
Mechanical Characterization of AISI 316L Samples Printed Using Material Extrusion



Abstract
:1. Introduction
2. Materials and Methods
2.1. Equipment and Material
- -
- room temperature–5 °C/min–600 °C, holding time 1 h;
- -
- 600 °C–5 °C/min–1380 °C, holding time 3 h;
- -
- 1380 °C–furnace cooling–room temperature.
2.2. Sample Preparation
2.3. Methodology
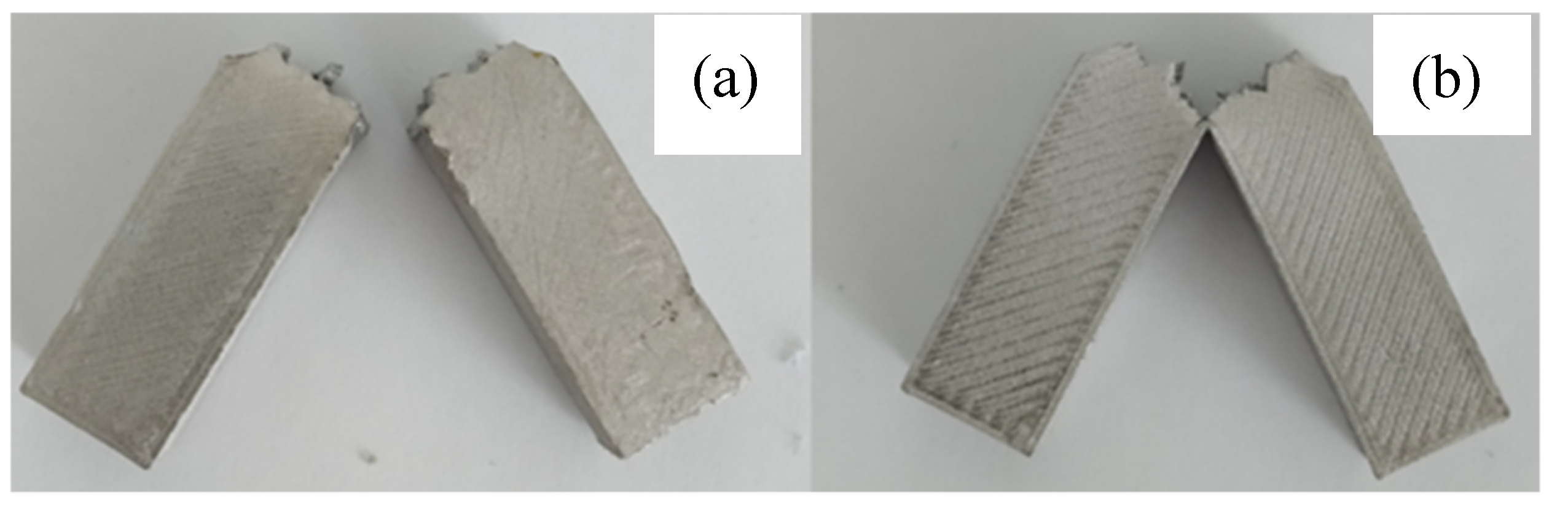
2.3.1. Tensile Test
2.3.2. Compression Test
2.3.3. Charpy Impact Test
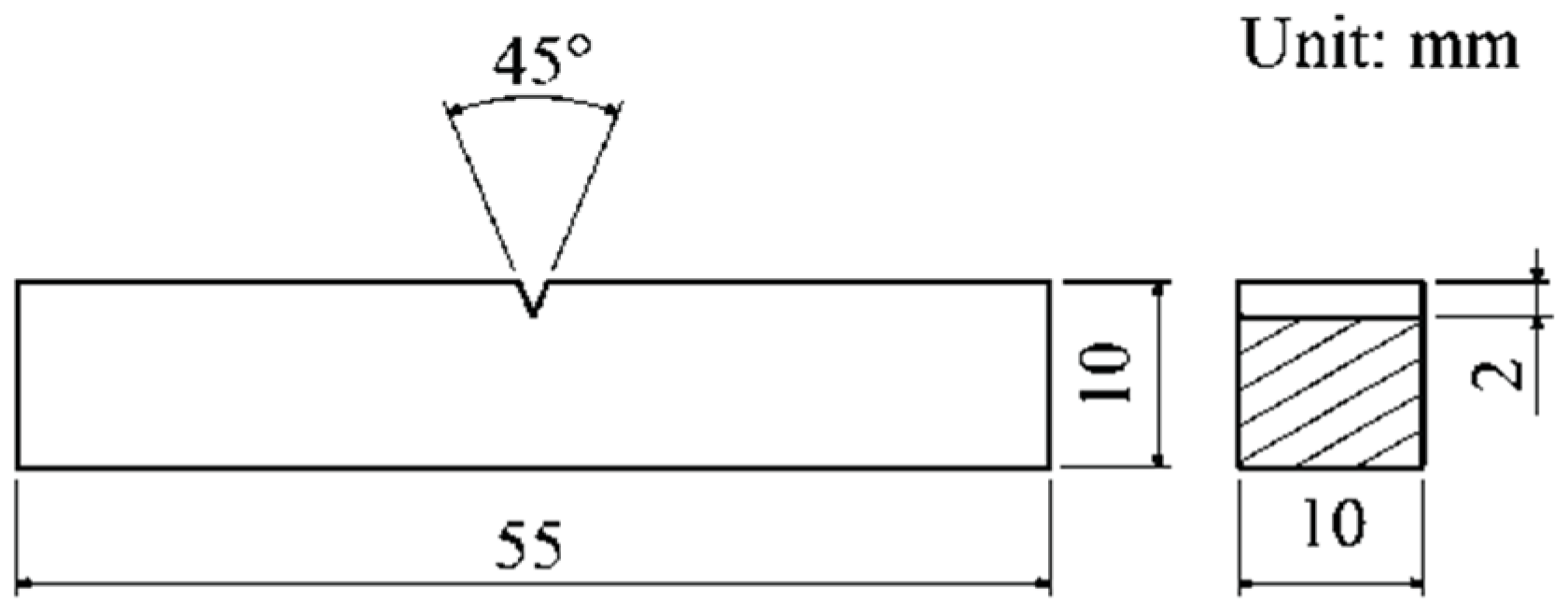
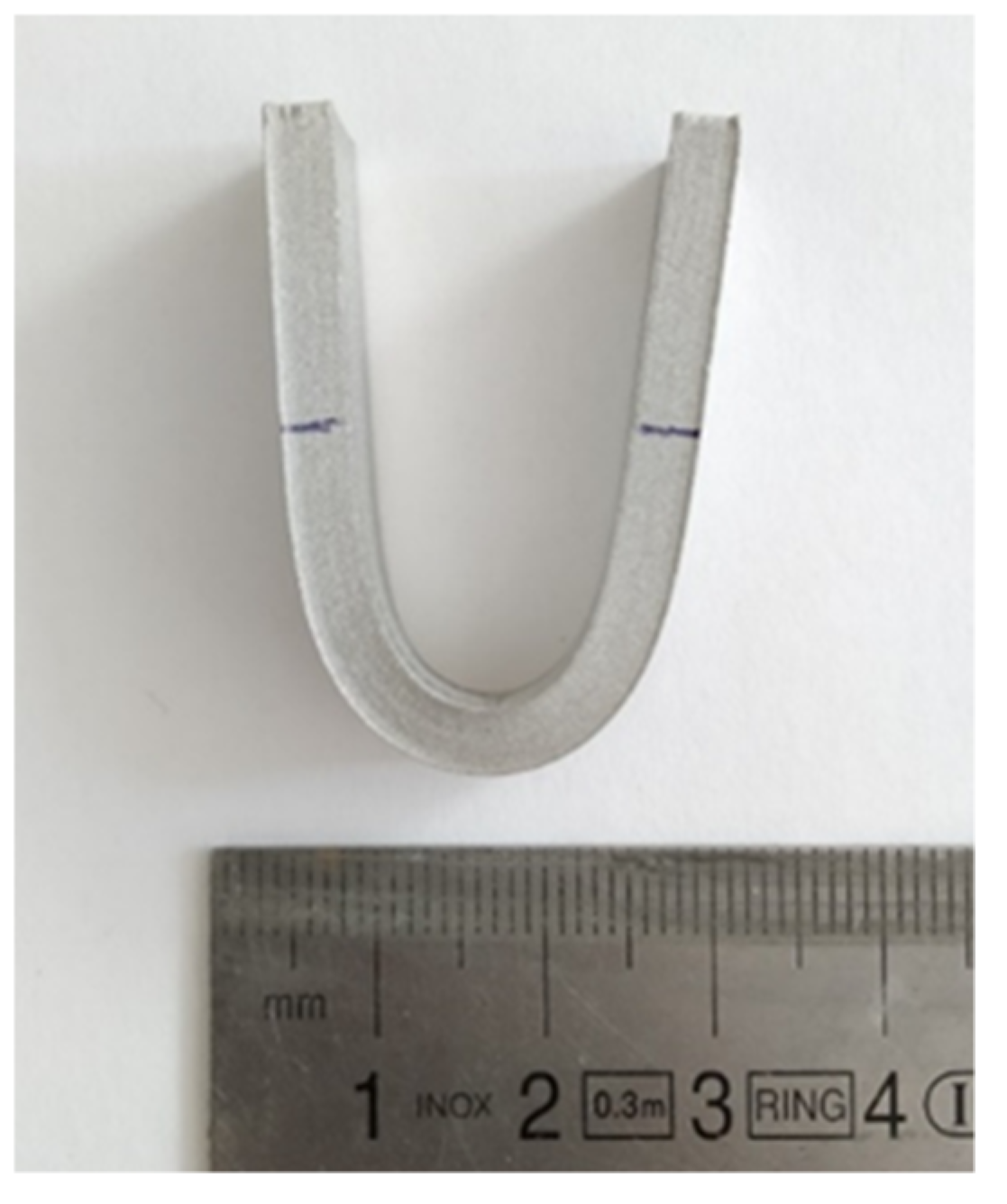
2.3.4. Three-Point Bending Test
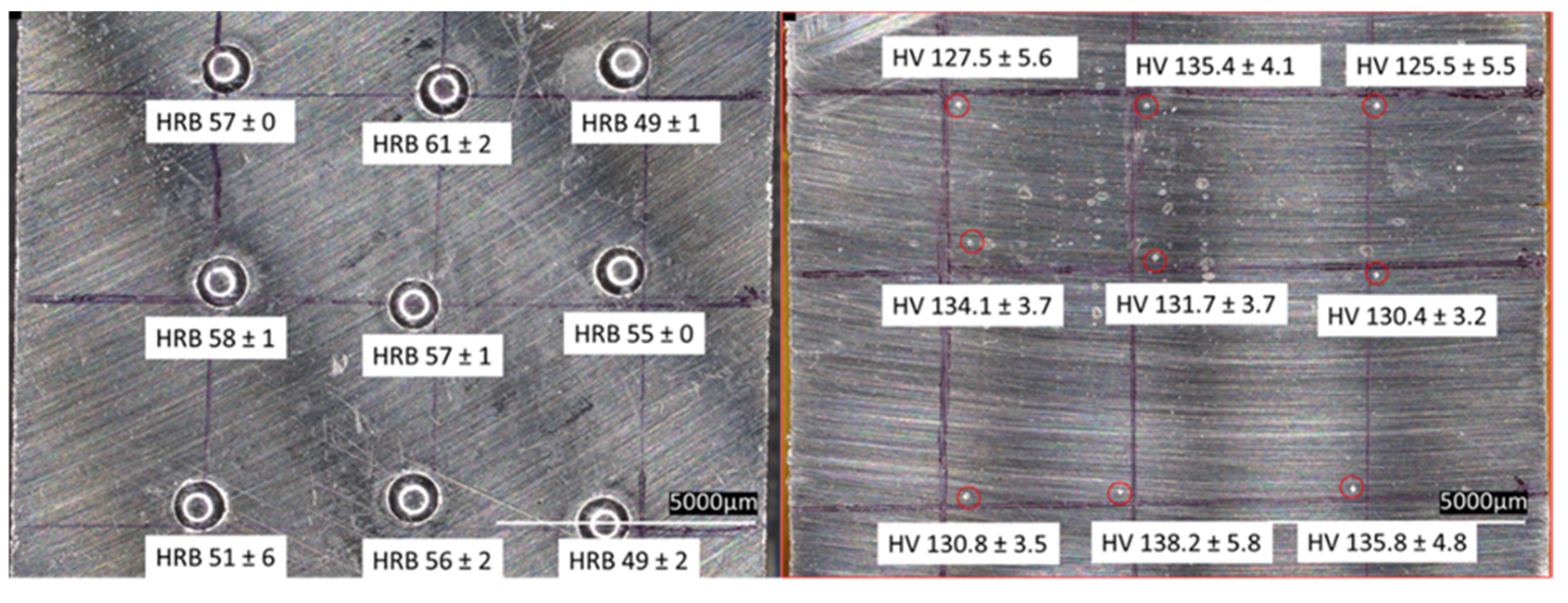
2.3.5. Rockwell Hardness
2.3.6. Vickers Hardness
3. Results and Discussion
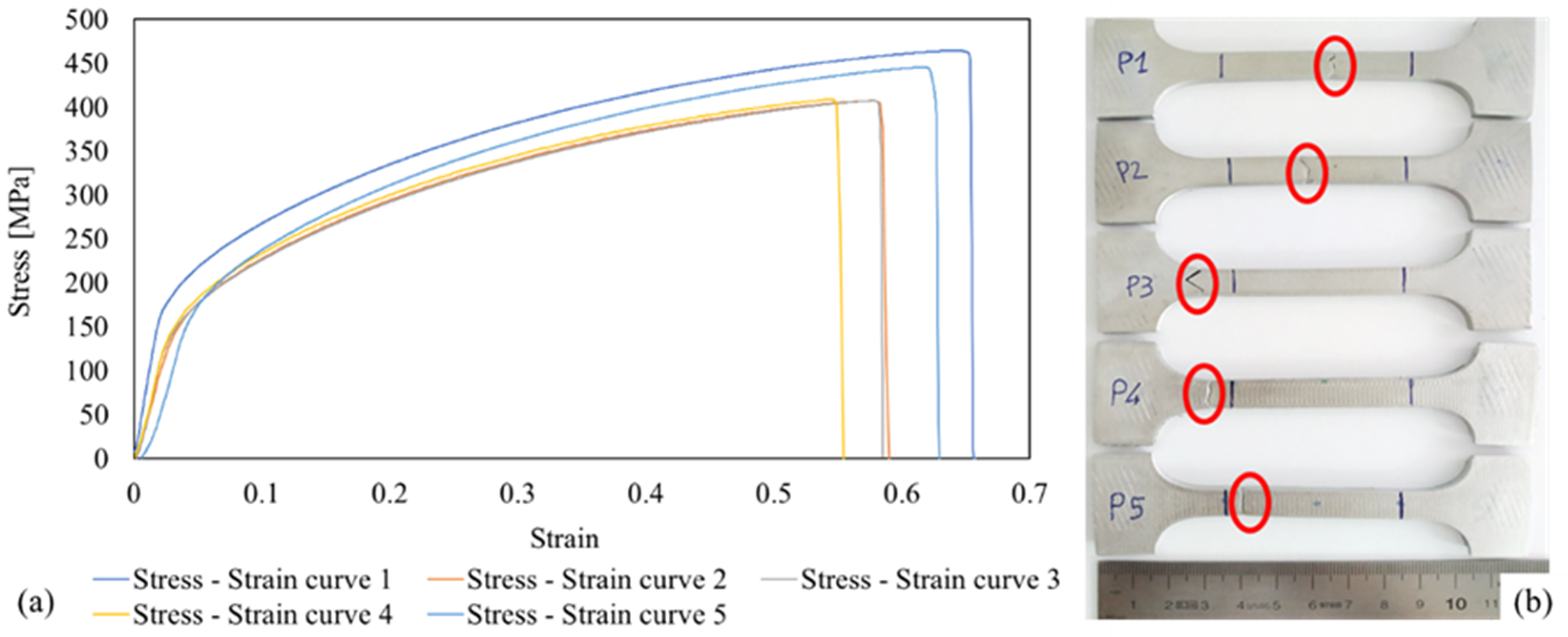
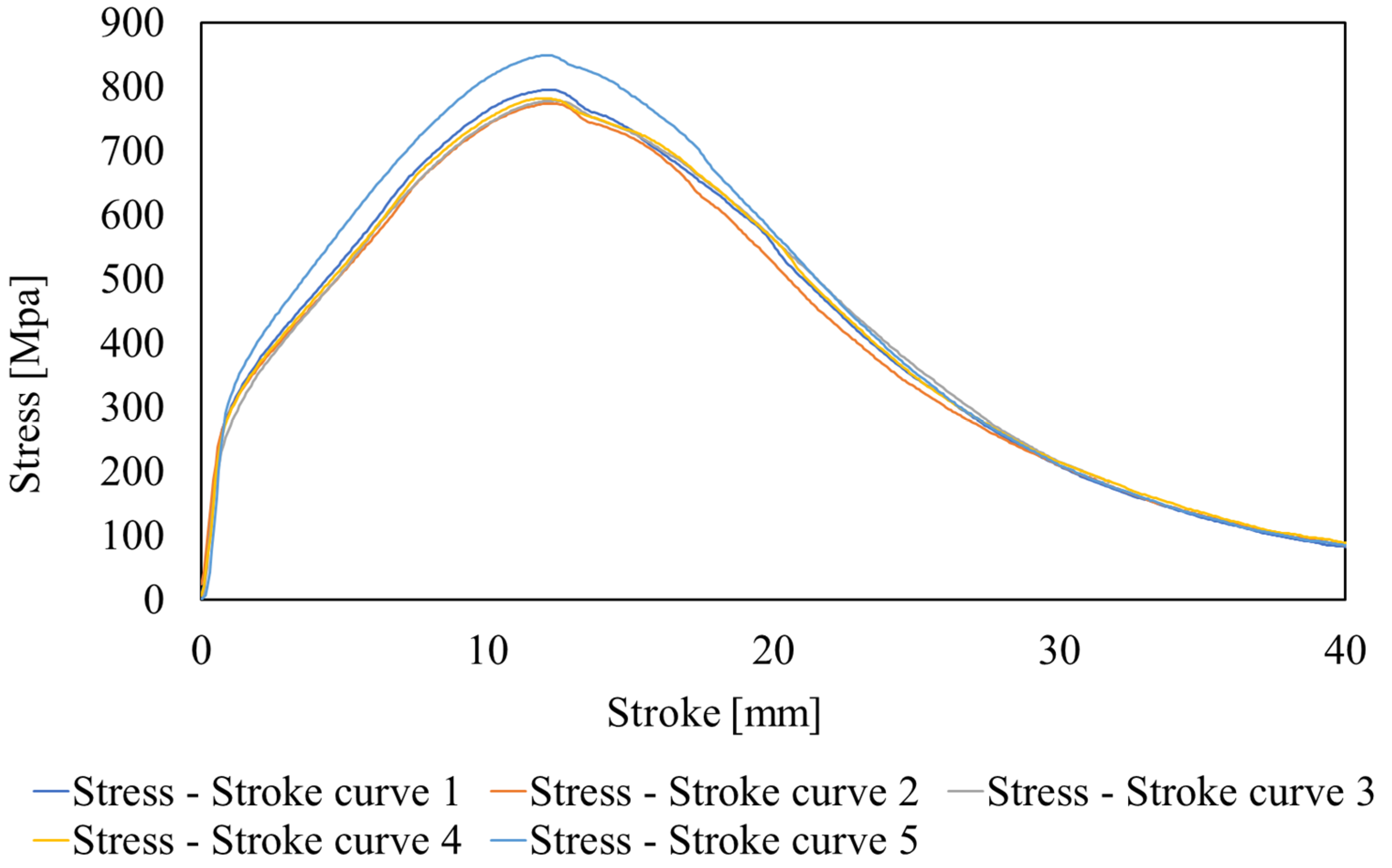
3.1. Tensile Stress
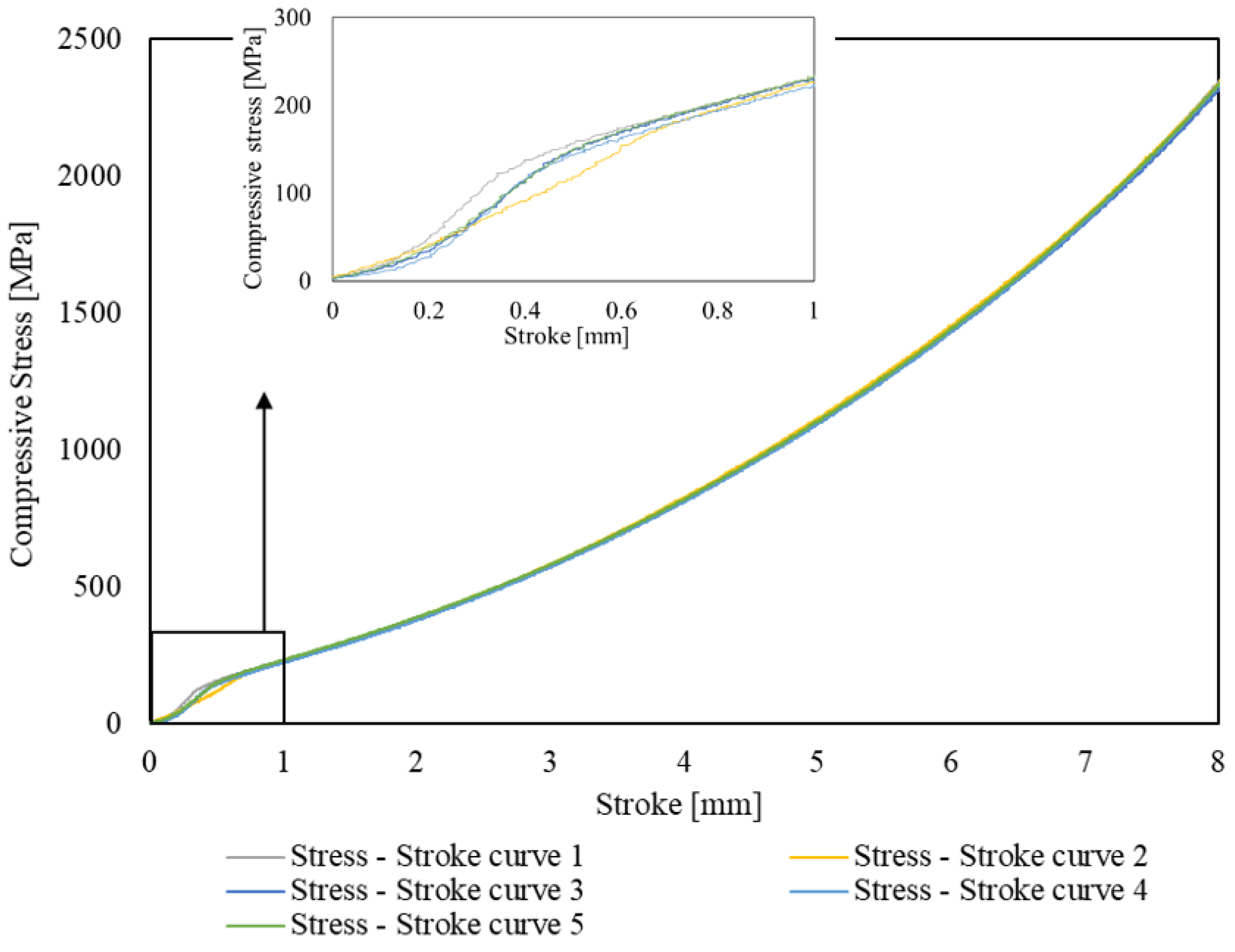
3.2. Compression Stress
3.3. Flexural Strength
3.4. Absorbed Energy
3.5. Hardness
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- ISO/ASTM 52900:2017; Additive Manufacturing—General Principles—Terminology; ASTM International: West Conshonhocken, PA, USA, 2017.
- Enemuoh, E.U.; Duginski, S.; Feyen, C.; Menta, V.G. Effect of process parameters on energy consumption, physical, and mechanical properties of fused deposition modeling. Polymers 2021, 13, 2406. [Google Scholar] [CrossRef]
- Özen, A.; Auhl, D.; Völlmecke, C.; Kiendl, J.; Abali, B.E. Optimization of manufacturing parameters and tensile specimen geometry for fused deposition modeling (Fdm) 3d-printed petg. Materials 2021, 14, 2556. [Google Scholar] [CrossRef] [PubMed]
- Chalgham, A.; Ehrmann, A.; Wickenkamp, I. Mechanical properties of fdm printed pla parts before and after thermal treatment. Polymers 2021, 13, 1239. [Google Scholar] [CrossRef] [PubMed]
- Syrlybayev, D.; Zharylkassyn, B.; Seisekulova, A.; Akhmetov, M.; Perveen, A.; Talamona, D. Optimisation of strength properties of FDM printed parts—A critical review. Polymers 2021, 13, 1587. [Google Scholar] [CrossRef] [PubMed]
- Brischetto, S.; Torre, R. Tensile and compressive behavior in the experimental tests for pla specimens produced via fused deposition modelling technique. J. Compos. Sci. 2020, 4, 140. [Google Scholar] [CrossRef]
- Agarwal, K.; Kuchipudi, S.K.; Girard, B.; Houser, M. Mechanical properties of fiber reinforced polymer composites: A comparative study of conventional and additive manufacturing methods. J. Compos. Mater. 2018, 52, 3173–3181. [Google Scholar] [CrossRef]
- Van Der Klift, F.; Koga, Y.; Todoroki, A.; Ueda, M.; Hirano, Y.; Matsuzaki, R. 3D Printing of Continuous Carbon Fibre Reinforced Thermo-Plastic (CFRTP) Tensile Test Specimens. Open J. Compos. Mater. 2016, 6, 18–27. [Google Scholar] [CrossRef] [Green Version]
- Hwang, S.; Reyes, E.I.; Moon, K.S.; Rumpf, R.C.; Kim, N.S. Thermo-mechanical Characterization of Metal/Polymer Composite Filaments and Printing Parameter Study for Fused Deposition Modeling in the 3D Printing Process. J. Electron. Mater. 2015, 44, 771–777. [Google Scholar] [CrossRef]
- Ryder, M.A.; Lados, D.A.; Iannacchione, G.S.; Peterson, A.M. Fabrication and properties of novel polymer-metal composites using fused deposition modeling. Compos. Sci. Technol. 2018, 158, 43–50. [Google Scholar] [CrossRef]
- Masood, S.H.; Song, W.Q. Development of new metal/polymer materials for rapid tooling using Fused deposition modelling. Mater. Des. 2004, 25, 587–594. [Google Scholar] [CrossRef]
- Napibour, M.; Akhoundi, B.; Saed, A.B. Manufacturing of polymer/metal composites by fused deposition modeling process with polyethylene. J. Appl. Polym. Sci. 2019, 137, 48717. [Google Scholar] [CrossRef]
- Butt, J.; Oxford, P.; Sadeghi-Esfahlani, S.; Ghorabian, M.; Shirvani, H. Hybrid Manufacturing and Mechanical Characterization of Cu/PLA Composites. Arab. J. Sci. Eng. 2020, 45, 9339–9356. [Google Scholar] [CrossRef]
- Fafenrot, S.; Grimmelsmann, N.; Wortmann, M.; Ehrmann, A. Three-dimensional (3D) printing of polymer-metal hybrid materials by fused deposition modeling. Materials 2017, 10, 1199. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gonzalez-Gutierrez, J.; Godec, D.; Kukla, C.; Schlauf, T.; Burkhardt, C.; Holzer, C. Shaping, Debinding and Sintering of Steel Components Via Fused Filament Fabrication. In Proceedings of the 16th International Scientific Conference on Production Engineering—Computer Integrated Manufacturing and High Speed Machinin, Zadar, Croatia, 8–10 June 2017. [Google Scholar]
- Oliveira, R.V.B.; Soldi, V.; Fredel, M.C.; Pires, A.T.N. Ceramic injection moulding: Influence of specimen dimensions and temperature on solvent debinding kinetics. J. Mater. Process. Technol. 2005, 160, 213–220. [Google Scholar] [CrossRef]
- Gonzlez-Gutirrez, J.; Beulke, G.; Emri, I. Powder Injection Molding of Metal and Ceramic Parts. In Some Critical Issues for Injection Molding; Intechopen: London, UK, 2012. [Google Scholar] [CrossRef] [Green Version]
- Liu, B.; Wang, Y.; Lin, Z.; Zhang, T. Creating metal parts by Fused Deposition Modeling and Sintering. Mater. Lett. 2020, 263, 127252. [Google Scholar] [CrossRef]
- Gong, H.; Crater, C.; Ordonez, A.; Ward, C.; Waller, M.; Ginn, C. Material Properties and Shrinkage of 3D Printing Parts using Ultrafuse Stainless Steel 316LX Filament. MATEC Web Conf. 2018, 249, 1–5. [Google Scholar] [CrossRef]
- Damon, J.; Dietrich, S.; Gorantla, S.; Popp, U.; Okolo, B.; Schulze, V. Process porosity and mechanical performance of fused filament fabricated 316L stainless steel. Rapid Prototyp. J. 2019, 25, 1319–1327. [Google Scholar] [CrossRef]
- Kurose, T.; Abe, Y.; Santos, M.V.A.; Kanaya, Y.; Ishigami, A.; Tanaka, S.; Ito, H. Influence of the Layer Directions on the Properties of 316L Stainless Steel Parts Fabricated through Fused Deposition of Metals. Materials 2020, 13, 2493. [Google Scholar] [CrossRef]
- Henry, T.C.; Morales, M.A.; Cole, D.P.; Shumeyko, C.M.; Riddick, J.C. Mechanical behavior of 17-4 PH stainless steel processed by atomic diffusion additive manufacturing. Int. J. Adv. Manuf. Technol. 2021, 114, 2103–2114. [Google Scholar] [CrossRef]
- Gong, H.; Snelling, D.; Kardel, K.; Carrano, A. Comparison of Stainless Steel 316L Parts Made by FDM- and SLM-Based Additive Manufacturing Processes. JOM 2019, 71, 880–885. [Google Scholar] [CrossRef]
- Gonzalez-Gutierrez, J.; Arbeiter, F.; Schlauf, T.; Kukla, C.; Holzer, C. Tensile properties of sintered 17-4PH stainless steel fabricated by material extrusion additive manufacturing. Mater. Lett. 2019, 248, 165–168. [Google Scholar] [CrossRef]
- Gratton, A. Comparison of Mechanical, Metallurgical Properties of 17-4PH Stainless Steel between Direct Metal Laser Sintering (DMLS) and Traditional Manufacturing Methods. Proc. Natl. Conf. Undergrad. Res. 2012, 2012, 423–431. [Google Scholar]
- Liu, L.; Zheng, H.X.; Zeng, T.X.; Song, K.; Xu, X.Y.; Chen, B. Microstructure evolution and wear behaviour of VN strengthened 17-4PH stainless steel fabricated by metal injection molding. Philos. Mag. 2021, 101, 2108–2122. [Google Scholar] [CrossRef]
- Abe, Y.; Kurose, T.; Santos, M.V.A.; Kanaya, Y.; Ishigami, A.; Tanaka, S.; Ito, H. Effect of layer directions on internal structures and tensile properties of 17-4ph stainless steel parts fabricated by fused deposition of metals. Materials 2021, 14, 243. [Google Scholar] [CrossRef] [PubMed]
- ASTM F3122-14; Standard Guide for Evaluating Mechanical Properties of Metal Materials Made via Additive Manufacturing Processes; ASTM International: West Conshonhocken, PA, USA, 2014.
- Quarto, M.; Carminati, M.; D’Urso, G. Density and shrinkage evaluation of AISI 316L parts printed via FDM process. Mater. Manuf. Process. 2021, 36, 1–9. [Google Scholar] [CrossRef]
- ISO 6892-1:2020; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature; International Organization for Standardization: Ginerva, Switzerland, 2020.
- ASTM E9:2019; Standard Test Methods of Compression Testing of Metallic Materials at Room Temperature; ASTM International: West Conshonhocken, PA, USA, 2019.
- ISO 148—1:2016; Metallic materials—Charpy Pendulum Impact test—Part 1: Test Method; International Organization for Standardization: Ginerva, Switzerland, 2016.
- ISO 7438:2020; Metallic Materials—Bend Tests; International Organization for Standardization: Ginerva, Switzerland, 2020.
- ISO 6508-1:2016; Metallic Materials—Rockwell Hardness Test—Part 1: Test Method; International Organization for Standardization: Ginerva, Switzerland, 2020.
- ISO 6507-1:2018; Metallic Materials—Vickers Hardness Test—Part 1: Test Method; International Organization for Standardization: Ginerva, Switzerland, 2020.
- ASTM A666-15; Standard Specification for Annealed or Cold-Worked Austenitic Stainless Steel Sheet, Strip, Plate, and Flat Bar; ASTM International: West Conshonhocken, PA, USA, 2014.
- Ait-Mansour, I.; Kretzschmar, N.; Chekurov, S.; Salmi, M.; Rech, J. Design-dependent shrinkage compensation modeling and mechanical property targeting of metal FFF. Prog. Addit. Manuf. 2020, 5, 51–57. [Google Scholar] [CrossRef] [Green Version]
- Rosnitschek, T.; Tremmel, S.; Seefeldt, A.; Alber-Laukant, B.; Neumeyer, T.; Altstädt, V. Correlations of geometry and infill degree of extrusion additively manufactured 316l stainless steel components. Materials 2021, 14, 5173. [Google Scholar] [CrossRef]
- MatWeb. Available online: http://www.matweb.com/search/DataSheet.aspx?MatGUID=a2d0107bf958442e9f8db6dc9933fe31 (accessed on 13 January 2022).
- Dadfar, M.; Fathi, M.H.; Karimzadeh, F.; Dadfar, M.R.; Saatchi, A. Effect of TIG welding on corrosion behavior of 316L stainless steel. Mater. Lett. 2007, 61, 2343–2346. [Google Scholar] [CrossRef]
- Ziętala, M.; Durejko, T.; Polański, M.; Kunce, I.; Płociński, T.; Zieliński, W.; Łazińska, M.; Stępniowski, W.; Czujko, T.; Kurzydłowski, K.J.; et al. The microstructure, mechanical properties and corrosion resistance of 316 L stainless steel fabricated using laser engineered net shaping. Mater. Sci. Eng. A 2016, 677, 1–10. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nozzle Temperature | Infill Type | Printing Speed | Layer Thickness | Infill Density | Build Orientation |
|---|---|---|---|---|---|
| 170 °C |  | 20 mm/s | 0.1 mm | 100% | Flat |
| σf02 (MPa) | UTS (MPa) | Elongation at Break (%) | |
|---|---|---|---|
| Sample 1 | 161.3 | 464.1 | 41% |
| Sample 2 | 125.0 | 407.3 | 37% |
| Sample 3 | 134.6 | 405.9 | 32% |
| Sample 4 | 132.9 | 409.0 | 32% |
| Sample 5 | 155.7 | 445.2 | 38% |
| AISI 316L [36] | 170 | 485 | 60% |
| Source | σf02 (MPa) | UTS (MPa) | Elongation at Break (%) |
|---|---|---|---|
| This work | 141.9 ± 14.1 | 426.6 ± 23.7 | 36.4 ± 3.15 |
| Ait-Mansour et al. [37] | 140.77 ± 6.97 | 311.81 ± 39.96 | 12.48 ± 2.81 |
| Gong et al. [23] | 167 | 465 | 31 |
| Liu et al. [18] | 194 ± 19 | 441 ± 27 | 29.5 ± 3.8 |
| Rosnitschek et al. [38] | - | 296 ± 78 | 32 ± 16 |
| Damon et al. [20] | 155 | 500 | 32 |
| AISI 316L [36] | 170 | 485 | 60 |
| Absorbed Energy (J) | |
|---|---|
| Sample 1 | 62.5 |
| Sample 2 | 58.5 |
| Sample 3 | 42.0 |
| Sample 4 | 48.5 |
| Sample 5 | 61.5 |
| Monolithic AISI316L | 103 [39] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Carminati, M.; Quarto, M.; D’Urso, G.; Giardini, C.; Maccarini, G. Mechanical Characterization of AISI 316L Samples Printed Using Material Extrusion. Appl. Sci. 2022, 12, 1433. https://doi.org/10.3390/app12031433
Carminati M, Quarto M, D’Urso G, Giardini C, Maccarini G. Mechanical Characterization of AISI 316L Samples Printed Using Material Extrusion. Applied Sciences. 2022; 12(3):1433. https://doi.org/10.3390/app12031433
Chicago/Turabian StyleCarminati, Mattia, Mariangela Quarto, Gianluca D’Urso, Claudio Giardini, and Giancarlo Maccarini. 2022. "Mechanical Characterization of AISI 316L Samples Printed Using Material Extrusion" Applied Sciences 12, no. 3: 1433. https://doi.org/10.3390/app12031433