1. Introduction
In recent years, additive manufacturing (AM) [
1] has been widely used in fabricating bone tissue engineering scaffolds. The biggest advantage of additive manufacturing is that it can produce patient-specific scaffolds with both a complex internal porous structure and a precise external architecture compared to the conventional scaffold fabrication methods [
2,
3]. Among AM techniques, 3D powder-based printing (3DPP) (the term “3D printing” mentioned in this paper is representative of 3D powder-based printing in particular) is the most promising technology to fabricate artificial bone implants [
4,
5,
6], as 3D printing can be used to fabricate bone engineering scaffolds with bioceramic powders under low-temperature conditions [
7,
8]. Thanks to their chemical and structural similarities to the inorganic phase of human bone [
9,
10,
11], calcium phosphates, such as hydroxyapatite (HA), β-tricalcium phosphate (β-TCP), have been used in the 3D printing of artificial bone scaffolds [
11,
12,
13,
14,
15,
16,
17,
18,
19,
20,
21,
22]. In the process of 3D printing bone scaffolds, the ceramic powder is deposited on the powder bed platform first, and the thin layer of powder is well compacted and smoothed by a special roller [
16], and then the binder drops are sprayed onto the designated areas of the thin powder layer by the print head. This process aims to bind the powders in the selected region following the cross-sectional information generated by the CAD system. After the selective binding of the powder layer, the above processes are repeated until the end of the whole manufacturing process [
23]. Previous studies [
8,
23,
24,
25] have shown that the powder-droplet interaction plays a key role in the resolution and quality of 3D printing. The powder-droplet interaction involves three steps [
11]: (1) the binder droplet impacts and spreads on the surface of powder bed; (2) the binder droplet penetrates the powder; and (3) wetting and setting occur to form nucleation. With regard to the fact that droplet spreading takes place in a very short time, and the time required for droplet penetration and nucleation is significantly longer [
12,
26,
27]. Therefore, the process of powder-droplet interaction is often studied individually. With observation and analysis in relevant works [
26,
27], it was found that the spreading process of millimeter-sized large droplets on micron-sized powder is measured on a microsecond scale, and the time scale for droplet penetration is of the order of a second. In the study [
12], the droplet permeation process with different ratios of CaP:CaSO
4 was studied. The results showed that the permeation time ranged from 0.73 s to 5.07 s, and the particle size of powder had a strong influence on the droplet permeation.
The final resolution of the 3D printed products depends on how the droplet spreads on the powder bed [
23]. Since the droplet spreading behavior on powders plays a crucial role in 3D printing [
28], it will be challenging for precision manufacturing studies in the future. The common way to study droplet spreading behavior is to observe the 3DP process empirically and by determining the final integrity of the printed specimen. In the study [
27], the influence of TiNiHf particle size on binder drop spreading time was studied to observe the millimeter-scale drops spreading by a high-speed digital optical microscope. Marston et al. [
29,
30] studied the binder drop impact on powder during which the spreading, rebound and splashing were observed with high-speed photography. Hapgood et al. [
26] also studied the penetration performance of several kinds of droplets on different powder materials with a large number of observation experiments and proposed an absorption time prediction model depending on the Washburn equation [
31]. With the common experimental methods, there are still limitations for developing and applying new materials used for 3D printing bone scaffolds.
However, in the actual 3D printing scene, droplet spreading occurs on micron-sized droplets and micron-sized powder particle systems. The spreading behaviors learned from the experimental observation [
32,
33] of millimeter-sized drops cannot be completely applied to the droplets in micron size because the droplets’ dynamics are size sensitive. Although the modern/advanced high-speed camera can capture ultra-fast fluid phenomenon over million frames, however, for a typical 3D printing scene, it is a big challenge to capture the images of a microdroplet (diameter < 200 μm) with relative high velocity (above 1.0 m∙s
−1) to study the spreading behaviors under the space limitation of the print head to powder bed. Limited by the experimental equipment, there is extremely inadequate research [
34] on the impact of the millimeter-sized droplets on granular materials with a direct observation-based experimental method. A variety of liquid droplet impact-related simulation [
35,
36,
37,
38,
39,
40] studies have been conducted to solve application problems in 3D printing. However, most existing simulation studies have focused on the effect of binder drop properties (such as surface tension and viscous force and impact velocity) on droplet spreading behaviors rather than on the physical and dynamic characteristics of the binder/powder interaction system.
Therefore, the computational fluid dynamics (CFD) method used to study droplets impacting the powder surface was proposed. This study aims to develop a reliable and effective model to investigate the behavior of micron-sized droplets impacting on a micron-sized powder bed applied to the 3D printing process. First of all, referring to the previous studies and practical experience in 3D printing, we proposed a low impulse model supported by the theoretical calculation results and typical studies. Depending on this strategy, we have simplified the model of a microdroplet spreading on the well-compacted and smoothed micro-particle powder to the model of a single droplet spreading on the rigid multi-sphere substrate, which matches well with the actual 3D printing process. Then, the CFD model for numerical simulation based on the VOF (volume of fluid) method was established. In order to test the VOF model proposed in this study, the observation experiment of millimeter-scale droplet spreading on the rigid substrate and the numerical simulation under the same conditions were carried out. The consistency between the experimental and simulation results has revealed that the VOF model is considerably effective. After that, the effects of the particle size and wettability of powder on the spreading behavior of micro binder droplets were studied through the numerical simulation method based on the VOF model. With the analysis and summary of the microdroplets’ spreading behaviors, the results have shown that the particle size and wettability of the powder greatly influence the spreading behaviors of the droplet. Finally, the characterization of the actual printed samples showed that the optimal process parameters obtained by the simulation study are close to the results of the experimental 3D printing process. In conclusion, the numerical simulation method proposed in this paper can effectively analyze the influence of particle-droplet interaction on the 3D printing process. The results also demonstrated that the droplet impact behavior was governed by the physical and dynamic characteristics of the binder/powder interaction system, rather than the only properties of binder droplet. An enhanced understanding of this interaction with this method might enable substantially higher printing accuracy and the biological activity while optimizing the amount of acid binder in the 3D printing process. Besides, it is a more efficient way to explore new materials’ printability applied to 3D printing of bone tissue engineering scaffolds.
2. Material and Methods
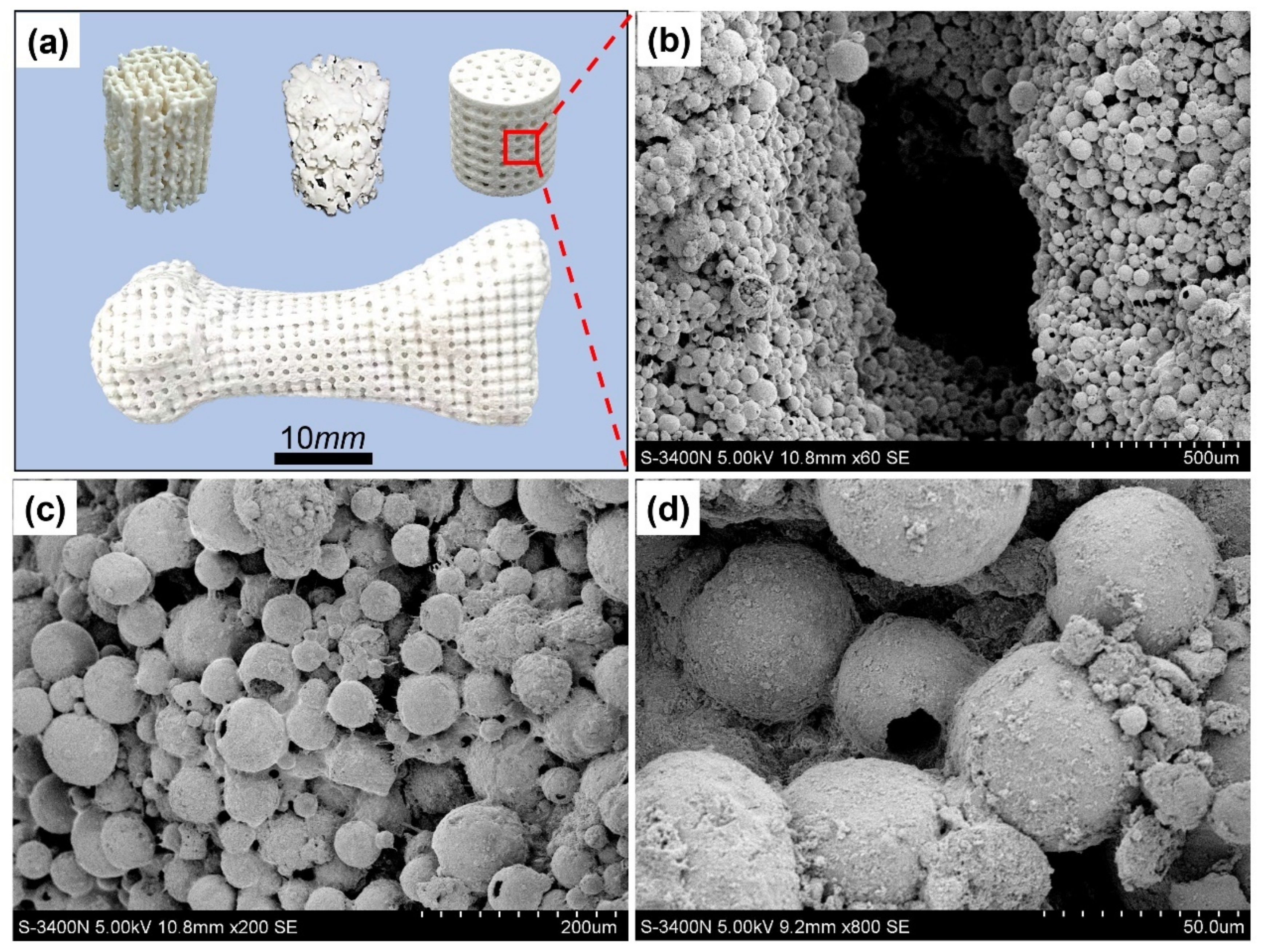
HA and β-TCP, as the most common types of calcium phosphates bioceramic that have been used in 3D printing bone scaffolds and implants (
Figure 1), can create strong bonds to human tissues and degrade with physiological fluids and cellular activity [
10], showing excellent biocompatibility [
9]. By selecting optimal powder material and its particle size, artificial bone scaffolds’ biological and mechanical performance can be controlled.
In the 3D printing of bone scaffolds, the wettability of powder materials with binder and powder particle size not only affects the biological properties of bone scaffolds such as cell adhesion and biodegradable performance but also influences the parameters of the 3D printing process directly. The systematic evaluation of the key powder characteristics influencing 3D printability is a critical requirement for optimal results.
2.1. Low Impulse Droplet Impact Model
Many effective methods have been proposed and applied during the 3D printing process to avoid the excessive impact of droplets on the powder bed. The previous studies [
8,
12,
13,
16,
41,
42] showed that an appropriate packing density could avoid the excessive impact of droplets on the powder bed and achieve better printing quality. In the studies [
43,
44], moisture was applied to the powder bed to improve the powder bed stability.
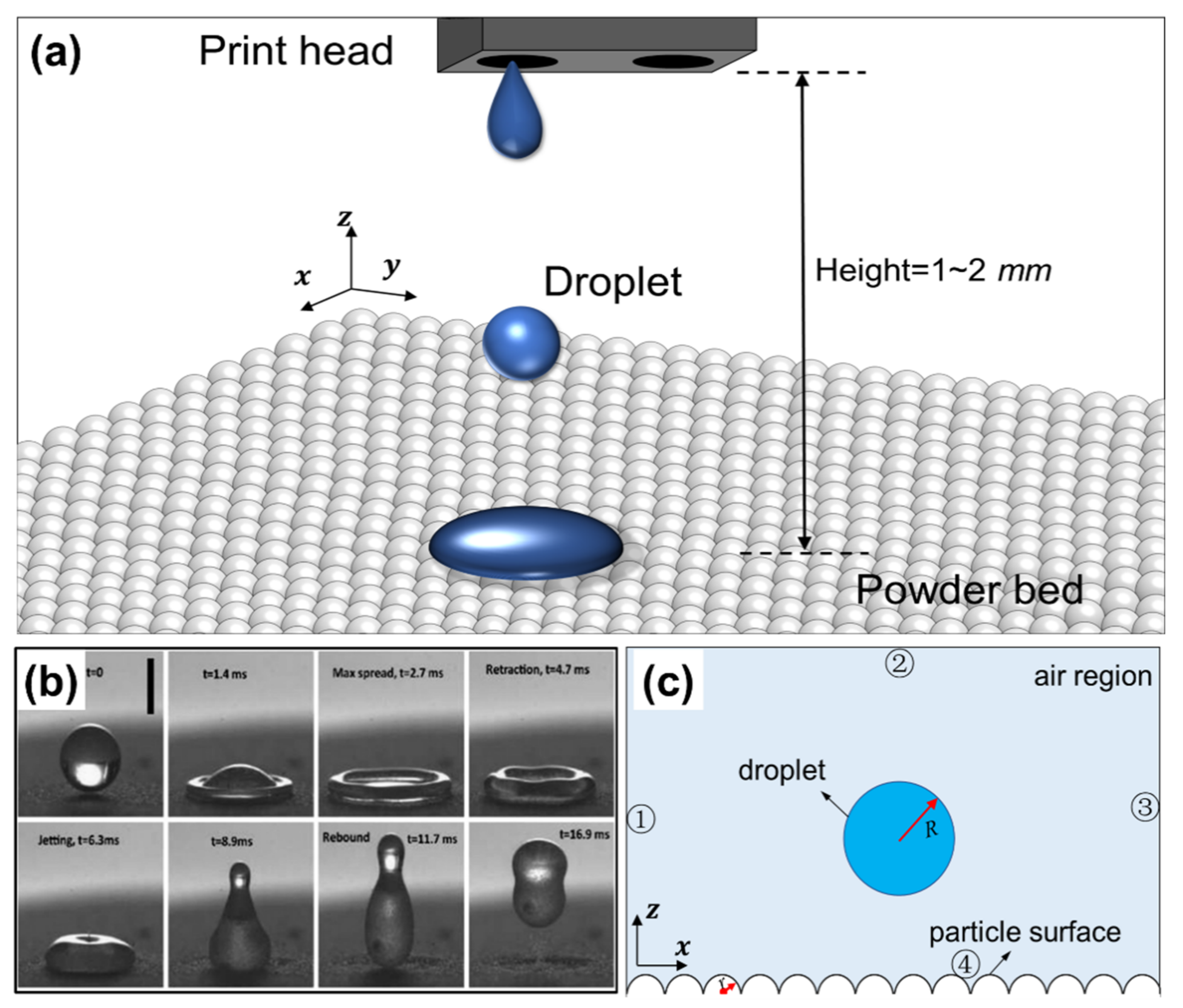
In a previously conducted study [
30], a diameter of 2.4 mm and a 50% concentration of glycerol drop impacting the glass bed were studied. With an impact momentum of 9.15 × 10
−6 kg∙m/s and the Weber number of 47.56, the powder bed was obviously not damaged (
Figure 2b).
In a similar study [
12], a digital syringe was used to generate droplets impacting the CaP:CaSO
4 powder bed to simulate the 3D printing process. In order to protect the powder bed from excessive droplet impact, the height of droplet volume of 30 μL to the powder bed was 8 mm. The impact momentum can be calculated according to the experimental parameters:
where
is the impact momentum,
is the mass,
is the impact velocity,
represents density (the value is 1.02 × 10
3 kg/m
3 here),
is the volume of droplet.
For the free-fall velocity
,
where
is gravity,
is the height of the droplet (8 mm),
is the time during free fall. The momentum was evaluated to be 1.2 × 10
−5 kg∙m/s.
The Weber number
can be given as follows:
where
is the droplet density,
is the droplet diameter,
is surface tension (48 mN/m).
In this study, the print head of our homemade 3D printer was designed so that the binder droplet impact velocity was 2 m/s, the droplet diameter was 0.1 mm, and the binder density was 1.03 × 10
3 kg/m
3, the surface tension coefficient was evaluated to be 48 mN/m. The impact momentum and Weber number were compared in
Table 1.
Table 1 reveals that the impact momentum and Weber number in currently employed 3D printing is lower than that mentioned in the previously conducted typical studies that examined the droplet impact without damaging the surface of the powder bed.
Furthermore, according to Agland et al. [
45,
46], when the Weber number is
< 300, the droplets will spread on the surface of the powder without damaging the surface of the powder bed. Based on the comparison of the data given in
Table 1, the low impulse droplet impact theory is applicable to the 3D printing scene that the droplet impacts and spreads without destroying the powder bed. The problem of micro binder droplet impact in the typical process of 3D printing can be simplified to the model of a droplet impacting on multi-particles/spheres bed/substrate, whereas in the simplified model, the powder particles were well deposited and compacted, and there is no deformation and no slip between the small particles during droplet spreading. The idealized model of binder droplets impacting the powder bed under low impact momentum is shown in
Figure 2a.
2.2. VOF Model for Droplet Impact on Powder Bed
In our study, a multiphase flow model (shown in
Figure 2c) of binder droplet and the air was established to study the droplet impact behaviors. The continuum surface force model was used in the current study for surface tension. In the two-dimensional numerical simulation model, the boundaries ①, ②, ③ are defined by the conditions of the pressure outlet. The boundary ④ represented the particle bed surface as the conditions of the wall with wall adhesion. According to Francois et al. [
47], the droplet contact angle varies in a narrow range, so here, it was set as a constant value to define the wettability of particle materials with the binder. The blue circular region was the liquid droplet phase, and the other region within the boundaries was the filled with air phase.
2.2.1. Governing Equations of Simulation
The impact and spreading of liquid droplets on the solid substrate is a transient and isothermal process involving droplet liquid phase and air phase, which means there is no mass or heat transfer between droplet and air. The continuity and momentum equations of the two-dimensional models can be represented as follows [
48]:
where
is the time,
is the density,
is the velocity vector,
is the body force.
The interface of droplet and air was tracked and calculated by the volume fraction of the fluid
:
And the conservation equation for the VOF function is given by,
where
is the velocity,
is the volume fraction of the
phase.
The surface tension is a force that acts only on the surface, in which case balance needs to be maintained. It serves to balance the radially inward intermolecular attraction and the radially outward pressure gradient [
37]. The continuous surface force (CSF) model proposed by Brack Bill et al. [
49] treats the surface tension into a continuous three-dimensional effect rather than a boundary condition of the interface. The surface tension effect is simulated by adding a source term
to the momentum Equation (5)
where
is the surface tension,
is the density of the mixing unit in the two-phase flow,
is the volume fraction of the
phase in the unit,
is the volume ratio of the
phase in the unit,
is the density of the
phase,
is the
phase density,
is the surface curvature of the i phase. For the air-liquid flow model,
According to the continuum surface force (CSF) model [
49],
can be expressed as,
where
and
are the normal vector and unit normal vectors of the liquid-gas interface.
In addition, when the interface is near a solid wall with a specified contact angle
,
should be modified as follows:
where
is the unit normal vector and
is the unit tangential vector of the wall.
Obviously, should be amended in connection with near the wall.
Thereby, the moving of liquid-gas two-phase flow interface can be well tracked, and mass is conserved by solving the above equations.
2.2.2. Initial Boundary Conditions of Numerical Simulation
Using the software ANSYS Fluent, the spreading behavior of droplets was simulated with the method of VOF function. A multiphase flow model of binder liquid phase and air phase was established, in which the primary phase is air, and the secondary phase is binder liquid, as shown in
Figure 2c. The coupling equations of pressure and velocities were solved via the pressure implicit split operator (PISO) method. The computational domain with two-dimensional grids is shown in
Figure 2c. The droplet with an initial diameter
impacts at a velocity of
on a multi-spherical solid wall surface. Each sphere of the multi-spherical wall was of the mean diameter of the real calcium phosphate’ s powder particles. The boundaries ①, ②, ③ are defined by the conditions of the pressure outlet. The boundary ④ contained the conditions of the wall with wall adhesion and no roughness effect.
2.3. The Validity of the VOF Model
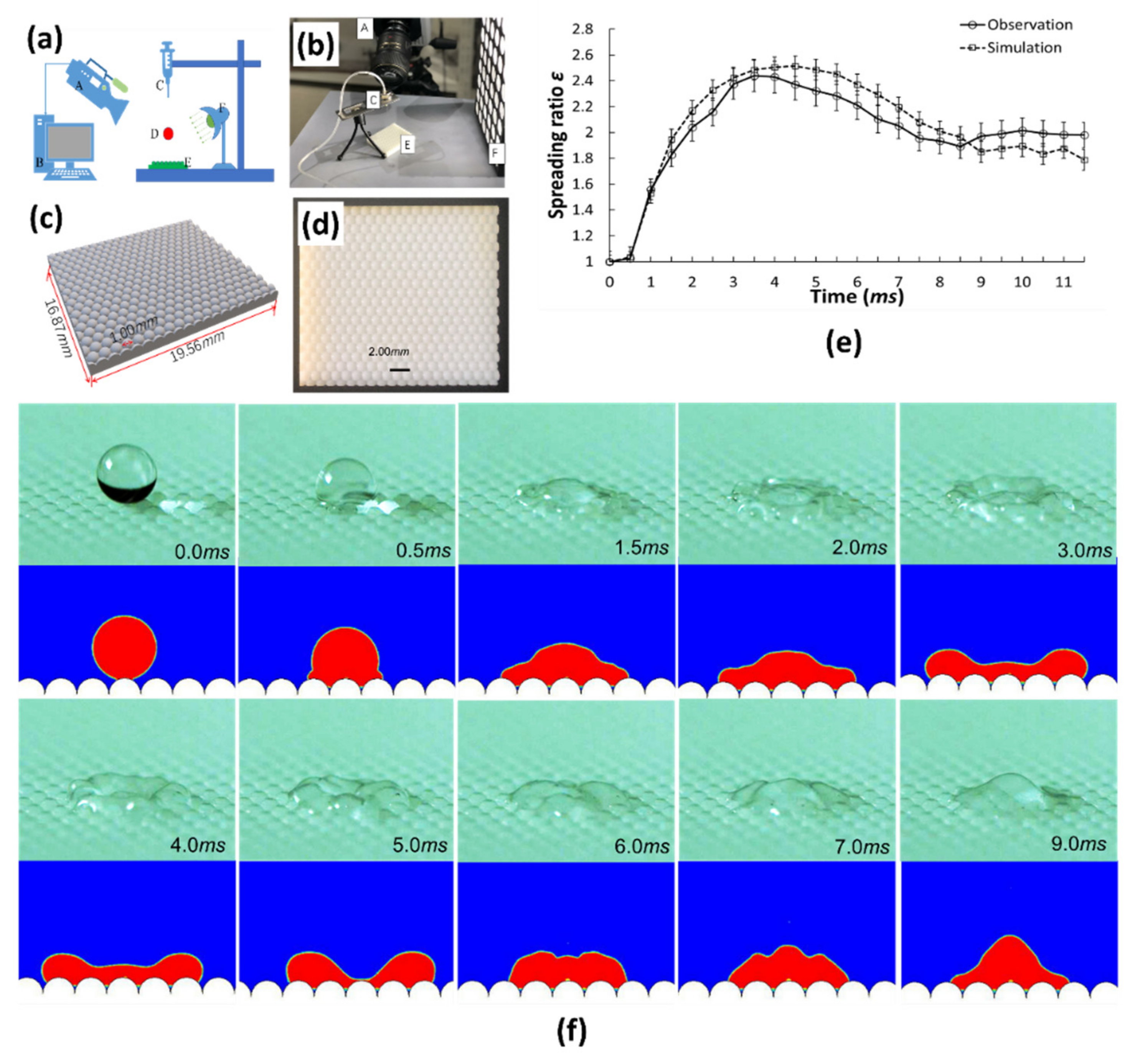
In order to test the VOF model proposed in this study, the observation experiments of millimeter-scale droplets spreading on the rigid substrate and the numerical simulations were carried out under the same conditions. What needs to be noted is that the millimeter-scale droplet is much easier to be generated and captured with common experimental equipment. The schematic diagram of test equipment is shown in
Figure 3a–d.
The spreading behaviors were recorded using a high-speed camera (SA-X2, Photron, Tokyo, Japan) with 10,000 frames per second (
fps) capability, and the images were saved in 1024 × 1024 pixels for subsequent analysis (shown in
Figure 3b). A syringe (1 cm
3) with a nozzle (32 G × 4 mm) was used to simulate the pure water droplet sprayed from the printhead. The water droplets detach off the nozzle with an initial speed of zero by slowly squeezing the syringe (shown in
Figure 3a). The droplets’ impact velocities were adjusted by regulating the height of the droplets falling off the nozzle. The diameters of the water droplets were about 2.2 mm, and the impact velocities were about 1 m/s in this experiment. The actual impact velocity of the droplet was then corrected according to the results of the photos taken by the high-speed camera. The multi-particle/sphere substrate was prepared by high precision stereolithography equipment (lite600, Union Tech, Shanghai, China). The single-particle size of the substrate was 1 ± 0.05 mm in diameter. The CAD design model is shown in
Figure 3c, and the solid model is shown in
Figure 3d. The simulations were carried out under the condition similar to the actual experimental parameters, in which the droplet diameter was 2.2 mm, the velocity is 0.991 m/s, density was 0.998 × 10
3 kg/m
3, the viscosity was 0.894 mPa·s, the surface tension was 71.94 mN/m, and the particle diameter of the substrate was 1.0 mm, and the Weber number was 30.52.The static contact angle of the substrate material with pure water was 92°, which was measured to be used as an attached boundary condition for the numerical simulations.
In the results analysis, the spreading ratio
was defined as the ratio of the spreading diameter of the droplet to its initial diameter, which is a key parameter to evaluate the binder droplet spreading behavior on the bioceramic particle surface. The spreading ratio
is defined as follows:
where
is the spreading diameter of the droplet, and
is the initial diameter of the binder droplet.
During the whole collision process, the shape of the water droplet changing at different times can be accurately reproduced by consistent simulation (see the image in
Figure 3f). While comparing the experimental data with simulation results (
Figure 3e), the error of maximum spreading ratio was less than 3.1%. Considering that the simulation results are based on ideal conditions, the results were acceptable. The agreements between the simulation results and the experimental data suggest that the VOF model effectively simulated the droplet impacting process.
2.4. 3D Printing, Simulation and Characterization
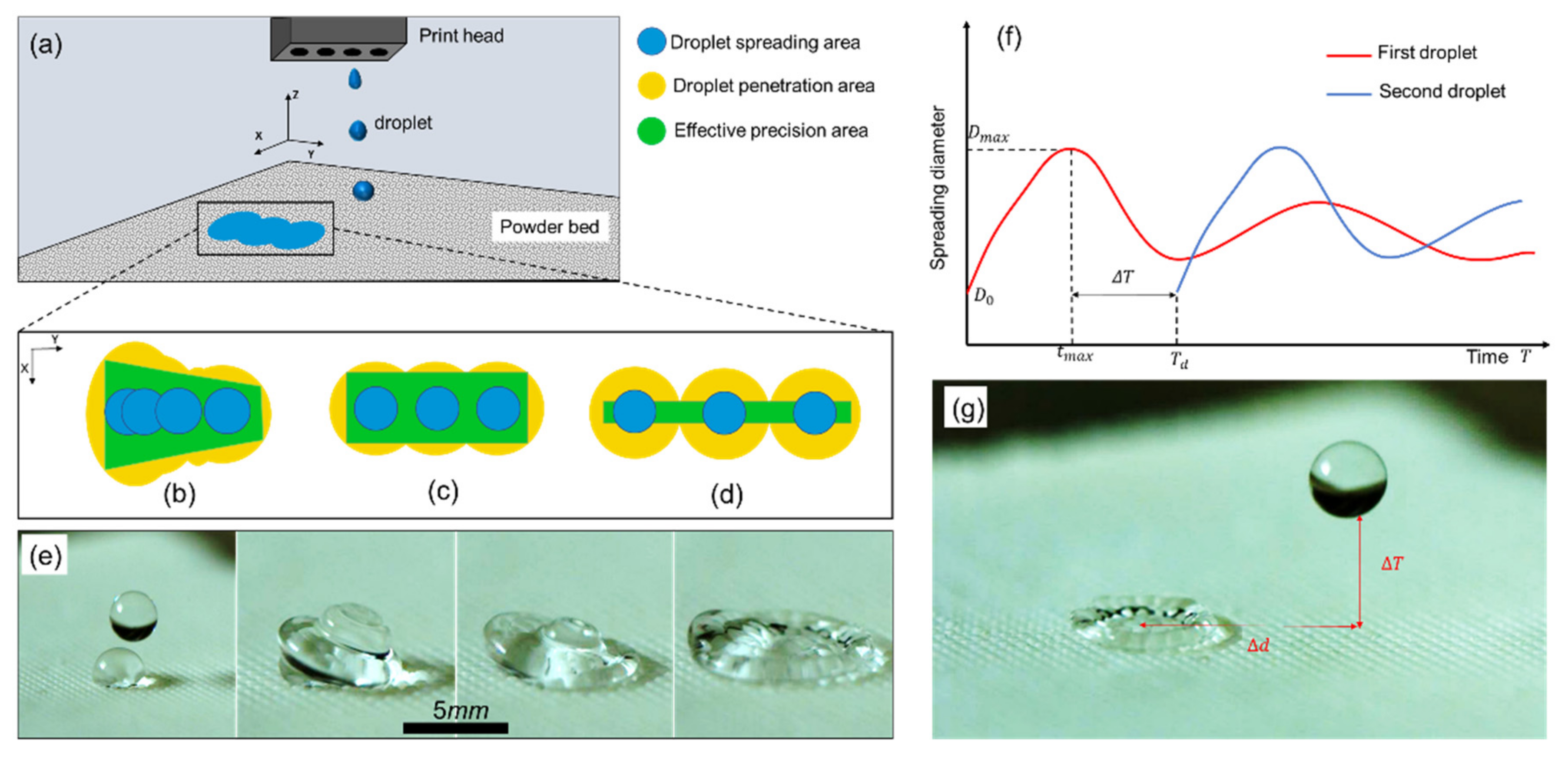
The significance of the maximum spreading diameter in the 3D printing process mechanism in this study must be introduced first. The spreading behavior of droplets determines the final printability of the binder/powder system (shown in
Figure 4a) in 3D printing. The droplets spreading interference (a captured diagram of millimeter-scale droplets shown in
Figure 4e) caused by the over-narrow space of the droplets position leads to the imbalance of binder penetration. As a result, part of the region of excessive penetration occurs as shown in
Figure 4b; meanwhile, too much spacing between droplets leads to a binder blank area, and the desired effective adhesion cannot be formed, as shown in
Figure 4d. The optimal droplet spacing distance makes the droplets spread without interference with each other, and the desired region of the powder is effectively achieved after the droplet penetration, as shown in
Figure 4c. Regarding the printing accuracy, the consistency between the area of precision printed and the area of design guarantees the accuracy. On the other hand, the final penetration area minus the effective precision area is the printing error.
Figure 4f,g are the schematic diagram of the spreading of two droplets, where the
is the maximum spreading time,
is the droplets’ spreading interval,
is the largest spreading diameter, and
is the time difference between the two droplets.
Under the condition of no interference between droplets during spreading, the maximum spreading performance of droplets determines the minimum droplet spacing distance. That is to say, the droplets deposition distance between two droplets is greater than or at least equal to twice the maximum spreading radius (as shown in
Figure 4g); the mathematical expression can be explained as follows,
where
is the maximum spreading ratio,
is the initial diameter of the droplet. The droplet deposition distance
is defined as the distance between the centers of two adjacent droplets on the
XY plane.
In theory, according to the definition of dots per inch (
DPI), the relationship between deposition distance
and printing
DPI is as follows,
Based on Equations (14) and (15), the relationship between 3D printing resolution
DPI and the maximum spreading ratio,
can be expressed as,
So, the optimal DPI can be deduced by the study of the maximum spreading ratio.
2.4.1. Simulation of 3D Printing Parameters
To verify the effectiveness of this study, a simulation based on our 3D printing device parameters was performed. The droplet spray velocity by the print head was 2 m/s, the droplet diameter was 100 μm, the mean diameter of the HA powder particles was 40 μm, and the thickness of the layer was 0.1 mm. The static contact angle between the powder material and the binder was 98°.
Using the software ANSYS Fluent, a multiphase flow model of binder droplet and the air was established in which the primary phase was air, and the secondary phase was binder liquid. The coupling equations of pressure and velocities were solved via the PISO (pressure implicit split operator) method. The two-dimensional computational domain with grids is shown in
Figure 2c. To improve the accuracy of the calculation, the near-wall grids were densified self-adaptively. The number of cells patched for the binder droplet during the simulation was 1665. The minimum grid spacing was 0.01 μm. The corresponding time step, 1.0 × 10
−7 s, was of good efficiency and convergence.
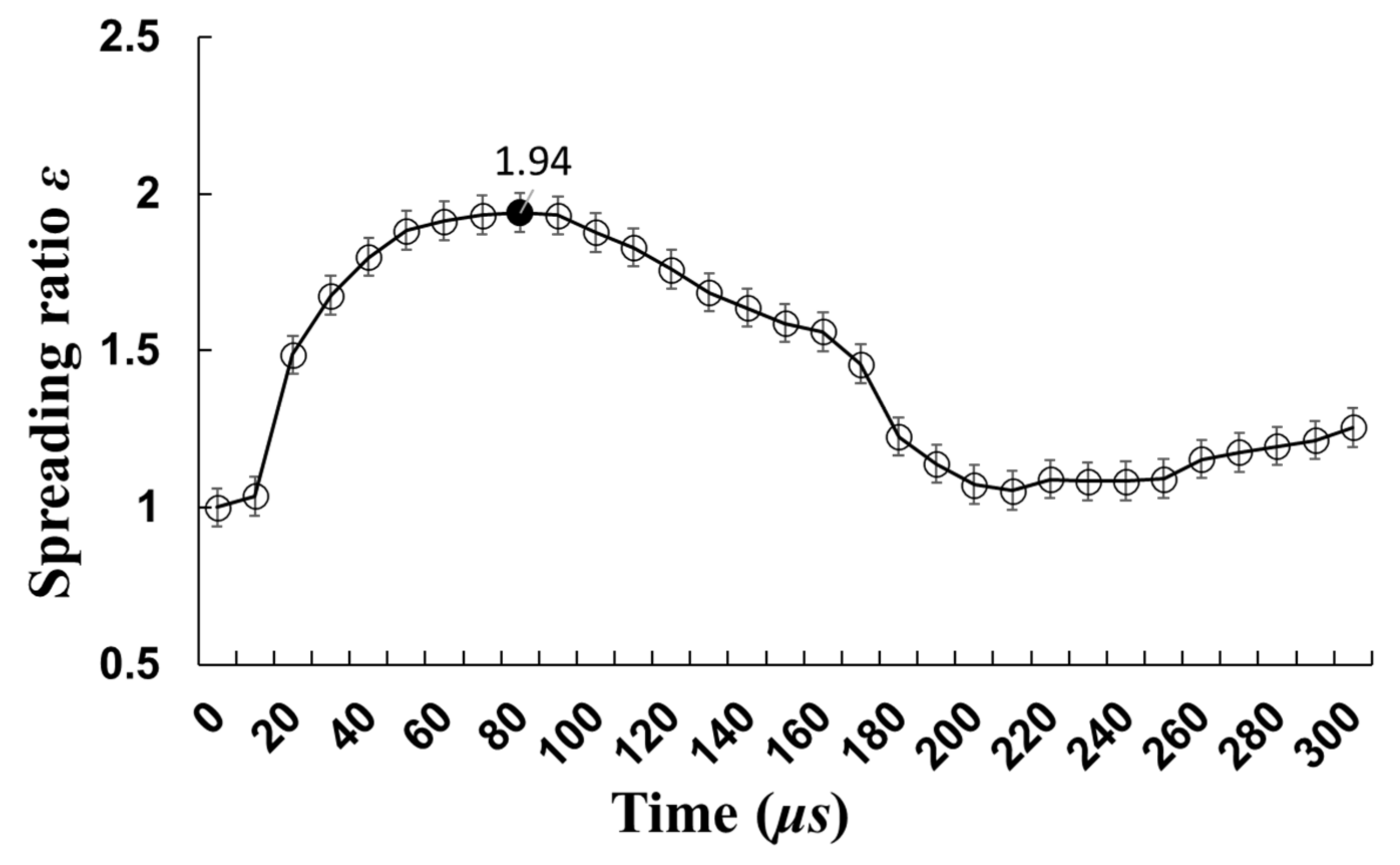
The results are shown in
Figure 5. Referring to the effect of the maximum spreading ratio on print
DPI, the maximum spreading ratio during the 3D printing process was about 1.94, and the optimal
DPI was about 131.
2.4.2. 3D Printing
To verify the simulation results, the experiments were conducted using a modified 3D printer (ZPrinter160, Zcorp, Rockhill, SC, USA). The components of biological glue are phosphoric acid (8.75 wt.%) and Polyvinyl alcohol (PVA, 0.25 wt.%) aqueous solution. The PVA (molecular weight 72000, AR Grade) was purchased from Sigma Aldrich (Sigma-Adlrich, St Louis, MI, USA). The phosphoric acid (85%, AR Grade) was purchased from Nanjing Chemical Reagent Co., Ltd. (Nanjing Chemical Reagent, Nanjing, China). The HA powder (AR Grade) was donated by Bone-Tec Co., Ltd. (Bone-Tec, Xi’an, China). The cylindrical samples with a diameter of 10 mm and height of 15 mm were 3D printed with six groups of printing resolution for testing. There were five samples printed in a certain group for testing of physical and mechanical properties. The basic 3D printing parameters are shown in
Table 2.
2.4.3. Characterization
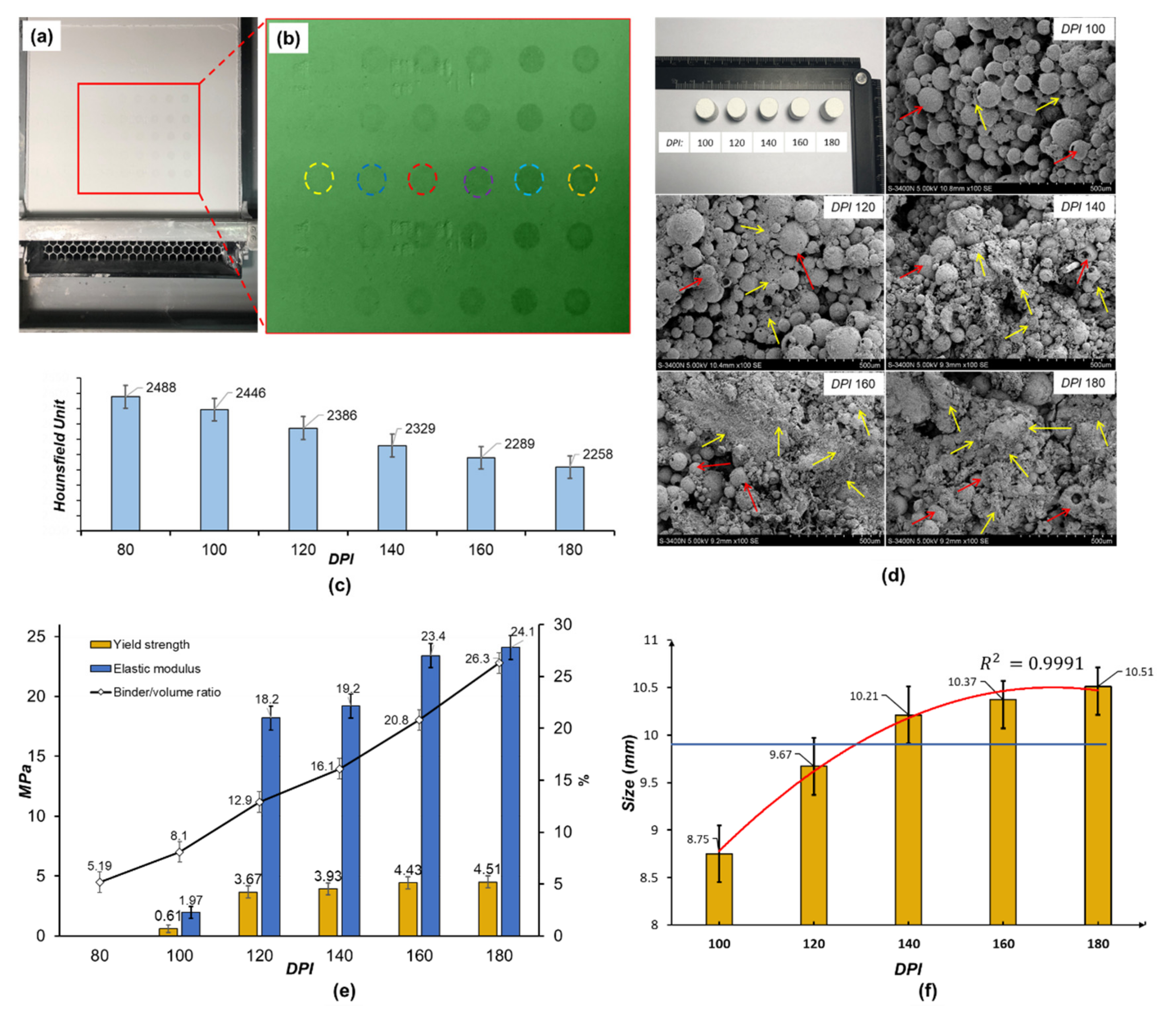
Print Resolution Analysis
The sample sections of powder bed printed with different resolutions during the printing process were recorded and analyzed. Although the phosphoric acid/polyvinyl alcohol binder liquid is transparent, the powder bed printed with different resolutions of binder exhibited a different color.
The Hounsfield Unit (HU) was used to evaluate the difference of samples printed in different resolutions by analyzing the grey values of the grayscale images corresponding to varying print resolution of the binder. The software Magics (Materialise, Belgium) was used to process the histograms of Hounsfield Units.
The
HU is a tool for defining the radiodensity of the object in CT scanning with a linear transformation of the X-ray attenuation coefficient [
23].
HU is defined as follows,
where
is the X-ray attenuation coefficient of the scanned object,
is the X-ray attenuation coefficient of the water,
is the X-ray attenuation coefficient of the air.
Mechanical Tests
To obtain the compressive properties of samples, a testing machine (CTM8010, XQ Co., Ltd., Shanghai, China) was used. Following the ASTM D1621-2016 standard test method, the samples were compressed at an across-head speed of 1 mm/min to get the yield strength and elastic modulus. Three samples were measured to get the average value for every kind of sample.
Print Accuracy Analysis
The accuracy of 3D printed scaffolds is a key factor that determines cell infiltration and tissue ingrowth with a fine microstructure mimicking natural cancellous bone. The printing accuracy of the cylinder samples printed with different DPI were tested by measuring the outside diameter of the cylinder. Each sample was measured at three places, and a total of three samples were measured to get the average value for one kind of sample.
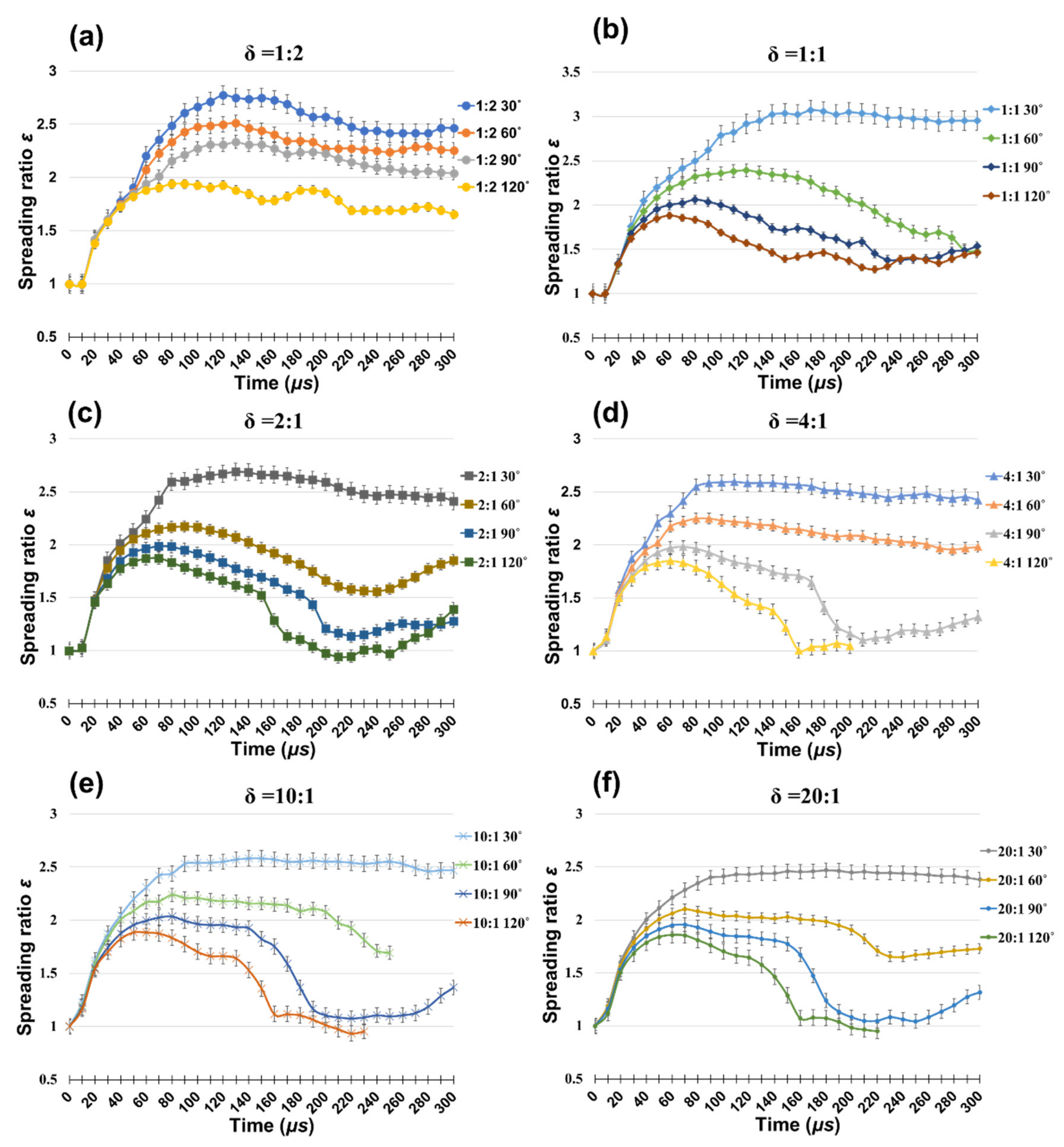
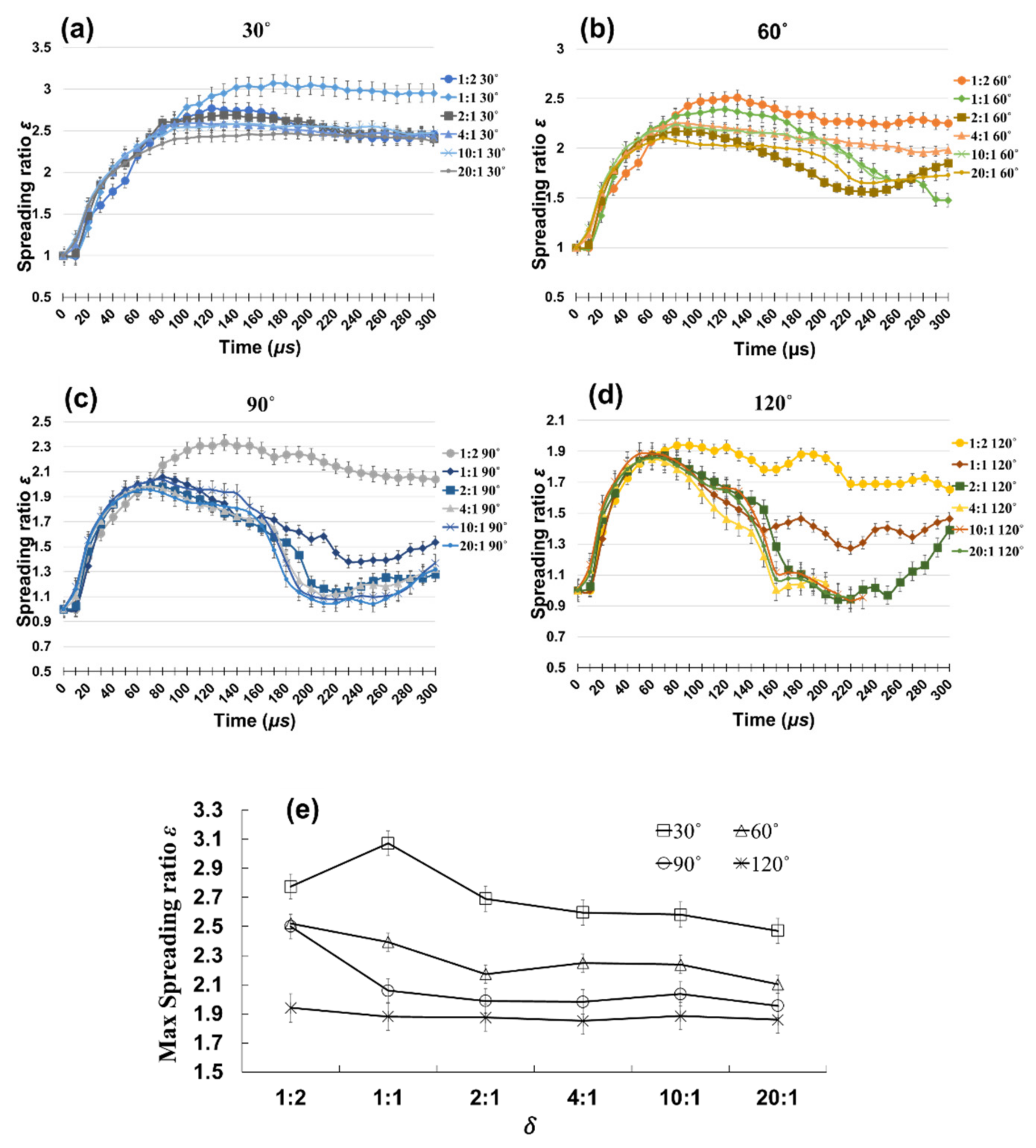
2.5. Simulation of Micron-Sized Droplet on Different Powder Bed
To explore the common rule of droplet impact affected by particle size and wettability of powder, the spreading behavior of micro droplets on powder beds with different contact angles and particle sizes were simulated. And the effects of particle size and wettability of powder by binder on the droplet impact and the dynamic characteristics of droplet spreading were studied and analyzed. The results are supposed to provide process parameter guidance for the application of new materials in 3D printing.
Since the Weber number (which was 8.58 in
Table 1) of this section is close to that of the experiment of
Section 2.3 (which was 30.52), based on the similarity theory [
50], the validated VOF model can be applied to the study of this section.
In practice, the particle size of the powder used in 3D printing varies from sub-micrometers to hundreds of micrometers. In these simulations, powder bed substrates were built with six different particle sizes, including 200 μm, 100 μm, 50 μm, 25 μm, 10 μm, and 5 μm. The contact angles were selected to be 30°, 60°, 90°, 120° to define the wettability of powder materials, which covers the typical range of powder materials. The binder droplet impact velocity was 2 m/s and a diameter of 100 μm. The binder’s dynamic viscosity was 1.42 mPa·s; density was 1.03 × 103 kg/m3, and the surface tension was 48 mN/m. The height of the binder droplet from the powder bed was 0.05 mm for all simulations. The two-dimensional numerical simulations of a single microscopic droplet impacting a multi-particle powder bed were carried out.
In the simulation results analysis, a nondimensionalized
was defined as the ratio of droplet diameter to powder particle diameter,
is as follows:
where
is the initial diameter of the binder droplet,
is the particle/sphere size of the powder bed.
4. Conclusions
In this study, efforts were made to solve the limitation of experimental observation of binder droplets and powder interaction of the 3D printing process by applying a numerical simulation method with the VOF method. For verification of the VOF model, the simulation and experiments of the impact of millimeter-scale droplets were carried out under similar conditions, and the agreement between the simulation and the experimental data proves the effectiveness of the VOF model. On the above basis, the effects of particle size and wettability of powder on the microdroplets spreading behavior were studied. The results revealed that the powder wettability and particle size could directly influence the droplet spreading behavior. Finally, with the characterization of 3D printed samples under different print resolutions, the significance and effectiveness of the VOF model of droplet impact were verified for the prediction of 3D printing process parameters.
Although this study involves only the influence of wettability and particle size on binder spreading behavior, our modeling method can be promoted and applied in a more widely used mechanism of study rather than just limited to the parameter optimization of binders and powders. In particular, it can be used in printability tests of new materials, which can also help determine reasonable process parameter ranges and reduce the workload of new material applications.
In conclusion, this study has an important reference value in improving the accuracy of 3D printing, assisting in the 3D printing of bioactive scaffolds, and optimizing the amount of binder to improve the activity of the cells of bone scaffolds. We are convinced that there will be more applications in 3D printing practice from the perspective of the current study in the future.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}