
Automatic Screening of Bolts with Anti-Loosening Coating Using Grad-CAM and Transfer Learning with Deep Convolutional Neural Networks


Abstract
:1. Introduction
2. Materials and Methods
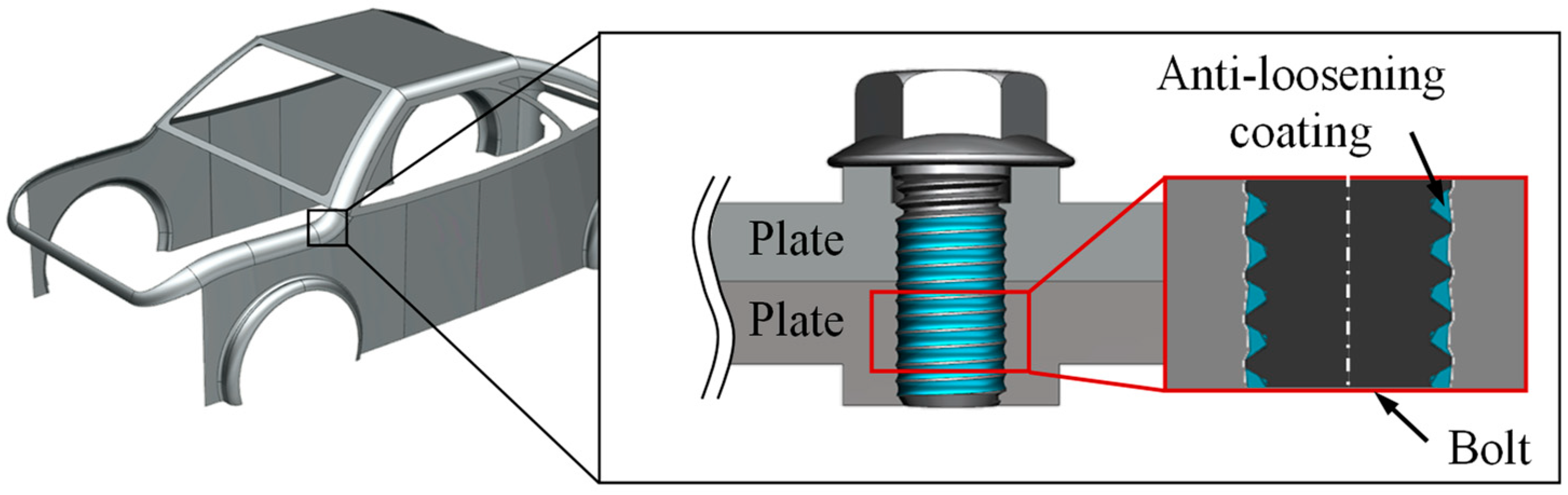
2.1. Defect Sorting Standards for Coated Bolts
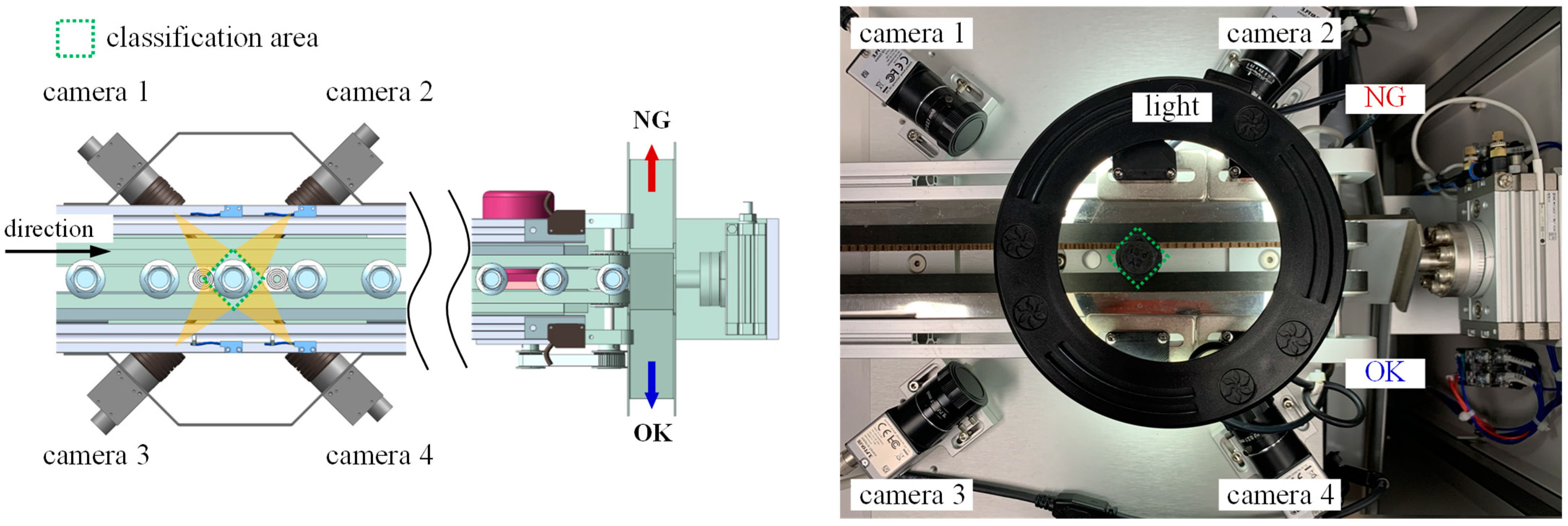
2.2. Data Acquisition Method
2.3. Anti-Loosening Coated Bolt Sorting Using CNN
2.3.1. Coated Bolt Sorting Using VGG16
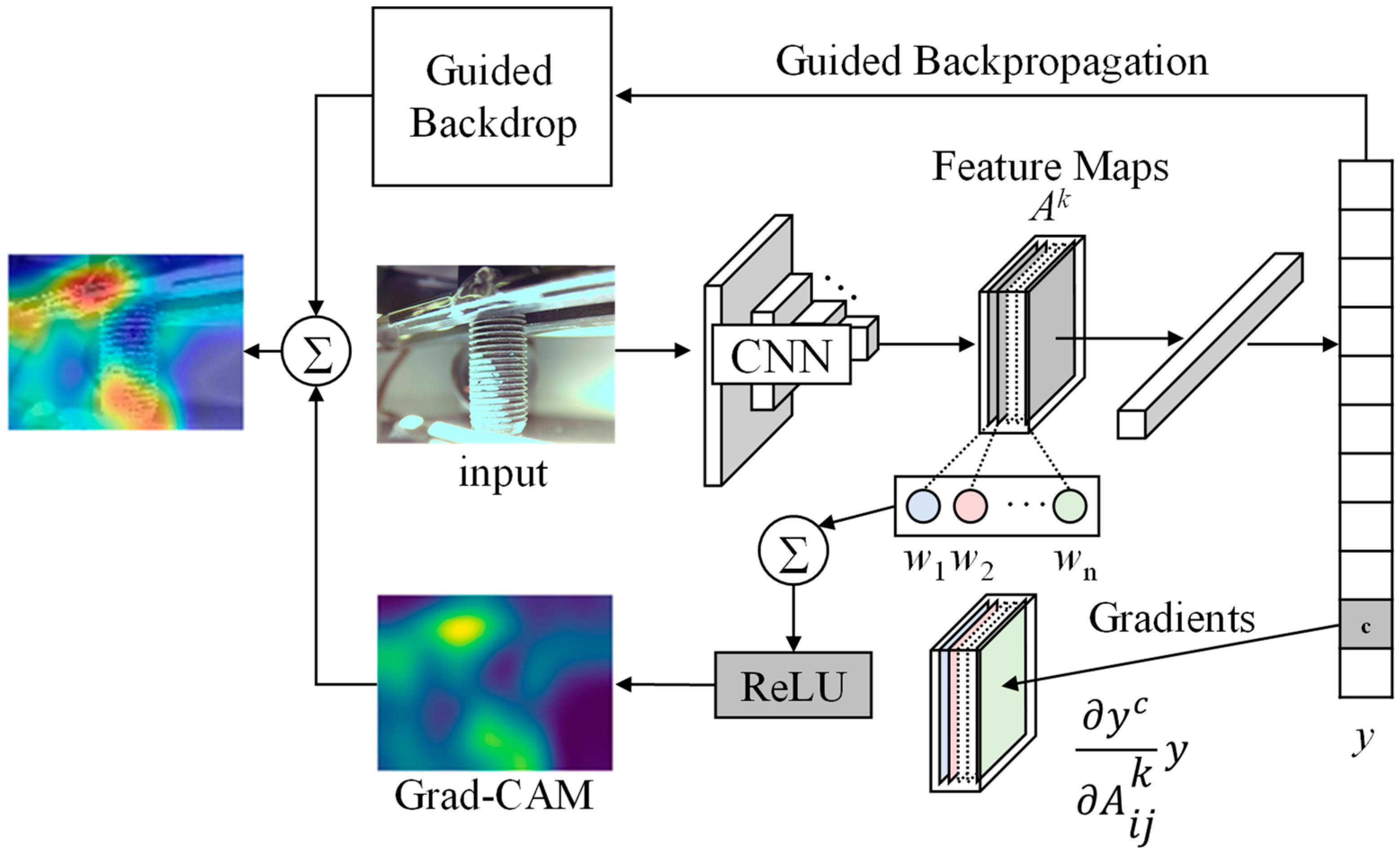
2.3.2. Visualization of Defective Area
3. Results
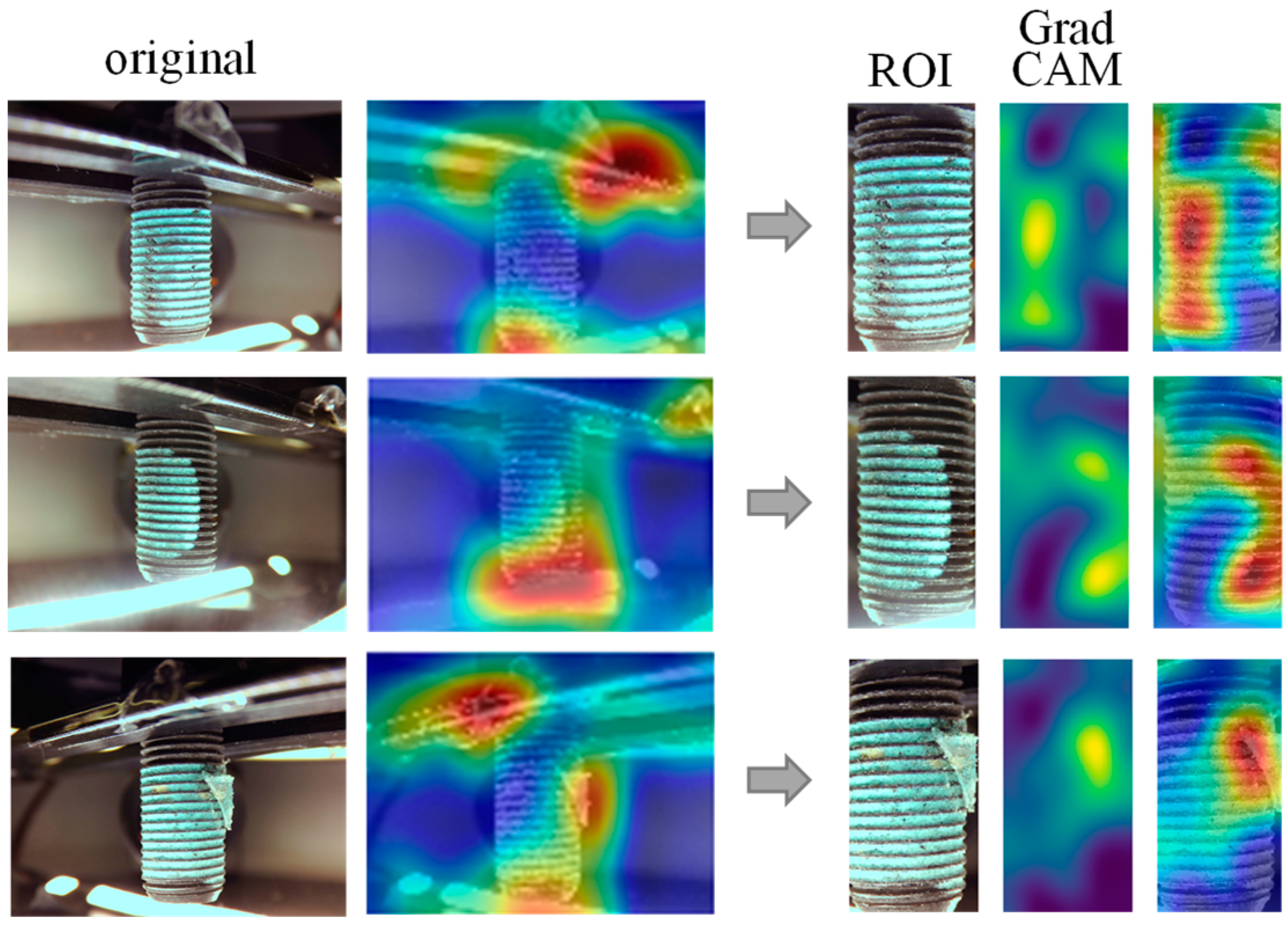
3.1. Grad-CAM Visualization Results
3.2. Transfer Learning
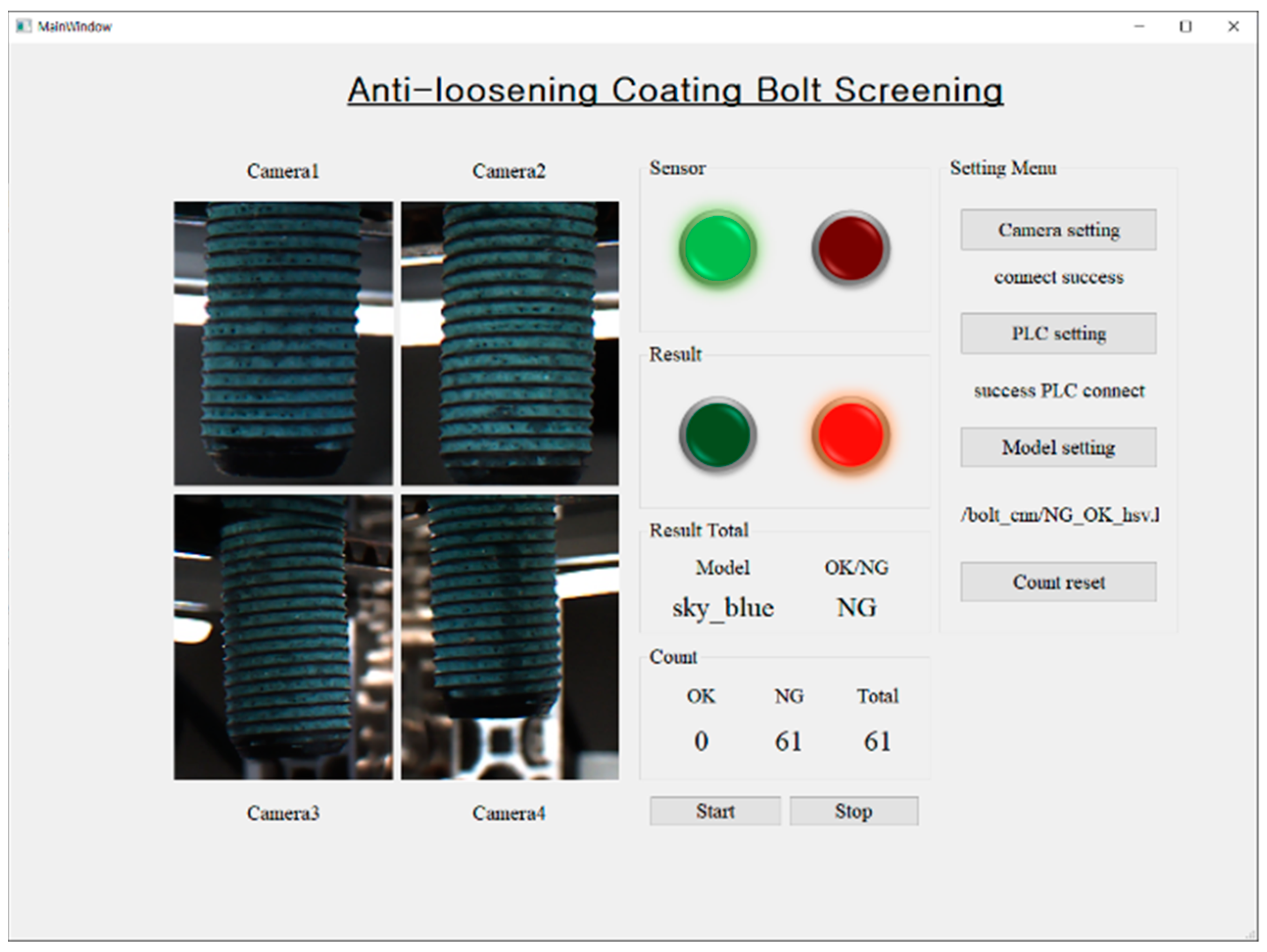
3.3. Verification Using Graphical User Interface (GUI) and Programmable Logic Controller (PLC)
4. Conclusions
- (1)
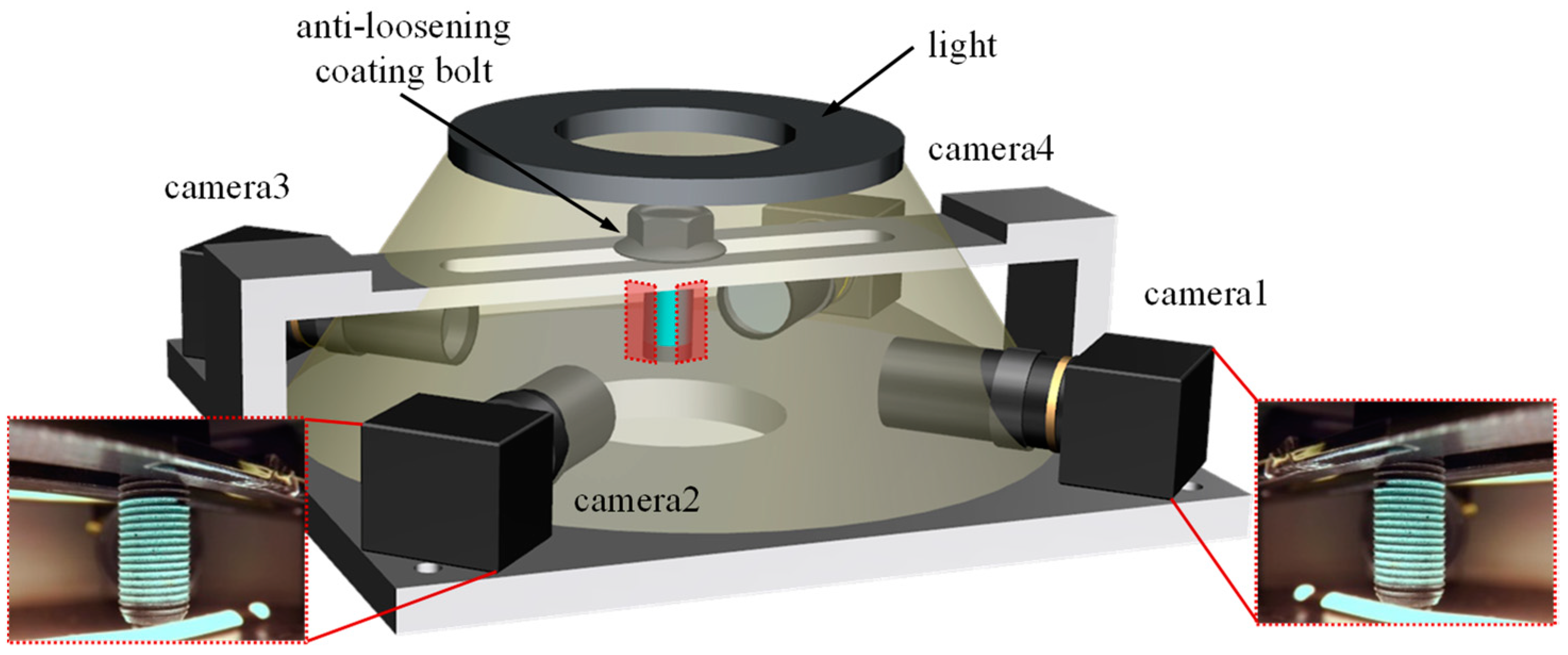
- Four cameras were used to photograph the entire area of the bolt, and the lighting was set above the bolt such that the coating color could be seen evenly. A jig was used to fix the camera and lighting, and thereby, provide a shooting environment. Using preset defect criteria, the data were binarily classified to configure an image dataset for the learning process.
- (2)
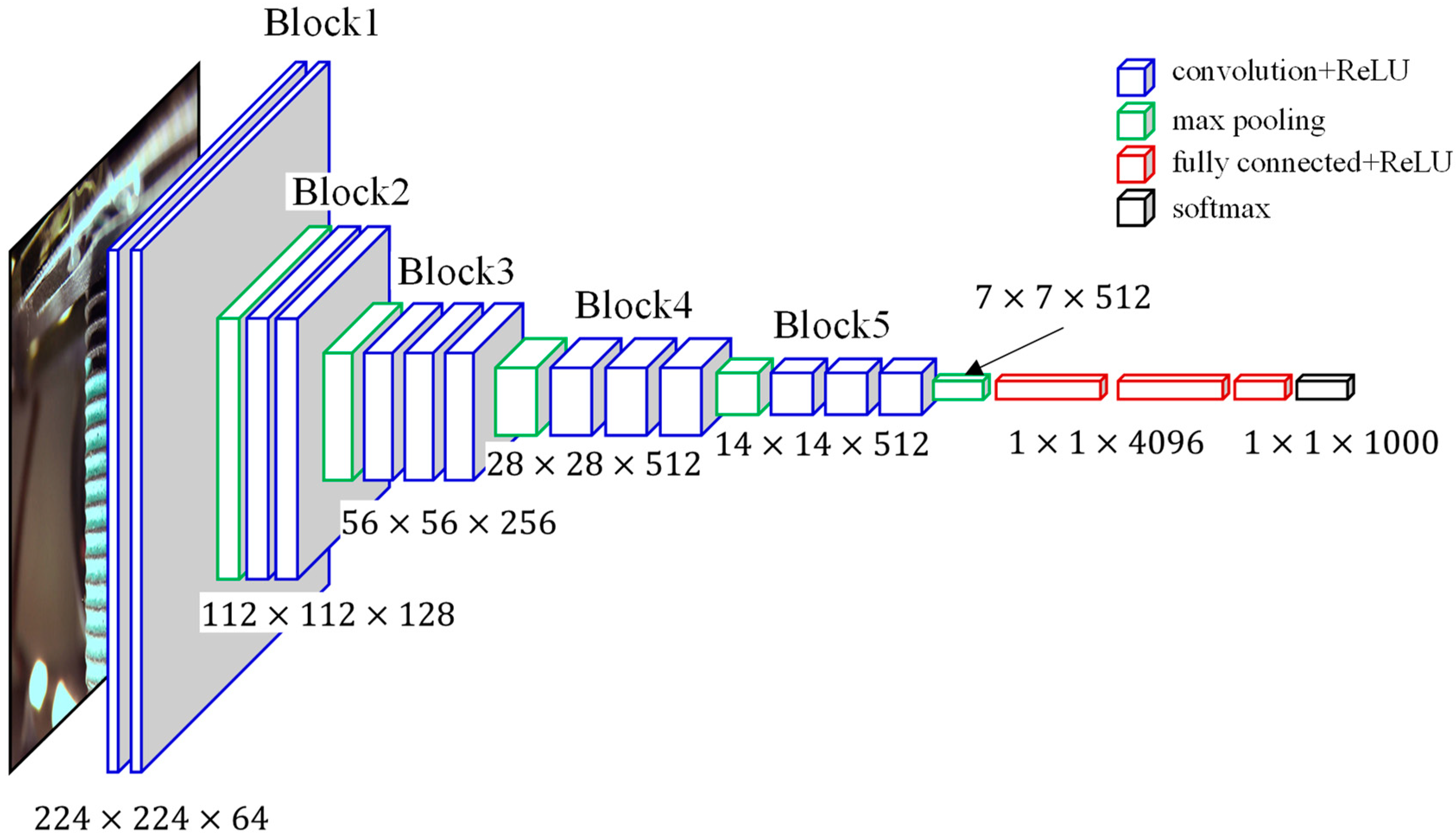
- The acquired images were used as input data for the learning process through the CNN VGG16 structure. The accuracy of the coated bolt sorting model was 97%. The CNN VGG16 gradually reduced the pixel values for vectorization; however, location information was lost, making it impossible to determine the standards that the model used to classify the images. Therefore, a visualization technique was used to verify the reliability of the model.
- (3)
- Owing to the shortcomings of the visualization technique, in which the classification layer had to be converted to global average pooling, Grad-CAM was used for supplementation. This allowed the visualization of learning images without changing the VGG16′s structure. The results indicated that the previously input images were classified based on external factors such as the jigs and cameras, in addition to the bolt thread coating area. Hence, the ROI technique was used to designate the bolt thread as the only area of interest used as input data. The classification proved to be conducted based on the defect location on the bolt thread area, as well as other criteria.
- (4)
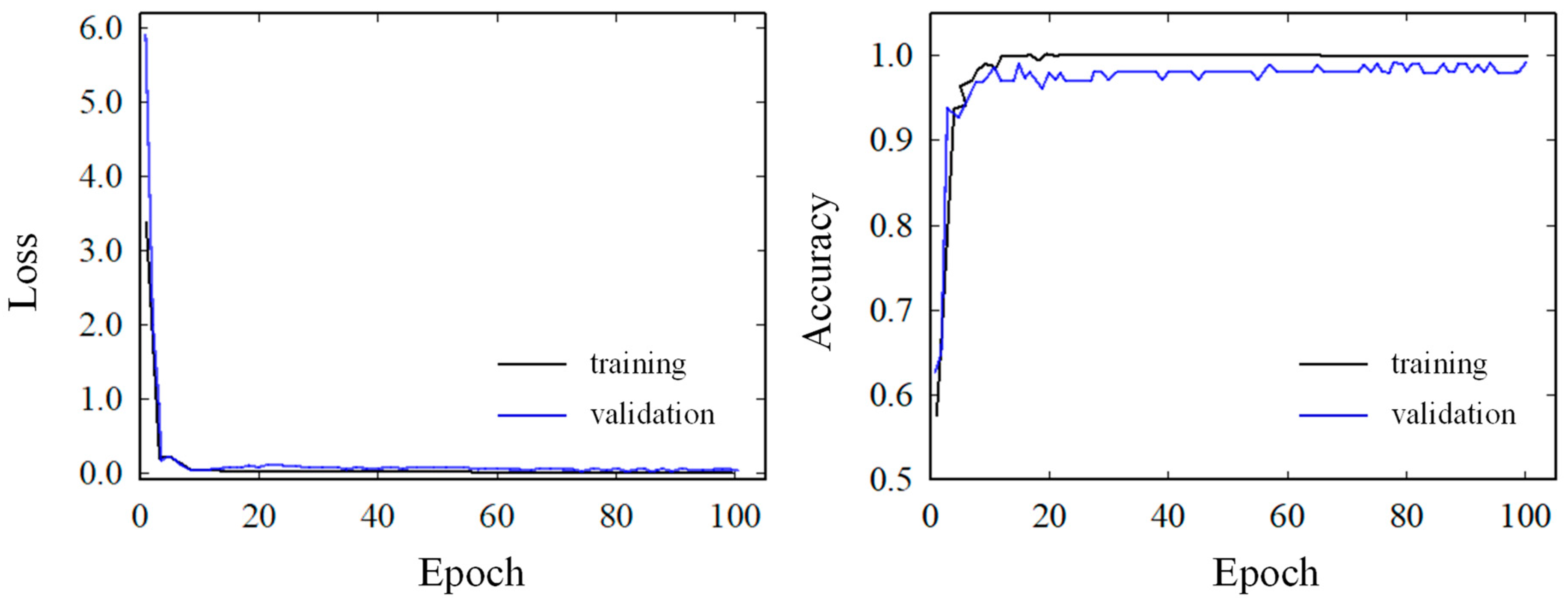
- The anti-loosening coated bolts used in the current study posed a problem due to limited sample sizes, although larger data sizes would lead to longer learning times. Therefore, to reduce the learning time and improve the model performance, the transfer learning technique was also utilized. Using the weighted values learned using the ImageNet big dataset, the model was taught such that only Block 5 and the classification layer would be appropriate for the coated bolt dataset. The subsequent fine tuning resulted in a model accuracy rate of 98%.
- (5)
- To demonstrate that the coated bolt sorting model is applicable to the actual sorting process, input sensors, motors, and cameras were connected to a conveyor belt via a PLC device and the logic configured. The images acquired by the cameras were put through the coated bolt sorting model to identify defective and non-defective products. The values were transmitted using the Modbus TCP method between the PLC and a PC, thereby proving that the model is applicable to the actual sorting process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jia, H.; Murphey, Y.L.; Shi, J.; Chang, T.S. An intelligent real-time vision system for surface defect detection. In Proceedings of the 17th International Conference on Pattern Recognition, ICPR 2004, Cambridge, UK, 26 August 2004. [Google Scholar]
- Ha, M.; Park, T. CCM Defect Classification System Based on Machine Learning for Smart Factory. Trans. Korean Inst. Electr. Eng. 2020, 46, 64–70. [Google Scholar] [CrossRef]
- Brili, N.; Ficko, M.; Klancnik, S. Automatic Identification of Tool Wear Based on Thermography and a Convolutional Neural Network during the Turning Process. Sensors. 2021, 21, 1917. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.; Lou, Y.; Gao, M.; Ma, G. An automatic aperture detection system for LED cup based on machine vision. Multimed. Tools Appl. 2018, 77, 23227–23244. [Google Scholar] [CrossRef]
- Song, L.; Li, X.; Yang, Y.; Zhu, X.; Guo, Q.; Yang, H. Detection of micro-defects on metal screw surfaces based on deep convolutional neural networks. Sensors. 2018, 18, 3709. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wei, P.; Liu, C.; Liu, M.; Gao, Y.; Liu, H. CNN-based reference comparison method for classifying bare PCB defects. J. Eng. 2018, 2018, 1528–1533. [Google Scholar] [CrossRef]
- Wei, X.; Yang, Z.; Liu, Y.; Wei, D.; Jia, L.; Li, Y. Railway track fastener defect detection based on image processing and deep learning techniques: A comparative study. Eng. Appl. Artif. Intell. 2019, 80, 66–81. [Google Scholar] [CrossRef]
- Wang, J.; Fu, P.; Gao, R.X. Machine vision intelligence for product defect inspection based on deep learning and Hough transform. J. Manuf. Syst. 2019, 51, 52–60. [Google Scholar] [CrossRef]
- Yang, J.; Li, S.; Wang, Z.; Yang, G. Real-Time Tiny Part Defect Detection System in Manufacturing Using Deep Learning. IEEE Access 2019, 7, 89278–89291. [Google Scholar] [CrossRef]
- Choi, H.; Seo, K. Comparison of CNN Structures for Detection of Surface Defects. Trans. Korean Inst. Electr. Eng. 2017, 66, 1100–1104. [Google Scholar]
- Malarvel, M.; Singh, H. An autonomous technique for weld defects detection and classification using multi-class support vector machine in X-radiography image. Optik 2021, 231, 166342. [Google Scholar] [CrossRef]
- Tammina, S. Transfer learning using VGG-16 with Deep Convolutional Neural Network for Classifying Images. Int. J. Sci. Res. Publ. 2019, 9, 143–150. [Google Scholar] [CrossRef]
- Noh, E.; Yi, S.; Hong, S. Binary classification of bolts with anti-loosening coating using transfer learning-based CNN. J. Korean Acad. Ind. Coop. Soc. 2021, 2, 651–658. [Google Scholar]
- Lee, S.Y.; Tama, B.A.; Moon, S.J.; Lee, S. Steel Surface Defect Diagnostics Using Deep Convolutional Neural Network and Class Activation map. Appl. Sci. 2019, 9, 5449. [Google Scholar] [CrossRef] [Green Version]
- Zhou, B.; Khosla, A.; Oliva, A.; Torralba, A. Learning Deep Features for Discriminative Localization. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Seattle, WA, USA, 27–30 June 2016; pp. 2921–2929. [Google Scholar]
- Lin, M.; Chen, Q.; Yan, S. Network in network. arXiv 2013, arXiv:1312.4400. [Google Scholar]
- Selvaraju, R.R.; Cogswell, M.; Das, A.; Vedantam, R.; Parikh, D.; Batra, D. Grad-CAM: Visual Explanations from Deep Networks via Gradient-Based Localization. In Proceedings of the IEEE International Conference of Computer Vision (ICCV), Venice, Italy, 22–29 October 2017; pp. 618–626. [Google Scholar]
- Springenberg, J.T.; Dosovitskiy, A.; Brox, T.; Riedmiller, M. Striving for simplicity: The all convolutional net. arXiv 2014, arXiv:1412.6806. [Google Scholar]
- Bradski, G.; Kaehler, A. Learning OpenCV: Computer Vision with the OpenCV Library; O’Reilly Media, Inc.: Sebastopol, CA, USA, 2008. [Google Scholar]
- Noh, E.; Yi, S.; Kim, M.; Hong, S. Identification of Bolt Coating Defects Using CNN and Grad-CAM. Trans. Korean Soc. Mech. Eng. A 2021, 44, 835–842. [Google Scholar] [CrossRef]
- Deng, J.; Dong, W.; Socher, R.; Li, L.J.; Li, K.; Fei-Fei, L. Imagenet: A large-scale hierarchical image database. In Proceedings of the 2009 IEEE Conference on Computer Vision and Pattern Recognition, Miami, FL, USA, 20–25 June 2009; pp. 248–255. [Google Scholar]
- Krizhevsky, A.; Hinton, G. Learning Multiple Layers of Features from Tiny Images. Available online: https://www.semanticscholar.org/paper/Learning-Multiple-Layers-of-Features-from-Tiny-Krizhevsky/5d90f06bb70a0a3dced62413346235c02b1aa086 (accessed on 28 December 2021).
- Kim, N.K.; Lee, J.W.; Kim, J.I.; Hong, S.H. Exotic Plants Classification Using the Transfer Learning. In Proceedings of the Autumn Annual Conference of IEIE, Incheon, Korea, 23–24 November 2018; pp. 477–480. [Google Scholar]
- Shin, H.; Roth, H.R.; Gao, M.; Lu, L.; Xu, Z.; Nogues, I.; Yao, J.; Mollura, D.J.; Summers, R.M. Deep Convolutional Neural Networks for Computer-Aided Detection: CNN Architectures, Dataset Characteristics and Transfer Learning. IEEE Trans. Med. Image 2016, 35, 1285–1298. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sokolova, M.; Japkowicz, N.; Szpakowicz, S. Beyond accuracy, F-score and ROC: A family of discriminant measures for performance evaluation. In Proceedings of the Australasian Joint Conference on Artificial Intelligence, Auckland, New Zealand, 1–5 December 2008; Springer: Berlin/Heidelberg, Germany, 2008; pp. 1015–1021. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Attribute | Specification |
|---|---|
| Resolution | 600 LW/PH |
| Minimal illumination | 0.5 Lux |
| Focal length | 5–50 mm |
| Active array size | 3264 × 2448 |
| Precision | Recall | F1-Score | Support | |
|---|---|---|---|---|
| Defective (NG) | 0.96 | 0.98 | 0.97 | 66 |
| Non-defective (OK) | 0.98 | 0.95 | 0.97 | 66 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Noh, E.; Hong, S. Automatic Screening of Bolts with Anti-Loosening Coating Using Grad-CAM and Transfer Learning with Deep Convolutional Neural Networks. Appl. Sci. 2022, 12, 2029. https://doi.org/10.3390/app12042029
Noh E, Hong S. Automatic Screening of Bolts with Anti-Loosening Coating Using Grad-CAM and Transfer Learning with Deep Convolutional Neural Networks. Applied Sciences. 2022; 12(4):2029. https://doi.org/10.3390/app12042029
Chicago/Turabian StyleNoh, Eunsol, and Seokmoo Hong. 2022. "Automatic Screening of Bolts with Anti-Loosening Coating Using Grad-CAM and Transfer Learning with Deep Convolutional Neural Networks" Applied Sciences 12, no. 4: 2029. https://doi.org/10.3390/app12042029