
Intermediate Model Design in the Progressive Stamping Process of a Truss Core Lightweight Panel



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Truss Core Panel
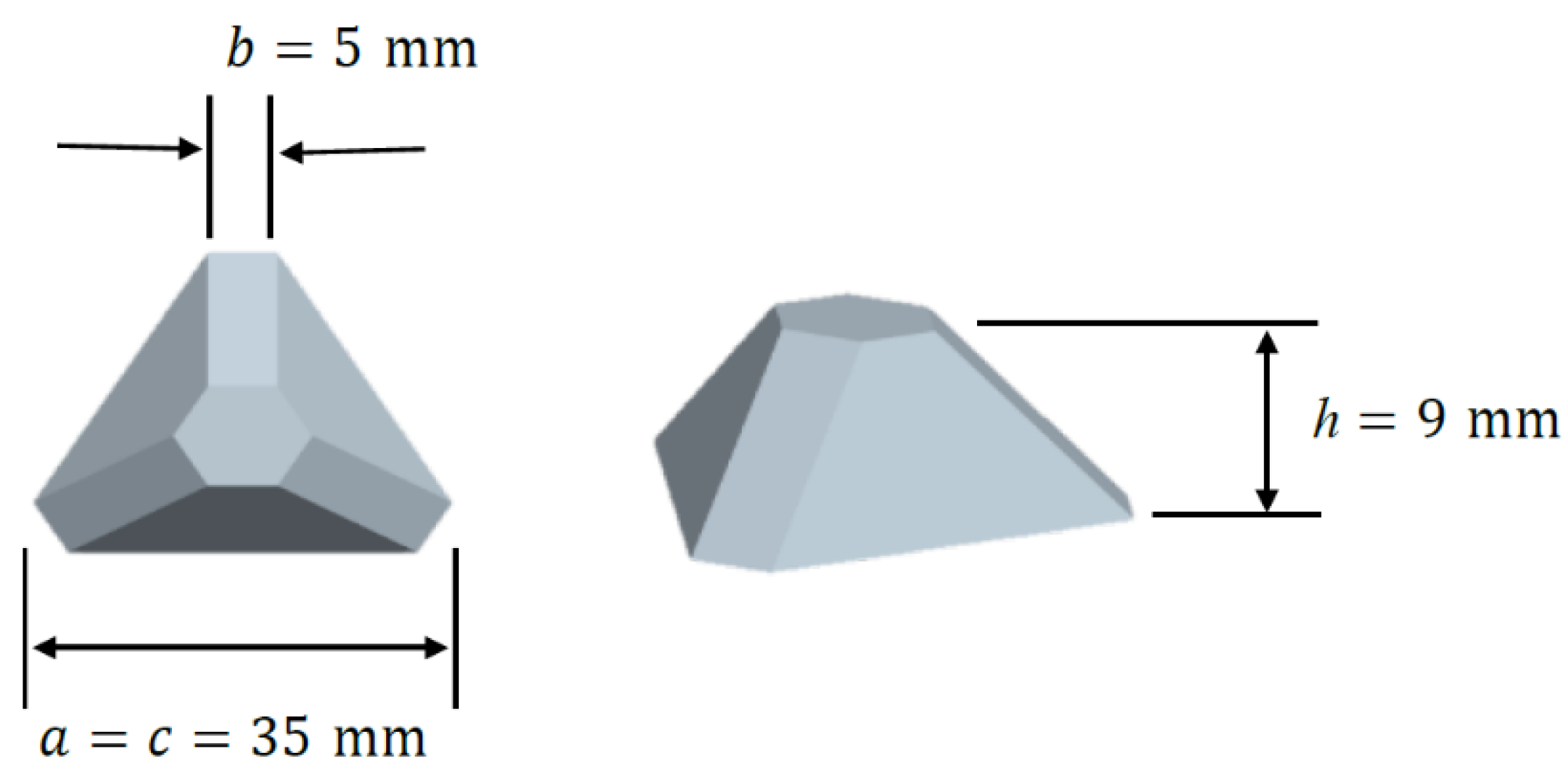
2.2. Shape Parameters of Truss Core Panel
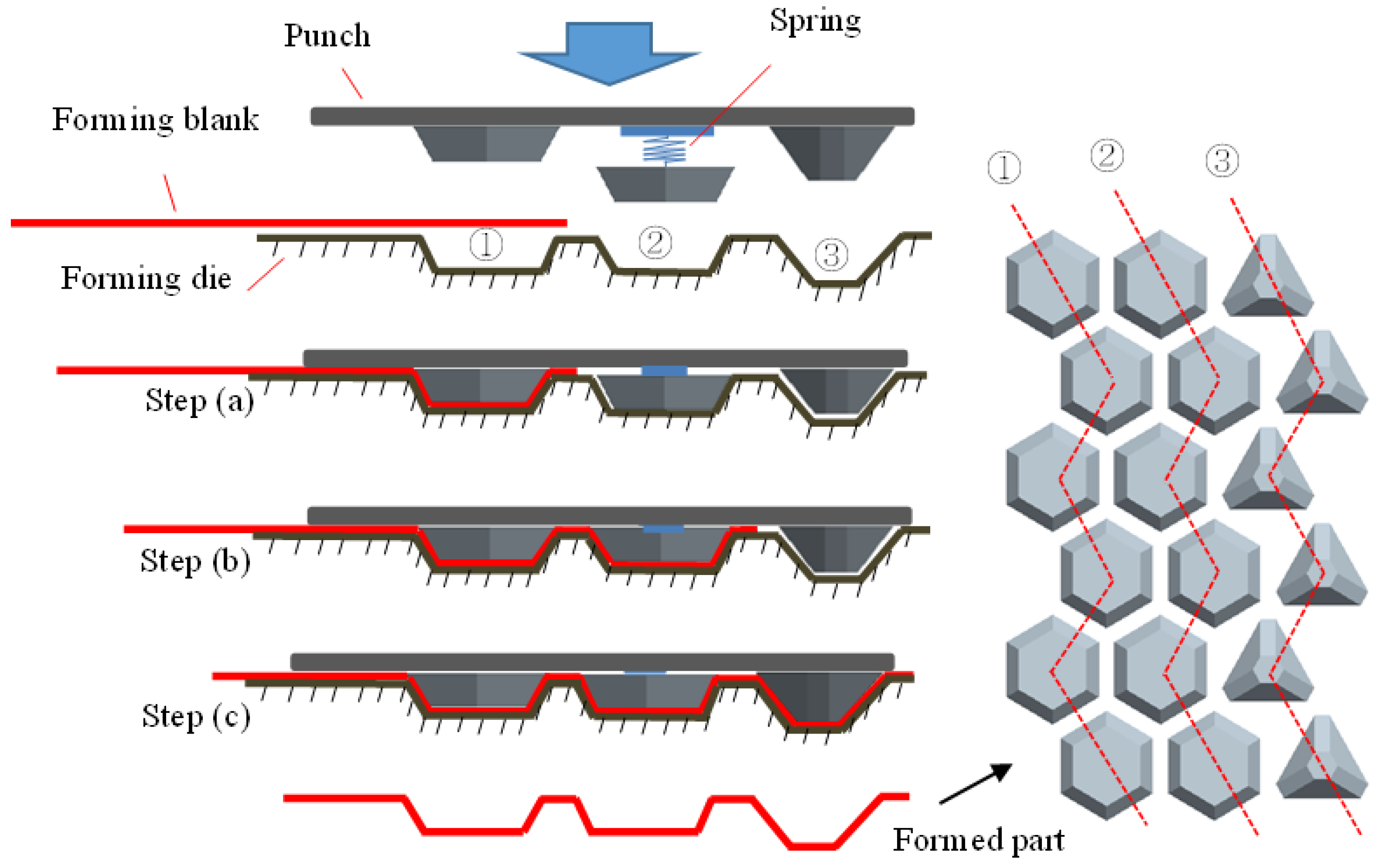
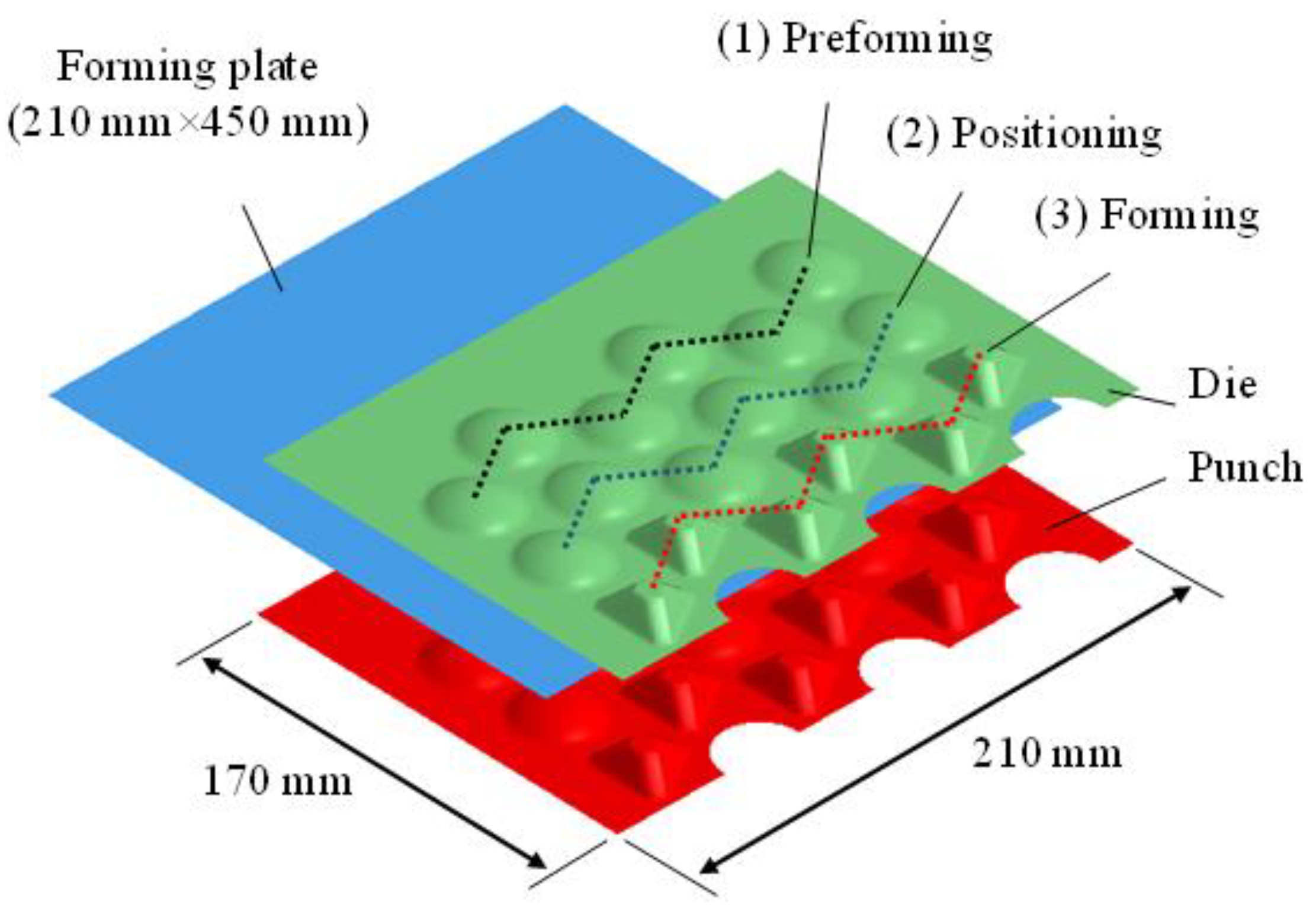
2.3. Progressive Press-Forming Method and Intermediate Model
2.4. Intermediate Model Design Using Maximum Area Method
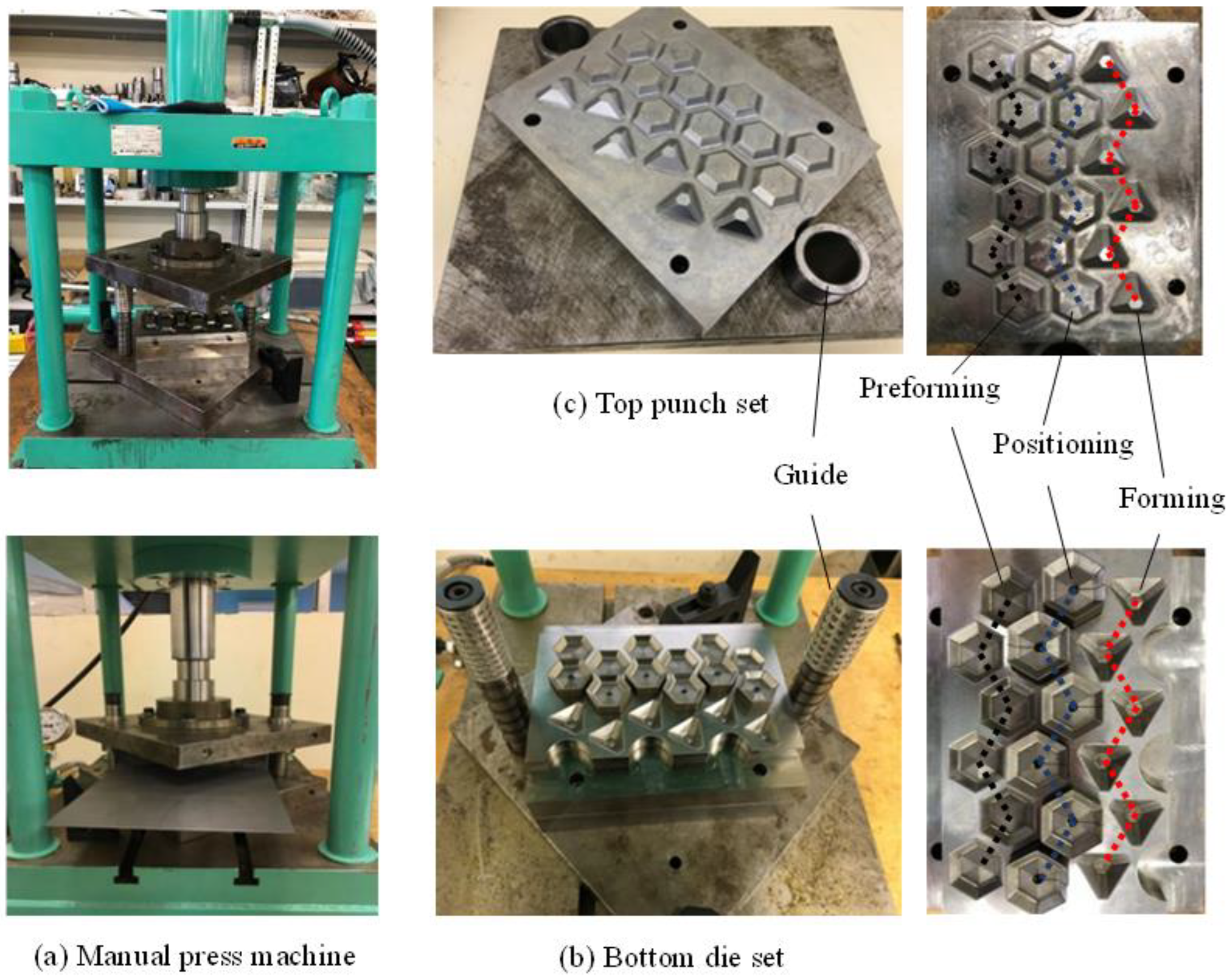
2.5. Verification of the Press-Forming Performance
3. Results and Discussion
3.1. Thickness Distribution of Formed Truss Core Panels
3.2. Comparison between Analysis Results and Prototype Experiments
3.3. Comparison with Former Hemispherical Intermediate Model
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lyu, R.; Jiang, X.; Minoru, O.; Ju, D. Lightweight Design of Automobile Frame Based on Magnesium Alloy. IOP Conf. Ser. Mater. Sci. Eng. 2018, 372, 012047. [Google Scholar] [CrossRef]
- Luo, W.; Zheng, Z.; Liu, F.; Han, D.; Zhang, Y. Lightweight Design of Truck Frame. J. Phys. Conf. Ser. 2020, 1653, 012063. [Google Scholar] [CrossRef]
- Xiong, F.; Wang, D.; Ma, Z.; Chen, S.; Lv, T.; Lu, F. Structure-Material Integrated Multi-Objective Lightweight Design of the Front End Structure of Automobile Body. Struct. Multi. Optim. 2018, 57, 829–847. [Google Scholar] [CrossRef]
- Meschut, G.; Janzen, V.; Olfermann, T. Innovative and Highly Productive Joining Technologies for Multi-Material LightWeight Car Body Structures. J. Mater. Eng. Perfor. 2014, 23, 1515–1523. [Google Scholar] [CrossRef]
- Czerwinski, F. Current Trends in Automotive Lightweighting Strategies and Materials. Materials 2021, 14, 6631. [Google Scholar] [CrossRef]
- Ishida, S. Design of Cylindrical Honeycomb Cores–Geometric Consideration–. Mech. Eng. J. 2018, 5, 4. [Google Scholar] [CrossRef] [Green Version]
- Zarrouk, T.; Nouari, M.; Salhi, J.; Makich, H.; Salhi, M.; Atlati, S.; SAlji, N. Optimization of the Milling Process for Aluminum Honeycomb Structures. Int. J. Adv. Manufac. Tech. 2022, 119, 4733–4744. [Google Scholar] [CrossRef]
- Han, B.; Qin, K.; Yu, B.; Wang, B.; Zhang, Q.; Lu, T. Honeycomb–Corrugation Hybrid as a Novel Sandwich Core for Significantly Enhanced Compressive Performance. Mater. Des. 2016, 93, 271–282. [Google Scholar] [CrossRef]
- Aktay, L.; Johnson, A.F.; Kröplin, B.H. Numerical Modeling of Honeycomb Core Crush Behavior. Eng. Frac. Mech. 2008, 75, 2616–2630. [Google Scholar] [CrossRef]
- Saito, K.; Nojima, T. Development of Light-Weight Rigid Core Panels. J. Solid Mech. Mater. Eng. 2007, 1, 1097–1104. [Google Scholar] [CrossRef] [Green Version]
- Galehdari, S.A.; Kadkhodayan, M.; Hadidi, M.S. Low Velocity Impact and Quasi-static In-plane Loading on a Graded Honeycomb Structure; Experimental, Analytical and Numerical Study. Aerosp. Sci. Tech. 2015, 47, 425–433. [Google Scholar] [CrossRef]
- Sui, N.; Yan, X.; Huang, T.; Xu, J.; Yuan, F.; Jing, Y. A Lightweight yet Sound-Proof Honeycomb Acoustic Metamaterial. Appl. Phys. Lett. 2015, 106, 171905. [Google Scholar] [CrossRef]
- Yang, H.; Ng, B.; Yu, H.; Liang, H.; Kwok, C.; Lai, F. Mechanical Properties Study on Sandwich Hybrid Metal/(Carbon, Glass) Fiber Reinforcement Plastic Composite Sheet. Adv. Compos. Hybrid Mater. 2022, 5, 83–90. [Google Scholar] [CrossRef]
- Cho, J.; Koo, J.; Jung, H. A Lightweight Design Approach for an EMU Carbody using a Material Selection Method and Size Optimization. J. Mech. Sci. Tech. 2016, 30, 673–681. [Google Scholar] [CrossRef]
- Liu, J.; Zhu, X.; Li, T.; Zhou, Z.; Wu, L.; Ma, L. Experimental Study on the Low Velocity Impact Responses of All-composite Pyramidal Truss Core Sandwich Panel after High Temperature Exposure. Compos. Struct. 2014, 116, 670–681. [Google Scholar] [CrossRef]
- Birman, V.; Kardomateas, G. Review of Current Trends in Research and Applications of Sandwich Structures. Compos. Eng. 2018, 142, 221–240. [Google Scholar] [CrossRef]
- Li, H.; Hu, Y.; Huang, H.; Chen, J.; Zhao, M.; Li, B. Broadband Low-Frequency Vibration Attenuation in 3D Printed Composite Meta-Lattice Sandwich Structures. Compos. Eng. 2021, 215, 108772. [Google Scholar] [CrossRef]
- Ma, J.; Dai, H.; Chai, S.; Chen, Y. Energy Absorption of Sandwich Structures with a Kirigami-Inspired Pyramid Foldcore under Quasi-static Compression and Shear. Mater. Des. 2021, 206, 109808. [Google Scholar] [CrossRef]
- Ling, C.; Cernichi, A.; Gilchrist, M.; Cardiff, P. Mechanical Behavior of Additively-Manufactured Polymeric Octet-Truss Lattice Structures under Quasi-Static and Dynamic Compressive Loading. Mater. Des. 2019, 162, 106–118. [Google Scholar] [CrossRef]
- Dong, L.; Wadley, H. Shear Response of Carbon Fiber Composite Octet-Truss Lattice Structures. Compos. Part A Appl. Sci. Manufac. 2016, 81, 182–192. [Google Scholar] [CrossRef] [Green Version]
- Korshunova, N.; Alaimo, G.; Hosseini, S.; Carraturo, M.; Reali, A.; Niiranen, J.; Auricchio, F.; Rank, E.; Kollmannsberger, S. Bending Behavior of Octet-Truss Lattice Structures: Modelling Options, Numerical Characterization and Experimental Validation. Mater. Des. 2021, 205, 109693. [Google Scholar] [CrossRef]
- Saito, K.; Nojima, T. Modeling of New Light-Weight, Rigid Core Panels Based on Geometric Plane Tilings and Space Fillings. Trans. JSME 2007, 73, 1302–1308. (In Japanese) [Google Scholar] [CrossRef] [Green Version]
- Aba, A.; Terada, K.; Yashiro, H.; Hagiwara, I. Characteristics of Truss Core Created by Origami Forming Method. In Proceedings of the ASME 2019 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Anaheim, CA, USA, 18–21 August 2019. [Google Scholar]
- Terada, K.; Tokura, S.; Sato, H.; Makita, A.; Hagiwara, I. Evaluation of the Bending Stiffness on Assembled Light Weight and High Strength Panel. Trans. JSME 2015, 81, 828. (In Japanese) [Google Scholar]
- Ullah, I.; Brandt, M.; Feih, S. Failure and Energy Absorption Characteristics of Advanced 3D Truss Core Structures. Mater. Des. 2016, 92, 937–948. [Google Scholar] [CrossRef]
- Xu, G.; Yang, F.; Zeng, T.; Cheng, S.; Wang, Z. Bending Behavior of Graded Corrugated Truss Core Composite Sandwich Beams. Compos. Struct. 2016, 138, 342–351. [Google Scholar] [CrossRef]
- Fabian, M.; Marlon, H.; Erman, T. Interaction of Process Parameters, Forming Mechanisms, and Residual Stresses in Single Point Incremental Forming. Metals 2020, 10, 656. [Google Scholar]
- Oliverira, M.; Fernandes, J. Modelling and Simulation of Sheet Metal Forming Processes. Metals 2019, 9, 1356. [Google Scholar]
- Dehghani, F.; Salimi, M. Analytical and Experimental Analysis of the Formability of Copper-Stainless-Steel 304L Clad Metal Sheets in Deep Drawing. Int. J. Adv. Manufact. Tech. 2016, 82, 163–177. [Google Scholar] [CrossRef]
- Atrian, A.; Fereshteh, F. Deep Drawing Process of Steel/brass Laminated Sheets. Compos. Eng. 2013, 47, 75–81. [Google Scholar] [CrossRef]
- Tokura, S.; Hagiwara, I. Process Simulation of Truss Core Panel. J. Comput. Sci. Tech. 2010, 4, 25–35. [Google Scholar] [CrossRef] [Green Version]
- Saito, K.; Nojima, T.; Hagiwara, I. Relation between Geometrical Patterns and Mechanical Properties in Newly Developed Light-Weight Core Panels. Trans. JSME 2008, 74, 1580–1586. (In Japanese) [Google Scholar] [CrossRef] [Green Version]
- Saito, K.; Nojima, T.; Morimura, H.; Hagiwara, I. Evaluation of Bending Rigidity in Newly Developed Light-weight Core Panels. Trans. JSME 2009, 75, 259–265. (In Japanese) [Google Scholar] [CrossRef] [Green Version]
- Li, M.; Li, F.; Jing, X. Active Vibration Control of Composite Pyramidal Lattice Truss Core Sandwich Plates. J. Aerosp. Eng. 2018, 31, 04017097. [Google Scholar] [CrossRef]
- Xia, Z.; Zhao, X.; Hagiwara, I. A Simulation Approach to Improve Forming limitation of Truss core Panel. Appl. Mech. Mater. 2011, 121, 2417–2475. [Google Scholar] [CrossRef]
- Yang, Y.; Zhao, X.; Tokura, S.; Hagiwara, I. Crash Energy Absorption Improvement of Lightweight Structure by Using Truss Core Panel. Trans. JSME 2014, 80, 815. (In Japanese) [Google Scholar] [CrossRef] [Green Version]


















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, Z.; Kong, C.; Zhao, W.; Guan, J.; Zhao, X. Intermediate Model Design in the Progressive Stamping Process of a Truss Core Lightweight Panel. Appl. Sci. 2022, 12, 4002. https://doi.org/10.3390/app12084002
Tian Z, Kong C, Zhao W, Guan J, Zhao X. Intermediate Model Design in the Progressive Stamping Process of a Truss Core Lightweight Panel. Applied Sciences. 2022; 12(8):4002. https://doi.org/10.3390/app12084002
Chicago/Turabian StyleTian, Zhilei, Chenghai Kong, Wei Zhao, Jingchao Guan, and Xilu Zhao. 2022. "Intermediate Model Design in the Progressive Stamping Process of a Truss Core Lightweight Panel" Applied Sciences 12, no. 8: 4002. https://doi.org/10.3390/app12084002