
Fabrication and Characterization of Gel-Forming Cr2O3 Abrasive Tools for Sapphire Substrate Polishing
Abstract
:Featured Application
Abstract
1. Introduction
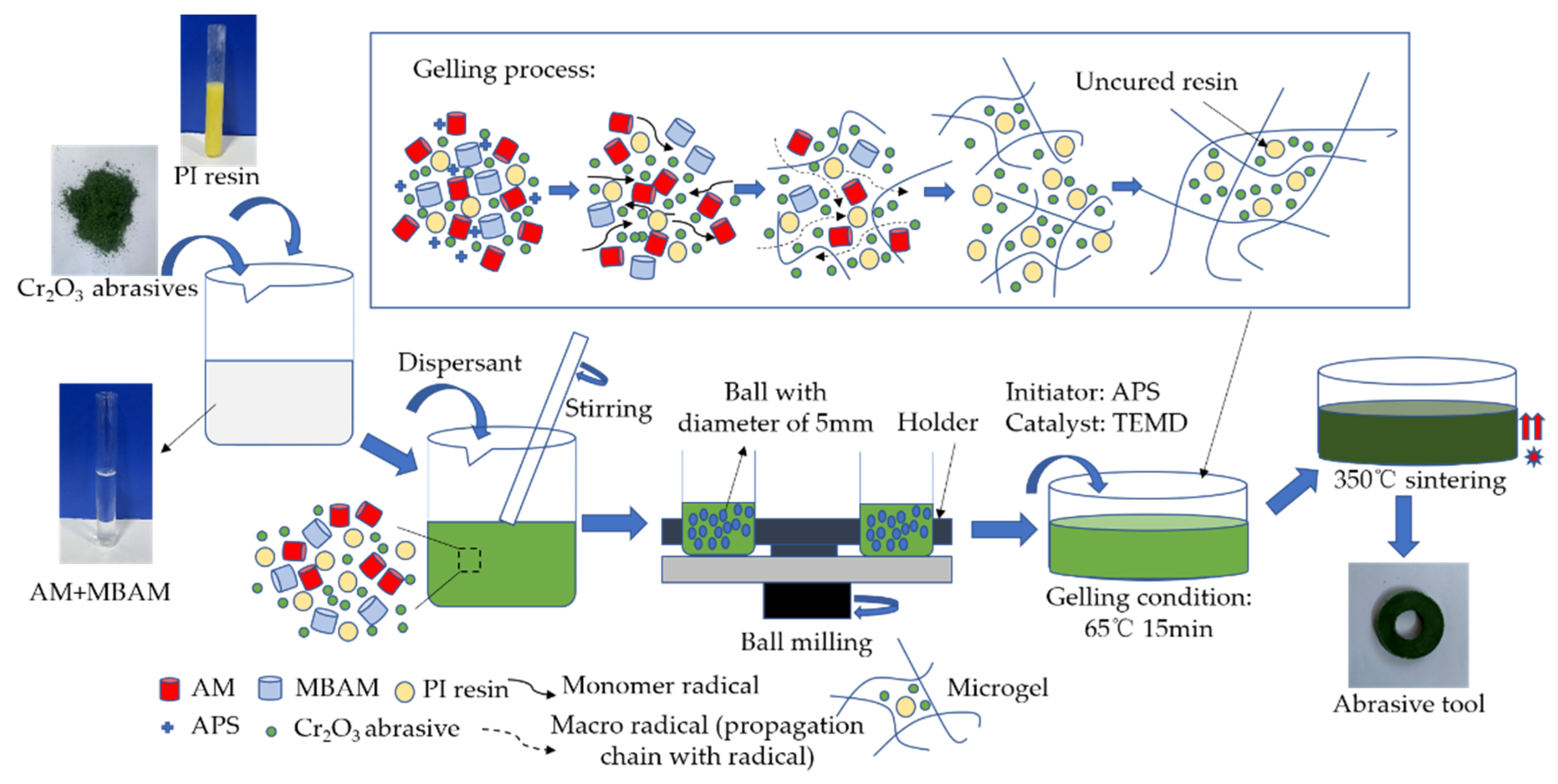
2. Abrasive Tool Preparation
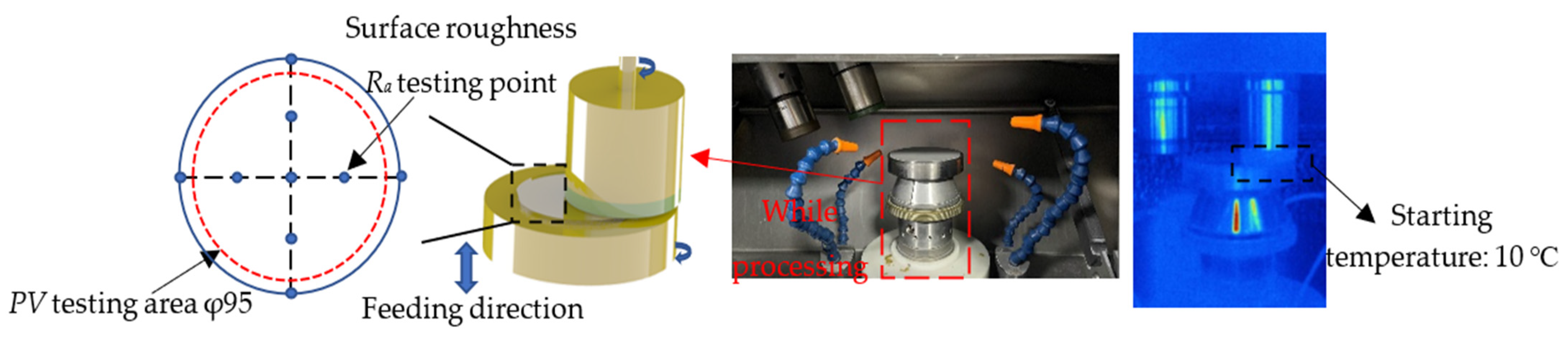
3. Experimental Setup and Equipment
4. Results and Discussion
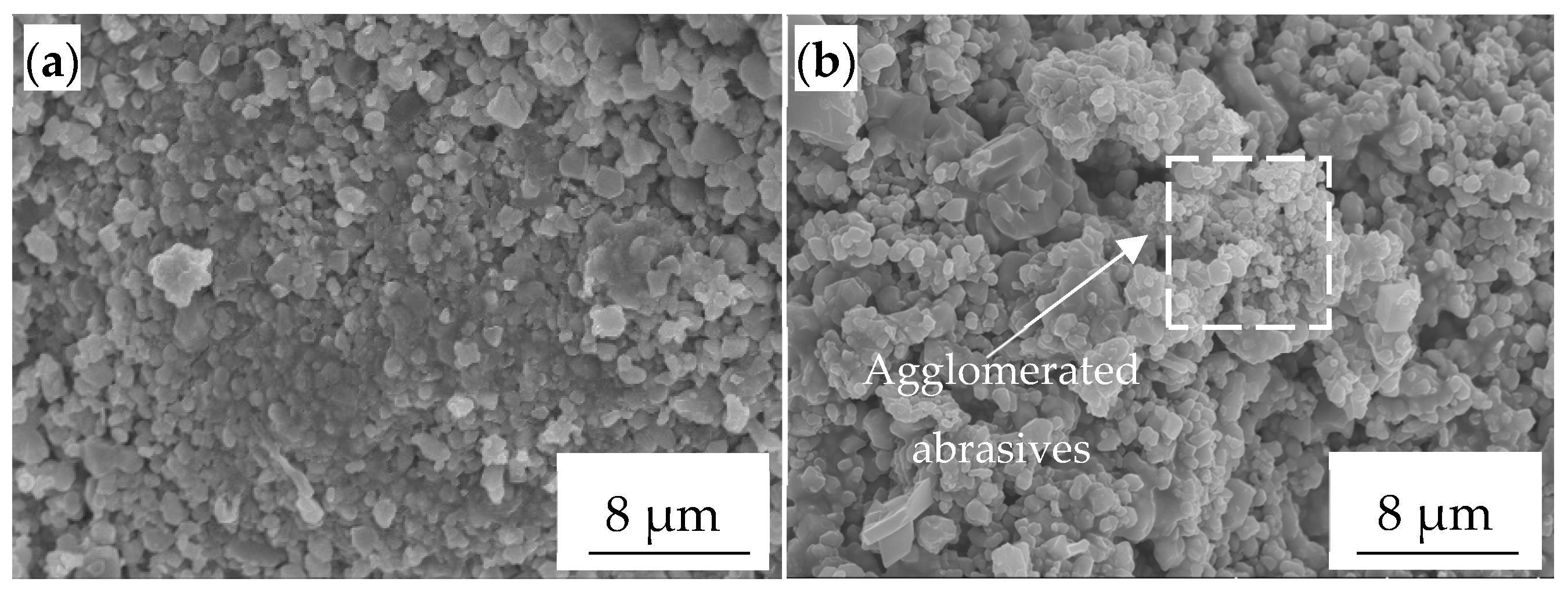
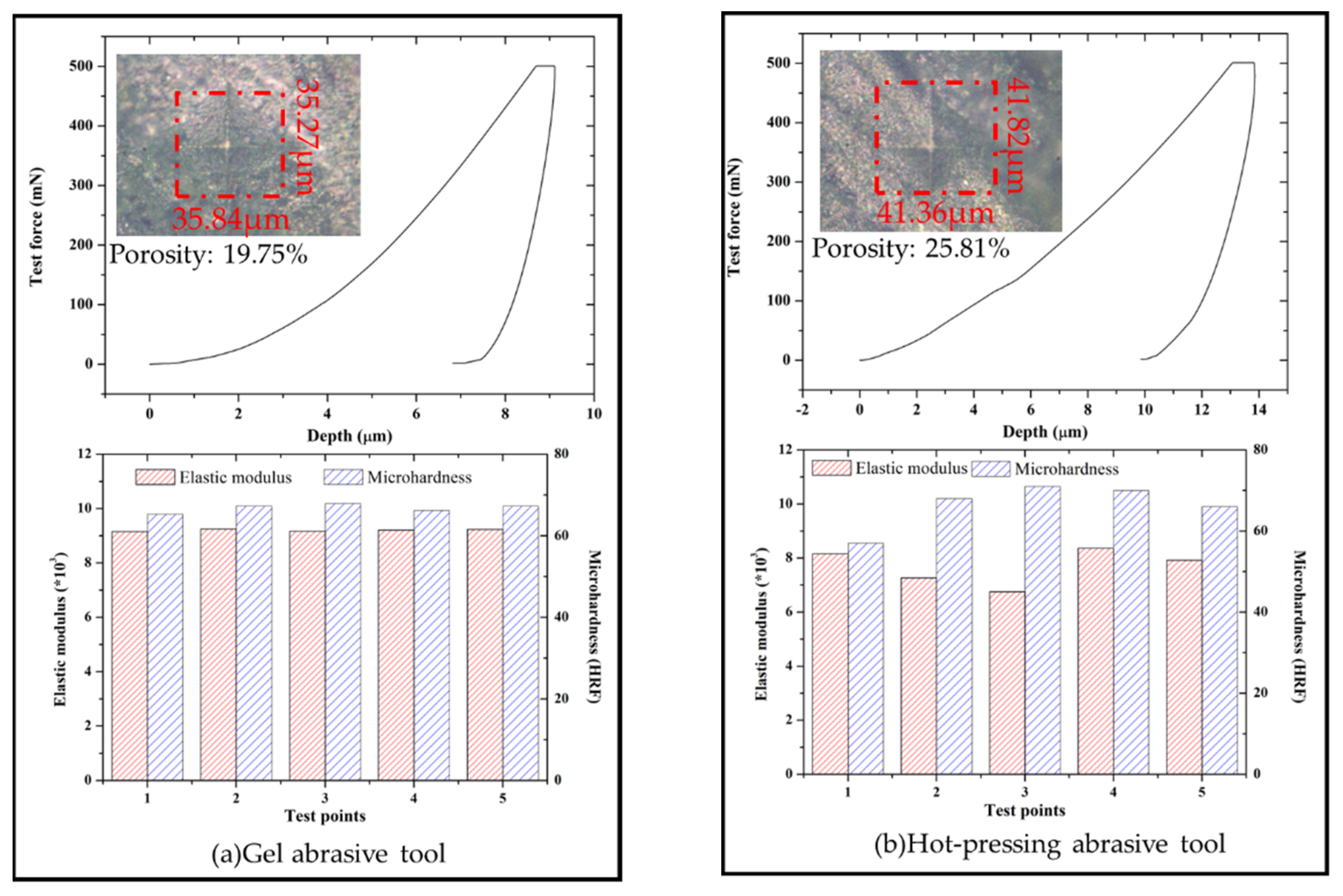
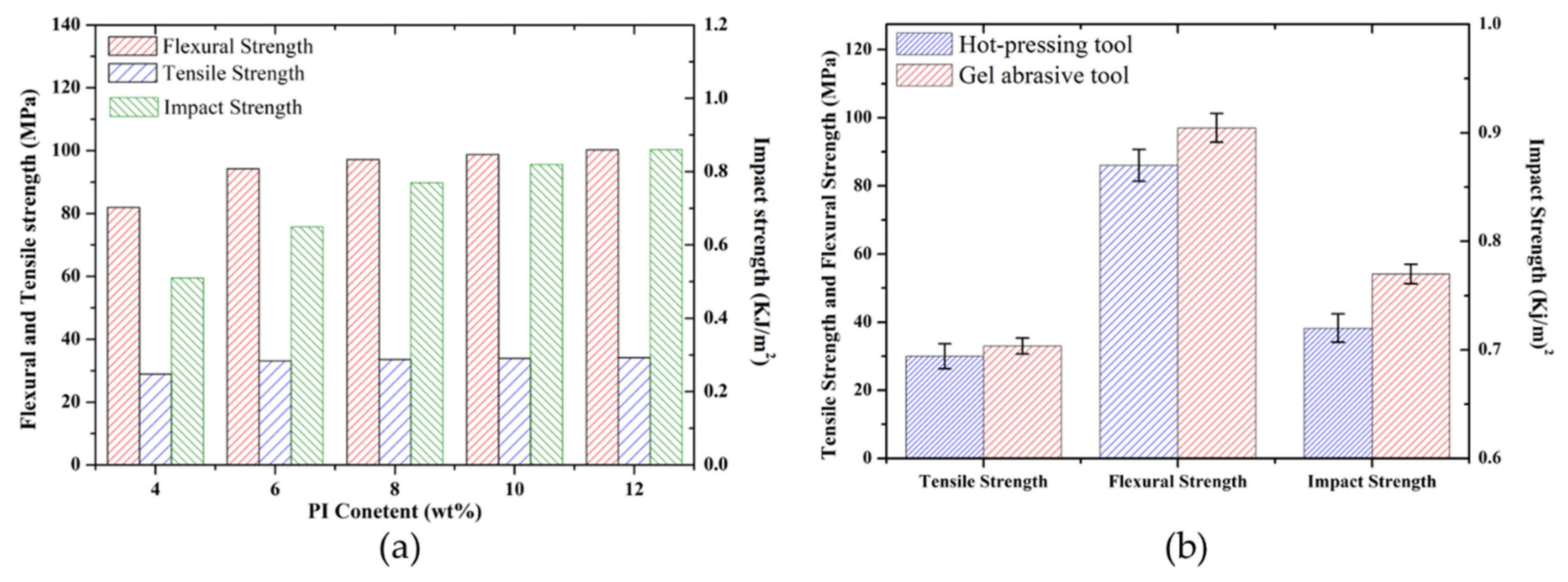
4.1. Comparison of Mechanical Properties
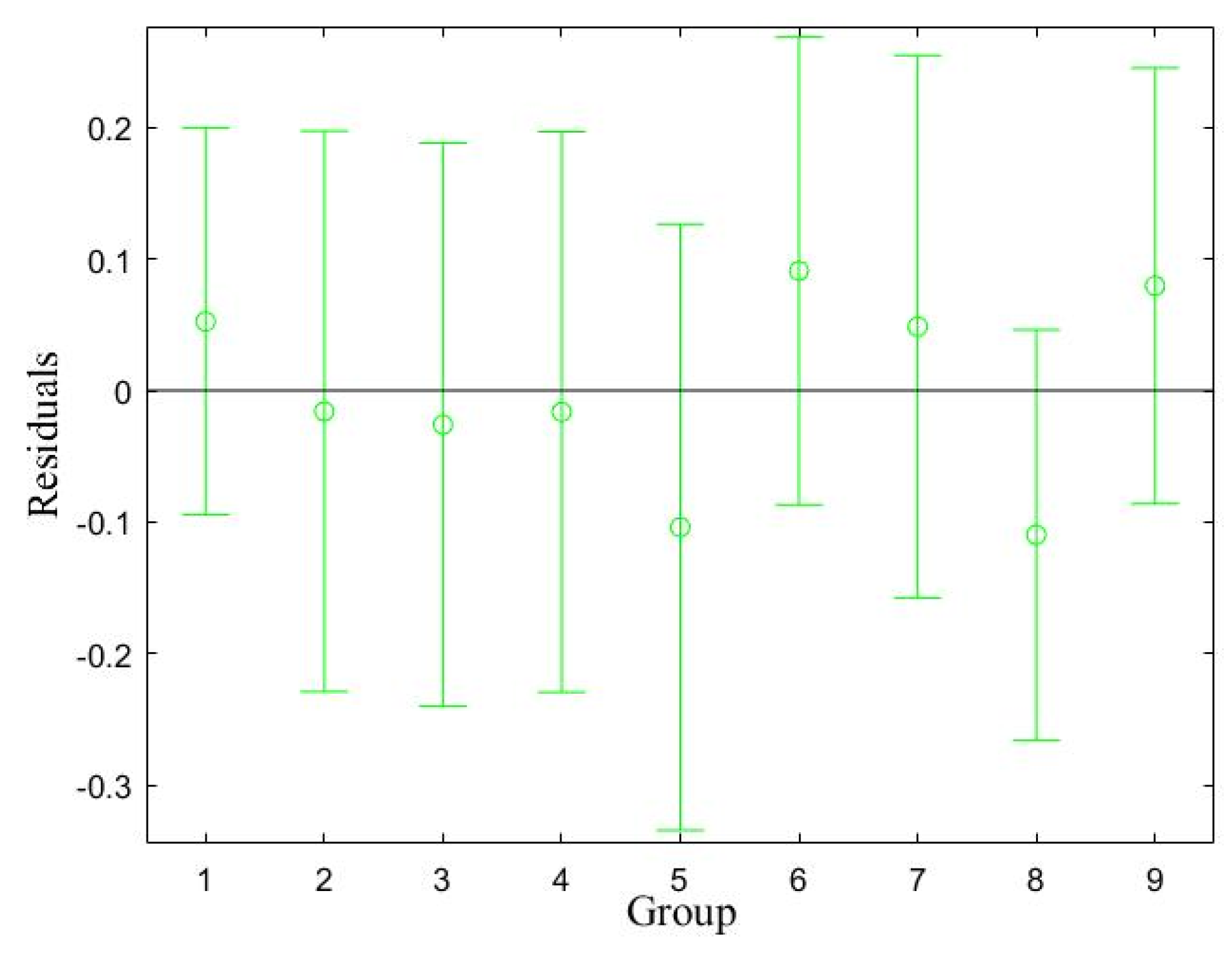
4.2. Analysis of Orthogonal Experiment Results
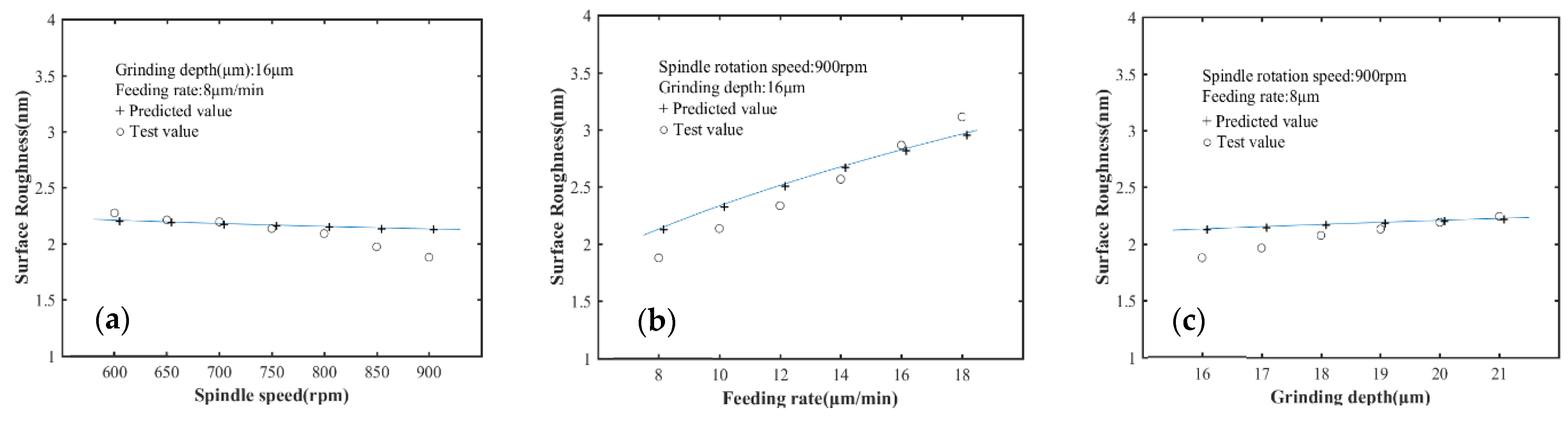
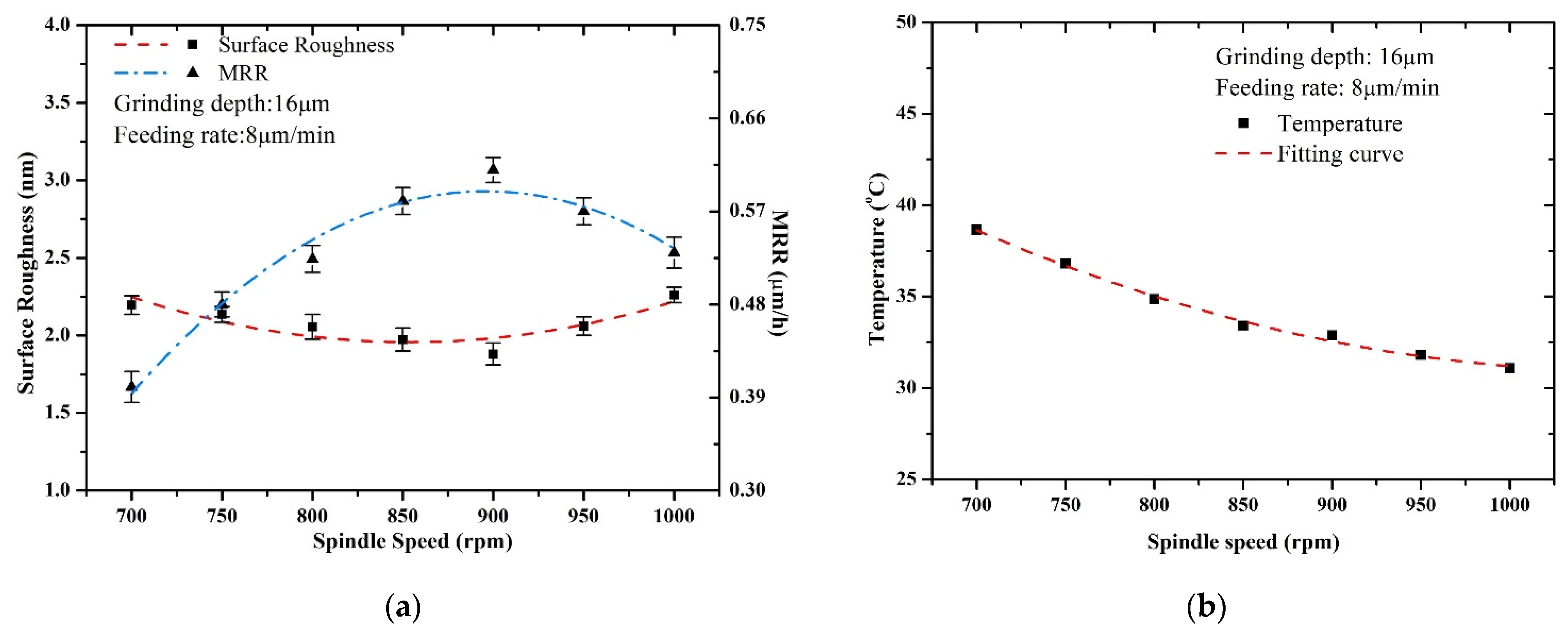
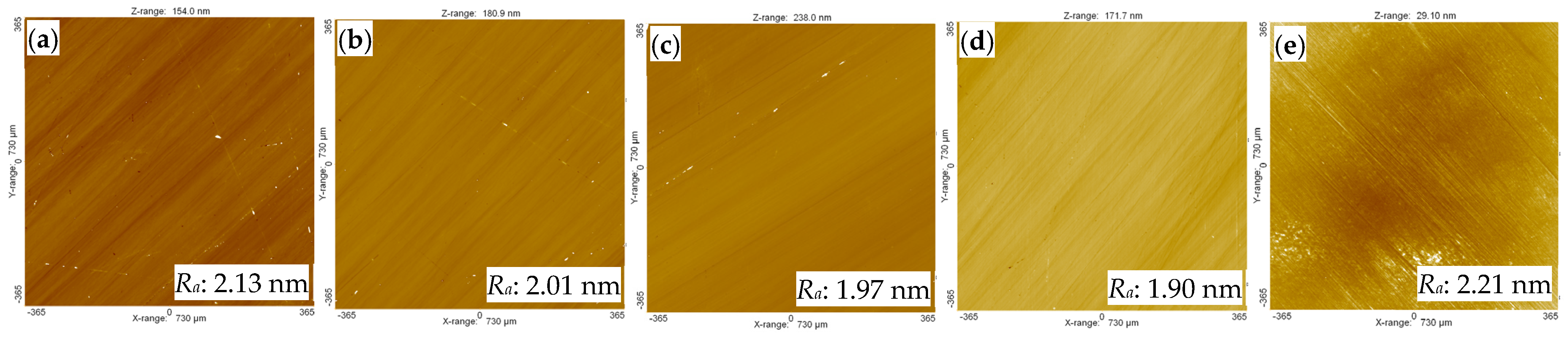
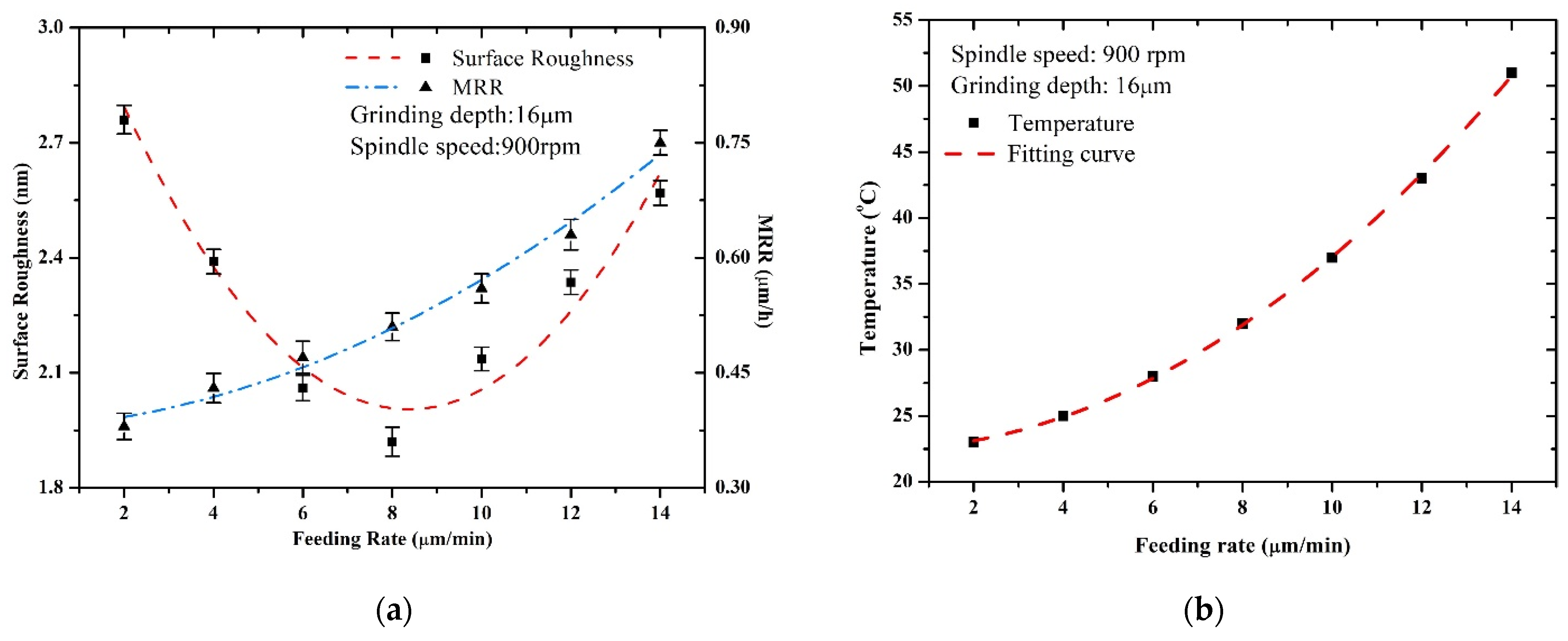
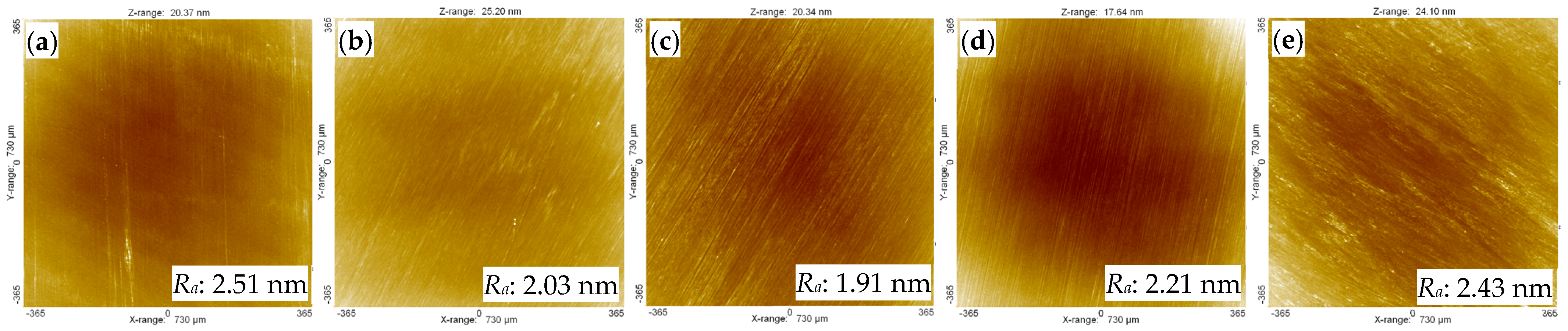
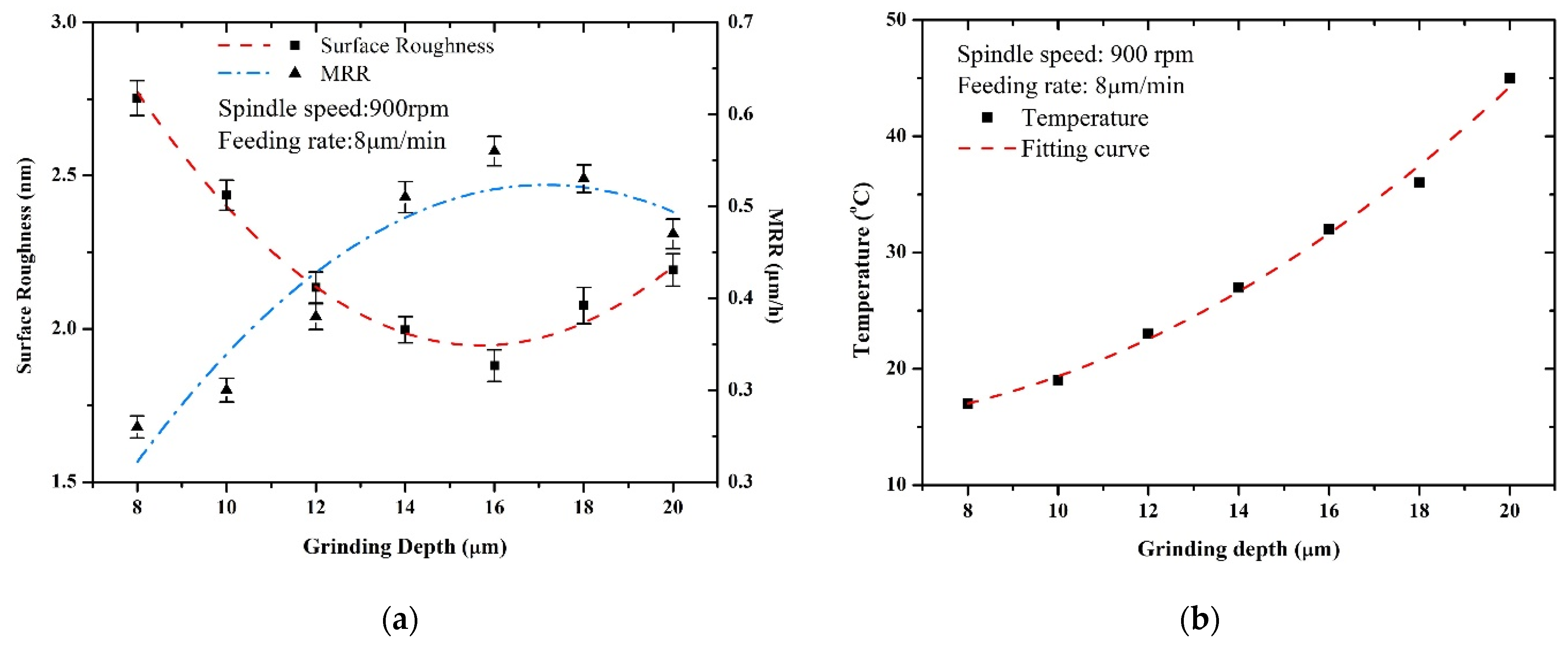
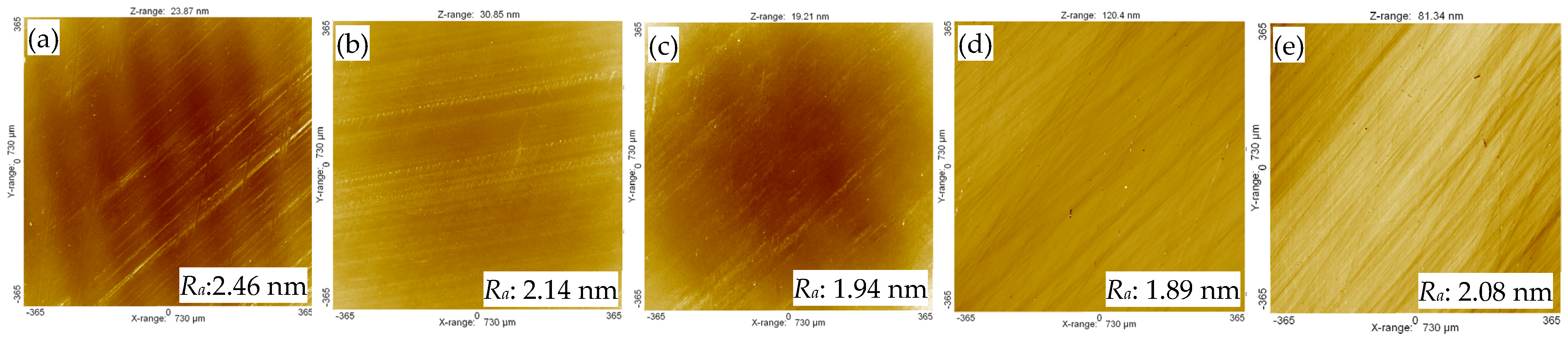
4.3. Influence of Machining Parameters on Surface Roughness
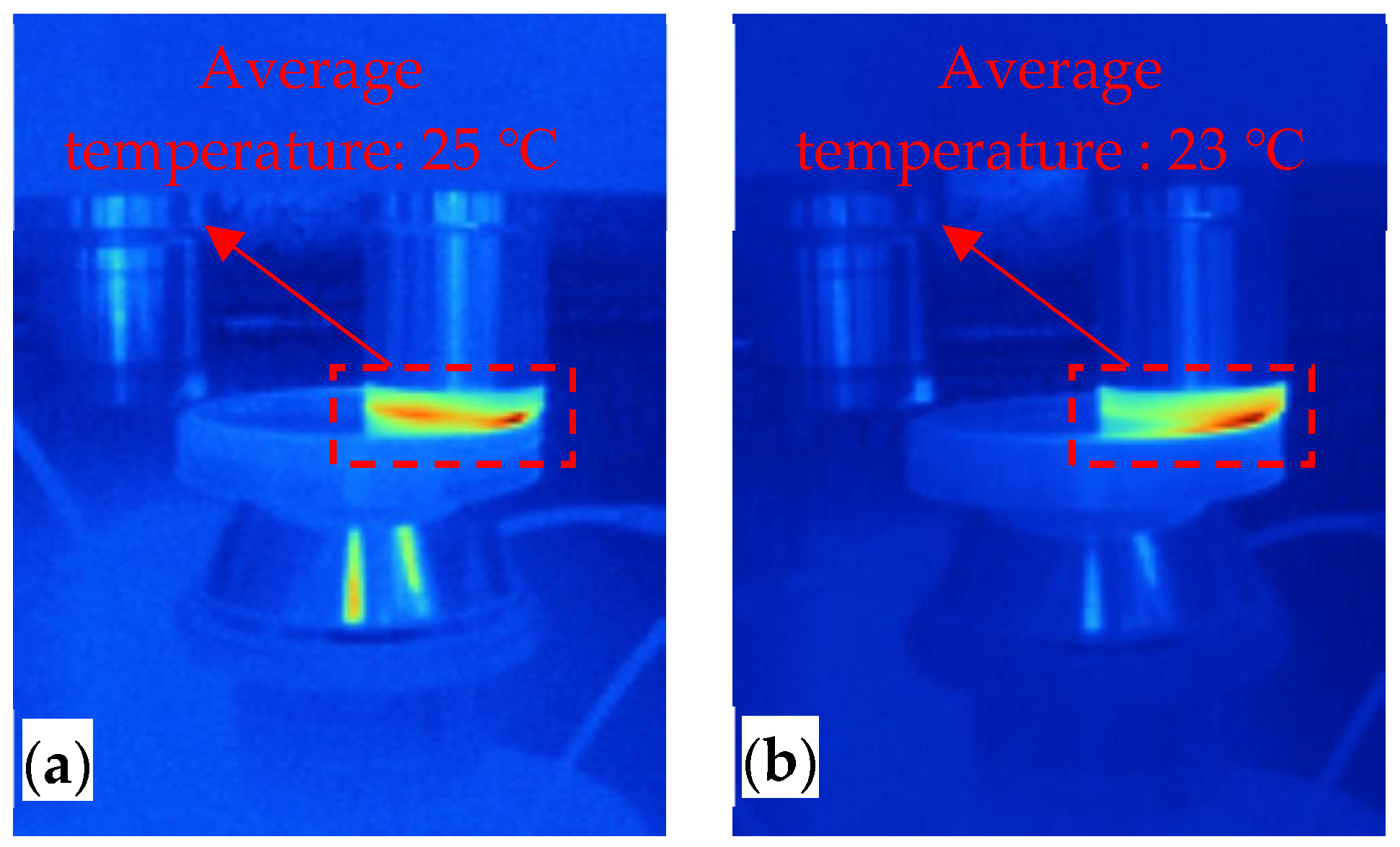
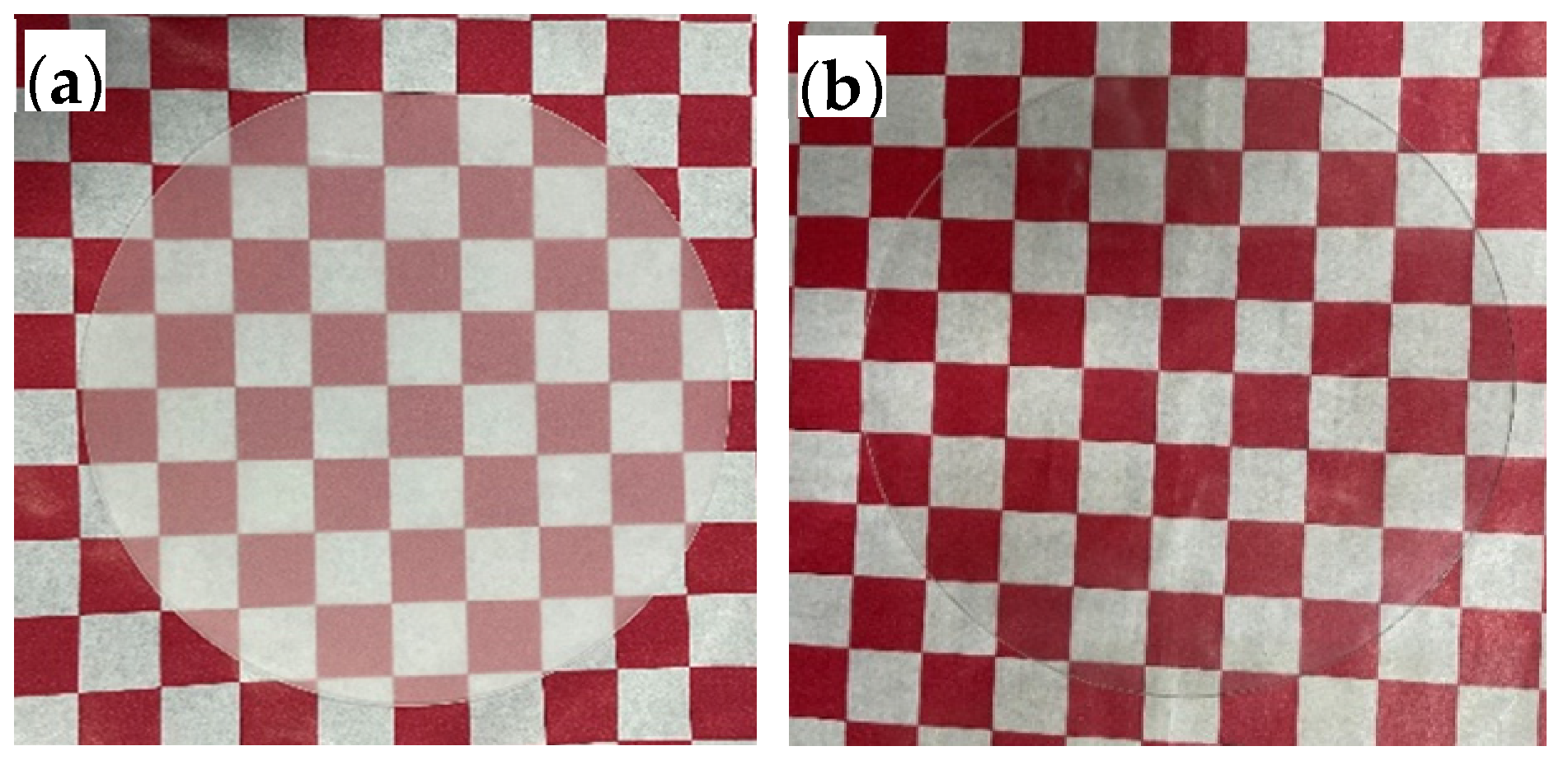
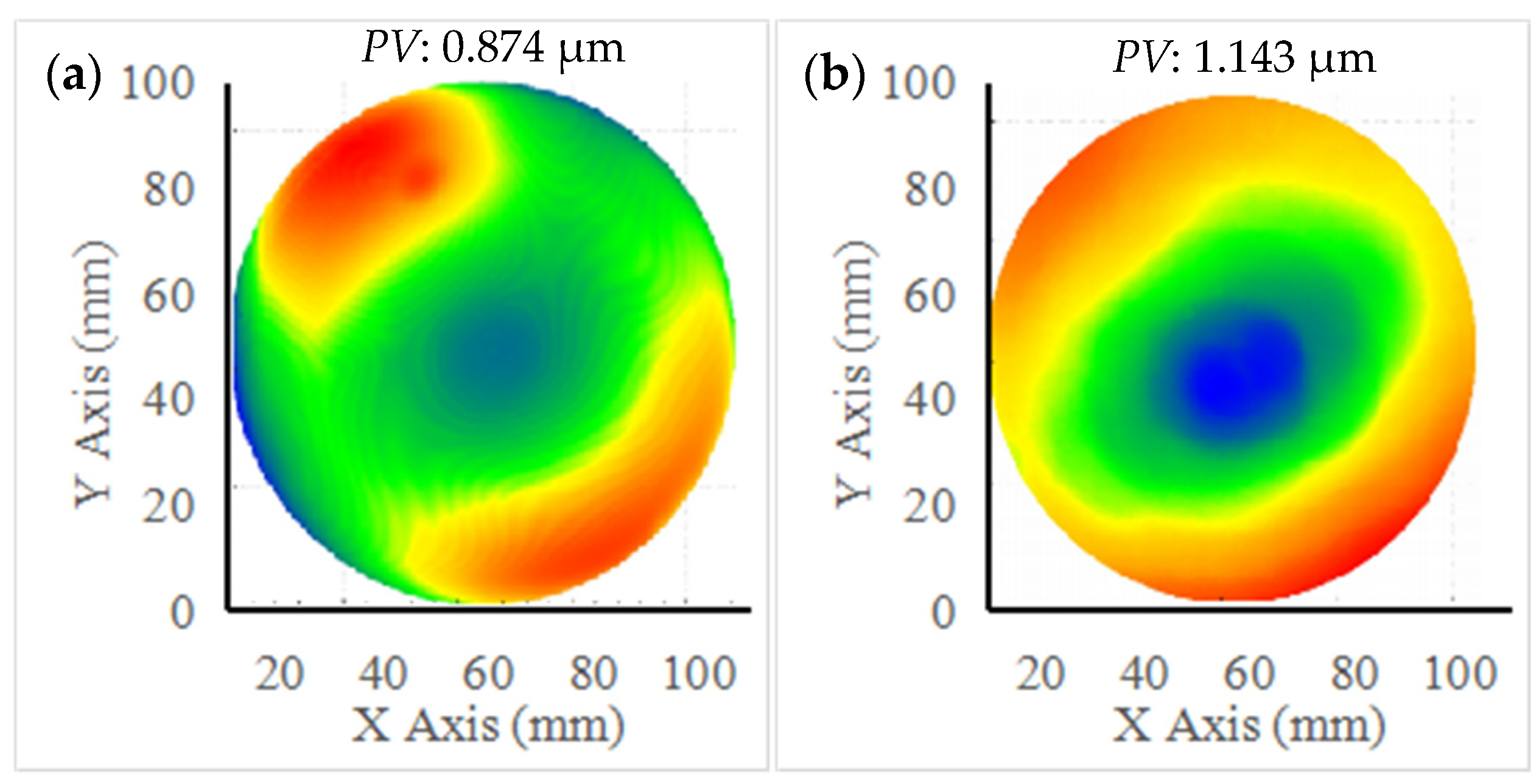
4.4. Comparative Processing Experiments
4.5. Comparative Processing Experiments
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Macerol, N.; Franca, L.; Attia, H.; Krajnik, P. A lapping-based test method to investigate wear behaviour of bonded-abrasive tools. CIRP Ann. 2022, 71, 305–308. [Google Scholar] [CrossRef]
- Li, B.; Ding, W.; Li, M.; Zhang, X. Tool wear behavior of alumina abrasive wheels during grinding FGH96 powder metallurgy nickel-based superalloy. Procedia CIRP 2021, 101, 182–185. [Google Scholar] [CrossRef]
- Sani, A.S.A.; Sousa, F.J.P. The effect of pressure gradient and abrasive tool wear when polishing ceramic tiles. Mater. Today Proc. 2021, 46, 1770–1777. [Google Scholar] [CrossRef]
- Kumar, M.; Sidpara, A.M.; Racherla, V. Surface finishing of aluminium 6061 using fabricated flexible abrasive tool. Mater. Today Commun. 2022, 33, 104614. [Google Scholar] [CrossRef]
- Wang, X.; Lei, H.; Chen, R. CMP behavior of alumina/metatitanic acid core–shell abrasives on sapphire substrates. Precis. Eng. 2017, 50, 263–268. [Google Scholar] [CrossRef]
- Liu, Z.; Tang, Y. An approach for hydrophobic fixed abrasive pad based on layer-by-layer method. Microelectron. Eng. 2021, 238, 111505. [Google Scholar] [CrossRef]
- Wang, Z.; Niu, F.; Wang, Z.; Li, J.; Sun, T.; Zhu, Y. Friction and wear characteristics of agglomerated diamond abrasives and lapping performance of fixed agglomerated diamond pads. Wear 2021, 470–471, 203598. [Google Scholar] [CrossRef]
- Yan, Q.S.; Xu, S.J.; Lu, J.B.; Liang, H.Z. Stability of Colloidal Silica Polishing Solution and Its Effect on SiC Chemical Mechanical Polishing. Semicond. Technol. 2018, 43, 664–668. [Google Scholar]
- Liu, C.-L.; Tseng, C.-J.; Hsaio, W.-H.; Wu, S.-H.; Lu, S.-R. Predicting the Wafer Material Removal Rate for Semiconductor Chemical Mechanical Polishing Using a Fusion Network. Appl. Sci. 2022, 12, 11478. [Google Scholar] [CrossRef]
- Xiong, W.; Chu, X.F.; Dong, Y.P.; Bi, L.; Ye, M.F.; Sun, W.Q. Effect of Different Abrasives on sapphire Chemical-mechanical Polishing. J. Synth. Cryst. 2013, 42, 1064–1069. [Google Scholar]
- Sun, Y.Q.; Zhong, R.F.; Li, W.W.; Zhao, Z.L.; Qian, J. Effect of particle size distribution of silica abrasives on chemical mechanical polishing of sapphire. Electroplat. Finish. 2021, 40, 1631–1636. [Google Scholar]
- Xu, L.; Zhang, X.; Kang, C.; Wang, R.; Zou, C.; Zhou, Y.; Pan, G. Preparation of a novel catalyst (SoFeIII) and its catalytic performance towards the removal rate of sapphire substrate during CMP process. Tribol. Int. 2018, 120, 99–104. [Google Scholar] [CrossRef]
- Zhong, J.M. Influence of sodium chloride crystais on polishing performance of resin bond polishing pad. Superhard Mater. Eng. 2022, 33, 7–12. [Google Scholar]
- Chen, J.P.; Peng, Y.A. Tribological effects of loose alumina abrasive assisted sapphire lapping by a fixed agglomerated diamond abrasive pad(FADAP). Mater. Sci. Semicond. Process. 2022, 143, 106556. [Google Scholar] [CrossRef]
- Wu, Z.; Zhu, Y.F.; Chen, J.P.; Zheng, M.L.; Liu, Z.F. Machining experiment of single crystal sapphire based on pre-gelatinized polysaccharide bonded abrasive tool. Mod. Manuf. Eng. 2019, 12, 9–15. [Google Scholar]
- Zhao, P.; Yin, T.; Doi, T.; Kurokawa, S.; Seshimo, K.; Ye, D.; Cai, J. Effect of Mn-Based Slurries on Chemical Mechanical Polishing of SiC Substrates. ECS J. Solid State Sci. Technol. 2022, 11, 074002. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, J.; Hu, W.; Zhang, L.; Xie, W.; Liao, L. Chemical mechanical polishing for sapphire wafers using a developed slurry. J. Manuf. Process. 2021, 62, 762–771. [Google Scholar] [CrossRef]
- Feng, K.P.; Lyu, B.H.; Wang, S.; Zhao, T.C.; Zhou, Z.Z. Preparation and Performance Analysis of Gel-forming Diamond Abrasive Polishing Disc for Polishing SiC Wafer. Mater. Rep. 2022, 36, 219–227. [Google Scholar]
- Feng, K.P.; Zhao, T.C.; Lyu, B.H.; Zhou, Z.Z. Ultra-precision grinding of 4H-SiC wafer by PVA/PF compsite sol-gel diamond wheel. Adv. Mech. Eng. 2021, 13, 16878140211044929. [Google Scholar] [CrossRef]
- Feng, K.P.; Lyu, B.H.; Zhu, G.Q.; Zhao, T.C.; Zhou, Z.Z. Study on Precision Grinding of SiC Ceramic by PAV/PF Composite Sol-gel Grinding Abrasive Tool. Surf. Technol. 2022, 51, 347–357. [Google Scholar]
- Feng, K.; Lyu, B.; Zhao, T.; Zhou, Z. Fabrication and Application of Gel Forming Ultrafine Diamond Abrasive Tools. ECS J. Solid State Sci. Technol. 2021, 10, 063009. [Google Scholar] [CrossRef]
- Wang, R.; Zhang, J.; Chen, S.; Wu, L.; Zhuo, D.; Cheng, X. Green fabrication of graphene oxide/epoxy nanocomposite and its application in diamond abrasive tools. Compos. Part B Eng. 2019, 177, 107383. [Google Scholar] [CrossRef]
- Lu, J.; Xu, Y.; Zhang, Y.; Xu, X. The effects of SiO 2 coating on diamond abrasives in sol-gel tool for SiC substrate polishing. Diam. Relat. Mater. 2017, 76, 123–131. [Google Scholar] [CrossRef]
- Huang, B.; Li, C.; Zhang, Y.; Ding, W.; Yang, M.; Yang, Y.; Zhai, H.; Xu, X.; Wang, D.; Debnath, S.; et al. Advances in fabrication of ceramic corundum abrasives based on sol–gel process. Chin. J. Aeronaut. 2021, 34, 1–17. [Google Scholar] [CrossRef]
- Gu, X.R.; Zhu, Y.P. Gel Chemistry; Chemical Industry Press: Beijing, China, 2005; Available online: https://www.cip.com.cn/Book/Index/1828 (accessed on 20 November 2022).
- Wu, K.; Zhou, L.; Shimizu, J.; Onuki, T.; Yamamoto, T.; Ojima, H.; Yuan, J. Study on the potential of chemo-mechanical-grinding (CMG) process of sapphire wafer. Int. J. Adv. Manuf. Technol. 2017, 91, 1539–1546. [Google Scholar] [CrossRef]
- Wu, K.; Touse, D.; Zhou, L.; Lin, W.; Shimizu, J.; Onuki, T.; Yuan, J. Chemo-mechanical grinding by applying grain boundary cohesion fixed abrasive for monocrystal sapphire. Precis. Eng. 2021, 70, 110–116. [Google Scholar] [CrossRef]
- Wu, K.; Zhou, L.; Onuki, T.; Shimizu, J.; Yamamoto, T.; Yuan, J. Study on the finishing capability and abrasives-sapphire interaction in dry chemo-mechanical-grinding (CMG) process. Precis. Eng. 2018, 52, 451–457. [Google Scholar] [CrossRef]
- Chai, H.; Huang, Y.; Wang, Y.J.; Zhang, L.; Yang, Y. Research on the Optimization of Predictive Model for Surface Roughness of Magnesium Alloy. Mech. Sci. Technol. Aerosp. Eng. 2012, 31, 968–971. [Google Scholar]
- Yuan, W.J.; Deng, R.T.; Yin, S.H. Mirror Grinding Process for Aluminum Alloy Using Elastic Grinding Wheel. Surf. Technol. 2018, 47, 21–27. [Google Scholar]
- Chen, F. Research on Wear Mechanism and Dressing Technology of Semi-Fixed Abrasive Plate. Master’s Thesis, Zhejiang University of Technology, Hangzhou, China, 2009; pp. 58–76. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Solid Content (wt.%) |
|---|---|
| PAM + PI | 15 |
| PEG400 | 1 |
| Wetting agent | 0.5 |
| Dispersant | 1.5 |
| Defoamer | 1 |
| Dibutyl ester | 0.5 |
| Cr2O3 Powder | 82.5 |
| Condition | Value |
|---|---|
| Coolant | Water |
| Workpiece diameter | 100 mm |
| Rotating speed (workpiece) | 150 rpm |
| Spindle speed (rpm) | 700, 750, 800, 850, 900, 950, or 1000 |
| Feeding rate (μm/min) | 2, 4, 6, 8, 10, 12, or 14 |
| Grinding depth (μm) | 8, 10, 12, 14, 16, 18, or 20 |
| Processing time (min) | 30 |
| Group | N (rpm) | D (μm) | Vf (μm/min) |
|---|---|---|---|
| 1 | 300 | 8 | 8 |
| 2 | 300 | 16 | 16 |
| 3 | 300 | 24 | 12 |
| 4 | 600 | 8 | 16 |
| 5 | 600 | 16 | 12 |
| 6 | 600 | 24 | 8 |
| 7 | 900 | 8 | 12 |
| 8 | 900 | 16 | 8 |
| 9 | 900 | 24 | 16 |
| Group | N | D | Vf | Ra (nm) |
|---|---|---|---|---|
| 1 | n1 | d1 | f1 | 2.215 |
| 2 | n1 | d2 | f3 | 3.076 |
| 3 | n1 | d3 | f2 | 2.886 |
| 4 | n2 | d1 | f3 | 2.563 |
| 5 | n2 | d2 | f2 | 2.330 |
| 6 | n2 | d3 | f1 | 2.556 |
| 7 | n3 | d1 | f2 | 2.330 |
| 8 | n3 | d2 | f1 | 1.880 |
| 9 | n3 | d3 | f3 | 3.226 |
| Results | N | D | Vf |
|---|---|---|---|
| K1 | 8.177 | 7.108 | 6.651 |
| K2 | 7.449 | 7.286 | 7.546 |
| K3 | 7.436 | 8.668 | 8.865 |
| Ka1 | 2.725 | 2.359 | 2.217 |
| Ka2 | 2.483 | 2.428 | 2.515 |
| Ka3 | 2.478 | 2.889 | 2.955 |
| Max–Min | 0.247 | 0.520 | 0.738 |
| Group | Spindle Speed (rpm) | Feeding Rate (μm/min) | Grinding Depth (μm) | Surface Roughness Ra (nm) (Average) | |
|---|---|---|---|---|---|
| Hot-Pressing Tool | Gel Tool | ||||
| 1 | 700 | 8 | 12 | 5.08 | 2.67 |
| 2 | 700 | 8 | 16 | 4.07 | 2.20 |
| 3 | 700 | 10 | 12 | 5.33 | 2.84 |
| 4 | 700 | 10 | 16 | 5.63 | 3.09 |
| 5 | 900 | 8 | 12 | 4.13 | 2.17 |
| 6 | 900 | 8 | 16 | 3.96 | 1.95 |
| 7 | 900 | 10 | 12 | 4.65 | 2.54 |
| 8 | 900 | 10 | 16 | 4.52 | 2.38 |
| Group | Tool Wear Rate (μm/h) | MRR (μm/h) | ||
|---|---|---|---|---|
| Hot-Pressing Tool | Gel Abrasive Tool | Hot-Pressing Tool | Gel Abrasive Tool | |
| 1 | 0.76 | 0.19 | 0.57 | 0.43 |
| 2 | 0.84 | 0.24 | 0.62 | 0.48 |
| 3 | 0.95 | 0.25 | 0.63 | 0.51 |
| 4 | 1.07 | 0.28 | 0.66 | 0.54 |
| 5 | 1.12 | 0.31 | 0.63 | 0.56 |
| 6 | 1.36 | 0.36 | 0.71 | 0.59 |
| 7 | 1.72 | 0.39 | 0.77 | 0.61 |
| 8 | 1.94 | 0.46 | 0.76 | 0.66 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, L.; Feng, K.; Lyu, B.; Zhao, T.; Zhou, Z. Fabrication and Characterization of Gel-Forming Cr2O3 Abrasive Tools for Sapphire Substrate Polishing. Appl. Sci. 2022, 12, 12949. https://doi.org/10.3390/app122412949
Zhao L, Feng K, Lyu B, Zhao T, Zhou Z. Fabrication and Characterization of Gel-Forming Cr2O3 Abrasive Tools for Sapphire Substrate Polishing. Applied Sciences. 2022; 12(24):12949. https://doi.org/10.3390/app122412949
Chicago/Turabian StyleZhao, Liang, Kaiping Feng, Binghai Lyu, Tianchen Zhao, and Zhaozhong Zhou. 2022. "Fabrication and Characterization of Gel-Forming Cr2O3 Abrasive Tools for Sapphire Substrate Polishing" Applied Sciences 12, no. 24: 12949. https://doi.org/10.3390/app122412949