4.1. Yarns Tensile Test
The deformation of the fibers was related to the unique properties of each fiber and the type of yarn used. The plaited yarns allowed the fibers to slide relatively from each other without debonding, presenting a plastic-like deformation, while spun yarns maintained the elastic deformation until failure, as shown in
Figure 4 and
Figure 5.
First, the variation in the yarn properties when coating them (
Table 5 and
Table 6) is discussed. Regarding the tensile strength, it suffered minor negative variations for cotton (under 10%) with the exception of colophony solved in turpentine, while hemp showed significant differences. Synthetic resins increased by more than 20% the hemp tensile strength while the natural resins decreased by more than 10%, with the exception of colophony solved in acetone, which increased by less than 10%.
The elastic modulus increased significantly with all except the GAU case with hemp yarns, while cotton suffered less significant variation, less than 20%. Mostly, in the cases where Young’s modulus increased, the deformation was decreased for both yarns.
The impact of the coating of the yarns is seen clearer in hemp yarns. It was a spanned yarn, and the diameter was minor because the effect of the resin was greater. For cotton yarns, since it was a plaited yarn with a higher diameter, the area to coat was three times the hemp area, and the effect of the resin was lower, as the yarn maintained mostly the non-coated properties.
In order to continue the experimental campaign, two synthetic and two natural coated cases were selected: epoxy and polyester as synthetic, and Arabic gum and the colophony most suitable for each yarn (solved in acetone, COLAC, for hemp and solved in turpentine, COLTUR, for cotton).
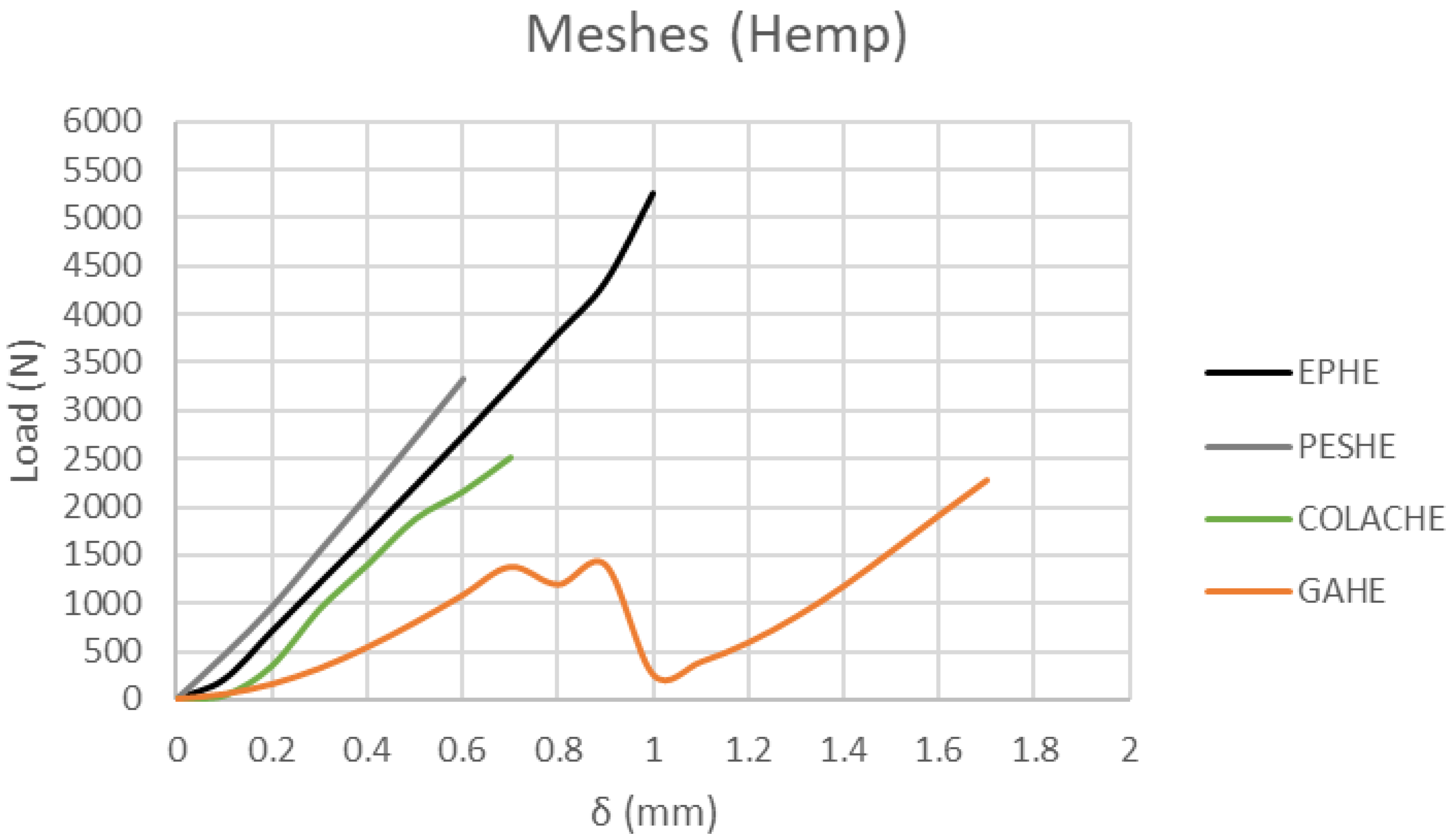
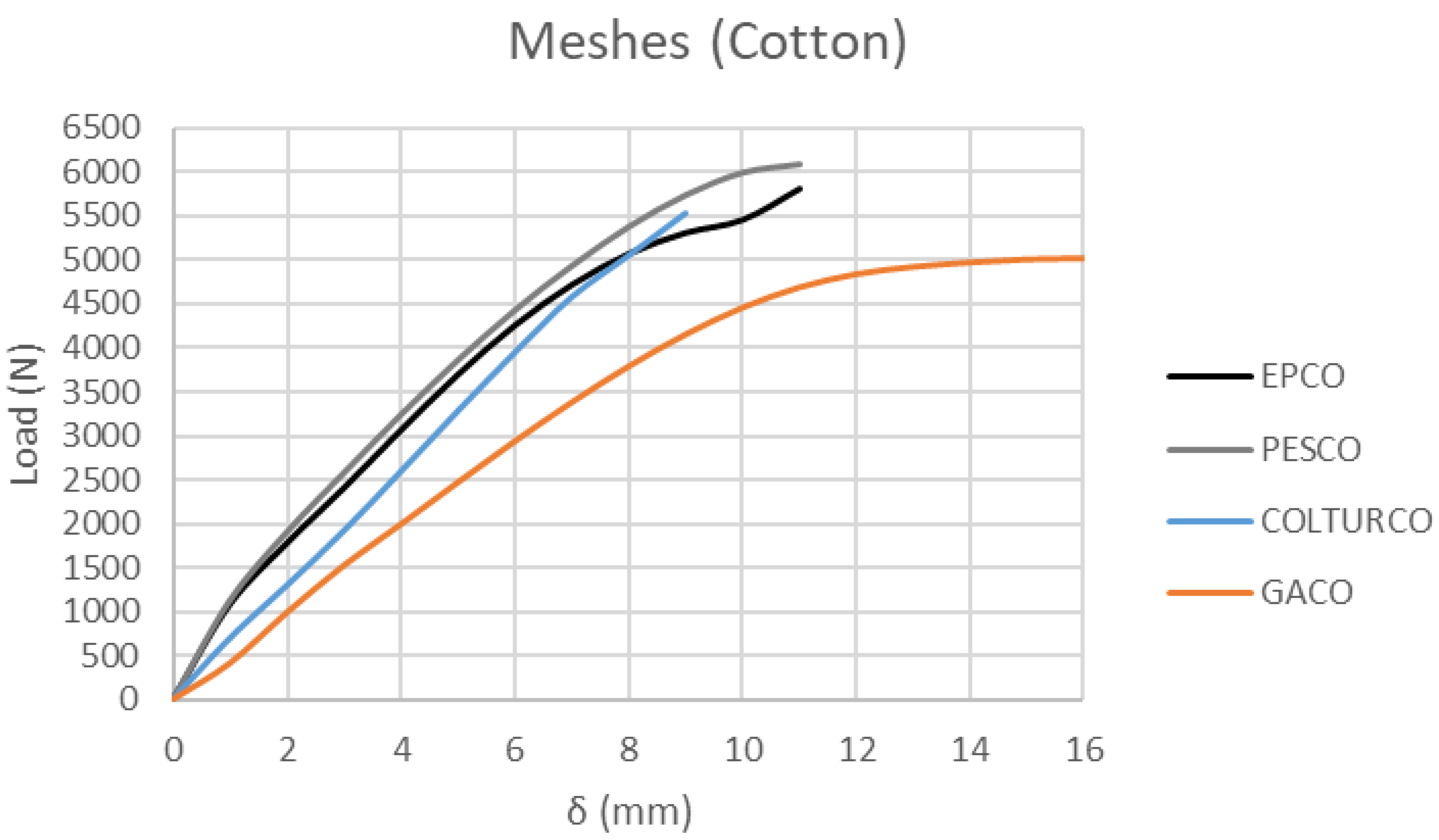
4.2. Meshes Tensile Test
Epoxy resin is the most used resin to coat yarns and meshes for structural purposes, and it was taken as the reference when compared with the effect of the other resins (
Table 7 and
Table 8).
As explained with the yarns, the hemp specimens showed more significant variations of mechanical properties than cotton ones.
Meshes showed 10% less stiffness than the corresponding yarns but reached a similar strength. It can be due to the load transmission between the yarns during the test, providing minor variations of the general properties.
For hemp, all coatings reduced their strength when compared with epoxy, and the variation in Young’s modulus is less than 20%. The elongation was only increased using Arabic gum resin due to the flexibility of the resin. It allows the long fibers to conform to the yarns and slide without losing contact.
For cotton ones, which showed a non-linear response, the polyester resin was the only one that increased the strength while reducing the deformation at peak and maintaining a similar Young’s modulus. Cotton yarns and meshes have both types of deformation, elastic and plastic, and the maximum strength was reached during plastic deformation, meaning that the effect of the polyester resin was more significant in that stage.
Arabic gum provided a higher deformation at the ultimate tensile strength, as it allowed the fibers to slide relatively from each other without losing contact.
The effect of the colophony was considered less significant than the Arabic gum due to not only the mechanical properties of the meshes but also their consistency. The meshes had to be handled carefully as the manipulation could damage the specimen.
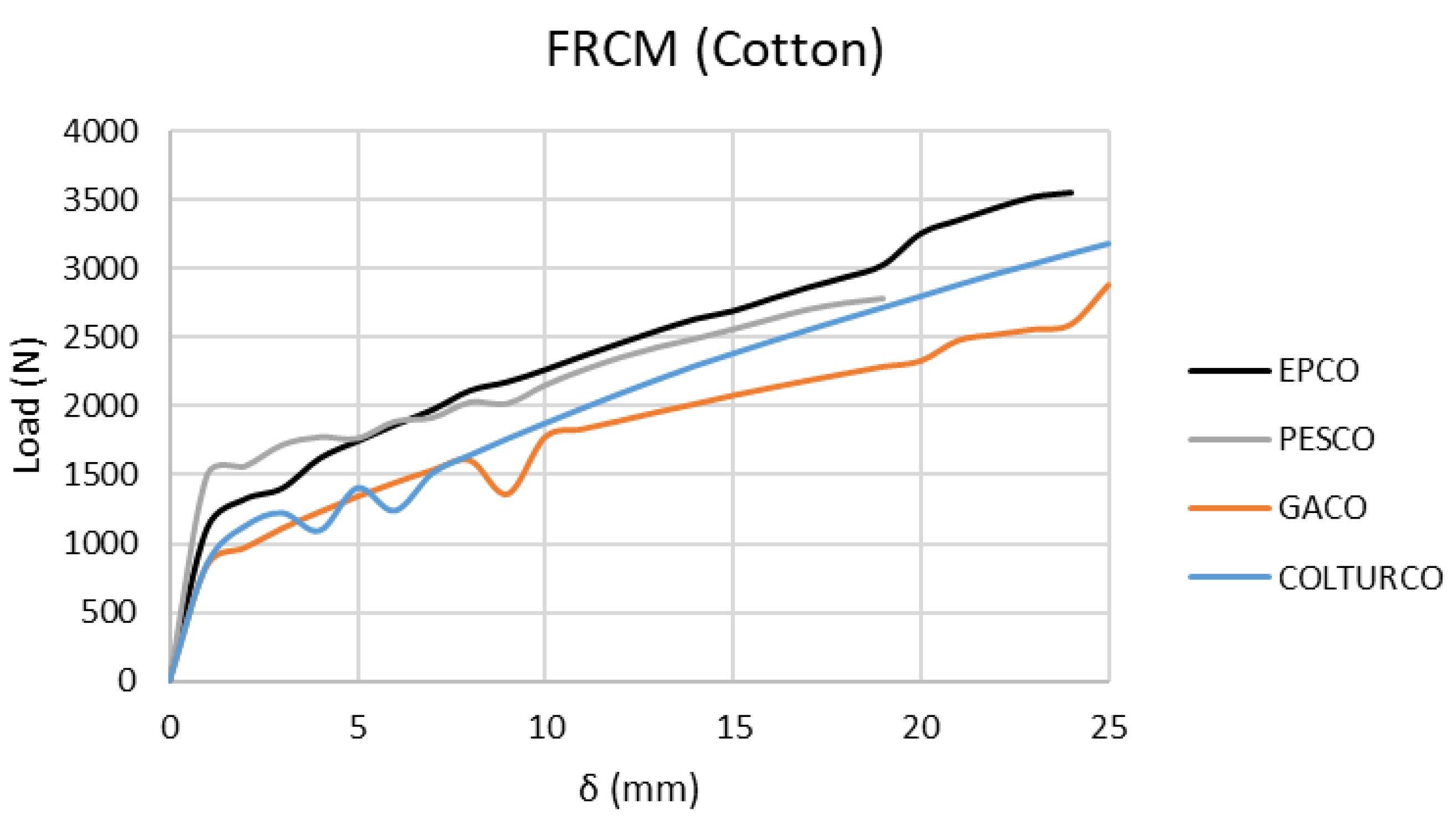
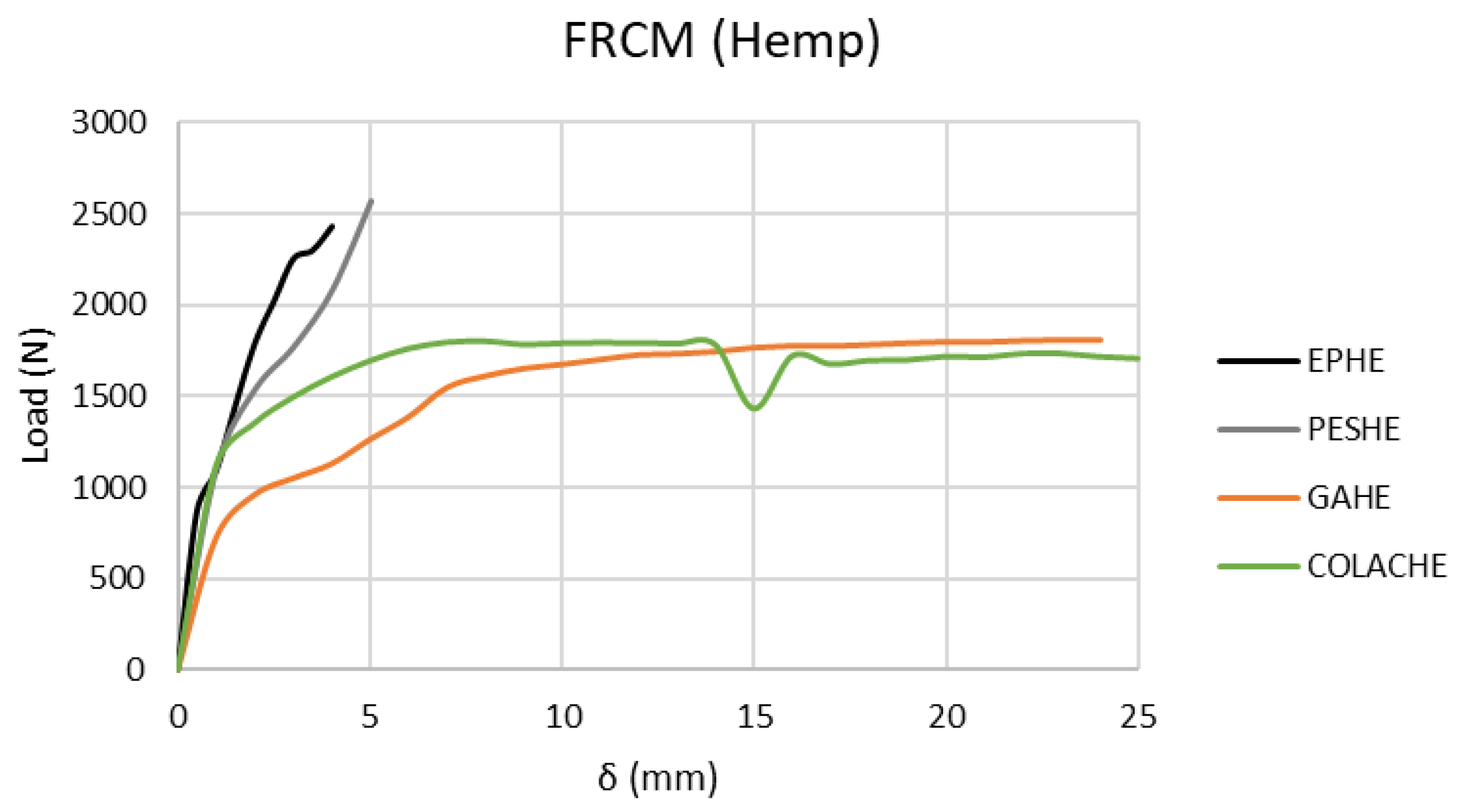
4.3. FRCM Tensile Test
Regarding the FRCM specimens, they showed a two-stage behavior, where the first stage is stiffer, and after the cracking and load transmission, it is reduced until failing through slippage.
Hemp specimens have a more heterogenic behavior. Synthetic coating (polyester) provided higher strength values and failed through slippage or rupture of the mesh. On the other hand, natural coatings presented a complete slippage of the fibers from the mortar matrix. For cotton ones, the results were more homogeneous, maintaining the failure modes depending on the source of the resin.
By observing
Table 9 and
Table 10, the effect of the fiber reinforcement can be seen clearly during the first stage, where the specimen has not cracked yet. Even if it is considered that mainly the mortar was bearing the load, the slope was higher for hemp specimens when compared with the cotton cases.
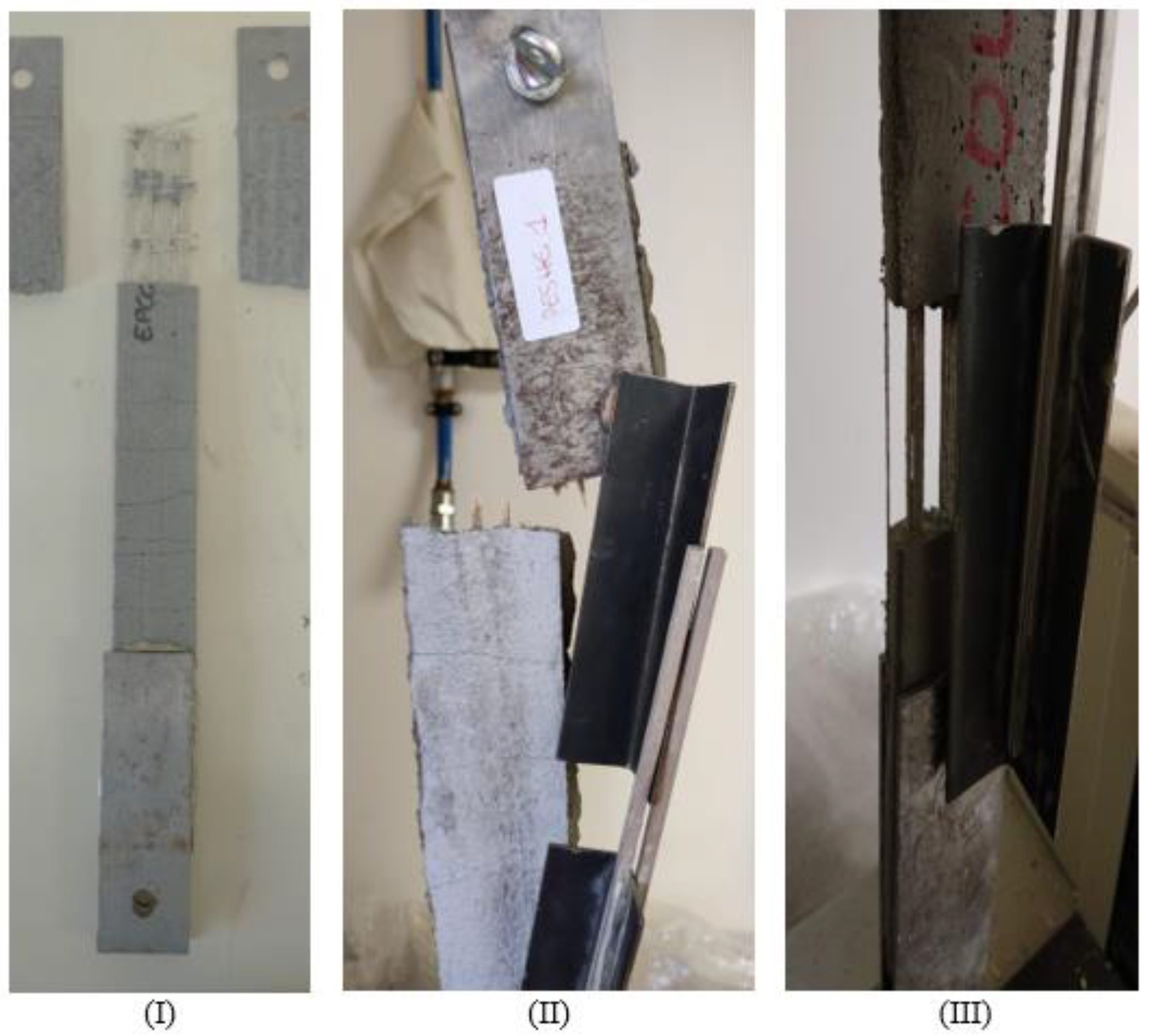
For the second stage, where multicracking and sliding happened, polyester and natural coating reduced the slope with the exception of PESHE. It can be related to the failure mode of each case. Polyester-coated hemp specimens were the only ones that failed by mesh rupture, which means that the load transmission between the materials was correct (
Figure 8, II).
Synthetic-coated specimens’ failure consisted of the relative sliding of the mesh with the mortar, which resulted in cutting the mortar matrix (
Figure 8, I), with the exception of PESHE. The anchoring system, a Clevis grip, where there was not any element that pressed the ends of the specimens while applying the load with low fiber–matrix compatibility, caused a relative displacement between the mesh and the matrix. The only case that had the expected failure was polyester-coated hemp FRCM.
Finally, the naturally coated specimens also showed a different failure mode, as the mesh completely slid from the mortar matrix. After the multicracking stage, the longitudinal yarns were not broken, they debonded completely from the matrix, and the remaining strength consisted of the friction between the fibers and the matrix. Which clearly states the low compatibility between natural-coated fibers and the matrix for the concentrations used in this research.
The surface of the fibers was smoother for synthetic coated fibers, probably due to the reticulation time. Liquids tend to form spherical shapes to reduce the superficial tensions [
30]; therefore, the increase in the reticulation time allowed the natural resins to reshape homogeneously, reducing the roughness of the surface.
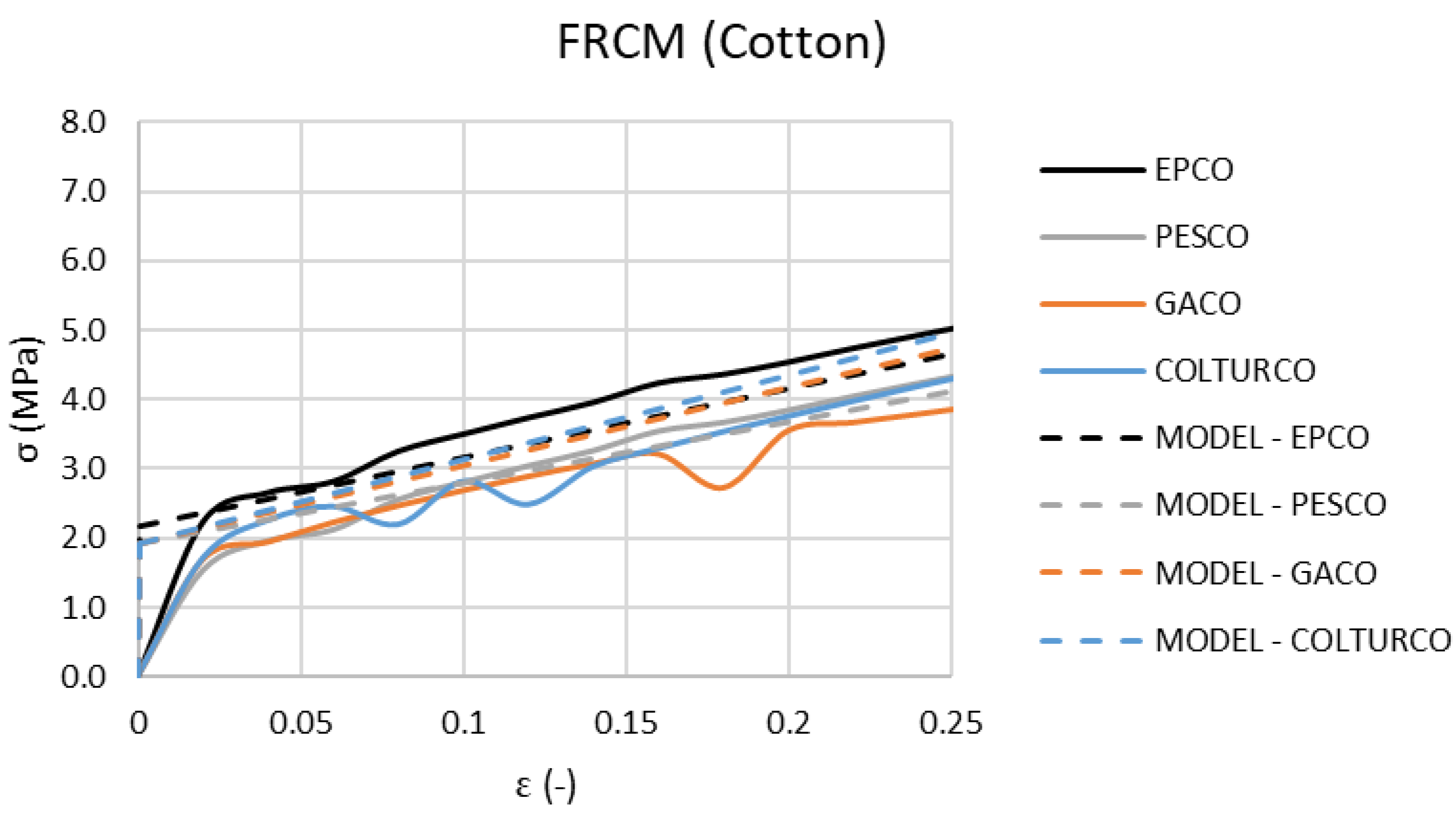
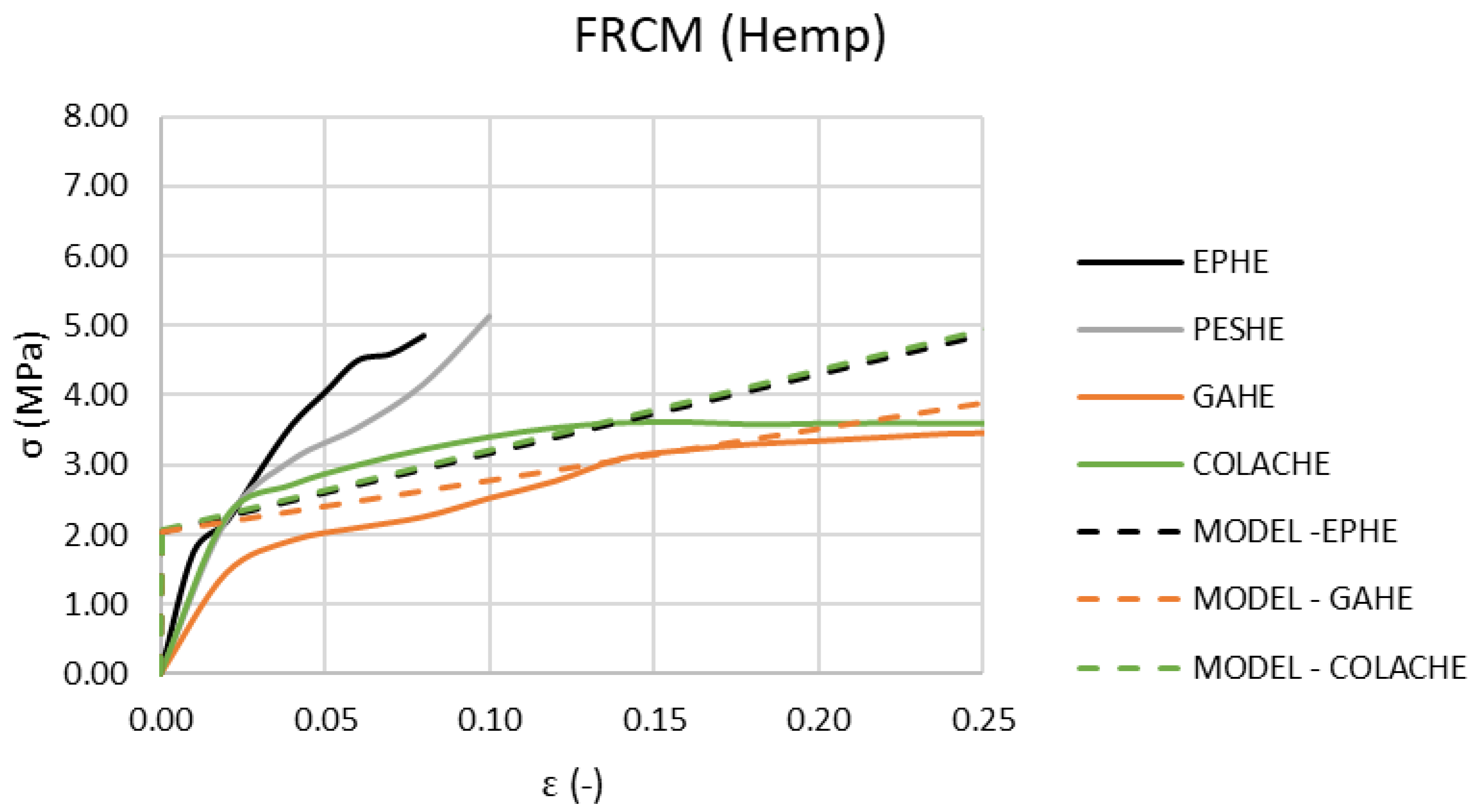
Furthermore, considering the epoxy-coated specimens as a reference, in
Figure 9 and
Figure 10, there is a variation in the load and the different slopes of each case.
Polyester resin increased the tensile strength and stiffness of the specimens, while the Arabic gum increased the stiffness of the specimens but decreased their tensile strength. Finally, colophony increased the stiffness of the specimens and also increased the cotton specimen’s strength but decreased the hemp ones. In general, all three coatings increased the stiffness when compared with epoxy coating as the epoxy coating is more flexible than the other ones.
Epoxy resin was the coating that provided more stiffness during the first stage in all cases except for PESCO specimens, where the polyester resin exceeded the stiffness of epoxy. Even if during the yarns and meshes tensile test, there are vegetal coatings that provide higher stiffness, in FRCM specimens, its stiffness decreased. It can be due to the deterioration of the coatings during the curing period because of the alkalinity environment of the mortar matrix.
For natural coatings, Arabic gum showed less compatibility with the matrix as the strength of the specimens decreased. It can be due to the fact that Arabic gum’s solvent is distilled water, which maybe was more diluted during the curing period of the mortar. In the case of colophony, the effect is different depending on the type of fiber to coat. Probably due to the resistance of the fiber to the solvent (acetone), where cotton has more resistance.
For hemp specimens, the polyester resin showed higher compatibility with the fiber and the matrix because the specimens failed through the failure of the mesh. In the same case for cotton, since it is wider and plaited, the interphase was not good enough to transmit the necessary load to break the mesh.
A last empirical observation was the yarns’ conditions after testing. The synthetic coated yarns still maintained the coating on their surface, but the natural coatings seemed to have lost the superficial coating. It can be considered that it has been lost through chemical reactions with the fresh mortar or due the friction with the mortar matrix.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}