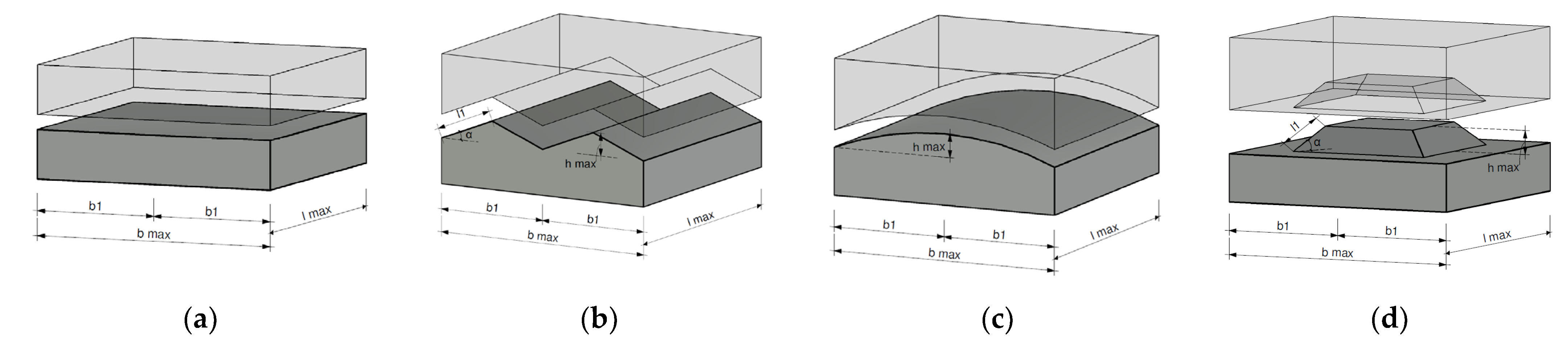
4.1. Geometric Model
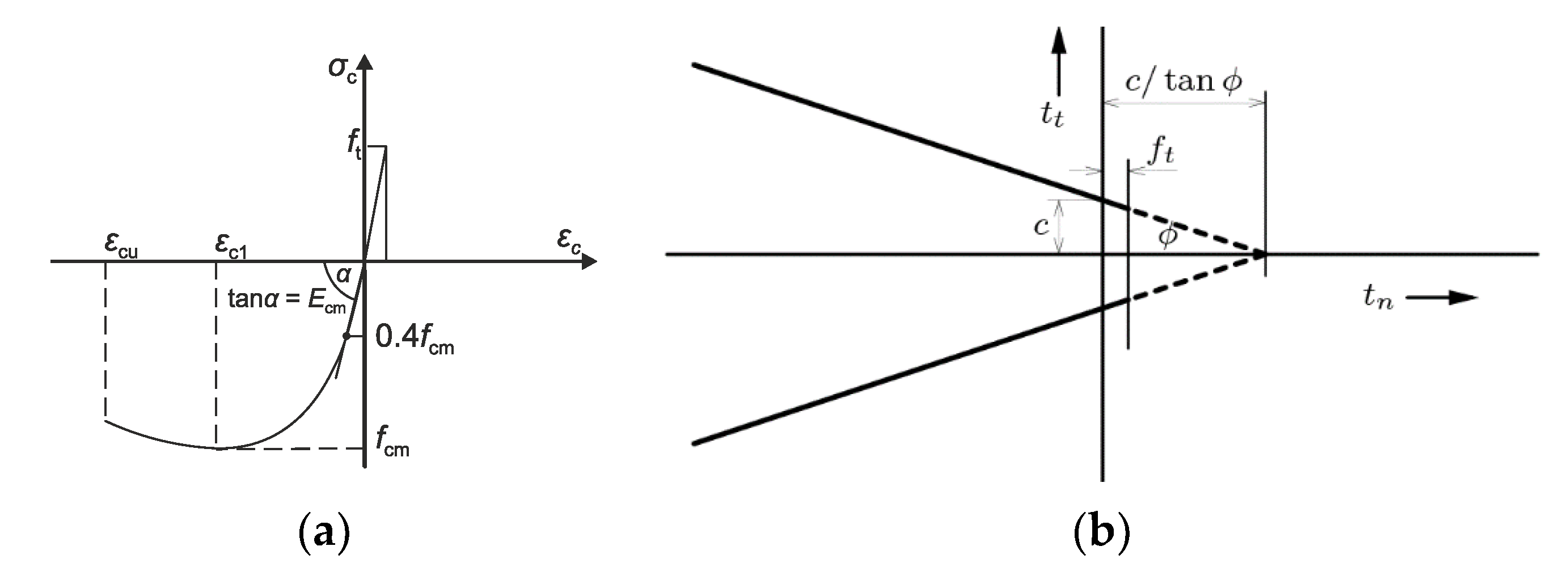
4.2. Material Models and Properties
4.3. Boundary Conditions
4.4. Mesh Properties
4.5. Analysis
4.6. Simulation Results
5. Joint Selection
6. Preparation for Joint Production
6.1. Subtractive Post-Processing
- Utilization of the rotary CNC-engines leading to typical rotating milling/sawing tools, which are only suitable for round geometries.
- Low accessibility of the CNC-arm to different sides of the geometry. Several simple joint geometries need the rotating milling tools to approach from different sides, which may easily cause a collision between the tools and the concrete specimens or the rotary engine and the clamping table.
- High duration of the CNC-process;
- Dependency on the dissimilar properties of concrete, which may easily cause unwanted damage due to the low quality and high brittleness of this material;
- Fast ageing or abrasion of the milling tools, which in addition to increasing the CNC-costs, influences the accuracy of the geometries and difficulties in the fitting.
6.2. CNC-Tools
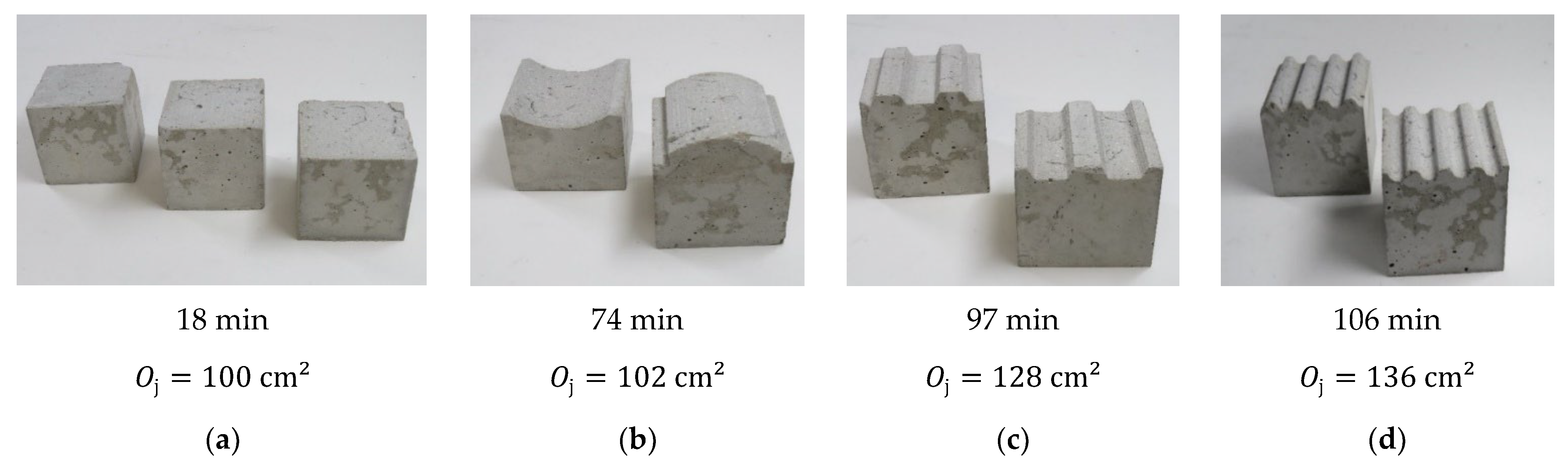
6.3. Abrasion of Milling Tools
6.4. Accuracy of Milling
7. Conclusions and Outlook
- Thirty-one joint profile configurations were gathered in a catalogue and categorized as line-shaped, point-shaped or mesh-shaped.
- The joint profiles were evaluated by various criteria like manufacturability, connectivity in a structure, detachability, duration of manufacturing and stress transfer.
- The evaluation criteria were mostly based on geometric approaches, e.g., the milling surface of the joint profile correlates with the duration of manufacturing the joint profile.
- An algorithm multiplied the score of each evaluation criterion with a weighting factor and sums up the scores to an overall score.
- The preliminary FE analysis showed that a smooth, arc and saw tooth joint profile performed more desirably under normal compression loading.
- The algorithm selected smooth, triangular, arc and truncated pyramid-joint profiles in the joint catalogue for further numerical and experimental investigations.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kloft, H.; Gehlen, C.; Dörfler, K.; Hack, N.; Henke, K.; Lowke, D.; Mainka, J.; Raatz, A. TRR 277: Additive Fertigung im Bauwesen [TRR 277: Additive Manufacturing in Construction]. Bautechnik 2021, 98, 222–231. [Google Scholar] [CrossRef]
- Dielemans, G.; Dörfler, K. Mobile Additive Manufacturing: A robotic system for cooperative on-site construction. In Proceedings of the International Conference of Intelligent Robots and Systems (IROS), Workshop Robotic Fabrication: Sensing in Additive Construction, Prague, Czech Republic, 27 September–1 October 2021. [Google Scholar]
- Lindemann, H.; Gerbers, R.; Ibrahim, S.; Dietrich, F.; Hermann, E.; Dröder, K.; Raatz, A.; Kloft, H. Development of a Shotcrete 3D-Printing (SC3DP) Technology for Additive Manufacturing of Reinforced Freeform Concrete Structures. In First RILEM International Conference on Concrete and Digital Fabrication—Digital Concrete; Springer: Berlin, Germany, 2018; pp. 287–298. [Google Scholar]
- Maboudi, M.; Gerke, M.; Hack, N.; Brohmann, L.; Schwerdtner, P.; Placzek, G. Current Surveying Methods for the Integration of Additive Manufacturing in the Construction Process. In The International Archives of the Photogrammetry, Remote Sensing and Spatial Information Sciences:XXIV ISPRS Congress Volume XLIII-B4-2020; Copernicus Publications: Gottingen, Germany, 2020. [Google Scholar]
- Xiao, J.; Ji, G.; Zhang, Y.; Ma, G.; Mechtcherine, V.; Pan, J.; Wang, L.; Ding, T.; Duan, Z.; Du, S. Large-scale 3D printing concrete technology: Current status and future opportunities. Cem. Concr. Compos. 2021, 122, 104115. [Google Scholar] [CrossRef]
- Xiao, J. 3D recycled mortar printing: System development, process design, material properties and on-site printing. J. Build. Eng. 2020, 32, 101779. [Google Scholar] [CrossRef]
- Wichert, M.; Matz, H.; Empelmann, M. Grouted Segment Joints for Structures Made of Ultra-High Performance Concrete. In Proceedings of the Fib Symposium 2019, Krakow, Poland, 25–27 May 2019; Derkowski, W., Gwoździewicz, P., Hojdys, L., Krajewski, P., Pańtak, M., Eds.; pp. 2231–2238. [Google Scholar]
- Oettel, V.; Empelmann, M. Load-Bearing Capacity of Profiled Dry Joints between Adjacent UHPFRC Precast Elements. In Proceedings of the Fib Congress 2018, Melbourne, Australia, 7–11 October 2018; Foster, S., Ed.; pp. 344–345. [Google Scholar]
- Robert-Wollmann, C.L.; Breen, J.E.; Kreger, M.E. Temperature Induced Deformations in Match Cast Segments. PCI J. 1995, 4, 62–71. [Google Scholar] [CrossRef]
- Full-Scale 3D Printed Concrete Bicycle Bridge Destined for Gemert. Available online: http://www.3ders.org/articles/20170907-massive-3d-printed-bicycle-bridge-is-delivered-to-gemertnetherlands-by-truck.html (accessed on 27 March 2018).
- Reichel, M. Dünnwandige Segmentfertigteilbauweisen im Brückenbau aus gefasertem Ultrahochleistungsbeton (UHFB) [Thin-walled Precast Segmental Bridge Structures Made of Fiber-Reinforced Ultra-High Performance Concrete (UHPFRC)]. Ph.D. Thesis, TU Graz, Graz, Austria, 5 December 2010. [Google Scholar]
- Oesterle, S.; Vansteenkiste, A.; Mirjan, A. Zero Waste Free-Form Formwork. In Proceedings of the Second International Conference on Flexible Formwork, Bath, UK, 27–29 June 2021; BRE CICM, University of Bath: Bath, UK, 2012. [Google Scholar]
- Hyun-O, J.; Han-Seung, L.; Keunhee, C.; Jinkyu, K. Experimental study on shear performance of plain construction joints integrated with ultra-high performance concrete (UHPC). Constr. Build. Mater. 2017, 152, 16–23. [Google Scholar]
- Knitl, J. Hybrid towers for wind power plants in precast construction—Efficient electric power generation. BFT Int. 2014, 2, 54–55. [Google Scholar]
- Lachmayer, L.; Ekanayaka, V.; Hürkamp, A.; Raatz, A. Approach to an optimized printing path for additive manufacturing in construction utilizing FEM modeling. Procedia CIRP 2021, 104, 600–605. [Google Scholar] [CrossRef]
- Reichel, M.; Sparowitz, L.; Freytag, B. Bridge WILD Völkermarkt—Prestressed arched structure made of precast UHPC-segments. Beton-Und Stahlbetonbau 2011, 106, 827–835. [Google Scholar] [CrossRef]
- Reichel, M.; Altersberger, G.; Sparowitz, L. UHPFRC Prototype for a Flexible Modular Temporary High-speed Railway Bridge. In Designing and Building with UHPFRC: State-of-the-Art and Development; Resplendino, J., Toulemonde, F., Eds.; John Wiley & Sons: London, UK, 2011; pp. 263–277. [Google Scholar]
- Gaston, J.; Kriz, L. Connections in Precast Concrete Structures—Scarf Joints. PCI J. 1964, 10, 37–59. [Google Scholar] [CrossRef]
- Buyukozturk, O.; Bakhoum, M.; Beattie, S. Shear Behaviour of Joints in Precast Concrete Segmental Bridges. J. Struct. Eng. 1990, 119, 3380–3401. [Google Scholar] [CrossRef]
- Kordina, K.; Teutsch, M.; Weber, V. Spannbetonbauteile in Segmentbauart; German Comittee for Reinforced Concrete (DAfStb): Berlin, Germany, 1984; p. 350. [Google Scholar]
- Falkner, H.; Teutsch, M.; Huang, Z. Segmentbalken mit Vorspannung ohne Verbund unter kombinierter Beanspruchung aus Torsion, Biegung und Querkraft; German Comittee for Reinforced Concrete (DAfStb): Berlin, Germany, 1997; p. 472. [Google Scholar]
- Specker, A. Der Einfluss der Fugen auf die Querkraft- und Torsionstragfähigkeit extern vorgespannter Segmentbrücken [The Influence of Joints on the Shear Force and Torsion Bearing Capacity of Externally Prestressed Segmental Bridges]. Ph.D. Thesis, TU Hamburg-Harburg, Hamburg, Germany, 2001. [Google Scholar]
- Baghdadi, A.; Meshkini, A.; Kloft, H. Parametric design of in-plane concrete dry joints by FE method and Fuzzy logic toward utilizing additive manufacturing technique. In Proceedings of the IASS Annual Symposium 2020/21 and the 7th International Conference on Spatial Structures Inspiring the Next Generation, Guilford, UK, 23–27 August 2020. [Google Scholar]
- Voo, Y.L.; Foster, S.J.; Voo, C.C. Ultra high-Performance Concrete Segmental Bridge Technology: Toward Sustainable Bridge Construction. J. Bridge Eng. 2015, 20, 16–23. [Google Scholar] [CrossRef]
- Plank, M.; Reineck, K.-H.; Sobek, W. Dry Joints between Precast Elements made of UHPFRC. In Proceedings of the HiPerMat 2016 4th International Symposium on Ultra-High Performance Concrete (HiPerMat), Kassel, Germany, 9–11 March 2016; Fehling, E., Middendorf, B., Thiemicke, J., Eds.; Kassel University Press: Kassel, Germany, 2016. [Google Scholar]
- Shin, J. Ultra-High Performance Concrete (UHPC) Precast Segmental Bridges. Ph.D. Thesis, TU Hamburg-Harburg, Hamburg, Germany, 2016. [Google Scholar]
- Lehmberg, S.; Ledderose, L.; Mainka, K.H. Non-Standard joints for light-weight modular spatial and shell structures made from UHPFRC. In Proceedings of the IASS Annual Symposia; International Association for Shell and Spatial Structures (IASS): Madrid, Spain, 2014; Volume 2014, p. 11. [Google Scholar]
- Baghdadi, A.; Heristchian, M.; Ledderose, L.K. Experimental and numerical assessment of new precast concrete connections under bending loads. Eng. Struct. 2020, 212, 110456. [Google Scholar] [CrossRef]
- Manie, J. DIANA FEA—User’s Manual, Release 10.2. Available online: https://dianafea.com/manuals/d102/Diana.html (accessed on 1 July 2021).
- FIB—Fédération Internationale du Béton. Fib Model Code for Concrete Structures 2010; Ernst & Sohn: Berlin, Germany, 2013. [Google Scholar]
- Maissen, A. Festkörperreibung: Reibzahlen verschiedener Werkstoffe [Solid state friction: Coefficients of friction of different materials]. Schweiz. Ing. Und Archit. 1993, 111, 25–29. [Google Scholar]
- Kueres, D.; Stark, A.; Herbrand, M.; Claßen, M. Finite element simulation of concrete with a plastic damage model—Basic studies on normal strength concrete and UHPC. Bauingenieur 2015, 90, 252–264. [Google Scholar] [CrossRef]
- DDX Software Solutions S.r.l. EasySTONE “EasySTONE Manual”, version 4.9; Brembate di Sopra: Bergamo, Italy, 2013. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Excerpt of Joint Catalogue | |||
|---|---|---|---|
| Category | Line-Shaped | Point-Shaped | Mesh-Shaped |
| Joint profile |  Triangular |  Pyramid |  Smooth |
 Saw tooth |  Truncated Pyramid |  Napped | |
 Trapezoid |  Truncated Pyramid |  Lego | |
 Dovetail |  Cross |  Chequerboard | |
| Algorithm | ||||||
| 0 | 1 | 2 | 3 | 4 | Weighting Factor | |
 |  |  |  |  | 1: less important 2: important 3: very important | |
| Manufacturability | No possibility of manufacturability | Small possibility of manufacturability | Medium possibility of manufacturability | High possibility of manufacturability | Very high possibility of manufacturability | 2 |
| Description | Manufacturing of joint not possible: | Joint can partly be manufactured: CNC, DP | Joint is manufacturable: CNC, DP, FW | Joint can be easy manufactured: CNC, DP, FW, WJ | Joint manufacturing is very easy: CNC, DP, FW, WJ, CS | CNC: milling DP: direct printing FW: formwork WJ: waterjet CS: circular saw |
| Connectivity | No connectivity | Small connectivity | Medium connectivity | High connectivity | Very high connectivity | 2 |
| Description | Radial. Radial. Axial | Radial, axial, lateral | radial: 90°-twistability axial: attachment lateral: insertion | |||
| Decomposability | No decomposability | Small decomposability | Medium decomposability | High decomposability | Very high decomposability | 1 |
| Description | Joint cannot be dismantled, demolition, detonation etc. necessary | Joint dismantling in very time consuming, demolition necessary | Heavy tools for decomposing a joint required | Light tools for decomposing a joint required | No tools for decomposing required | - |
| Duration | Very time-consuming production | Time-consuming production | Medium production speed | Fast production | Very fast production | 2 |
| Description | Joint surface | Joint surface | Joint surface | Joint surface | Joint surface | - |
| duration | duration | duration | duration | duration | ||
| Joint Quality | Insufficient joint quality | Inadequate joint quality | Average joint quality | Good joint quality | Very good joint quality | 1 |
| Description | Quantity of damageable edges > 20 | Quantity of damageable edges 20 | Quantity of damageable edges 15 | Quantity of damageable edges 10 | Quantity of damageable edges 10 | - |
| Length of damageable edges > 100 cm | Length of damageable edges 100 cm | Length of damageable edges 80 cm | Length of damageable edges 60 cm | Length of damageable edges 40 cm | ||
| Compressive Strength | No compressive stress transferable | Small compressive stress transferable | Medium compressive stress transferable | High compressive stress transferable | Very high compressive stress transferable | 3 |
| Description | Combination of surface and inclination of joint: | Combination of surface and inclination of joint: | Combination of surface and inclination of joint: | Combination of surface and inclination of joint: | Combination of surface and inclination of joint: | - |
| Tensile Strength | No tensile stresses transferable | Small tensile stresses transferable | Medium tensile stresses transferable | High tensile stresses transferable | Very high tensile stresses transferable | 1 |
| Description | Tensile area: | Tensile area: | Tensile area: | Tensile area: | Tensile area: | - |
| Shear Strength | No shear stresses transferable | Small shear stresses transferable | Medium shear stresses transferable | High shear stresses transferable | Very high shear stresses transferable | 3 |
| Description | Shear area: | Shear area: | Shear area: | Shear area: | Shear area: | - |
| Torsional Strength | No torsional stresses transferable | Small torsional stresses transferable | Medium torsional stresses transferable | High torsional stresses transferable | Very high torsional stresses transferable | 1 |
| Description | Torsional area: | Torsional area: | Torsional area: | Torsional area: | Torsional area: | - |
| Failure Mode | Four failure modes—no loads transferable | Three failure modes—at least one load type transferable | Two failure modes—at least two load types transferable | One failure modes—at least three load types transferable | No failure modes—all load types transferable | 1 |
| Description | Compression, tension, shear, torsion (at least one) | Compression, tension, shear, torsion (at least two) | Compression, tension, shear, torsion (at least three) | Compression, tension, shear, torsion | - | |
| - | Score | ||||
| Criteria |  |  |  |  |  |
| [-] | [-] | [-] | [-] | [-] | [-] |
| Manufacturability | No technique can be used | Only one technique can be used | Two techniques can be used | Three techniques can be used | All four techniques can be used |
| - | Score | ||||
| Criteria |  |  |  |  |  |
| [-] | [-] | [-] | [-] | [-] | [-] |
| Connectivity | radial lateral | axial * lateral, radial | axial, radial axial, lateral | axial, lateral, radial | |
| Calculation basis | No connectivity by any means | 1 | 2 or 1 + 1 | 2 + 1 | 2 + 1 + 1 |
| - | Score | ||||
| Criteria |  |  |  |  |  |
| [-] | [cm2] | [cm2] | [cm2] | [cm2] | [cm2] |
| Duration of manufacturing | |||||
| - | Score | ||||
| Criteria |  |  |  |  |  |
| [-] | [Num.] | [Num.] | [Num.] | [Num.] | [Num.] |
| Joint Quality | |||||
| Criteria | Weighting Factor |
|---|---|
| Manufacturability | 2 |
| Connectivity | 2 |
| Detachability | 1 |
| Duration | 2 |
| Joint quality | 1 |
| Tensile strength | 1 |
| Shear strength | 3 |
| Torsional strength | 1 |
| Compressive strength | 3 |
| Failure Mode | 1 |
| FE analysis | 3 |
| Joint Profile | Category | Drawing | Score |
|---|---|---|---|
| Triangular | Line-shaped |  | 50 |
| Saw tooth | Line-shaped |  | 49 |
| Sinusoidal | Line-shaped |  | 47.5 |
| Arc | Line-shaped |  | 47.5 |
| Trapezoid | Line-shaped |  | 38.5 |
| Dovetail | Line-shaped |  | 28.5 |
| Fungal | Line-shaped |  | 29 |
| Shell | Point-shaped |  | 38.5 |
| Inner Circle | Point-shaped |  | 37.5 |
| Cross | Point-shaped |  | 37.5 |
| Truncated cone | Pont-shaped |  | 40.5 |
| Truncated pyramid | Point-shaped |  | 49.5 |
| Smooth | Mesh-shaped |  | 45 |
| Chequerboard | Mesh-shaped |  | Red flag |
| Lego | Mesh-shaped |  | 36 |
| Fish-scale | Mesh-shaped |  | 41 |
| Model Parameter | Unit |
|---|---|
| [-] | [-] |
| Cohesion | |
| Friction Coefficient | |
| Dilatancy angle | |
| Normal stiffness | 50,000 N/mm3 |
| Shear stiffness | 100 N/mm3 |
| Joint Profile | Ultimate Load | Joint Profile Factor |
|---|---|---|
| [-] | [kN] | [-] |
| Monolithic | 1.0 | |
| Smooth | 396 | 1.0 |
| Triangular | 361 | 0.91 |
| Saw tooth | 387 | 0.97 |
| Sinusoidal | 365 | 0.92 |
| Arc | 389 | 0.98 |
| Truncated Pyramid | 380 | 0.96 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lanwer, J.-P.; Weigel, H.; Baghdadi, A.; Empelmann, M.; Kloft, H. Jointing Principles in AMC—Part 1: Design and Preparation of Dry Joints. Appl. Sci. 2022, 12, 4138. https://doi.org/10.3390/app12094138
Lanwer J-P, Weigel H, Baghdadi A, Empelmann M, Kloft H. Jointing Principles in AMC—Part 1: Design and Preparation of Dry Joints. Applied Sciences. 2022; 12(9):4138. https://doi.org/10.3390/app12094138
Chicago/Turabian StyleLanwer, Jan-Paul, Hendrik Weigel, Abtin Baghdadi, Martin Empelmann, and Harald Kloft. 2022. "Jointing Principles in AMC—Part 1: Design and Preparation of Dry Joints" Applied Sciences 12, no. 9: 4138. https://doi.org/10.3390/app12094138