
Development of Passive Fire Protection Mortars


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Compositions
2.2. Experimental Program
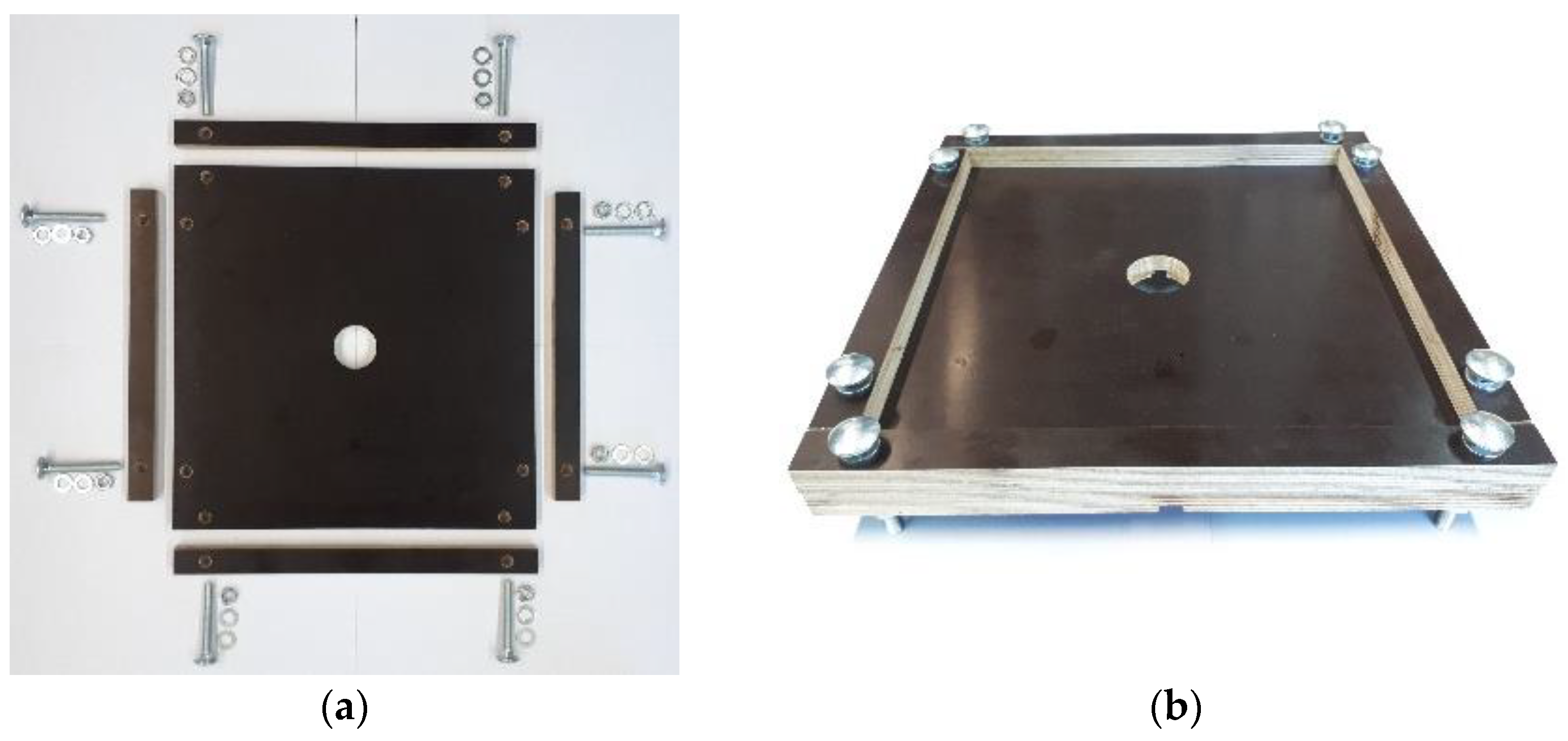
2.3. Preparation of the Specimens
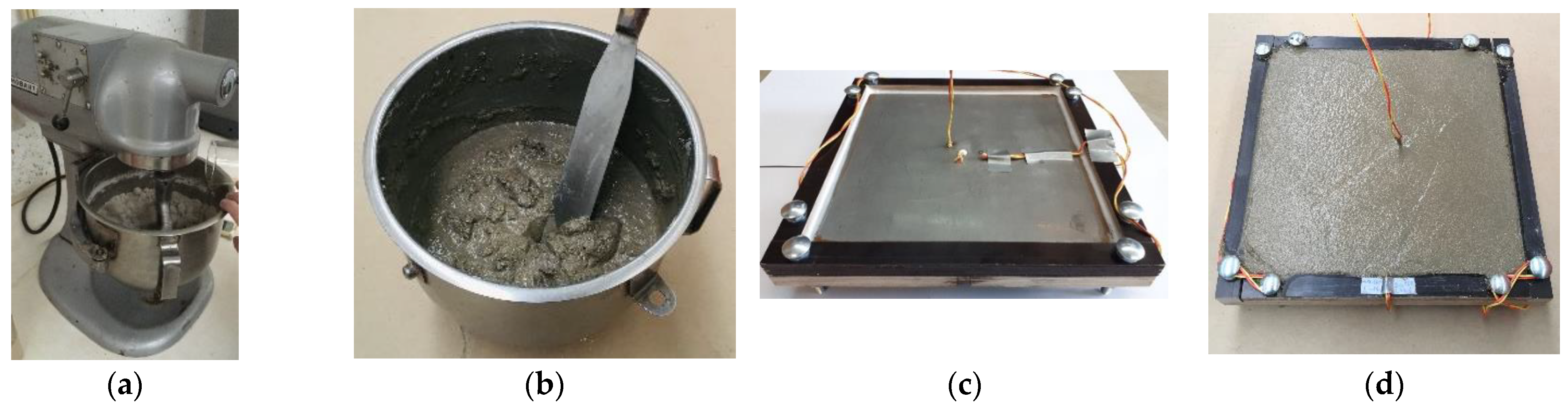
- The raw materials were weighed and placed inside the mixer container.
- Then, the mixer was put into operation for 5 min at a slow speed (136 rotations per minute). At the same time, the corresponding amount of water was added, with a constant flow rate to guarantee the homogeneous addition of water in the whole mortar.
- After this procedure, the mortar was manually kneaded with a spatula to remove parts of the mortar that were on the walls of the container and thus homogenize the mixture, then returning the container to the mixer for another 2 min.
- The mortar was placed inside the mould (Figure 2).
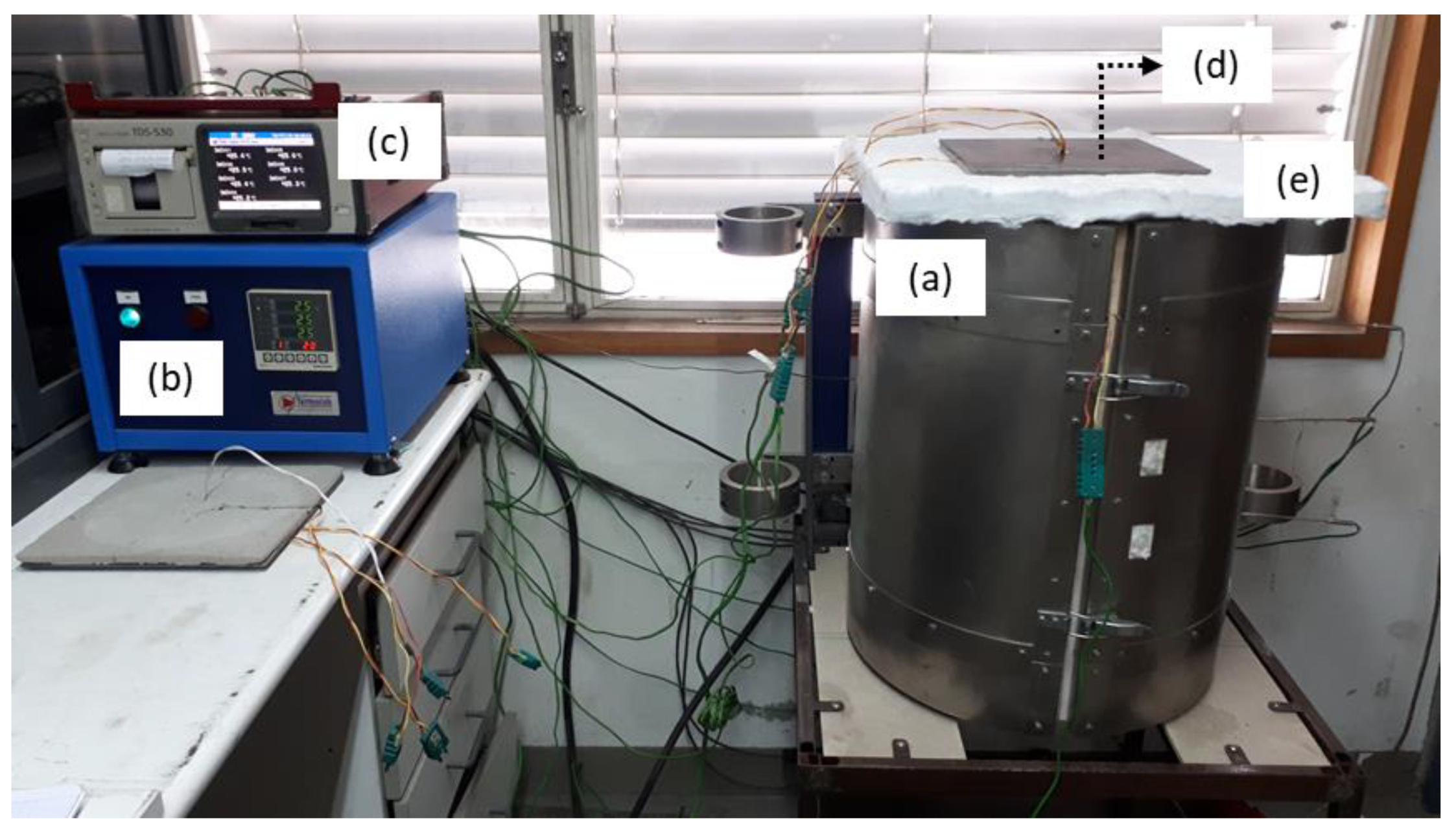
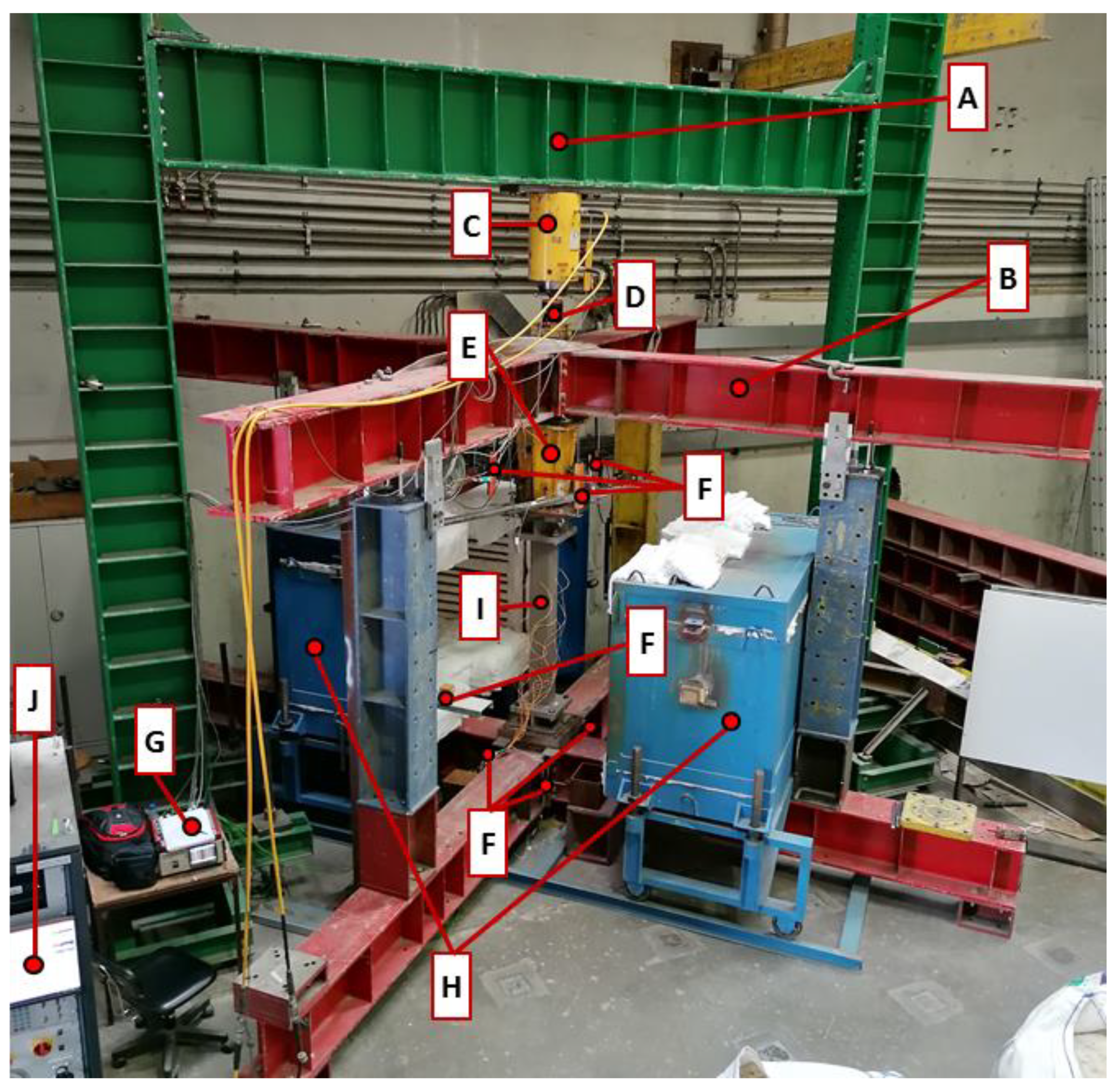
2.4. Experimental Testing System and Procedure
3. Results and Discussion
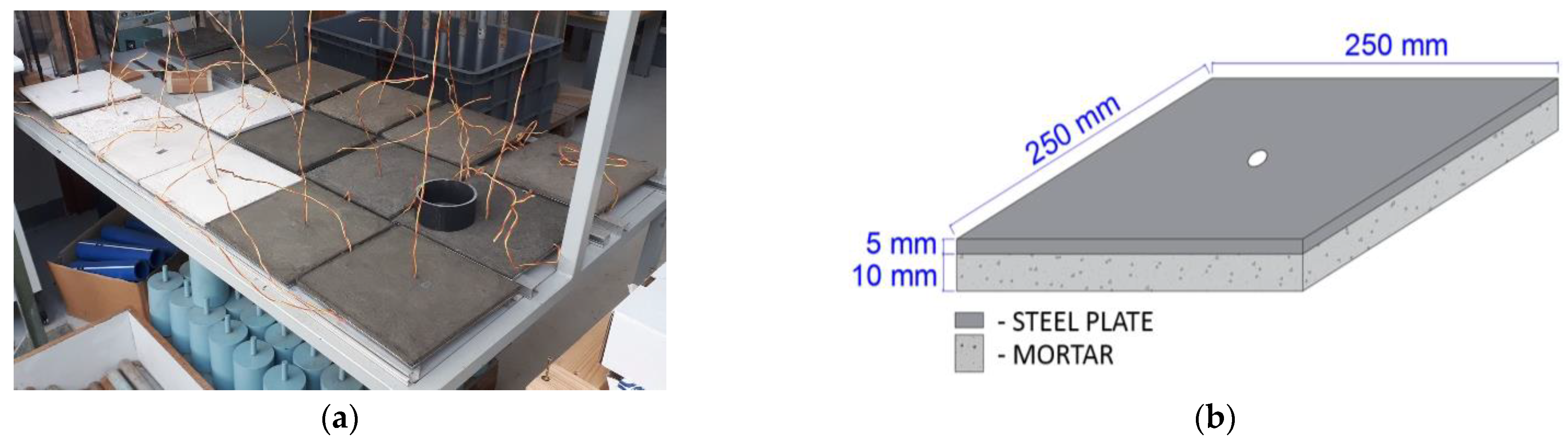
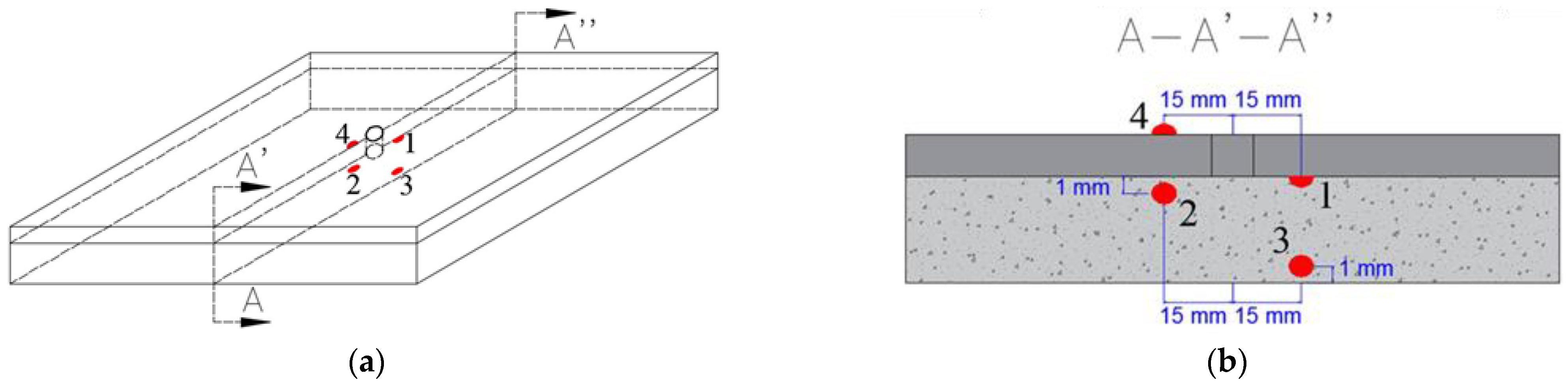
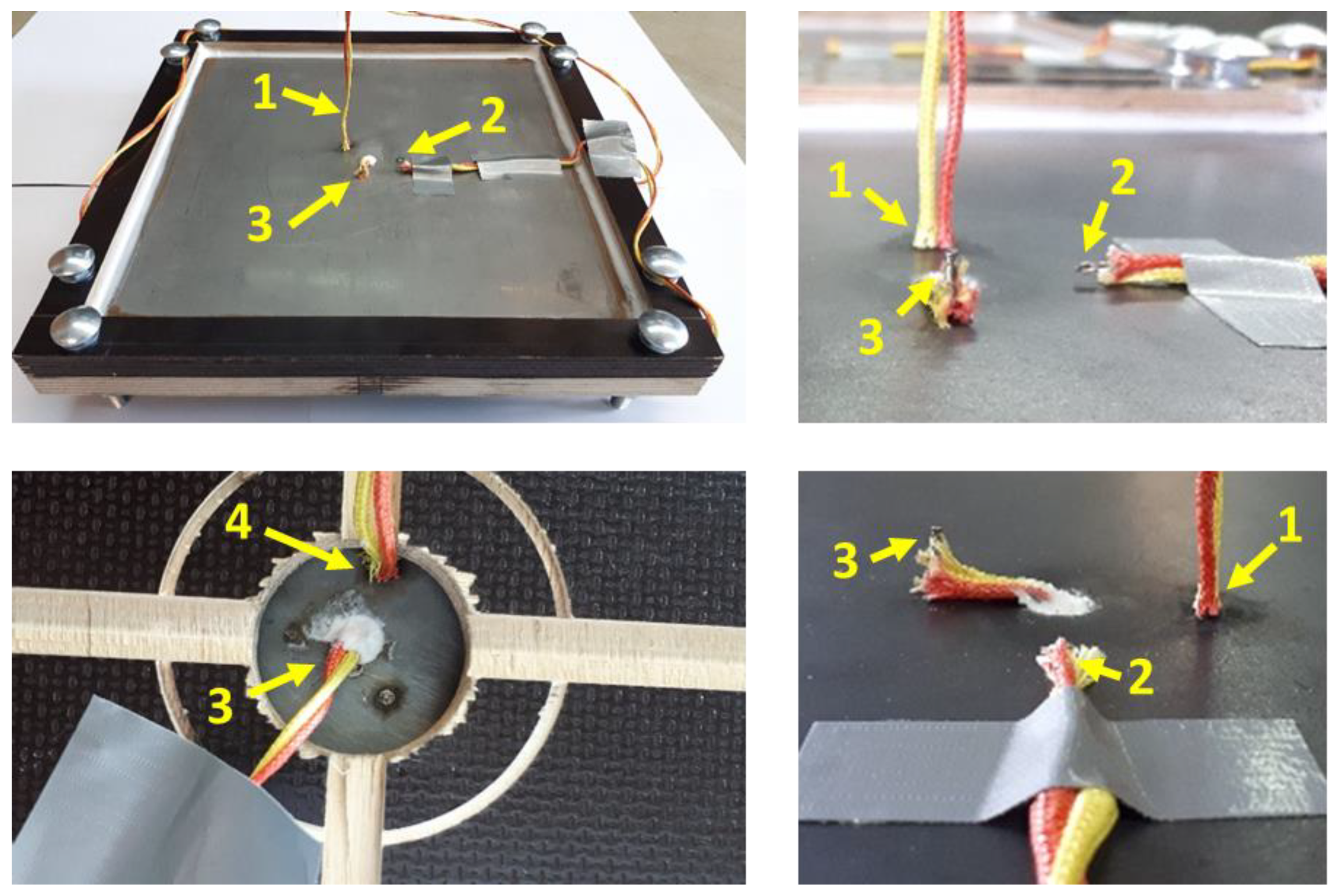
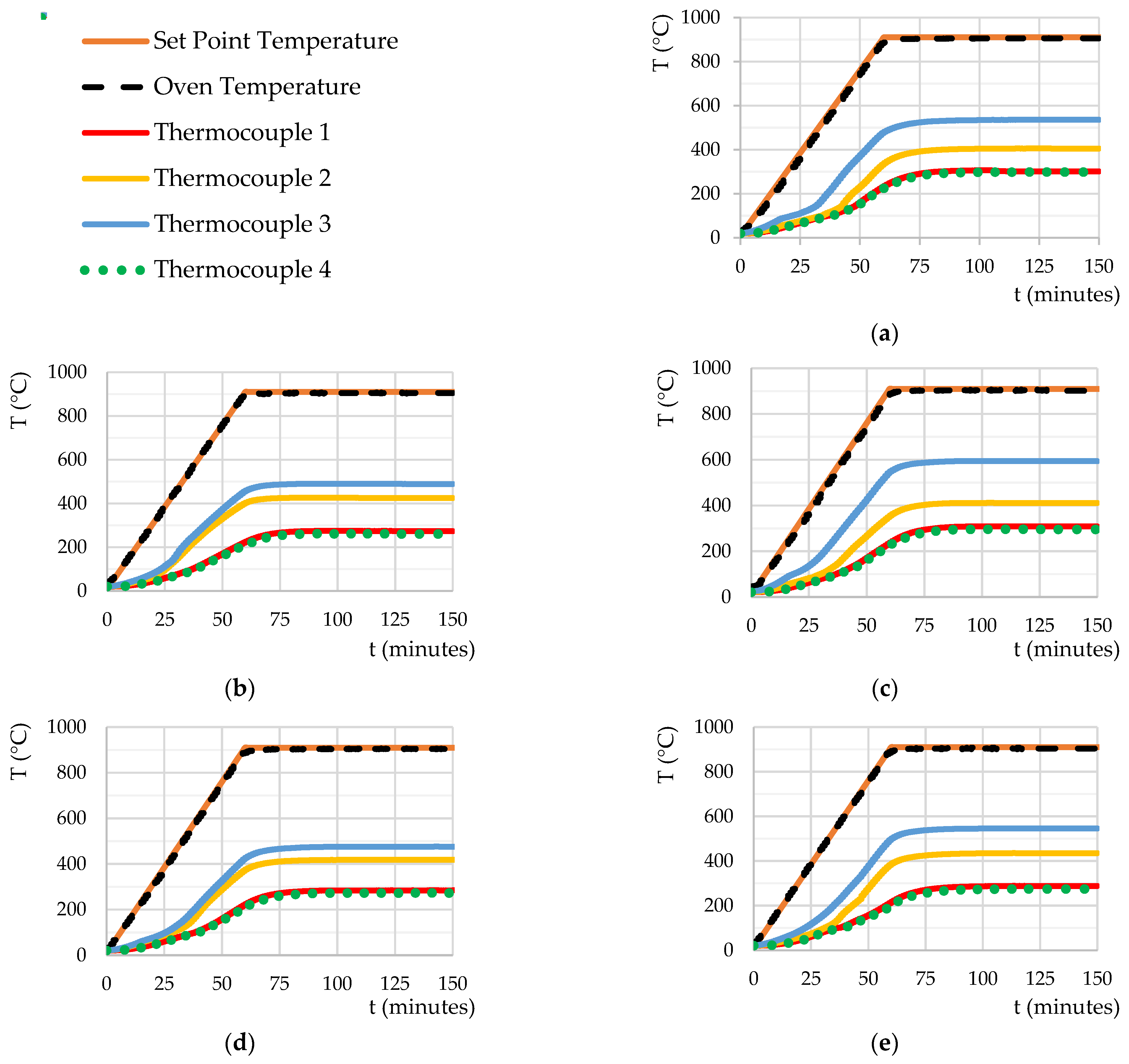
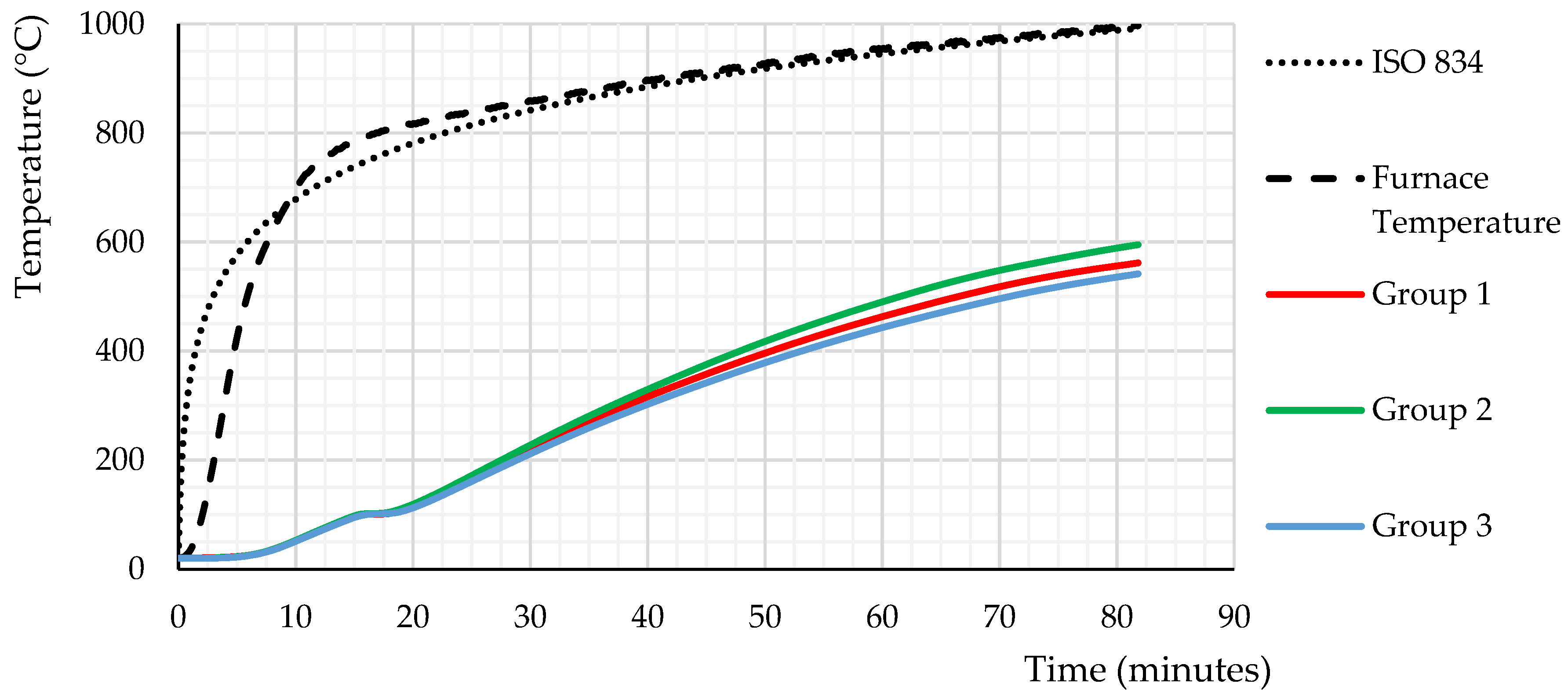
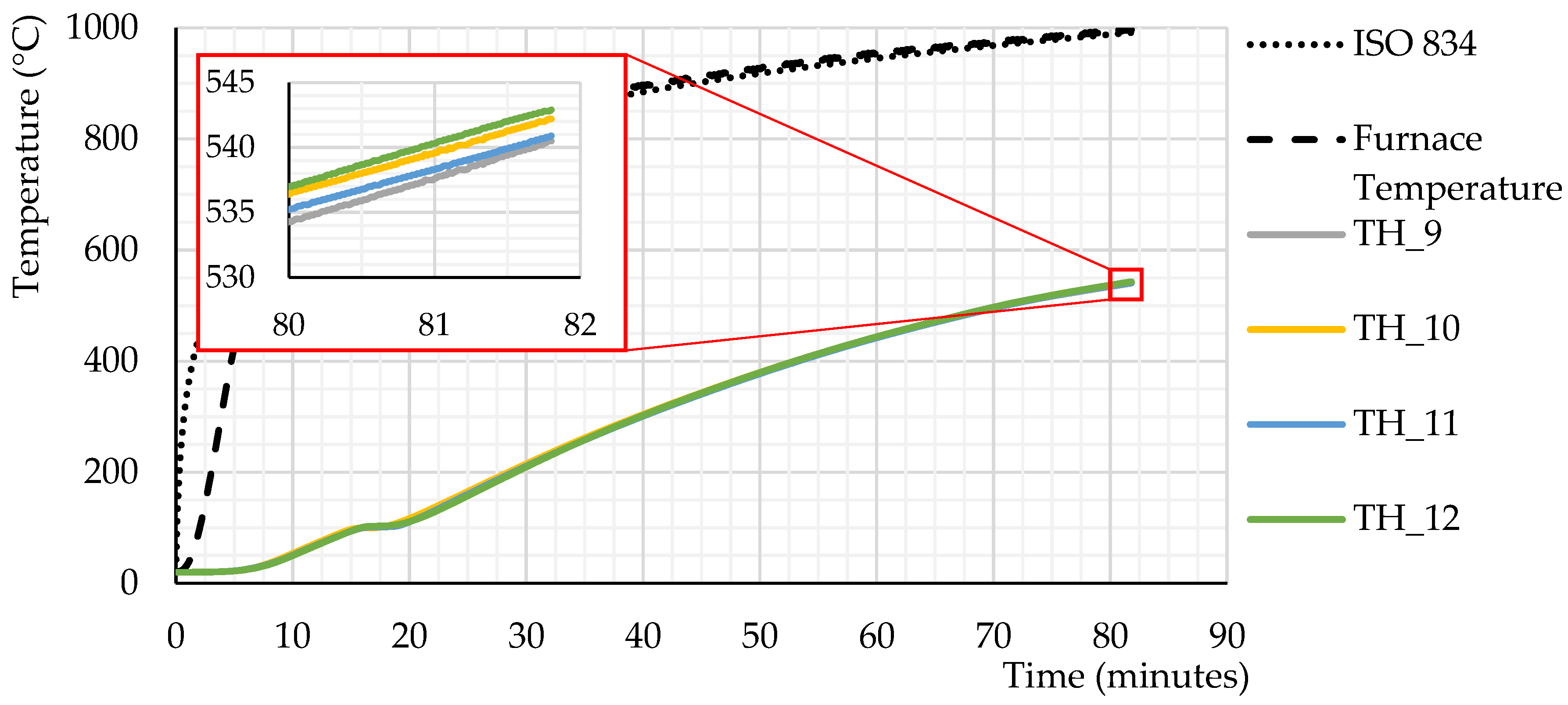
3.1. Steel Plate Specimens
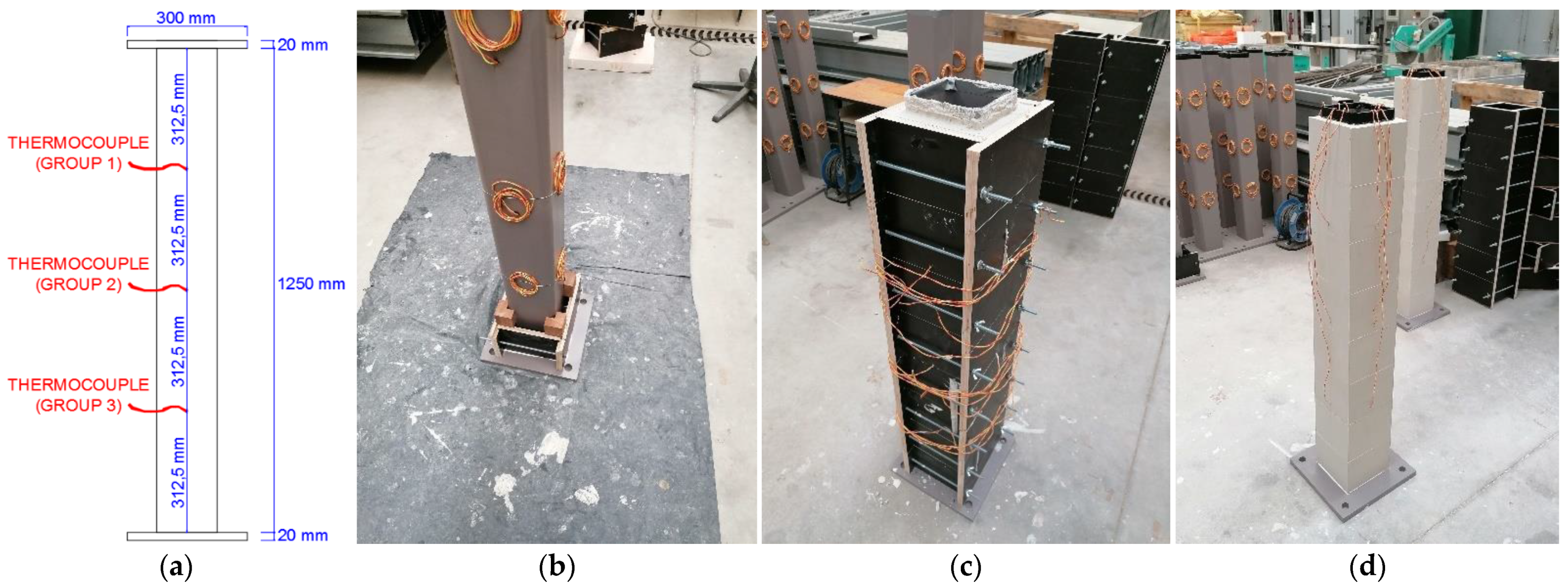
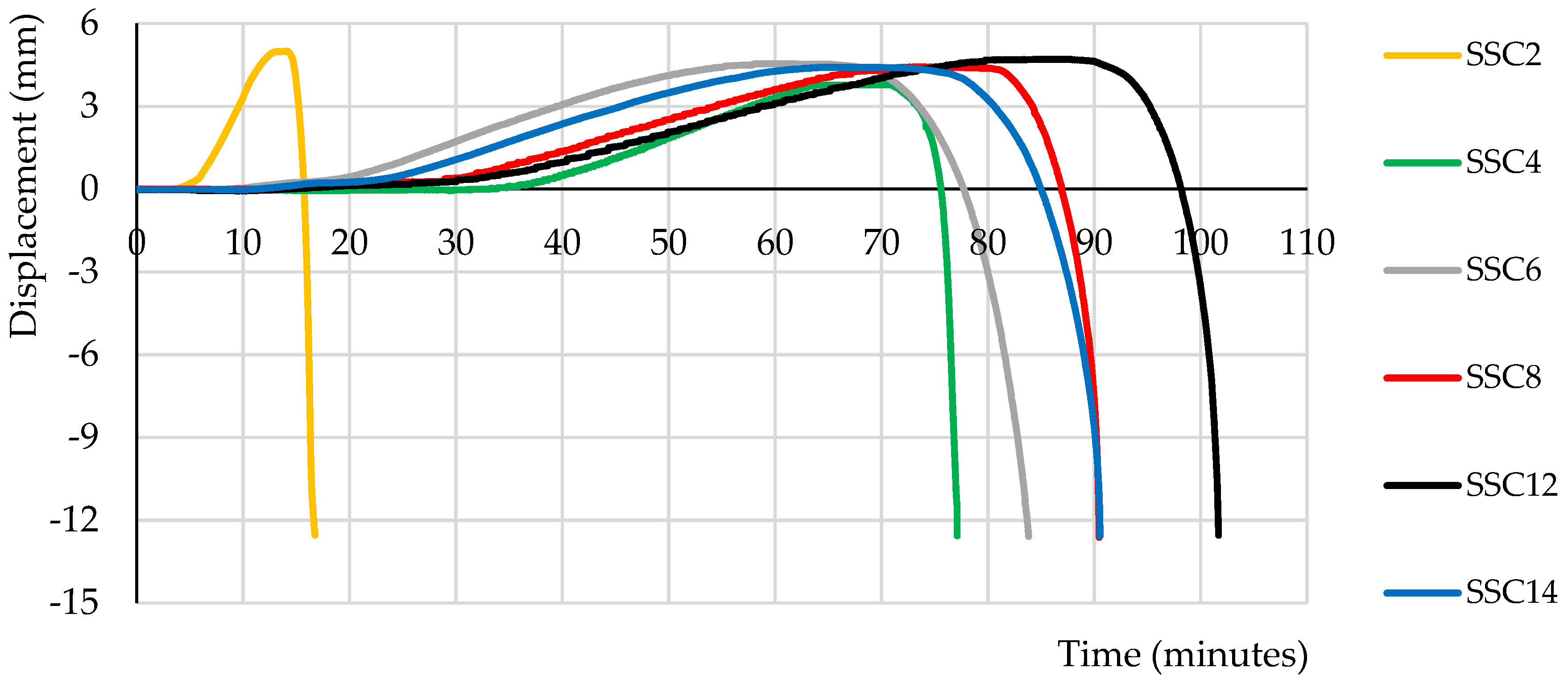
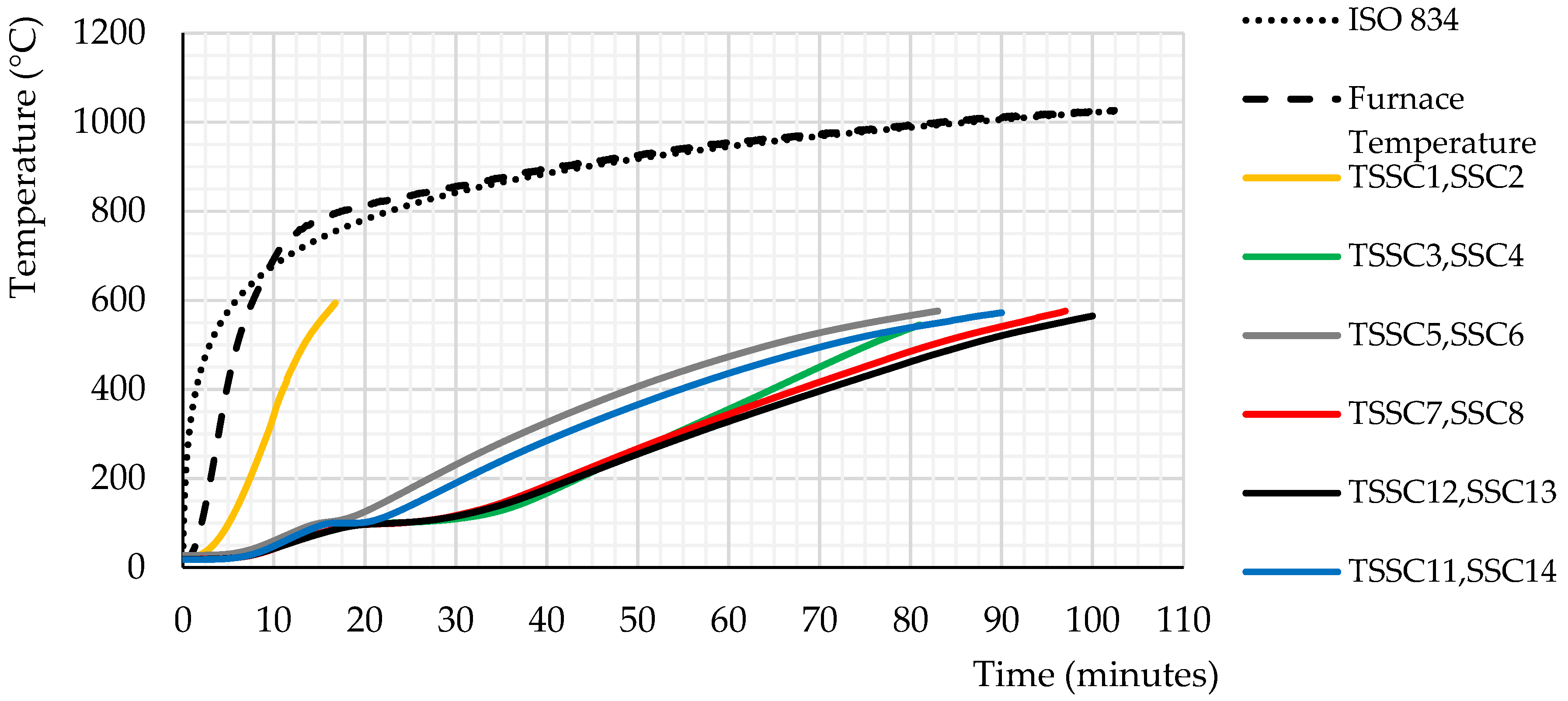
3.2. Short Steel Columns Specimens
4. Conclusions
- The furnace, the dimensions of the specimens, and the test procedure adopted in the tests at high temperatures allowed an adequate thermal exposure of the specimens. It allowed the evaluation of the thermal performance of the various mortars tested.
- Some mortars developed in the laboratory (DCM, DGMP, and DGMV) have better thermal performance when compared with the best commercial solution tested (CM). Furthermore, in this set of mortars without nano- and microparticles of silica, the mortars with vermiculite in their constitution were those with the best thermal performance.
- Most mortars with raw material milled through the Los Angeles method had better thermal performance than mortars developed with raw material processed through the Industrial Mill method. However, if nano- and microparticles of silica are added in their composition, the mortars developed with raw material obtained through the Industrial Mill method may have a slightly superior thermal performance.
- The addition of nano- and microparticles of silica improves the insulating capacity of the mortars.
- Overall, the results demonstrate that the reduction in grain size of the raw materials used (perlite and vermiculite) did not benefit the thermal performance of the tested compositions.
- Regarding the cracking of the mortars, it was concluded that perlite (DGMP) contributes to its low value. It was also concluded that, in general terms, the addition of NS and MS tends to increase the cracking degree of the developed compositions.
- The compositions that use gypsum as a binder (DGMP and DGMV) had the best thermal insulation capacity. Under the tested conditions, it was found that 10 mm of mortar coating was sufficient to form an efficient thermal barrier, reducing the ISSP temperature by approximately 70% of the temperature recorded inside the oven (900 °C).
- The thermal protection level of columns with the mortar developed in the laboratory with the best overall thermal performance (DGMP with nano- and microparticles of silica) was 19% more efficient than the commercial solution and increases by 5.9 times the fire resistance of an unprotected short steel column. These results demonstrated the actual impact that the application of such mortars can have as passive fire protection of steels structures.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| CM | Commercial passive protection solution used as a reference mortar |
| CPPS | Commercial passive protection solution |
| DCM | Developed cementitious mortar |
| DGMP | Developed gypsum mortar with perlite |
| DGMV | Developed gypsum mortar with vermiculite |
| DRCM | Developed refractory cementitious mortar |
| EC | Expanded clay |
| EP | Expanded perlite |
| ERC | Eletroland refractory cement |
| ESMHT | Exposed surface of the mortar to high temperatures |
| ESSP | External surface of the steel plate of the test specimen |
| EV | Expanded vermiculite |
| GP | Gypsum powder |
| IGN | Commercial passive protection solution 1 |
| IM | Industrial mill method |
| IRC | Isidac 40 refractory cement |
| ISSP | Inner surface of the steel plate of the test specimen |
| LA | Los Angeles method |
| MS | Microparticles of silica |
| NS | Nanoparticles of silica |
| PC | Portland cement CEM II/B-L 32.5 |
| PP | Polypropylene fibers |
| PP/B | Polypropylene fibers cement ratio in weight % |
| RC | Refractory cement |
| RH | Relative humidity |
| SD | Standard deviation |
| SP | Steel plate |
| SS | Silica sand |
| SSC | Short steel columns |
| T | Temperature |
| t | Time |
| TH | Thermocouple |
| TRC | Topeca M40 refractory cement |
| USMHT | Unexposed surface of the mortar to high temperatures |
| VER | Commercial passive protection solution 2 |
| W | Water |
| W/B | Water binder (cement or gypsum) ratio in weight % |
References
- Gervásio, H.; da Silva, L.S.O.E. Comparative life-cycle analysis of steel-concrete composite bridges. Struct. Infrastruct. Eng. 2008, 4, 251–269. [Google Scholar] [CrossRef]
- European Commission. Communication from the European Commission: The Competitiveness of the Construction Industry, in COM; European Commission: Brussels, Belgium, 1997; Volume 97, p. 539. [Google Scholar]
- Gervásio, H.; da Silva, L.S. A sustentabilidade do aço. In Construção Metáica e Mista V; CMM: Lisboa, Portugal, 2005; pp. 719–730. [Google Scholar]
- Devine, J. Improving Ductility of Sprayed Fire Resistant Materials; Worcester Polytechnic Institute: Worcester, MA, USA, 2018. [Google Scholar]
- Islam, M.; Ali, R.B. Fire Protection of Steel Structure: An Overall Review. World Sci. News 2018, 102, 131–145. [Google Scholar]
- Outinen, J.; Mäkeläinen, P. Mechanical properties of structural steel at elevated temperatures and after cooling down. Fire Mater. 2004, 28, 237–251. [Google Scholar] [CrossRef]
- Puri, R.G.; Khanna, A.S. Intumescent coatings: A review on recent progress. J. Coatings Technol. Res. 2017, 14, 1–20. [Google Scholar] [CrossRef]
- Santiago, A.; Silva, L.S.; Vaz, G.; Real, P.V.; Lopes, A.G. Experimental investigation of the behaviour of a steel sub-frame under a natural fire. Steel Compos. Struct. 2008, 8, 243–264. [Google Scholar] [CrossRef]
- Wald, F.; Chlouba, J.; Uhlíř, A.; Kallerová, P.; Štujberová, M. Temperatures during fire tests on structure and its prediction according to Eurocodes. Fire Saf. J. 2009, 44, 135–146. [Google Scholar] [CrossRef]
- Franssen, J.M.; Cooke, G.M.E.; Latham, D.J. Numerical simulation of a full scale fire test on a loaded steel framework. J. Constr. Steel Res. 1995, 35, 377–408. [Google Scholar] [CrossRef]
- Lamont, S.; Usmani, A.S.; Gillie, M. Behaviour of a small composite steel frame structure in a “long-cool” and a “short-hot” fire. Fire Saf. J. 2004, 39, 327–357. [Google Scholar] [CrossRef]
- Usmani, A.S.; Rotter, J.M.; Lamont, S.; Sanad, A.M.; Gillie, M. Fundamental principles of structural behaviour under thermal effects. Fire Saf. J. 2001, 36, 721–774. [Google Scholar] [CrossRef]
- Wang, Y.C.; Lennon, T.; Moore, D.B. The behaviour of steel frames subject to fire. J. Constr. Steel Res. 1995, 35, 291–322. [Google Scholar] [CrossRef]
- Wang, Y.C.; Dai, X.H.; Bailey, C.G. An experimental study of relative structural fire behaviour and robustness of different types of steel joint in restrained steel frames. J. Constr. Steel Res. 2011, 67, 1149–1163. [Google Scholar] [CrossRef]
- Vaz-Ramos, J.; Santiago, A.; Portugal, A.; Durães, L. Synthesis of silica nanoparticles to enhance the fire resistance of cement mortars. Fire Res. 2019, 3, 44–48. [Google Scholar] [CrossRef]
- Chen, Y.Y.; Chuang, Y.J.; Huang, C.H.; Lin, C.Y.; Chien, S.W. The adoption of fire safety management for upgrading the fire safety level of existing hotel buildings. Build. Environ. 2012, 51, 311–319. [Google Scholar] [CrossRef]
- Liu, H.; Wang, C.; Cordeiro, I.M.C.; Yuen, A.C.Y.; Chen, Q.; Chan, Q.N.; Kook, S.; Yeoh, G.H. Critical assessment on operating water droplet sizes for fire sprinkler and water mist systems. J. Build. Eng. 2020, 28, 100999. [Google Scholar] [CrossRef]
- Chow, W.K. Aspects of fire safety in ultra highrise buildings. Int. J. Eng. Perform.-Based Fire Codes 2004, 6, 47–52. [Google Scholar]
- Kodur, V.; Kumar, P.; Rafi, M.M. Fire hazard in buildings: Review, assessment and strategies for improving fire safety. PSU Res. Rev. 2019, 4, 1–23. [Google Scholar] [CrossRef]
- Sakkas, K.; Nomikos, P.; Sofianos, A.; Panias, D. Inorganic polymeric materials for passive fire protection of underground constructions. Fire Mater. 2013, 37, 140–150. [Google Scholar] [CrossRef]
- Kandare, E.; Griffin, G.J.; Feih, S.; Gibson, A.G.; Lattimer, B.Y.; Mouritz, A.P. Fire structural modelling of fibre-polymer laminates protected with an intumescent coating. Compos. Part A Appl. Sci. Manuf. 2012, 43, 793–802. [Google Scholar] [CrossRef]
- Lawson, R.M.; Newman, G.M. Fire Resistant Design of Steel Structures, a Handbook to BS 5950: Part 8; Steel Construction Institute: London, UK, 1990. [Google Scholar]
- Caetano, H.; Vaz-Ramos, J.; Santiago, A.; Duraes, L.; Portugal, A. Desenvolvimento de argamassas cimentícias com nanosílica como protecção passiva para elementos metálicos. In Proceedings of the XII Congresso de Construção Metálica e Mista, Coimbra, Portugal, 21–22 November 2019. [Google Scholar]
- Aggarwal, P.; Singh, R.P.; Aggarwal, Y. Use of nano-silica in cement based materials—A review. Cogent Eng. 2015, 2, 1–11. [Google Scholar] [CrossRef]
- Singh, L.P.; Karade, S.R.; Bhattacharyya, S.K.; Yousuf, M.M.; Ahalawat, S. Beneficial role of nanosilica in cement based materials—A review. Constr. Build. Mater. 2013, 47, 1069–1077. [Google Scholar] [CrossRef]
- Rashad, A.M. A comprehensive overview about the effect of nano-SiO2 on some properties of traditional cementitious materials and alkali-activated fly ash. Constr. Build. Mater. 2014, 52, 437–464. [Google Scholar] [CrossRef]
- Li, H.; Xiao, H.; Yuan, J.; Ou, J. Microstructure of cement mortar with nanoparticles. Compos. Part B Eng. 2004, 35, 185–189. [Google Scholar] [CrossRef]
- El-Gamal, S.M.A.; Abo-El-Enein, S.A.; El-Hosiny, F.I.; Amin, M.S.; Ramadan, M. Thermal resistance, microstructure and mechanical properties of type I Portland cement pastes containing low-cost nanoparticles. J. Therm. Anal. Calorim. 2018, 131, 949–968. [Google Scholar] [CrossRef]
- Jittabut, P.; Pinitsoontorn, S.; Thongbai, P.; Amornkitbamrung, V.; Chindaprasirt, P. Effect of nano-silica addition on the mechanical properties and thermal conductivity of cement composites. Chiang Mai J. Sci. 2016, 43, 1160–1170. [Google Scholar]
- Laím, L.; Caetano, H.; Santiago, A. Review: Effects of nanoparticles in cementitious construction materials at ambient and high temperatures. J. Build. Eng. 2021, 35, 102008. [Google Scholar] [CrossRef]
- Singh, M.; Garg, M. Perlite-based building materials—A review of current applications. Constr. Build. Mater. 1991, 5, 75–81. [Google Scholar] [CrossRef]
- Rashad, A.M. Vermiculite as a construction material—A short guide for Civil Engineer. Constr. Build. Mater. 2016, 125, 53–62. [Google Scholar] [CrossRef]
- Abidi, S.; Nait-Ali, B.; Joliff, Y.; Favotto, C. Impact of perlite, vermiculite and cement on the thermal conductivity of a plaster composite material: Experimental and numerical approaches. Compos. Part B Eng. 2015, 68, 392–400. [Google Scholar] [CrossRef]
- Abdel-Hafez, L.M.; Abouelezz, A.E.Y.; Hassan, A.M. Behavior of RC columns retrofitted with CFRP exposed to fire under axial load. HBRC J. 2015, 11, 68–81. [Google Scholar] [CrossRef] [Green Version]
- Manzello, S.L.; Gann, R.G.; Kukuck, S.R.; Lenhert, D.B. Influence of gypsum board type (X or C) on real fire performance of partition assemblies. Fire Mater. 2007, 31, 425–442. [Google Scholar] [CrossRef]
- Hodhod, O.A.; Rashad, A.M.; Abdel-Razek, M.M.; Ragab, A.M. Coating protection of loaded RC columns to resist elevated temperature. Fire Saf. J. 2009, 44, 241–249. [Google Scholar] [CrossRef]
- Correia, J.R.; Branco, F.A.; Ferreira, J.G. The effect of different passive fire protection systems on the fire reaction properties of GFRP pultruded profiles for civil construction. Compos. Part A. 2010, 41, 441–452. [Google Scholar] [CrossRef]
- Kamal, O.A.; Hamdy, G.A.; Abou-Atteya, M.A. Efficiency of coating layers used for thermal protection of FRP strengthened beams. HBRC J. 2014, 10, 183–190. [Google Scholar] [CrossRef] [Green Version]
- Khoury, G.A.; Majorana, C.E.; Pesavento, F.; Schrefler, B.A. Modelling of heated concrete. Mag. Concr. Res. 2002, 54, 77–101. [Google Scholar] [CrossRef]
- Rilem Technical Committee. 200-HTC: Mechanical concrete properties at high temperatures–modelling and applications—Part 1: Introduction—General presentation. Mater. Struct. 2007, 40, 841–853. [Google Scholar] [CrossRef] [Green Version]
- EN 1993-1-2:2005. Eurocódigo 3—Projecto de Estruturas de aço—Parte 1–2: Regras Gerais, Verificação da Resistência ao Fogo; Comité Europeu de Normalização: Bruxelas, Belgium, 2005. [Google Scholar]
- ISO 834-1:1999. Ensaios de Resistência ao Fogo—Elementos de Construção de Edifícios—Parte 1: Requisitos Gerais; International Organization for Standardization: Geneva, Switzerland, 1999; pp. 1–33. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mortar Designation | Binders Type | CPPS | Aggregates | NS andMS | W/B | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| PC | ERC | IRC | TRC | GP | IGN | VER | SS | EV | EP | EC | PP/B | |||
| C_1 | 30% | - | - | - | - | - | - | 70% | - | - | - | - | - | 0.50 |
| C_2 | 29% | - | - | - | - | - | - | 70% | - | - | - | 1% | - | 0.50 |
| C_3 | 28% | - | - | - | - | - | - | 70% | - | - | - | 1% | 1% | 0.50 |
| C_4 | 26% | - | - | - | - | - | - | 70% | - | - | - | 1% | 3% | 0.50 |
| C_5 | 23% | - | - | - | - | - | - | 70% | - | - | - | 1% | 6% | 0.50 |
| C_6 | 29% | - | - | - | - | - | - | - | - | 70% | - | 1% | - | 0.50 |
| C_7 | 29% | - | - | - | - | - | - | 35% | 35% | - | - | 1% | - | 0.50 |
| C_8 | 29% | - | - | - | - | - | - | - | - | - | 70% | 1% | - | 0.50 |
| C_9 | - | 30% | - | - | - | - | - | 70% | - | - | - | - | - | 0.50 |
| C_10 | - | 29% | - | - | - | - | - | 70% | - | - | - | 1% | - | 0.70 |
| C_11 | - | 29% | - | - | - | - | - | - | - | 70% | - | 1% | - | 0.70 |
| C_12 | - | 29% | - | - | - | - | - | 35% | 35% | - | - | 1% | - | 0.70 |
| C_13 | - | - | 30% | - | - | - | - | 70% | - | - | - | - | - | 0.50 |
| C_14 | - | - | 29% | - | - | - | - | 70% | - | - | - | 1% | - | 0.70 |
| C_15 | - | - | 29% | - | - | - | - | - | - | 70% | - | 1% | - | 0.70 |
| C_16 | - | - | 29% | - | - | - | - | 35% | 35% | - | - | 1% | - | 0.70 |
| C_17 | - | - | - | - | - | 100% | - | - | - | - | - | - | - | 0.50 |
| C_18 | - | - | - | - | - | 100% | - | - | - | - | - | - | - | 0.60 |
| C_19 | - | - | - | - | - | 99% | - | - | - | - | - | 1% | - | 0.70 |
| C_20 | - | - | - | 100% | - | - | - | - | - | - | - | - | - | 0.50 |
| C_21 | - | - | - | 100% | - | - | - | - | - | - | - | - | - | 0.70 |
| C_22 | - | - | - | 99% | - | - | - | - | - | - | - | 1% | - | 0.70 |
| C_23 | - | - | - | - | - | 80% | - | - | 20% | - | - | - | - | 0.70 |
| C_24 | - | - | - | - | - | 99% | - | - | - | - | - | 1% | - | 0.70 |
| C_25 | - | - | - | - | - | - | 100% | - | - | - | - | - | - | 0.50 |
| C_26 | - | - | - | - | - | - | 100% | - | - | - | - | - | - | 0,60 |
| C_27 | - | - | - | - | - | - | 100% | - | - | - | - | - | - | 0.70 |
| C_28 | - | - | - | - | - | - | 99% | - | - | - | - | 1% | - | 0.60 |
| C_29 | 49% | - | - | - | - | - | - | - | - | 50% | - | 1% | - | 1.30 |
| C_30 | 49% | - | - | - | - | - | - | - | 50% | - | - | 1% | - | 3.21 |
| C_31 | 50% | - | - | - | - | - | - | - | 25% | 25% | - | - | - | 2.17 |
| C_32 | 49% | - | - | - | - | - | - | - | 25% | 25% | - | 1% | - | 2.17 |
| C_33 | - | - | - | - | 100% | - | - | - | - | - | - | - | - | 0.50 |
| C_34 | - | - | - | - | 100% | - | - | - | - | - | - | - | - | 0.50 |
| C_35 | - | - | - | - | 100% | - | - | - | - | - | - | - | - | 0.60 |
| C_36 | - | - | - | - | 40% | - | - | - | - | 60% | - | - | - | 1.25 |
| C_37 | - | - | - | - | 50% | - | - | - | - | 50% | - | - | - | 1.00 |
| C_38 | - | - | - | - | 60% | - | - | - | - | 40% | - | - | - | 0.83 |
| C_39 | - | - | - | - | 40% | - | - | - | 60% | - | - | - | - | 2.10 |
| C_40 | - | - | - | - | 50% | - | - | - | 50% | - | - | - | - | 1.60 |
| C_41 | - | - | - | - | 60% | - | - | - | 40% | - | - | - | - | 1.25 |
| C_42 | - | - | - | - | 20% | - | - | - | 40% | 40% | - | - | - | 3.75 |
| C_43 | - | - | - | - | 30% | - | - | - | 35% | 35% | - | - | - | 2.50 |
| C_44 | - | - | - | - | 40% | - | - | - | 30% | 30% | - | - | - | 2.15 |
| C_45 | - | - | - | - | 99.5% | - | - | - | - | - | - | 0.5% | - | 0.50 |
| C_46 | - | - | - | - | 99% | - | - | - | - | - | - | 1% | - | 0.50 |
| C_47 | - | - | - | - | 98.5% | - | - | - | - | - | - | 1.5% | - | 0.50 |
| C_48 | - | 20% | - | - | - | - | - | - | 40% | 40% | - | - | - | 2.75 |
| Mortar Designation | CPPS | PC | RC | GP | EV | EP | PP/B | W/B |
|---|---|---|---|---|---|---|---|---|
| CM | 100% | - | - | - | - | - | - | 0.60 * |
| DCM | - | 49% | - | - | 50% | - | 1% | 3.21 |
| DGMP | - | - | - | 40% | - | 60% | - | 1.21 |
| DGMV | - | - | - | 50% | 50% | - | - | 2.10 |
| DRCM | - | - | 50% | - | 25% | 25% | - | 2.75 |
| Mortar Designation | Without NS and MS | With NS and MS | Total No. of Specimens | ||
|---|---|---|---|---|---|
| LA Method | IM Method | LA Method | IM Method | ||
| CM | 3 | (*) | (*) | (*) | 45 |
| DCM | 3 | 3 | 3 | 3 | |
| DGMP | 3 | 3 | 3 | 3 | |
| DGMV | 3 | 3 | 3 | 3 | |
| DRCM | 3 | 3 | (**) | (**) | |
| Different Types of Tested Columns | Specimens Designation | Number of Repetitions | Total No. of Specimens | |
|---|---|---|---|---|
| Columns without passive fire protection | SSC1 | 2 | 12 | |
| SSC2 | ||||
| Columns coated with CM | SSC3 | 2 | ||
| SSC4 | ||||
| Column coated with DCM | Without MS and NS | SSC5 | 2 | |
| SSC6 | ||||
| With MS and NS | SSC11 | 2 | ||
| SSC14 | ||||
| Column coated with DGMP | Without MS and NS | SSC7 | 2 | |
| SSC8 | ||||
| With MS and NS | SSC12 | 2 | ||
| SSC13 | ||||
| Mortar Designation | Without NS and MS | With NS and MS | ||||||
|---|---|---|---|---|---|---|---|---|
| LA Method | SD | IM Method | SD | LA Method | SD | IM Method | SD | |
| CM | 310.7 | 13.5 | (*) | - | (*) | - | (*) | - |
| DCM | 293.0 | 14.5 | 308.5 | 13.7 | 307.8 | 8.6 | 296.7 | 14.1 |
| DGMP | 310.3 | 7.5 | 324.8 | 18.1 | 274.8 | 7.0 | 273.6 | 3.7 |
| DGMV | 278.2 | 6.1 | 275.2 | 2.3 | 268.4 | 6.5 | 266.1 | 4.1 |
| DRCM | 322.9 | 29.0 | 366.2 | 7.6 | (**) | - | (**) | - |
| Mortar Designation | Without NS and MS | With NS and MS | ||
|---|---|---|---|---|
| LA Method | IM Method | LA Method | IM Method | |
| CM | 0.77 | (*) | (*) | (*) |
| DCM | 0.32 | 0.83 | 0.20 | 0.55 |
| DGMP | 0.15 | 0.15 | 0.22 | 0.32 |
| DGMV | 0.28 | 0.50 | 0.45 | 0.35 |
| DRCM | 0.18 | 1.50 | (**) | (**) |
| Mortar Designation | Without NS and MS | With NS and MS | ||
|---|---|---|---|---|
| LA Method | IM Method | LA Method | IM Method | |
| CM |  | (*) | (*) | (*) |
| DCM |  |  |  |  |
| DGMP |  |  |  |  |
| DGMV |  |  |  |  |
| DRCM |  |  | (**) | (**) |
| Different Types of Tested Columns | Specimens Designation | Average Temperature of Specimens (°C) | Critical Temperature (°C) | Average Failure Time | Fire Resistance Rating | ||||
|---|---|---|---|---|---|---|---|---|---|
| 15 | 30 | 60 | 90 | ||||||
| (Minutes) | (Failure Time) | (Minutes) | |||||||
| Columns without passive fire protection | SSC1 | 525 | - | - | - | 560 °C (17 min) | 17 | R15 | |
| SSC2 | 572 | - | - | - | 617 °C (17 min) | ||||
| Columns coated with CM | SSC3 | 78 | 111 | 351 | - | 560 °C (85 min) | 81 | R60 | |
| SSC4 | 77 | 108 | 360 | - | 531 °C (77 min) | ||||
| Column coated with DCM | Without MS and NS | SSC5 | 96 | 220 | 465 | - | 566 °C (82 min) | 83 | R60 |
| SSC6 | 103 | 242 | 481 | - | 585 °C (84 min) | ||||
| With MS and NS | SSC11 | 96 | 193 | 447 | - | 582 °C (88 min) | 90 | R90 | |
| SSC14 | 92 | 186 | 425 | 557 | 559 °C (91 min) | ||||
| Column coated with DGMP | Without MS and NS | SSC7 | 79 | 115 | 341 | 535 | 576 °C (98 min) | 97 | R90 |
| SSC8 | 75 | 119 | 342 | 545 | 572 °C (95 min) | ||||
| With MS and NS | SSC12 | 76 | 116 | 328 | 516 | 566 °C (102 min) | 100 | R90 | |
| SSC13 | 76 | 114 | 328 | 525 | 564 °C (98 min) | ||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Caetano, H.; Laím, L.; Santiago, A.; Durães, L.; Shahbazian, A. Development of Passive Fire Protection Mortars. Appl. Sci. 2022, 12, 2093. https://doi.org/10.3390/app12042093
Caetano H, Laím L, Santiago A, Durães L, Shahbazian A. Development of Passive Fire Protection Mortars. Applied Sciences. 2022; 12(4):2093. https://doi.org/10.3390/app12042093
Chicago/Turabian StyleCaetano, Hugo, Luís Laím, Aldina Santiago, Luísa Durães, and Ashkan Shahbazian. 2022. "Development of Passive Fire Protection Mortars" Applied Sciences 12, no. 4: 2093. https://doi.org/10.3390/app12042093