
Order Releasing and Scheduling for a Multi-Item MTO Industry: An Efficient Heuristic Based on Drum Buffer Rope



Abstract
:1. Introduction
- ■
- Introducing a novel DBR based production order release mechanism for mix model production;
- ■
- Presenting a novel strategy of optimum and flexible order delivery to maximize net profit in each planning horizon;
- ■
- Proposing a novel heuristic based on DBR for order releasing and multi-item scheduling in an MTO industry.
2. Problem Description
3. A Drum Buffer Rope Based Heuristic Algorithm
3.1. Step 1: Assign Customers to the Buffer of Product Models
- (i)
- Obtain the initial buffer level of each model in product model buffers in planning horizon , i.e.,
- (ii)
- Obtain the demand of each model of each customer in planning horizon for CCR, i.e.,
- (iii)
- Calculate the net profit of models for each customer based on the demand of customers for each product model in planning horizon , i.e.,
- (iv)
- Sort the customers according to their value of net profit for each model.
- (v)
- Assign the demand of models from to each customer according to the sorted list based on .
- (vi)
- Get the total number of lots in the current planning horizon using Equation (10).
3.2. Step 2: Generate the Schedule of Product Model Lots on CCR and Downstream Machines
- (i)
- Calculate the total production time on downstream machines using Equation (11).
- (ii)
- Sort in decreasing order of and name the list as containing number of different .
- (iii)
- Pick the from this list at position and insert at position in the lot sequence.
- (iv)
- Pick the from this list at and insert at all possible number of positions in the lot sequence i.e., insert at position in sequence and select the partial sequence which gives the maximum value of net profit of the partial sequence. Let and go to step 4 until .
- (v)
- Perform insertion in the sequence until for all models in the buffer storage, i.e., buffer level of models in the buffer in planning horizon .
- (vi)
- The total number of products produced can be calculated using Equation (12):
3.3. Step 3: Net Demand of Models for Production Order Release
3.4. Step 4: Production Order Release of Product Models
3.4.1. Demand Ratio
3.4.2. Order Release Mechanism
4. Computational Experiments and Results
4.1. Performance of the Proposed Heuristic Method
4.1.1. Data Generation for Problem Instances
- ■
- ■
- Defining proper due dates can positively affect the performance [35,36]. Two different factors are introduced to define due dates: tardiness factor (T) and due date range factor (R). The tardiness factor (T) is used to create loose or tight due dates, and is defined as , where is the average due date and is the maximum completion time of all jobs.
- ■
- is considered as the sum of processing time of the demand of product models that are received and that are to be processed from the previous planning horizon in the current planning horizon.
- ■
- The due date range factor (R) decides the variability of due dates. The range factor (R) is equal to , where is the minimum due date among all customer orders of the product models, and is the maximum one in a planning horizon . Different combinations of and R can provide different characteristics for randomly generated due dates. In current research, the values of are considered as 0.85, 0.75, and 0.7 for tight due dates for TS, TM, and TL problems, respectively. Moreover, the values of are considered as 0.6, 0.5, and 0.4 for loose due dates for LS, LM, and LL problems, respectively. Furthermore, the value of R is set to 0.6 which can provide due date variances. Then, the due dates are uniformly distributed over the interval with probability and over the interval with probability .
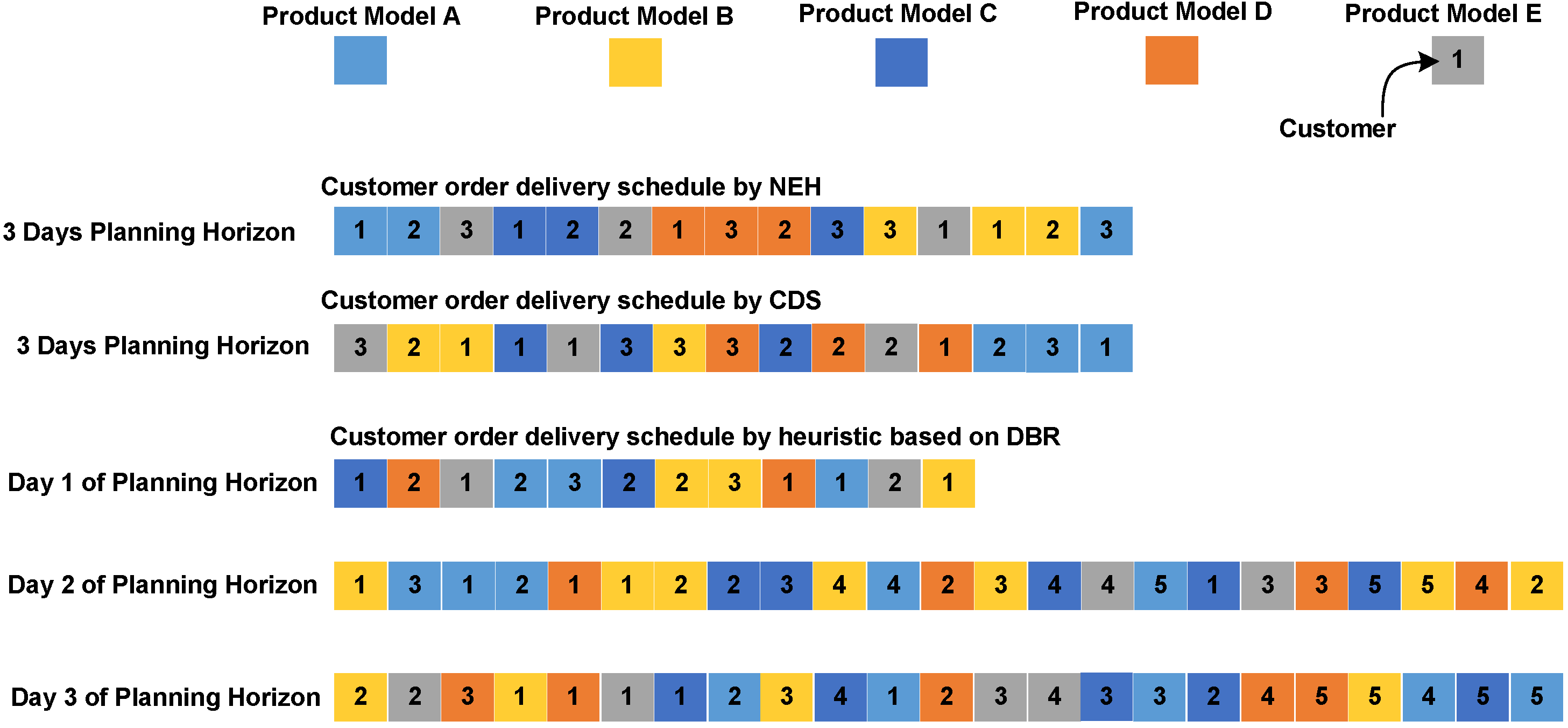
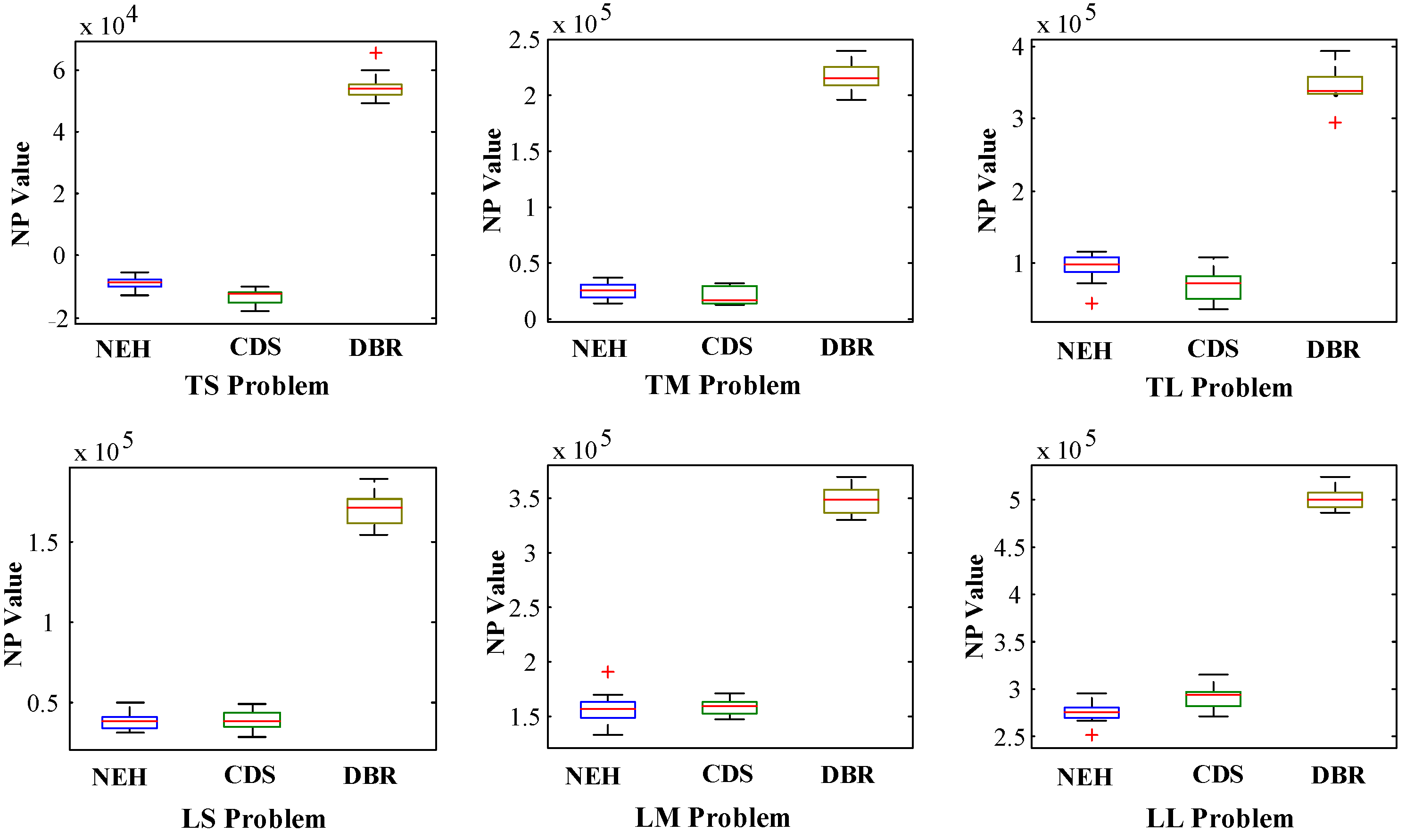
4.1.2. Comparison of Results
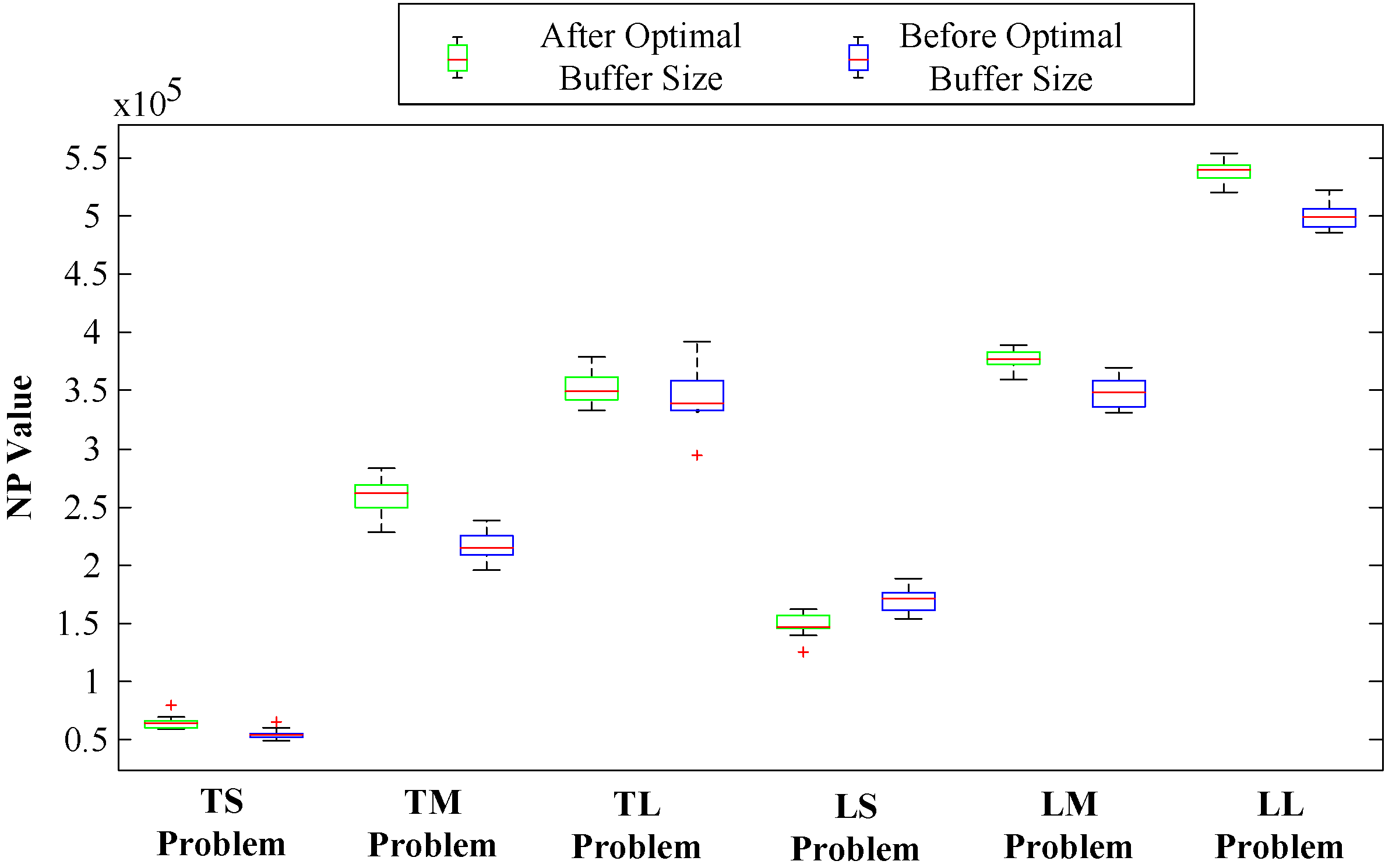
4.2. Tuning of Production Systems’ Parameters
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Notations and Abbreviations
| Index used to represent different product models | |
| Index used to describe planning horizon | |
| Index used to represent a customer | |
| Index used to represent machine | |
| Index used to represent position of product lot in the order schedule | |
| Buffer level of model in buffer in planning horizon | |
| Processing time of a model on a machine | |
| Demand of a product model by a customer in planning horizon | |
| Net profit earned on a product model from a customer in planning horizon | |
| Unit profit that can be earned on a product model from a customer | |
| Lot size of model for customer in planning horizon | |
| Total number of lots in planning horizon | |
| Completion time of product model of customer in planning horizon which is from a lot positioned at on machine | |
| Due date of product model of customer in planning horizon | |
| Quantity of product model is in process in the machines in planning horizon | |
| Binary variable that is equal to 1, if the demand of product model is completed from lot , which is at position in the lot sequence belonging to customer in planning horizon ; otherwise, it is equal to 0 |
References
- Castro, R.F.; Godinho-Filho, M.; Tavares-Neto, R.F. Dispatching method based on particle swarm optimization for make-to-availability. J. Intell. Manuf. 2020, 1–10. [Google Scholar] [CrossRef]
- Arredondo, F.; Martinez, E. Learning and adaptation of a policy for dynamic order acceptance in make-to-order manufacturing. Comput. Ind. Eng. 2010, 58, 70–83. [Google Scholar] [CrossRef]
- Wu, C.C.; Bai, D.; Zhang, X.; Cheng, S.R.; Lin, W.C. A robust customer order scheduling problem along with scenario-dependent component processing times and due dates. J. Manuf. Syst. 2021, 58, 291–305. [Google Scholar] [CrossRef]
- Oguz, C.; Salman, F.S.; Yalçin, Z.B. Order acceptance and scheduling decisions in make-to-order systems. Int. J. Prod. Econ. 2010, 125, 200–211. [Google Scholar] [CrossRef]
- Lin, S.-W.; Ying, K.-C. Increasing the total net revenue for single machine order acceptance and scheduling problems using an artificial bee colony algorithm. J. Oper. Reseach Soc. 2013, 64, 293–311. [Google Scholar] [CrossRef]
- Russell, G.R.; Fry, T.D. Order review/release and lot splitting in drum buffer-rope. Int. J. Prod. Res. 1997, 35, 827–845. [Google Scholar] [CrossRef]
- Abdel-Basset, M.; Mohamed, R.; Abouhawwash, M.; Chakrabortty, R.K.; Ryan, M.J. A simple and effective approach for tackling the permutation flow shop scheduling problem. Mathematics 2021, 9, 270. [Google Scholar] [CrossRef]
- Khalid, Q.S.; Arshad, M.; Maqsood, S.; Jahanzaib, M.; Babar, A.R.; Khan, I.; Mumtaz, J.; Kim, S. Hybrid particle swarm algorithm for products scheduling problem in cellular manufacturing system. Symmetry 2019, 11, 729. [Google Scholar] [CrossRef] [Green Version]
- Mumtaz, J.; Guan, Z.; Yue, L.; Wang, Z.; Ullah, S.; Rauf, M. Multi-level planning and scheduling for parallel PCB assembly lines using hybrid spider monkey optimization approach. Ieee Access 2019, 7, 18685–18700. [Google Scholar] [CrossRef]
- Xu, G.; Guan, Z.; Yue, L.; Mumtaz, J.; Liang, J. Modeling and optimization for multi-objective nonidentical parallel machining line scheduling with a jumping process operation constraint. Symmetry 2021, 13, 1521. [Google Scholar] [CrossRef]
- Mumtaz, J.; Guan, Z.; Yue, L.; Zhang, L.; He, C. Hybrid spider monkey optimisation algorithm for multi-level planning and scheduling problems of assembly lines. Int. J. Prod. Res. 2020, 58, 6252–6267. [Google Scholar] [CrossRef]
- Yue, L.; Chen, Y.; Mumtaz, J.; Ullah, S. Dynamic mixed model lotsizing and scheduling for flexible machining lines using a constructive heuristic. Processes 2021, 9, 1255. [Google Scholar] [CrossRef]
- Zhong, R.Y.; Huang, G.Q.; Lan, S.; Dai, Q.Y.; Zhang, T.; Xu, C. A two-level advanced production planning and scheduling model for RFID-enabled ubiquitous manufacturing. Adv. Eng. Inform. 2015, 29, 799–812. [Google Scholar] [CrossRef]
- Thurer, M.; Stevenson, M. Bottleneck-oriented order release with shifting bottlenecks: An assessment by simulation. Int. J. Prod. Econ. 2018, 197, 275–282. [Google Scholar] [CrossRef] [Green Version]
- Goldratt, E.M.; Schragenheim, E.; Ptak, C.A. Necessary but not sufficient: A theory of constraints business novel. IIMB Manag. Rev. 2001, 4, 320–323. [Google Scholar]
- Telles, E.S.; Lacerda, D.P.; Morandi, M.; Piran, F. Drum-buffer-rope in an engineering-to-order system: An analysis of an aerospace manufacturer using data envelopment analysis (DEA). Int. J. Prod. Econ. 2019, 222, 107500. [Google Scholar] [CrossRef]
- Puche, J.; Costas, J.; Ponte, B.; Pino, R.; David, D. The effect of supply chain noise on the financial performance of kanban and drum-buffer-rope: An agent-based perspective. Expert Syst. Appl. 2019, 120, 87–102. [Google Scholar] [CrossRef] [Green Version]
- Saif, U.; Guan, Z.; Wang, C.; He, C.; Yue, L.; Mirza, J. Drum buffer rope-based heuristic for multi-level rolling horizon planning in multi item production. Int. J. Prod. Res. 2019, 57, 3864–3891. [Google Scholar] [CrossRef]
- Lee, J.-H.; Chang, J.-G.; Tsai, C.-H.; Li, R.-K. Research on enhancement of TOC simplified drum-buffer-rope system using novel generic procedures. Expert Syst. Appl. 2010, 37, 3747–3754. [Google Scholar] [CrossRef]
- Thurer, M.; Stevenson, M. On the beat of the drum: Improving the flow shop performance of the drum-buffer-rope scheduling mechanism. Int. J. Prod. Res. 2018, 56, 3294–3305. [Google Scholar] [CrossRef] [Green Version]
- Sirikri, V.; Yenradee, P. Modified drum-buffer-rope scheduling mechanism for a non-identical parallel machine flow shop with processing time variation. Int. J. Prod. Res. 2006, 44, 3509–3531. [Google Scholar] [CrossRef]
- Benavides, M.B.; van Landeghem, H. Implementation of S-DBR in four manufacturing SMEs: A research case study. Prod. Plan. Control 2015, 26, 1110–1127. [Google Scholar] [CrossRef]
- Riezebos, J.; Korte, G.J.; Land, M.J. Improving a practical DBR buffering approach using workload control. Int. J. Prod. Res. 2003, 41, 699–712. [Google Scholar] [CrossRef]
- Wu, H.-H.; Chen, C.-P.; Tsai, C.-H.; Yang, C.-J. Simulation and scheduling implementation study of TFT-LCD Cell plants using Drum–Buffer–Rope system. Expert Syst. Appl. 2010, 37, 8127–8133. [Google Scholar] [CrossRef]
- Darlington, J.; Francis, M.; Found, P.; Thomas, A. Design and implementation of a drum-buffer-rope pull-system. Prod. Plan. Control 2014, 26, 489–504. [Google Scholar] [CrossRef]
- Pegels, C.C.; Watrous, C. Application of the theory of constraints to bottleneck operation in a manufacturing plant. J. Manuf. Technol. Manag. 2005, 16, 302–311. [Google Scholar] [CrossRef]
- Chkravorty, S.S.; Hales, D.N. Improving labour relations performance using a simplfied drum buffer rope (S-DBR) technique. Prod. Plan. Control. 2015, 27, 102–113. [Google Scholar] [CrossRef] [Green Version]
- De Eulate, U.A.P.; Aiastui, A.L. Application of the DBR approach to a multi-project manufacturing context. In Project Management and Engineering Research; Springer: Cham, Switzerland, 2021; pp. 131–145. [Google Scholar]
- Georgiadis, P.; Polituou, A. Dynamic drum-buffer-rope approach for production planning and control in capacitated flow-shop manufacturing systems. Comput. Ind. Eng. 2013, 65, 689–703. [Google Scholar] [CrossRef]
- Gilmore, J.H.; Pine, B.J. The four faces of mass customization. Harv. Bus. Rev. 1997, 75, 91–102. [Google Scholar]
- Nawaz, M.; Enscore, E.E., Jr.; Ham, I. A heuristic algorithm for the m-machine, n-job flow-shop sequencing problem. OMEGA Int. J. Manag. Sci. 1983, 11, 91–95. [Google Scholar] [CrossRef]
- Schragenheim, E.; Dettmer, H.W. Manufacturing at Warp Speed; CRC Press: Boca Raton, FL, USA, 2000. [Google Scholar]
- Kalczynski, P.J.; Kamburowski, J. On the NEH heuristic for minimizing the makespan in permutation flow shops. Omega 2007, 35, 53–60. [Google Scholar] [CrossRef]
- Ramanan, T.R.; Sridharan, R.; Shashikant, K.S.; Haq, A.N. An artificial neural network based heuristic for flow shop scheduling problems. J. Intell. Manuf. 2011, 22, 279–288. [Google Scholar] [CrossRef]
- Bozorgirad, M.A.; Logendran, R. Sequence-dependent group scheduling problem on unrelated-parallel machines. Expert Syst. Appl. 2012, 39, 9021–9030. [Google Scholar] [CrossRef] [Green Version]
- Zandieh, M.; Karimi, N. An adaptive multi-population genetic algorithm to solve the multi-objective group scheduling problem in hybrid flexible flow shop with sequence-dependent setup times. J. Intell. Manuf. 2011, 22, 979–998. [Google Scholar] [CrossRef]
- Taguchi, A.; Schüth, F. Ordered mesoporous materials in catalysis. Microporous Mesoporous Mater. 2005, 77, 1–45. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Problem Category | Range of Demand | ||||
|---|---|---|---|---|---|
| A | B | C | D | E | |
| TS | (0~30) | (0~40) | (0~45) | (0~35) | (0~40) |
| TM | (30~50) | (40~50) | (45~60) | (35~45) | (40~60) |
| TL | (50~70) | (50~60) | (60~75) | (45~60) | (60~80) |
| LS | (0~30) | (0~40) | (0~45) | (0~35) | (0~40) |
| LM | (30~50) | (40~50) | (45~60) | (35~45) | (40~60) |
| LL | (50~70) | (50~60) | (60~75) | (45~60) | (60~80) |
| Problem Category | Scenario | Day | Customer | Demand of Product Model | Probability of Due Date | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| TS | 1 | A | B | C | D | E | T = 0.85 | R = 0.15 | ||
| 1 | 1 | 18 | 22 | 2 | 32 | 29 | 895 | 3926 | ||
| 2 | 22 | 2 | 38 | 32 | 39 | 766 | 4901 | |||
| 3 | 25 | 31 | 23 | 6 | 15 | 1062 | 2821 | |||
| 2 | 1 | 4 | 1 | 42 | 10 | 11 | 719 | 5581 | ||
| 2 | 9 | 18 | 29 | 0 | 33 | 1102 | 3549 | |||
| 3 | 16 | 34 | 15 | 15 | 2 | 1296 | 1852 | |||
| 3 | 1 | 5 | 26 | 14 | 31 | 4 | 1379 | 5702 | ||
| 2 | 29 | 21 | 31 | 34 | 11 | 1199 | 2646 | |||
| 3 | 12 | 18 | 34 | 28 | 4 | 1234 | 3287 | |||
| Product Model | Processing Time on Machine | Unit Profit from Customer | Penalty Cost from Customer | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 1 | 2 | 3 | 1 | 2 | 3 | |
| A | 9 | 7 | 29 | 9 | 7 | 150 | 300 | 200 | 15 | 30 | 20 |
| B | 13 | 19 | 32 | 13 | 19 | 250 | 200 | 240 | 25 | 20 | 24 |
| C | 8 | 21 | 33 | 8 | 21 | 350 | 250 | 300 | 35 | 25 | 30 |
| D | 32 | 33 | 34 | 32 | 33 | 200 | 350 | 300 | 20 | 35 | 30 |
| E | 23 | 29 | 33 | 23 | 29 | 300 | 150 | 250 | 30 | 15 | 25 |
| Product Models | Optimum Level of Buffer Size of Product Models for Problem Category | |||||
|---|---|---|---|---|---|---|
| TS | TM | TL | LS | LM | LL | |
| A | 3 | 3 | 2 | 2 | 2 | 3 |
| B | 2 | 3 | 3 | 3 | 2 | 2 |
| C | 1 | 3 | 3 | 2 | 3 | 2 |
| D | 3 | 3 | 3 | 3 | 2 | 3 |
| E | 2 | 3 | 2 | 3 | 3 | 2 |
| Problem Category | Before Buffer Size Tuning | After Buffer Size Tuning | ||
|---|---|---|---|---|
| Mean NP | Median NP | Mean NP | Median NP | |
| TS | 54,231.66 | 54,115.5 | 65,591.09 | 63,926.4 |
| TM | 212,368.9 | 214,561 | 260,831.2 | 261,927 |
| TL | 340,871 | 339,523 | 352,721.7 | 352,416.5 |
| LS | 172,125.6 | 171,167.5 | 147,719.5 | 147,140 |
| LM | 348,834.2 | 348,645.5 | 375,848.3 | 377,246.8 |
| LL | 500,176.5 | 498,802 | 538,598.2 | 540,171.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yue, L.; Xu, G.; Mumtaz, J.; Chen, Y.; Zou, T. Order Releasing and Scheduling for a Multi-Item MTO Industry: An Efficient Heuristic Based on Drum Buffer Rope. Appl. Sci. 2022, 12, 1925. https://doi.org/10.3390/app12041925
Yue L, Xu G, Mumtaz J, Chen Y, Zou T. Order Releasing and Scheduling for a Multi-Item MTO Industry: An Efficient Heuristic Based on Drum Buffer Rope. Applied Sciences. 2022; 12(4):1925. https://doi.org/10.3390/app12041925
Chicago/Turabian StyleYue, Lei, Guangyan Xu, Jabir Mumtaz, Yarong Chen, and Tao Zou. 2022. "Order Releasing and Scheduling for a Multi-Item MTO Industry: An Efficient Heuristic Based on Drum Buffer Rope" Applied Sciences 12, no. 4: 1925. https://doi.org/10.3390/app12041925