
Recycled Polyethylene Fibres for Structural Concrete

 ,
,  , ,
, ,  ,
,  , and
, and 
Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
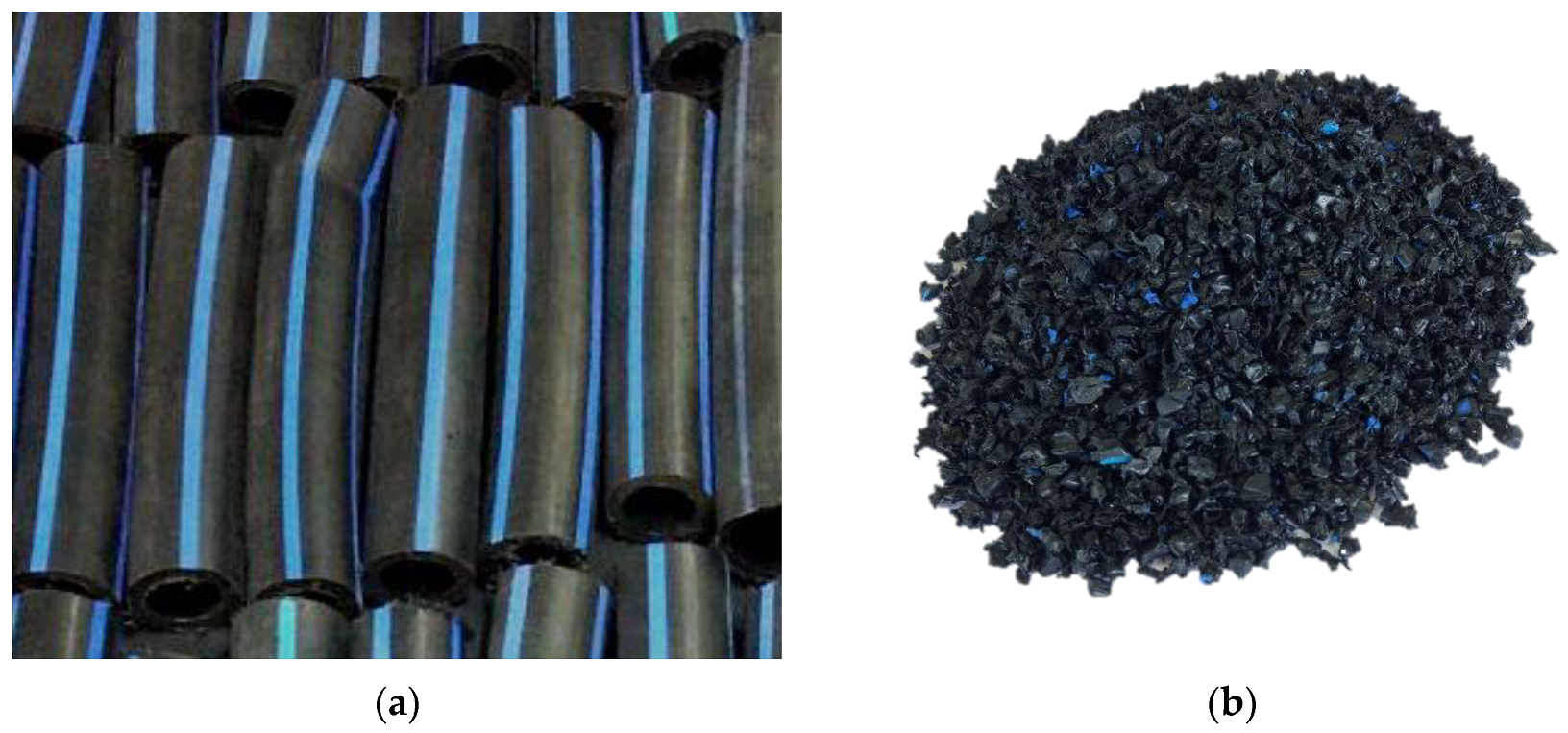
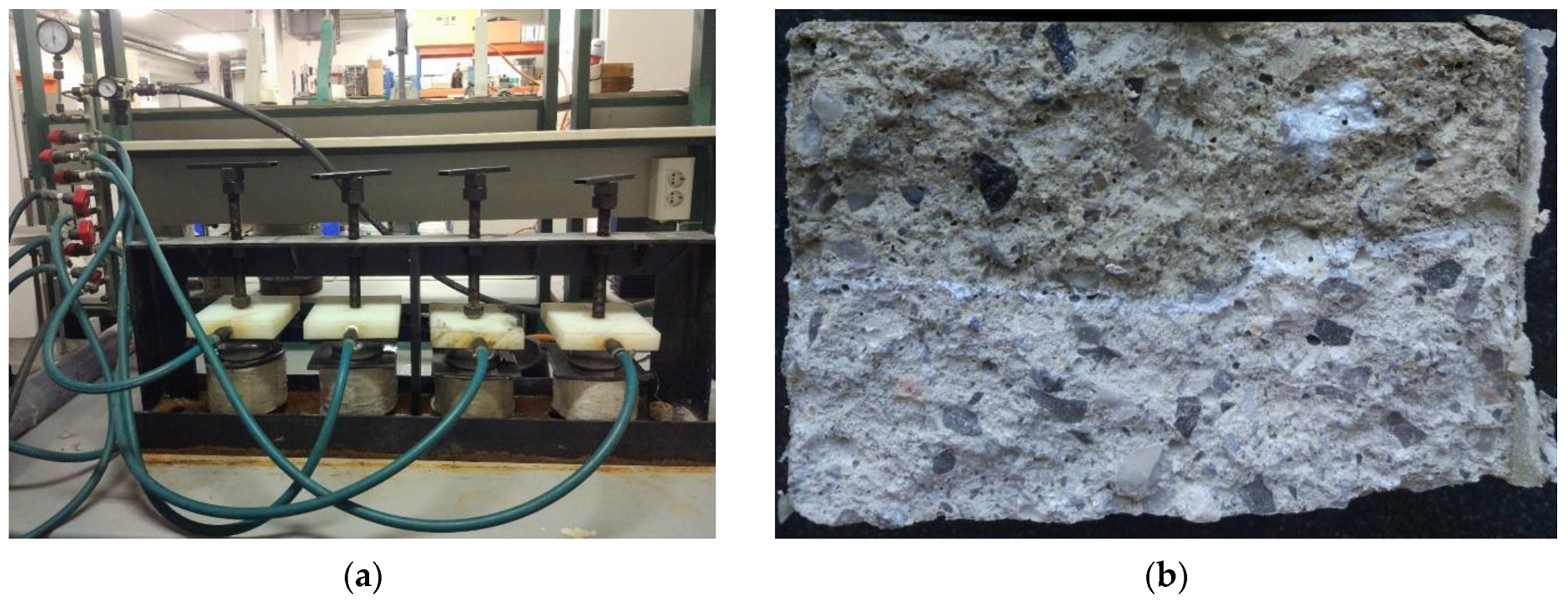
2.1. Recycling Process
2.2. Polyethylene Properties
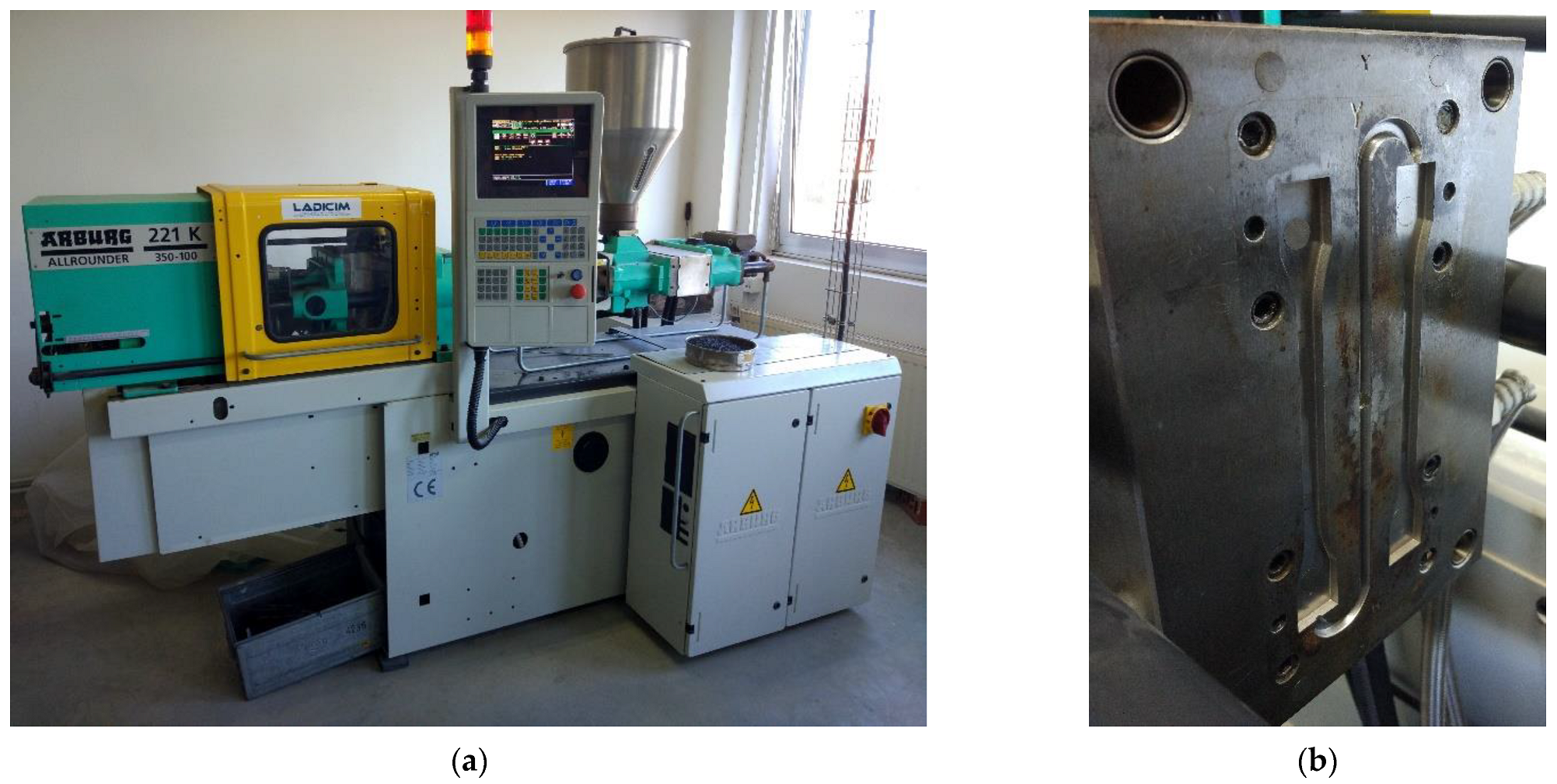
2.3. Fibre Manufacturing Process

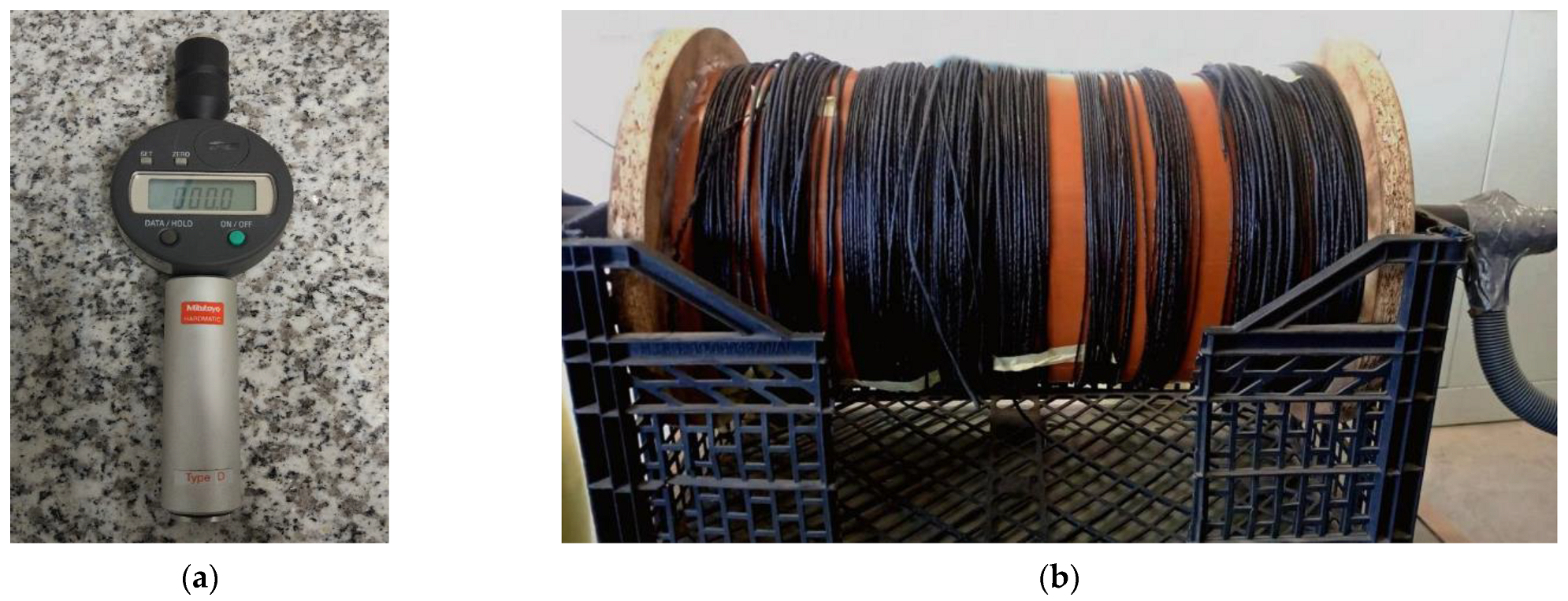
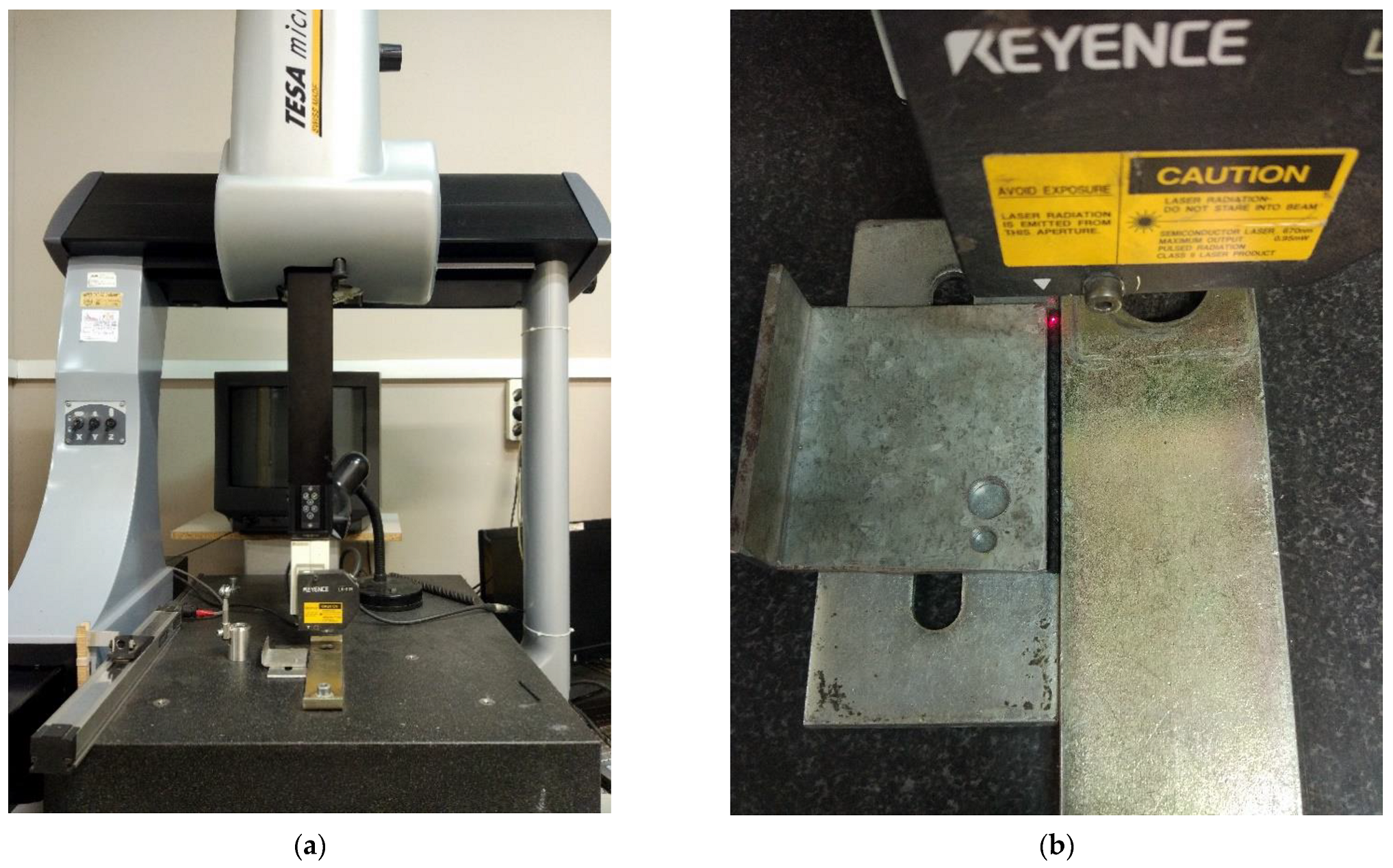
2.4. Characterisation of Recycled Fibres
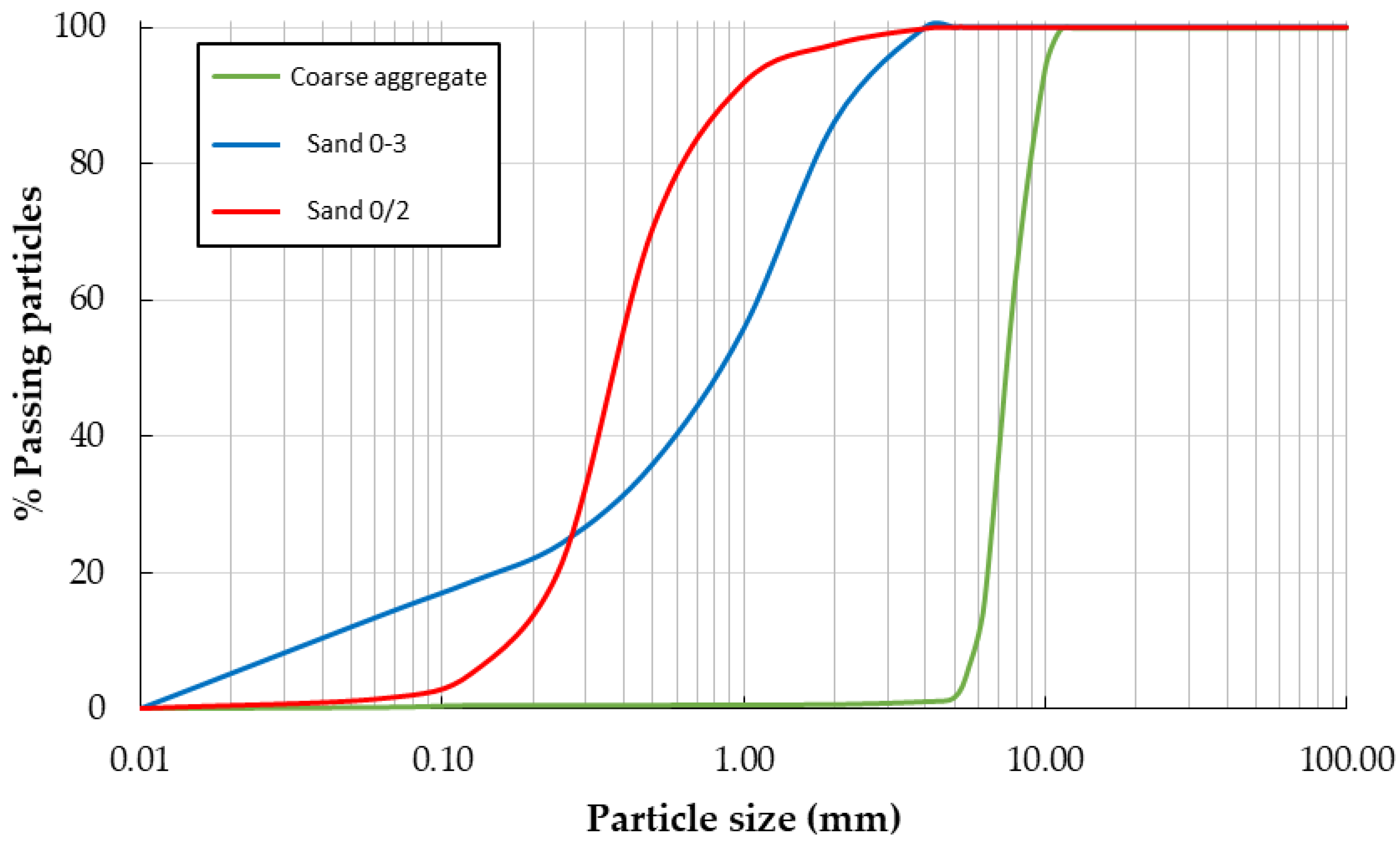
2.5. Concrete Mix Proportions
2.6. Workability Tests
2.7. Physical Properties
2.8. Mechanical Properties
2.9. Durability
3. Results and Discussion
3.1. Characterisation of Polyethylene before and after Recycling
3.1.1. Density
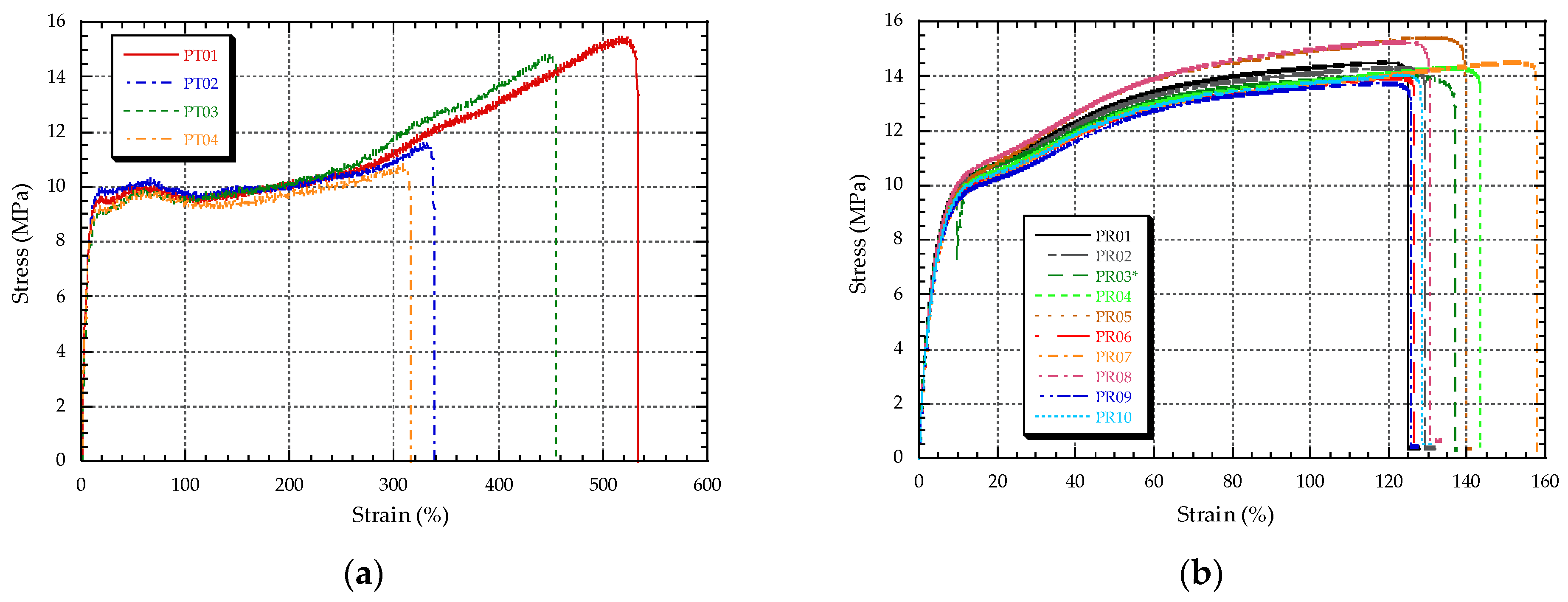
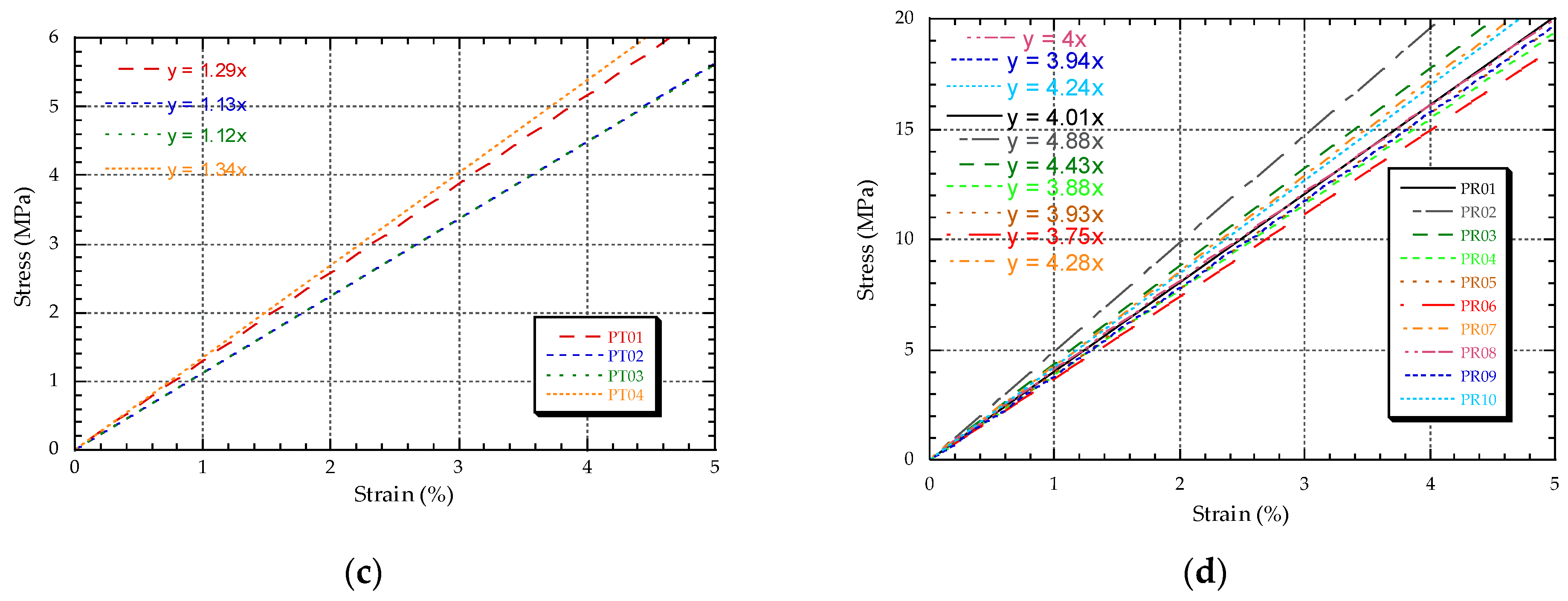
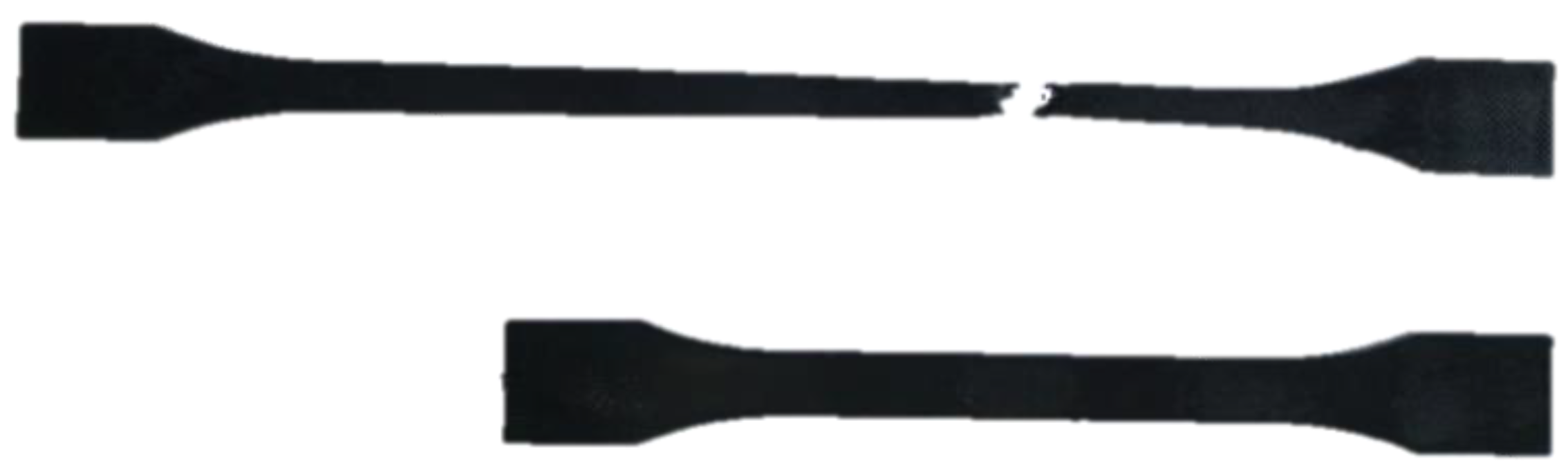
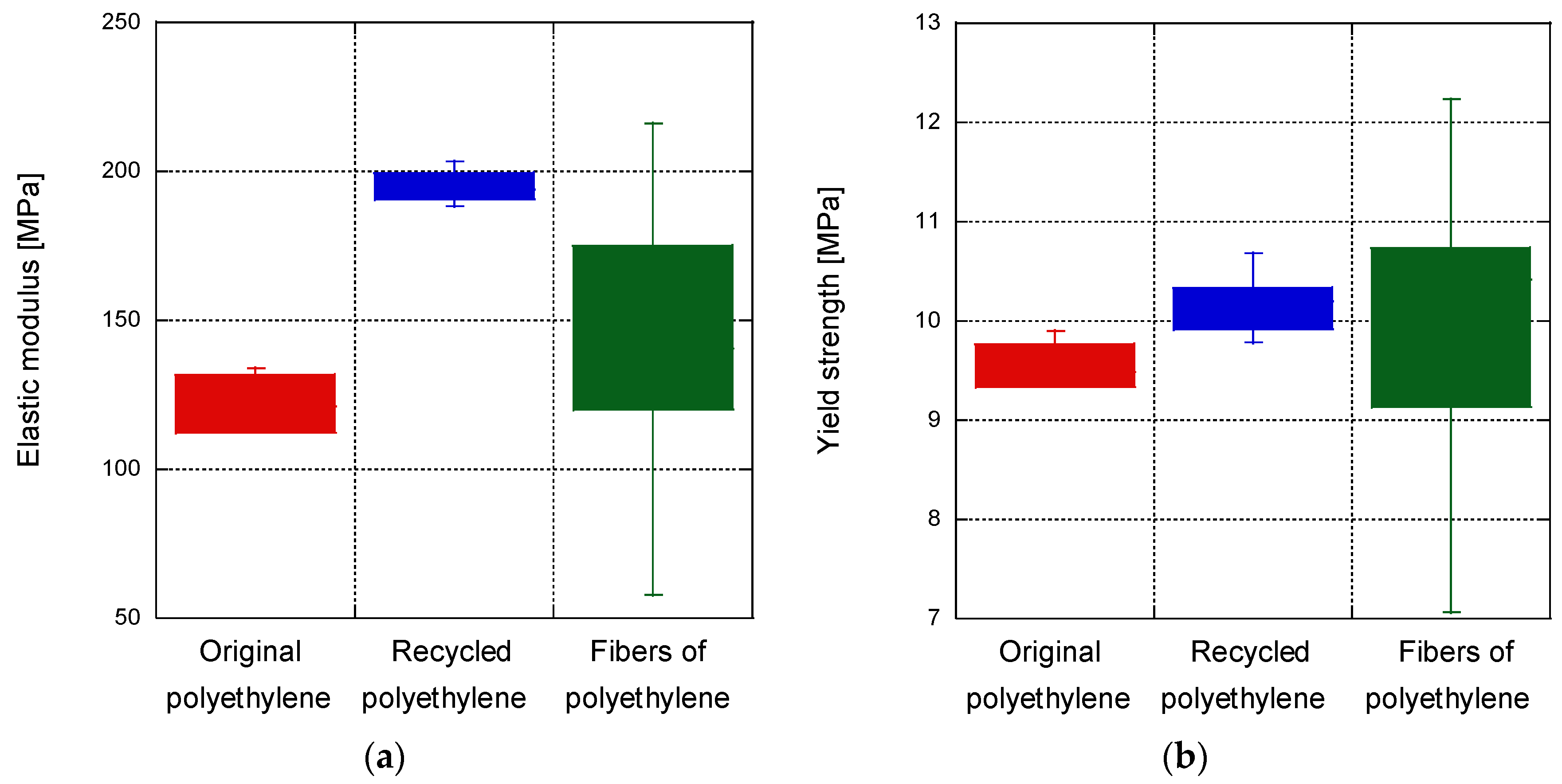
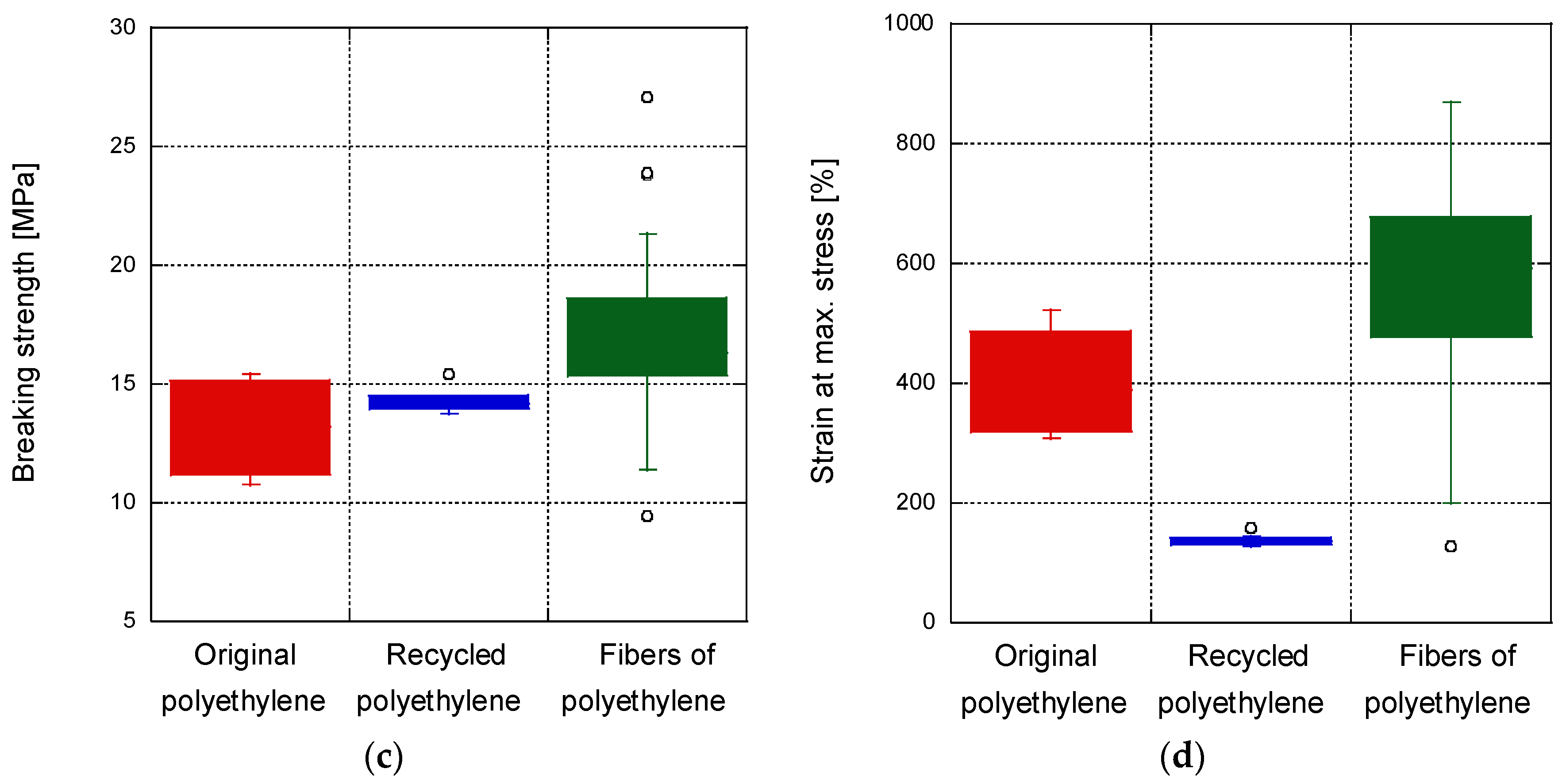
3.1.2. Mechanical Properties
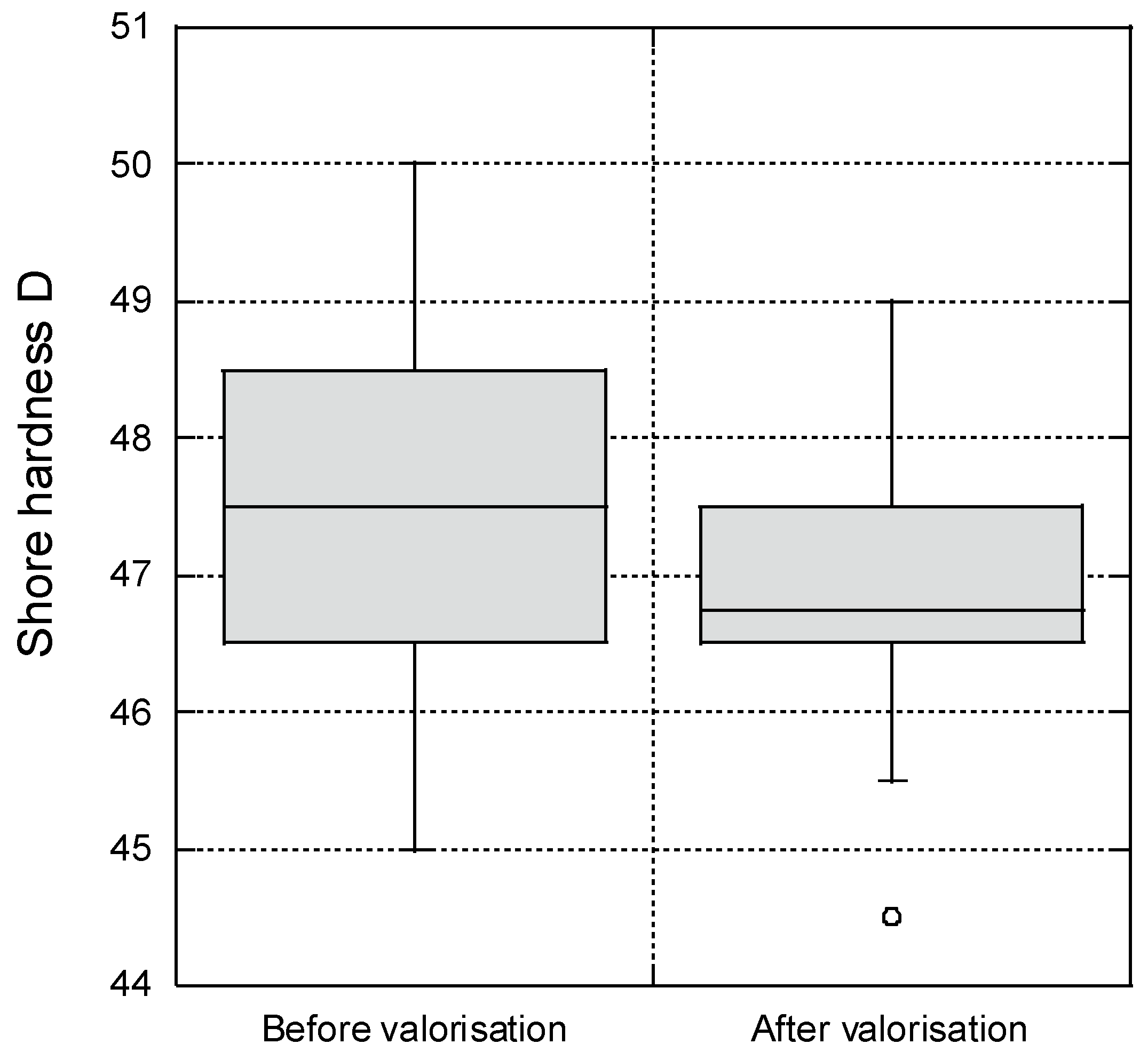
3.1.3. Hardness
3.2. Characterisation of Recycled Polyethylene Fibres
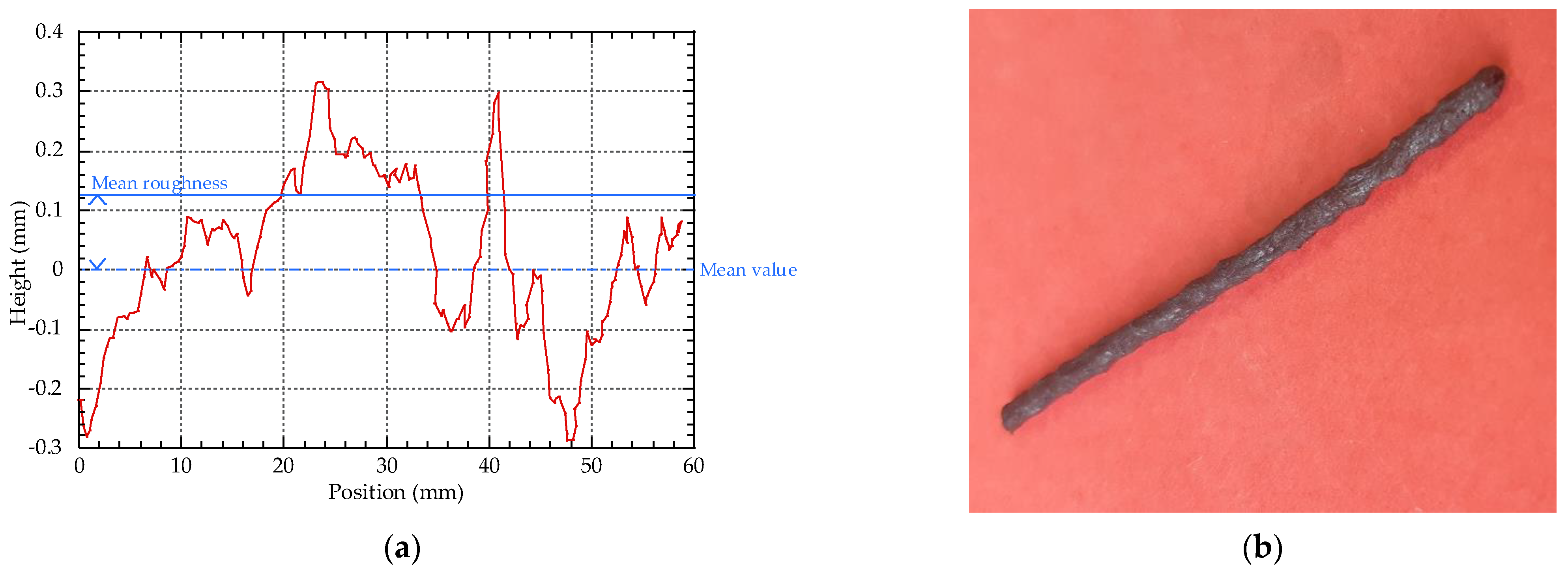
3.2.1. Geometric Properties of Recycled Fibres
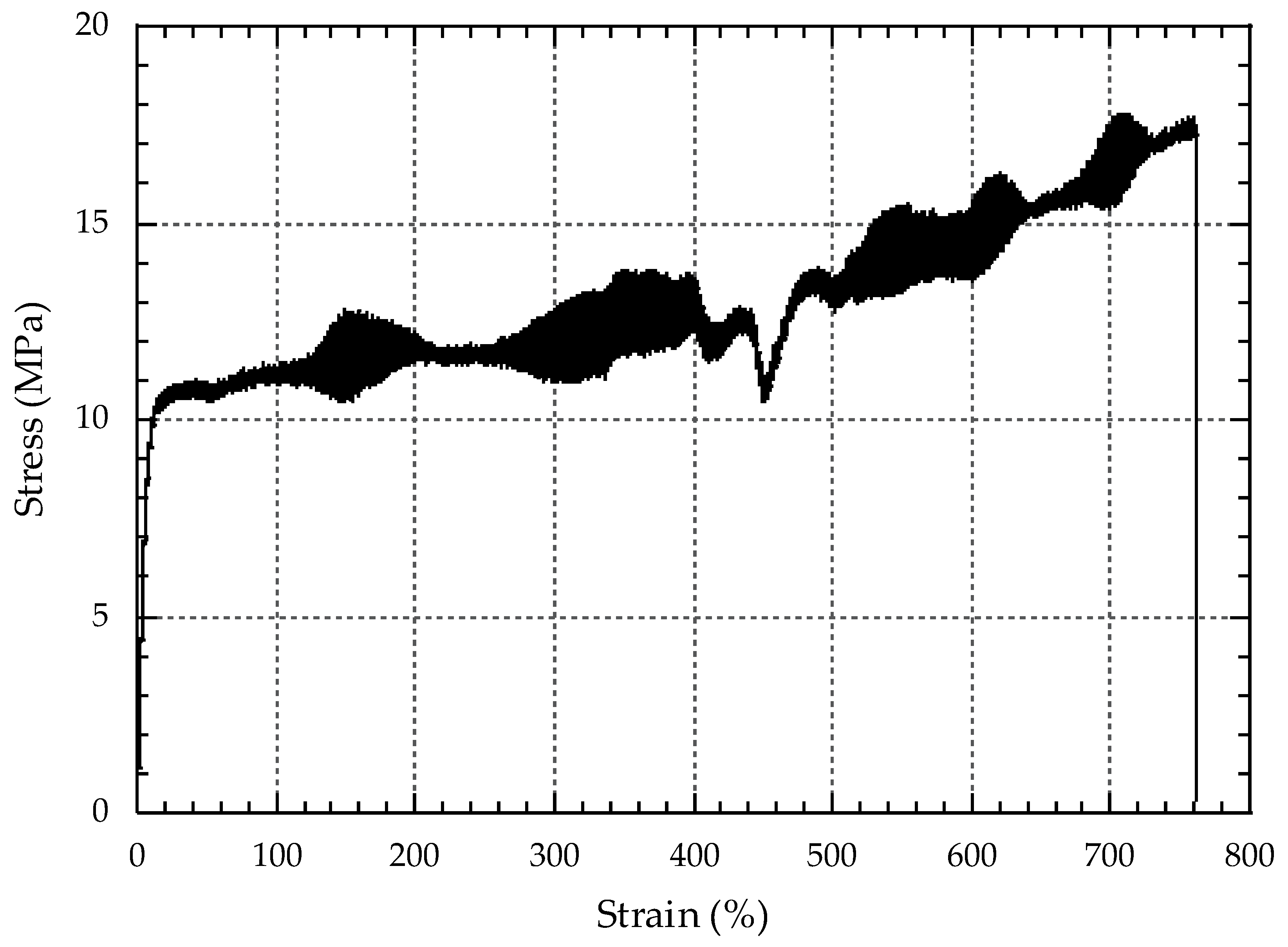
3.2.2. Fibre Tensile Strength
3.3. Comparison among the Properties of the Original Polyethylene, the Recycled One and of the Fibres
3.4. Concrete with Recycled Fibres
3.4.1. Concrete Workability
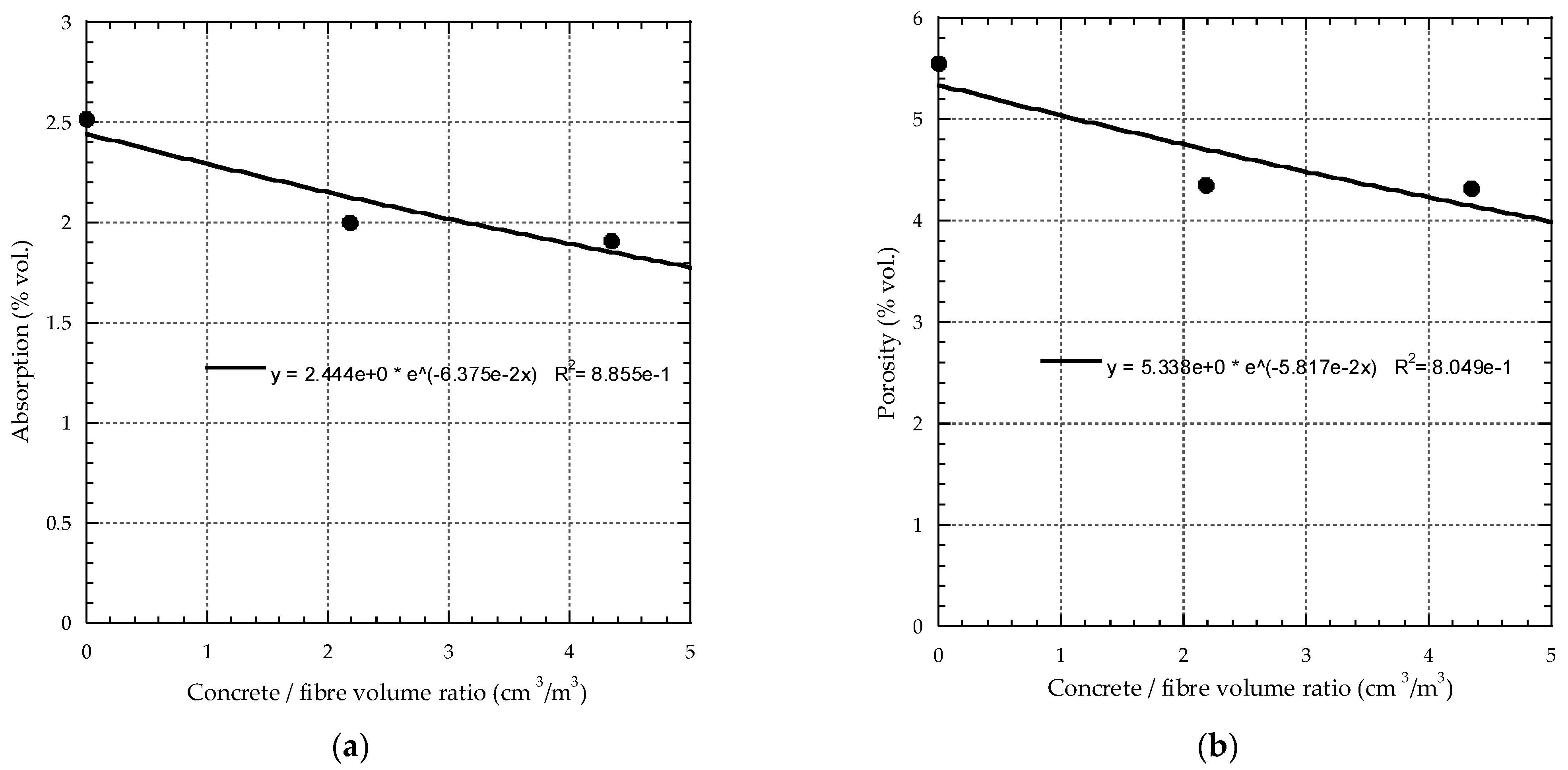
3.4.2. Physical Properties
3.4.3. Mechanical Properties
3.4.4. Durability
4. Conclusions
- The methodology followed for recycling the fibres does not adversely affect their mechanical behaviour; indeed, a material with better mechanical properties than the original one is obtained.
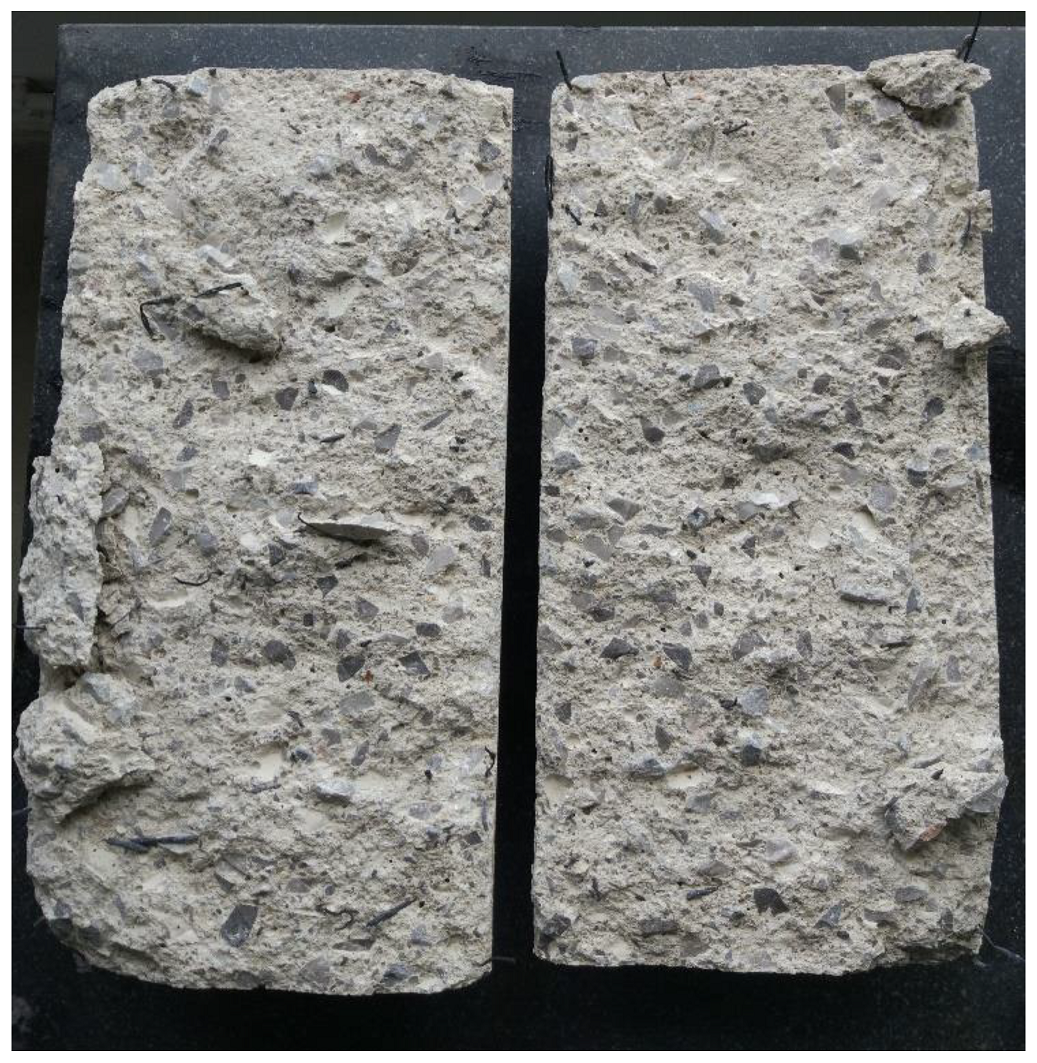
- The fibres obtained by injection have a very rough surface, which improves its adherence to the concrete.
- The addition of fibres to the concrete mix, in the proportions studied, produces a slight increase in the compressive strength of the concrete. This characteristic is linked to a 22% reduction in the porosity of the concrete.
- The tensile strength is one of the main advantages of the use of concrete reinforced with polyethylene fibres in comparison to the control concrete, since with 4 kg/m3 of fibres it is possible to increase resistance by 36.71%.
- Polyethylene fibres also demonstrate an excellent capacity for controlling cracks in concrete.
- A more thorough study of the durability of concrete with polyethylene fibres is required, as well as an analysis of the resistance of the fibres in an alkaline environment.
- Concretes with higher fibre percentages should be produced to check whether an increase in fibre content leads to an improvement in the tensile behaviour of the concrete.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Sainz-Aja, J.; Thomas, C.; Carrascal, I.; Polanco, J.A.; de Brito, J. Fast fatigue method for self-compacting recycled aggregate concrete characterization. J. Clean. Prod. 2020, 277, 123263. [Google Scholar] [CrossRef]
- Long, G.; Gao, Y.; Xie, Y. Designing more sustainable and greener self-compacting concrete. Constr. Build. Mater. 2015, 84, 301–306. [Google Scholar] [CrossRef]
- Sainz-Aja, J.; Carrascal, I.; Polanco, J.A.; Thomas, C. Fatigue failure micromechanisms in recycled aggregate mortar by μCT analysis. J. Build. Eng. 2019, 28, 101027. [Google Scholar] [CrossRef]
- de Brito, J.; Ferreira, J.G.; Pacheco, J.; Soares, D.; Guerreiro, M. Structural, material, mechanical and durability properties and behaviour of recycled aggregates concrete. J. Build. Eng. 2016, 6, 1–16. [Google Scholar] [CrossRef]
- Kou, S.; Poon, C.S. Enhancing the durability properties of concrete prepared with coarse recycled aggregate. Constr. Build. Mater. 2012, 35, 69–76. [Google Scholar] [CrossRef]
- Thomas, C.; Setién, J.; Polanco, J.A.; Alaejos, P.; De Juan, M.S. Durability of recycled aggregate concrete. Constr. Build. Mater. 2013, 40, 1054–1065. [Google Scholar] [CrossRef]
- Alexandridou, C.; Angelopoulos, G.N.; Coutelieris, F.A. Mechanical and durability performance of concrete produced with recycled aggregates from Greek construction and demolition waste plants. J. Clean. Prod. 2018, 176, 745–757. [Google Scholar] [CrossRef]
- Sainz-Aja, J.; Carrascal, I.; Polanco, J.A.; Thomas, C.; Sosa, I.; Casado, J.; Diego, S. Self-compacting recycled aggregate concrete using out-of-service railway superstructure wastes. J. Clean. Prod. 2019, 230, 945–955. [Google Scholar] [CrossRef]
- Kou, S.; Poon, C.S. Properties of self-compacting concrete prepared with coarse and fine recycled concrete aggregates. Cem. Concr. Compos. 2009, 31, 622–627. [Google Scholar] [CrossRef]
- Soares, D.; de Brito, J.; Ferreira, J.; Pacheco, J. Use of coarse recycled aggregates from precast concrete rejects: Mechanical and durability performance. Constr. Build. Mater. 2014, 71, 263–272. [Google Scholar] [CrossRef]
- Matias, D.; de Brito, J.; Rosa, A.; Pedro, D. Durability of Concrete with Recycled Coarse Aggregates: Influence of Superplasticizers. J. Mater. Civ. Eng. 2014, 26, 06014011. [Google Scholar] [CrossRef]
- Thomas, C.; de Brito, J.; Gil, V.; Sainz-Aja, J.; Cimentada, A. Multiple recycled aggregate properties analysed by X-ray microtomography. Constr. Build. Mater. 2018, 166, 171–180. [Google Scholar] [CrossRef] [Green Version]
- Thomas, C.; de Brito, J.; Cimentada, A.; Sainz-Aja, J. Macro- and micro- properties of multi-recycled aggregate concrete. J. Clean. Prod. 2019, 245, 118843. [Google Scholar] [CrossRef]
- Sainz-Aja, J.A.; Carrascal, I.A.; Polanco, J.A.; Sosa, I.; Thomas, C.; Casado, J.; Diego, S. Determination of the Optimum Amount of Superplasticizer Additive for Self-Compacting Concrete. Appl. Sci. 2020, 10, 3096. [Google Scholar] [CrossRef]
- Alyamaç, K.E.; Ghafari, E.; Ince, R. Development of eco-efficient self-compacting concrete with waste marble powder using the response surface method. J. Clean. Prod. 2017, 144, 192–202. [Google Scholar] [CrossRef]
- Yepes, V.; Martí, J.V.; García-Segura, T. Cost and CO2 emission optimization of precast–prestressed concrete U-beam road bridges by a hybrid glowworm swarm algorithm. Autom. Constr. 2015, 49, 123–134. [Google Scholar] [CrossRef]
- Sainz-Aja, J.; Thomas, C.; Polanco, J.A.; Carrascal, I. High-Frequency Fatigue Testing of Recycled Aggregate Concrete. Appl. Sci. 2019, 10, 10. [Google Scholar] [CrossRef] [Green Version]
- Merli, R.; Preziosi, M.; Acampora, A.; Lucchetti, M.C.; Petrucci, E. Recycled fibers in reinforced concrete: A systematic literature review. J. Clean. Prod. 2020, 248, 119207. [Google Scholar] [CrossRef]
- de Luna, A.M.; Shaikh, F.U.A. Anisotropy and bond behaviour of recycled Polyethylene terephthalate (PET) fibre as concrete reinforcement. Constr. Build. Mater. 2020, 265, 120331. [Google Scholar] [CrossRef]
- Chen, M.; Zhong, H.; Chen, L.; Zhang, Y.; Zhang, M. Engineering properties and sustainability assessment of recycled fibre reinforced rubberised cementitious composite. J. Clean. Prod. 2021, 278, 123996. [Google Scholar] [CrossRef]
- Gu, L.; Ozbakkaloglu, T. Use of recycled plastics in concrete: A critical review. Waste Manag. 2016, 51, 19–42. [Google Scholar] [CrossRef] [PubMed]
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef] [Green Version]
- PlasticsEurope. Plásticos–Situación en 2018. 2018. Available online: https://plasticseurope.org/es/wp-content/uploads/sites/4/2021/11/Plastics_the_facts-Mar2019-esp.pdf (accessed on 8 March 2022).
- Eriksen, M.; Lebreton, L.C.M.; Carson, H.S.; Thiel, M.; Moore, C.J.; Borerro, J.C.; Galgani, F.; Ryan, P.G.; Reisser, J. Plastic Pollution in the World’s Oceans: More than 5 Trillion Plastic Pieces Weighing over 250,000 Tons Afloat at Sea. PLoS ONE 2014, 9, e111913. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lebreton, L.; Slat, B.; Ferrari, F.; Sainte-Rose, B.; Aitken, J.; Marthouse, R.; Hajbane, S.; Cunsolo, S.; Schwarz, A.; Levivier, A.; et al. Evidence that the Great Pacific Garbage Patch is rapidly accumulating plastic. Sci. Rep. 2018, 8, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Tuladhar, R.; Yin, S. Sustainability of Using Recycled Plastic Fiber in Concrete; Elsevier Ltd.: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Collins, M.N.; Nechifor, M.; Tanasă, F.; Zănoagă, M.; McLoughlin, A.; Stróżyk, M.A.; Culebras, M.; Teacă, C.-A. Valorization of lignin in polymer and composite systems for advanced engineering applications–A review. Int. J. Biol. Macromol. 2019, 131, 828–849. [Google Scholar] [CrossRef]
- Bajwa, D.S.; Pourhashem, G.; Ullah, A.H.; Bajwa, S.G. A concise review of current lignin production, applications, products and their environmental impact. Ind. Crop. Prod. 2019, 139, 111526. [Google Scholar] [CrossRef]
- Surendranath, A.; Ramana, P. Valorization of bakelite plastic waste aimed at auxiliary comprehensive concrete. Constr. Build. Mater. 2022, 325, 126851. [Google Scholar] [CrossRef]
- Marzouk, O.Y.; Dheilly, R.-M.; Queneudec, M. Valorization of post-consumer waste plastic in cementitious concrete composites. Waste Manag. 2007, 27, 310–318. [Google Scholar] [CrossRef]
- Yazıcı, Ş.; Inan, G.; Tabak, V. Effect of aspect ratio and volume fraction of steel fiber on the mechanical properties of SFRC. Constr. Build. Mater. 2007, 21, 1250–1253. [Google Scholar] [CrossRef]
- Bentur, A.; Mindess, S. Synthetic Fibres. Fibre Reinf Cem Compos 60. 2007. Available online: https://www.researchgate.net›file.PostFileLoader.html (accessed on 8 March 2022).
- Sethunarayanan, R.; Chockalingam, S.; Ramanathan, R. Natural Fiber Reinforced Concrete Fiber Reinforced Concrete Fiber Reinforced Concrete. 2007. Available online: https://trid.trb.org/view/308742 (accessed on 8 March 2022).
- Bolat, H.; Şimşek, O.; Çullu, M.; Durmuş, G.; Can, Ö. The effects of macro synthetic fiber reinforcement use on physical and mechanical properties of concrete. Compos. Part B Eng. 2014, 61, 191–198. [Google Scholar] [CrossRef]
- CEN (2008) EN 14889-2 “Fibres for Concrete-Part 2: Polymer Fibres-Definitions, Specifications and Conformity”. 2008. Available online: https://standards.iteh.ai/catalog/standards/cen/a0dbff10-1c26-4c5f-b9bb-4c2bba967dbf/pren-14889-2 (accessed on 8 March 2022).
- Fraternali, F.; Ciancia, V.; Chechile, R.; Rizzano, G.; Feo, L.; Incarnato, L. Experimental study of the thermo-mechanical properties of recycled PET fiber-reinforced concrete. Compos. Struct. 2011, 93, 2368–2374. [Google Scholar] [CrossRef]
- Bui, N.K.; Satomi, T.; Takahashi, H. Recycling woven plastic sack waste and PET bottle waste as fiber in recycled aggregate concrete: An experimental study. Waste Manag. 2018, 78, 79–93. [Google Scholar] [CrossRef] [PubMed]
- Corinaldesi, V.; Nardinocchi, A. Influence of type of fibers on the properties of high performance cement-based composites. Constr. Build. Mater. 2016, 107, 321–331. [Google Scholar] [CrossRef]
- Rostami, R.; Zarrebini, M.; Mandegari, M.; Sanginabadi, K.; Mostofinejad, D.; Abtahi, S.M. The effect of concrete alkalinity on behavior of reinforcing polyester and polypropylene fibers with similar properties. Cem. Concr. Compos. 2019, 97, 118–124. [Google Scholar] [CrossRef]
- Arunima, S. International Journal of Advance Engineering and Research Development Parametric study on fibrous concrete mixture made from e-waste PVC fibres. In Use of Recycled Plastics in Eco-Efficient Concrete; Woodhead Publishing: Sawston, CA, USA, 2017; pp. 149–158. [Google Scholar]
- Gull, I.; Subramanian, M.B. A New Paradigm on Experimental Investigation of Concrete for E- Plastic Waste Management. Int. J. Eng. Trends Technol. 2014, 10, 180–186. [Google Scholar] [CrossRef]
- Chaudhary, M.; Srivastava, V.; Agarwal, V.C. Effect of Waste Low Density Polyethylene on Mechanical Properties of Concrete. J. Acad. Ind. Res. 2014, 3, 123–126. [Google Scholar]
- Turlanbekov, A.; Kaish, A.B.M.A. Early Strength Properties of Concrete Incorporating Plastic Fibers Derived from Waste Plastic Bags. Lect. Notes Civ. Eng. 2019, 9, 417–422. [Google Scholar] [CrossRef]
- Alkraidi, A.A.J.; Ghani, R.A.A.R.; Kadhim, L.A.H.; Alasadi, L.A.M. Mechanical Properties of High-Density Polyethylene Fiber Concrete. Micron 2018, 55, 25–60. [Google Scholar]
- Pelisser, F.; Montedo, O.R.K.; Gleize, P.; Roman, H.R. Mechanical properties of recycled PET fibers in concrete. Mater. Res. 2012, 15, 679–686. [Google Scholar] [CrossRef]
- Borg, R.P.; Baldacchino, O.; Ferrara, L. Early age performance and mechanical characteristics of recycled PET fibre reinforced concrete. Constr. Build. Mater. 2016, 108, 29–47. [Google Scholar] [CrossRef] [Green Version]
- Kurup, A.R.; Kumar, K.S. Novel Fibrous Concrete Mixture Made from Recycled PVC Fibers from Electronic Waste. J. Hazard. Toxic Radioact. Waste 2016, 21, 04016020. [Google Scholar] [CrossRef]
- Pešić, N.; Živanović, S.; Garcia, R.; Papastergiou, P. Mechanical properties of concrete reinforced with recycled HDPE plastic fibres. Constr. Build. Mater. 2016, 115, 362–370. [Google Scholar] [CrossRef] [Green Version]
- Filho, J.A.A.S.; Lavorato, D.; Bergami, A.V.; Azeredo, J.R. Gcec 2017; Springer: Singapore, 2019. [Google Scholar]
- Foti, D. Preliminary analysis of concrete reinforced with waste bottles PET fibers. Constr. Build. Mater. 2011, 25, 1906–1915. [Google Scholar] [CrossRef]
- Meza, A.; Siddique, S. Effect of aspect ratio and dosage on the flexural response of FRC with recycled fiber. Constr. Build. Mater. 2019, 213, 286–291. [Google Scholar] [CrossRef]
- Shi, Y. Development of Recycled Polypropylene Plastic Fibres to Reinforce Concrete; Springer: Berlin/Heidelberg, Germany, 2015; p. 185. [Google Scholar]
- Kwan, W.H.; Ramli, M.; Cheah, C.B. Flexural strength and impact resistance study of fibre reinforced concrete in simulated aggressive environment. Constr. Build. Mater. 2014, 63, 62–71. [Google Scholar] [CrossRef]
- UNE-EN ISO 1183-1 U-E Plásticos. Métodos Para Determinar la Densidad de Plásticos no Celulares. Parte 1: Método de Inmersión, Método del Picnómetro Líquido y Método de Valoración. 2013. Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma/?c=N0051780 (accessed on 8 March 2022).
- UNE-EN ISO 527-1 U-E Plásticos. Determinación de las Propiedades en Tracción. Parte 1: Principios Generales. 2012. Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma?c=N0050307 (accessed on 8 March 2022).
- UNE-EN ISO 868 U-E Plásticos y Ebonita. Determinación de la Dureza de Indentación por Medio de un Durómetro (Dureza Shore). 2003. Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma?c=N0029620 (accessed on 8 March 2022).
- UNE-EN 14889-2 U-E Fibras Para Hormigón. Parte 2: Fibras Poliméricas. Definiciones, Especificaciones y Conformidad. 2008. Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma?c=N0040618 (accessed on 8 March 2022).
- UNE-EN ISO 4287 U-E Especificación Geométrica de Productos (GPS). Calidad Superficial: Método del Perfil. Términos, Definiciones y Parámetros del Estado Superficial. 1999. Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma/?c=N0013484 (accessed on 8 March 2022).
- UNE-EN 197-1:2011 Cemento. Parte 1: Composición, Especificaciones y Criterios de Conformidad de los Cementos Comunes. Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma?c=N0048623 (accessed on 8 March 2022).
- UNE-EN 12350-2 U-E Ensayos de Hormigón Fresco. Parte 2: Ensayo de Asentamiento. 2009. Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma?c=N0044152 (accessed on 8 March 2022).
- UNE-EN 12390-7 U-E Ensayos de Hormigón Endurecido. Parte 7: Densidad del Hormigón Endurecido. 2009. Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma?c=N0043983 (accessed on 8 March 2022).
- UNE-EN 12390-3 U-E Ensayos de Hormigón Endurecido. Parte 3: Determinación de la Resistencia a Compresión de Probetas. 2009. Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma?c=N0043808 (accessed on 8 March 2022).
- UNE-EN 12390-6 U-E Ensayos de Hormigón endurecido. Parte 6: Resistencia a Tracción Indirecta de Probetas. 2010. Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma?c=N0046187 (accessed on 8 March 2022).
- UNE-83966 U-E Durabilidad del Hormigón. Métodos de Ensayo. Acondicionamiento de Probetas de Hormigón Para los Ensayos de Permeabilidad a Gases y Capilaridad. 2008. Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma?c=N0041387 (accessed on 8 March 2022).
- UNE-83981 U-E Durabilidad del Hormigón. Métodos de Ensayo. Determinación de la Permeabilidad al Oxígeno del Hormigón Endurecido. 2008. Available online: https://tienda.aenor.com/norma-une-83981-2008-n0041388 (accessed on 8 March 2022).
- UNE-EN 12390-8 U-E Ensayos de Hormigón Endurecido. Parte 8: Profundidad de Penetración de Agua Bajo Presión. 2009. Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma?c=N0048400 (accessed on 8 March 2022).
- Khaloo, A.; Raisi, E.M.; Hosseini, P.; Tahsiri, H. Mechanical performance of self-compacting concrete reinforced with steel fibers. Constr. Build. Mater. 2014, 51, 179–186. [Google Scholar] [CrossRef]
- Kang, S.T.; Lee, B.Y.; Kim, J.-K.; Kim, Y.Y. The effect of fibre distribution characteristics on the flexural strength of steel fibre-reinforced ultra high strength concrete. Constr. Build. Mater. 2011, 25, 2450–2457. [Google Scholar] [CrossRef]
- Chin, W.-K.; Liu, H.-T.; Lee, Y.-D. Effects of fiber length and orientation distribution on the elastic modulus of short fiber reinforced thermoplastics. Polym. Compos. 1988, 9, 27–35. [Google Scholar] [CrossRef]
- Haghgoo, M.; Ansari, R.; Hassanzadeh-Aghdam, M. Prediction of electrical conductivity of carbon fiber-carbon nanotube-reinforced polymer hybrid composites. Compos. Part B Eng. 2019, 167, 728–735. [Google Scholar] [CrossRef]
- Pipes, R.B.; McCullough, R.L.; Taggart, D.G. Behavior of discontinuous fiber composites: Fiber orientation. Polym. Compos. 1982, 3, 34–39. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | High Fibre Content | Low Fibre Content | |
|---|---|---|---|
| Material (kg/m3) | HFC | HRFP-4 | HRFP-2 |
| Cement | 350 | 350 | 350 |
| Water | 210 | 210 | 210 |
| Sand 0/2 | 800 | 800 | 800 |
| Sand 0/3 | 623 | 623 | 623 |
| Coarse aggregate 6/12 | 600 | 600 | 600 |
| Superplasticiser | 5.3 | 5.3 | 5.3 |
| Polyethylene fibres | - | 4 | 2 |
| Water/Cement | 0.6 | 0.6 | 0.6 |
| Elasticity Modulus (MPa) | Yield Strength (MPa) | Breaking Strength (MPa) | Strain under Max. Load (%) | |
|---|---|---|---|---|
| Material before valorisation | 121.93 | 9.55 | 13.16 | 425.62 |
| Material after valorisation | 194.80 | 10.17 | 14.28 | 136.77 |
| Mean Diameter (mm) | Mean Length (mm) | Density (g/cm3) | Mean Roughness (mm) | |
|---|---|---|---|---|
| Recycled fibres | 1.73 | 60 | 0.92 | 0.1173 |
| Mix | Cone (cm) |
|---|---|
| HFC | 24 |
| HRFP-2 | 23 |
| HRFP-4 | 23 |
| Mix | Bulk Specific Gravity (g/cm3) | Apparent Specific Gravity (g/cm3) | Absorption (%) | Porosity (%) |
|---|---|---|---|---|
| HFC | 2.20 | 2.33 | 2.52 | 5.55 |
| HRFP-2 | 2.18 | 2.28 | 2.00 | 4.35 |
| HRFP-4 | 2.26 | 2.36 | 1.91 | 4.31 |
| Mix | Age (Days) | Compressive Strength (MPa) | Tensile Splitting Strength (MPa) |
|---|---|---|---|
| HFC | 7 | 26.01 | 2.02 |
| 28 | 27.16 | 2.07 | |
| HRFP-2 | 7 | 27.52 | 2.99 |
| 28 | 28.84 | 2.20 | |
| HRFP-4 | 7 | 28.17 | 2.78 |
| 28 | 28.87 | 2.83 |
| Mix | Oxygen Permeability (m2) | Water Permeability (mm) |
|---|---|---|
| HFC | 4.33 × 10−18 | 59.85 |
| HRFP-2 | 6.32 × 10−18 | 67.51 |
| HRFP-4 | 6.74 × 10−18 | 52.41 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sainz-Aja, J.A.; Sanchez, M.; Gonzalez, L.; Tamayo, P.; Garcia del Angel, G.; Aghajanian, A.; Diego, S.; Thomas, C. Recycled Polyethylene Fibres for Structural Concrete. Appl. Sci. 2022, 12, 2867. https://doi.org/10.3390/app12062867
Sainz-Aja JA, Sanchez M, Gonzalez L, Tamayo P, Garcia del Angel G, Aghajanian A, Diego S, Thomas C. Recycled Polyethylene Fibres for Structural Concrete. Applied Sciences. 2022; 12(6):2867. https://doi.org/10.3390/app12062867
Chicago/Turabian StyleSainz-Aja, Jose A., Marcos Sanchez, Laura Gonzalez, Pablo Tamayo, Gilberto Garcia del Angel, Ali Aghajanian, Soraya Diego, and Carlos Thomas. 2022. "Recycled Polyethylene Fibres for Structural Concrete" Applied Sciences 12, no. 6: 2867. https://doi.org/10.3390/app12062867