
Non-Destructive Porosity Measurements of 3D Printed Polymer by Terahertz Time-Domain Spectroscopy

 , and
, and
Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
2.1. Polyethylene Terephthalate Glycol
2.2. 3D Printer Settings
2.3. THz Time-Domain Spectroscopy
3. Results
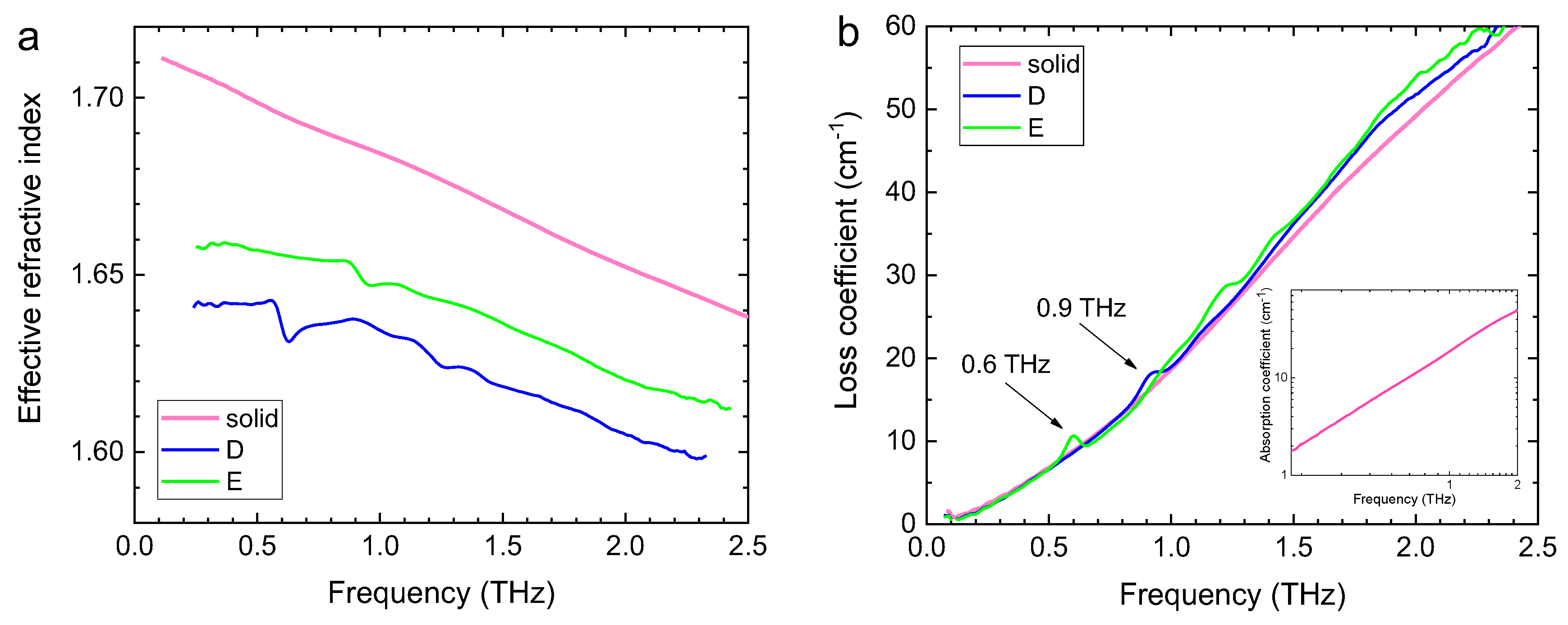
3.1. Comparison between Solid and 3D Printed Materials
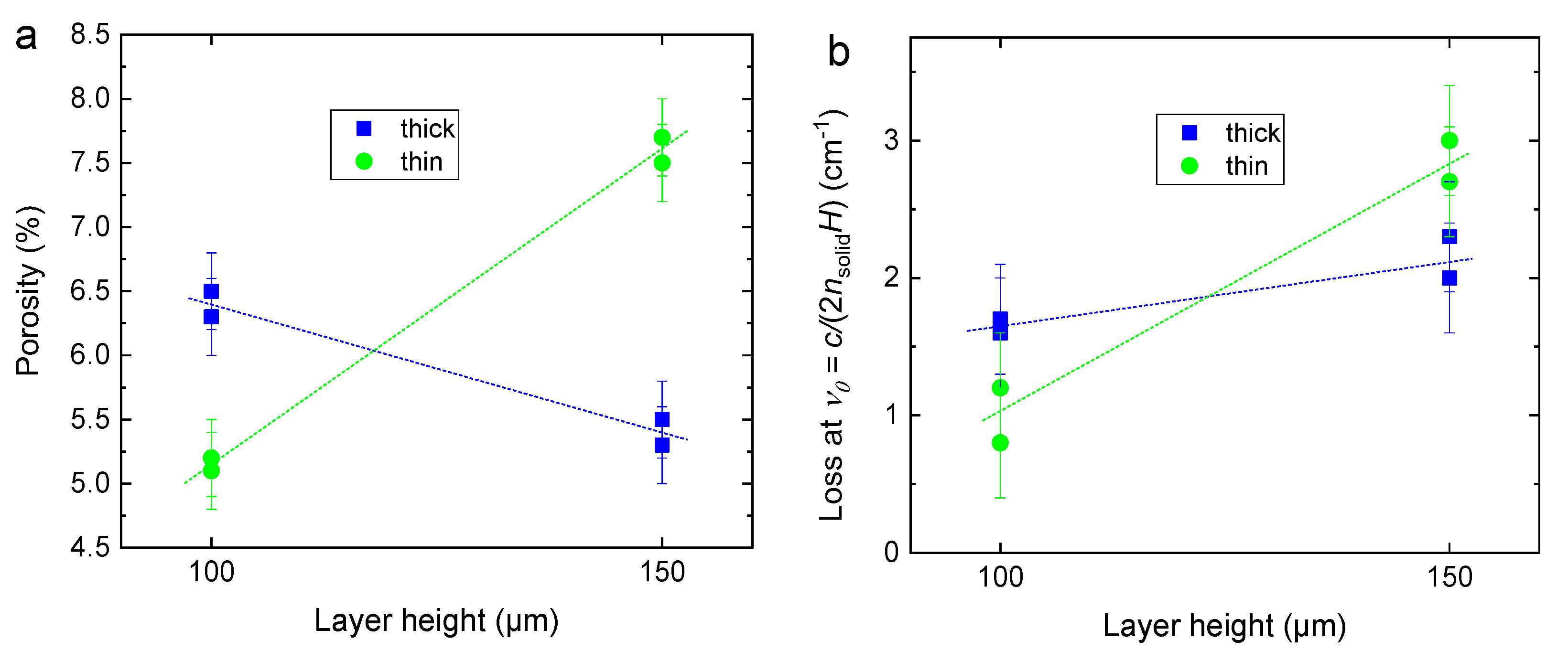
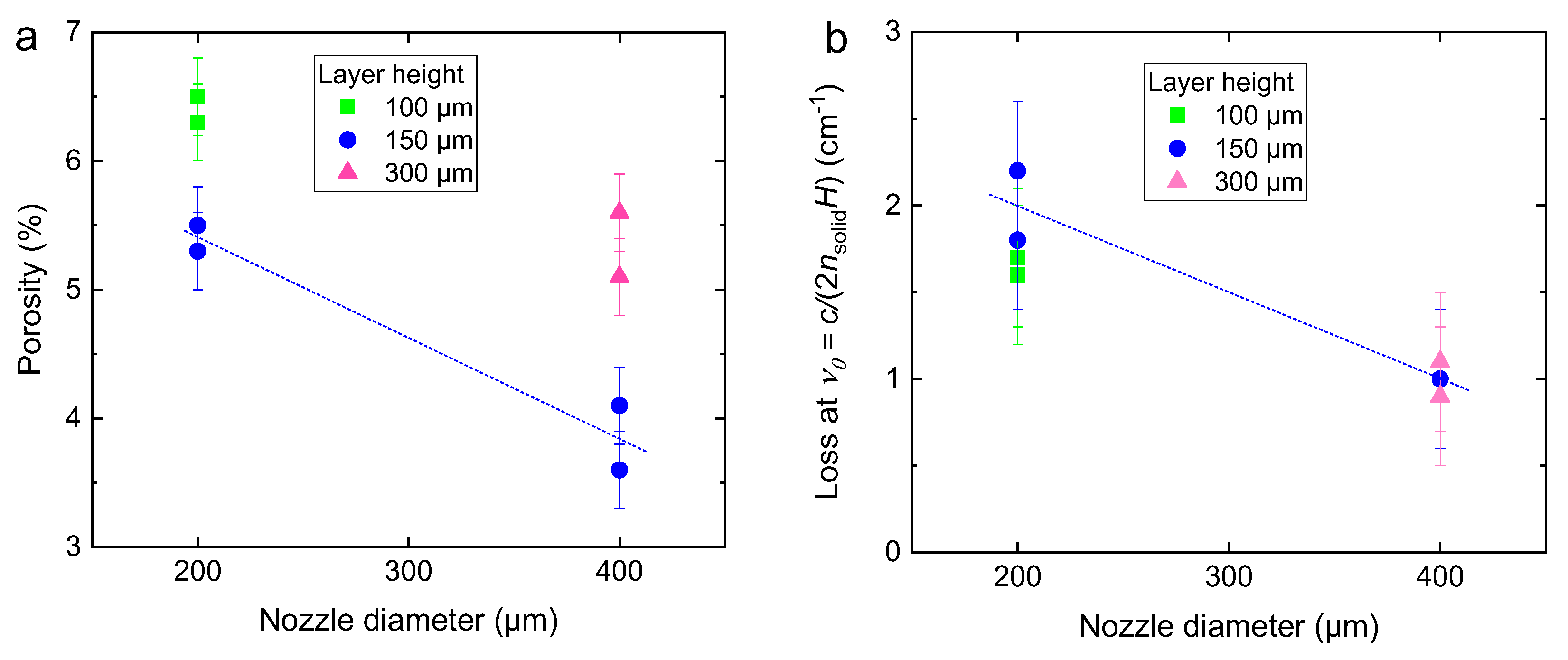
3.2. Effect of Layer Height
3.3. Effect of Nozzle Diameter
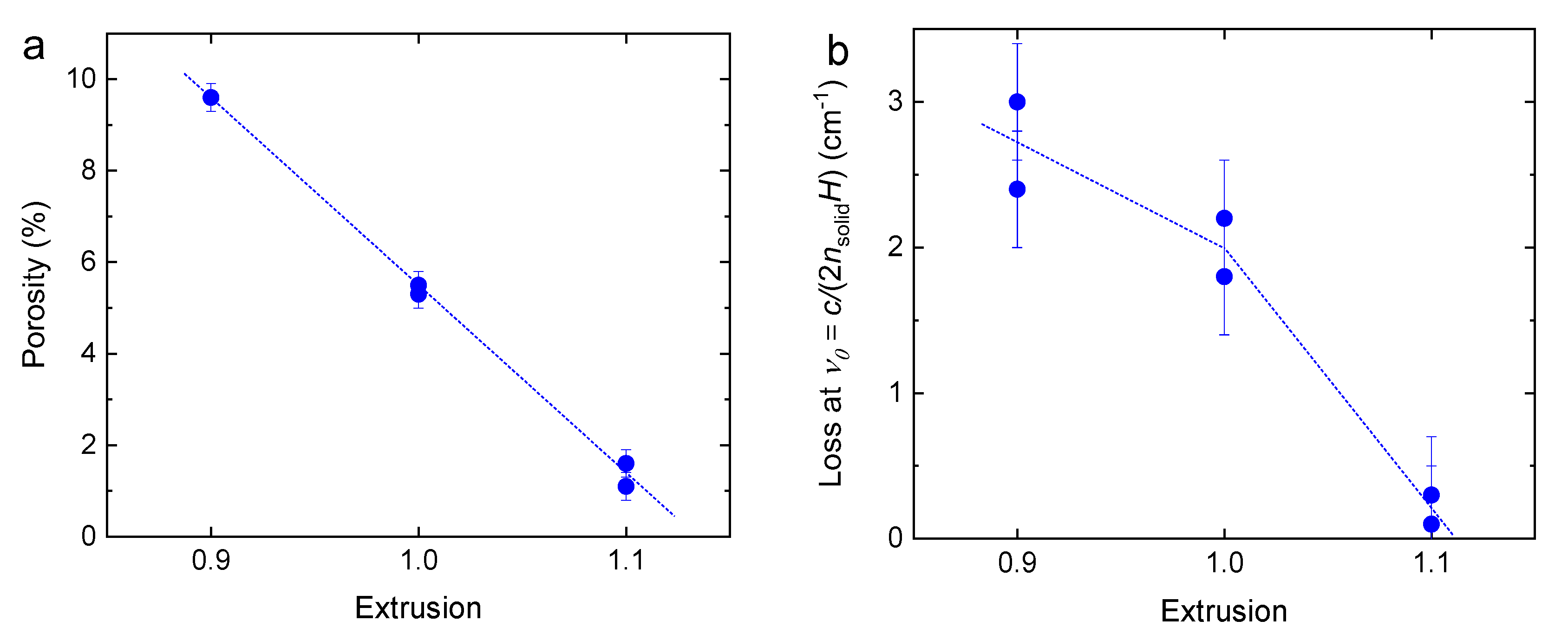
3.4. Effect of Extrusion
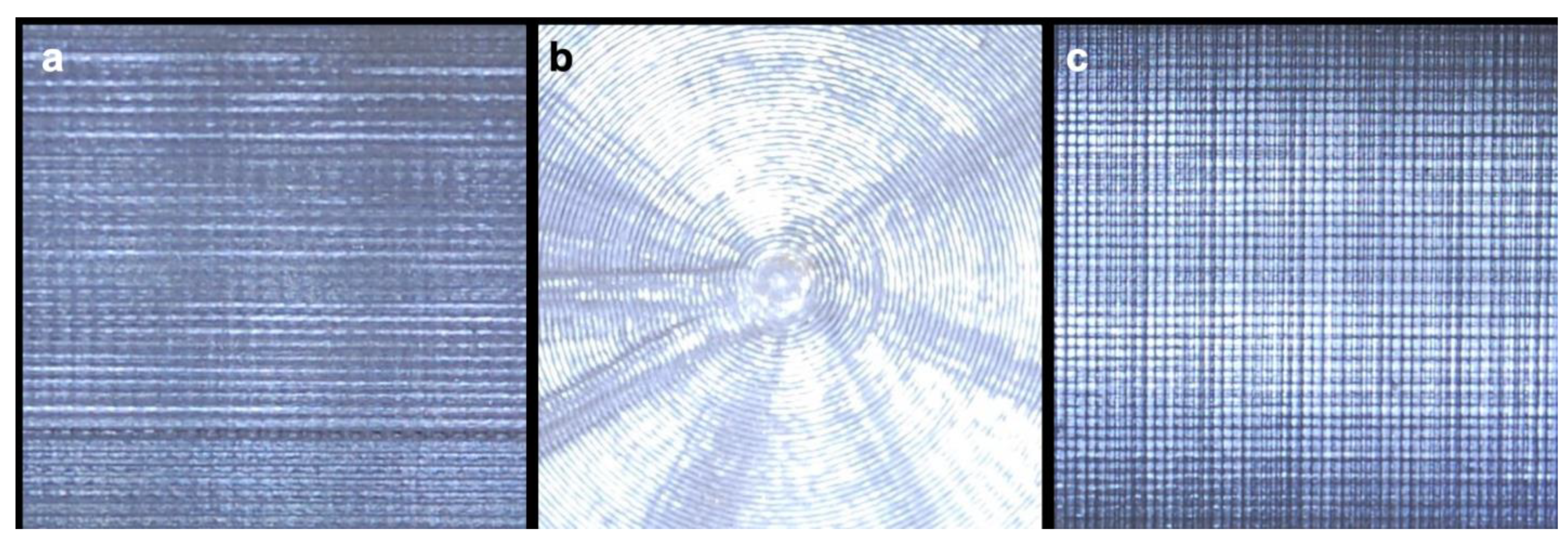
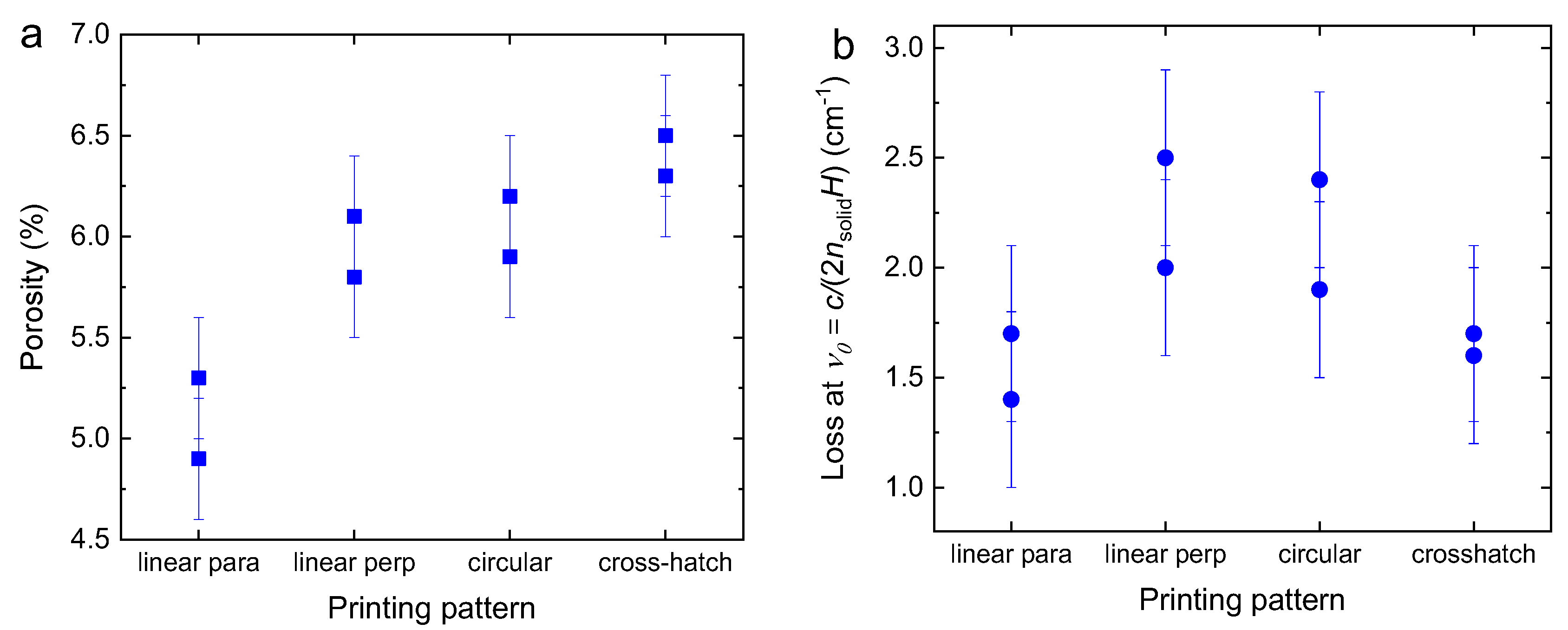
3.5. Effect of Printing Pattern
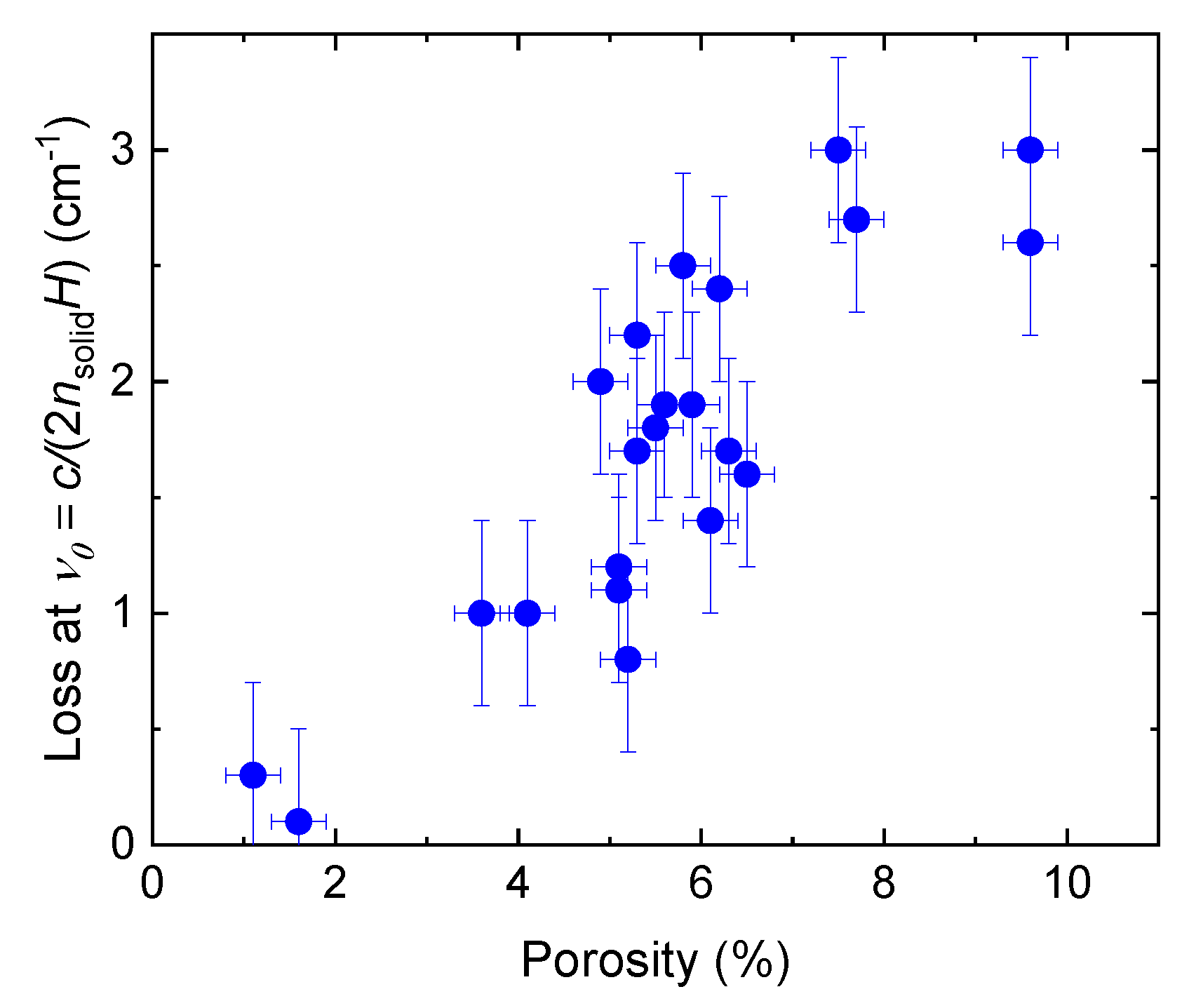
3.6. Relationship between Porosity and Diffraction
3.7. Model
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Redwood, B.; Schöffer, F.; Garret, B. The 3D Printing Handbook: Technologies, Design and Applications; 3D Hubs: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Jordan, J.M. 3D Printing; MIT Press: Cambrdge, MA, USA, 2019. [Google Scholar]
- Espera, A.H.; Dizon, J.R.C.; Chen, Q.; Advincula, R.C. 3D-printing and advanced manufacturing for electronics. Prog. Addit. Manuf. 2019, 4, 245–267. [Google Scholar] [CrossRef]
- Badiru, A.B.; Valencia, V.V.; Liu, D. (Eds.) Additive Manufacturing Handbook: Product Development for the Defense Industry; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar]
- Dumitrescu, I.B.; Lupuliasa, D.; Drăgoi, C.M.; Nicolae, A.C.; Pop, A.; Șaramet, G.; Drăgănescu, D. The age of pharmaceutical 3D printing. Technological and therapeutical implications of additive manufacturing. Farmacia 2018, 66, 365–389. [Google Scholar] [CrossRef]
- Marques, T.H.R.; Lima, B.M.; Osório, J.H.; da Silva, L.E.; Cordeiro, C.M.B. 3D Printed Microstructured Optical Fibers. In Proceedings of the 2017 SBMO/IEEE MTT-S International Microwave and Optoelectronics Conference (IMOC), Aguas de Lindoia, Brazil, 27–30 August 2017; pp. 1–3. [Google Scholar]
- Van der Elst, L.; de Lima, C.F.; Kurtoglu, M.G.; Koraganji, V.N.; Zheng, M.; Gumennik, A. 3D Printing in Fiber-Device Technology. Adv. Fiber Mater. 2021, 3, 59–75. [Google Scholar] [CrossRef]
- Colella, R.; Chietera, F.P.; Catarinucci, L. Analysis of FDM and DLP 3D-Printing Technologies to Prototype Electromagnetic Devices for RFID Applications. Sensors 2021, 21, 897. [Google Scholar] [CrossRef]
- Biswas, S.; Lu, A.; Larimore, Z.; Parsons, P.; Good, A.; Hudak, N.; Garrett, B.; Suarez, J.; Mirotznik, M.S. Realization of modified Luneburg lens antenna using quasi-conformal transformation optics and additive manufacturing. Microw. Opt. Technol. Lett. 2019, 61, 1022–1029. [Google Scholar] [CrossRef]
- Good, B.; Ransom, P.; Simmons, S.; Good, A.; Mirotznik, M.S. Design of graded index flat lenses with integrated antireflective properties. Microw. Opt. Technol. Lett. 2012, 54, 2774–2781. [Google Scholar] [CrossRef]
- Liu, G.D.; Wang, C.H.; Jia, Z.L.; Wang, K.X. An Integrative 3D printing method for rapid additive manufacturing of a capacitive force sensor. J. Micromech. Microeng. 2021, 31, 065005. [Google Scholar] [CrossRef]
- Li, X.-R.; Liu, Z.; Li, W.-D.; Sun, G.-Y.; Xue, J.-Y.; Wang, C.; Zhang, G.-J. 3D printing fabrication of conductivity non-uniform insulator for surface flashover mitigation. IEEE Trans. Dielectr. Electr. Insul. 2019, 26, 1172–1180. [Google Scholar] [CrossRef]
- Kojima, H.; Hayakawa, N.; Kato, K.; Zebouchi, N. Electric Field Simulation of Permittivity and Conductivity Graded Materials (ε/σ-FGM) for HVDC GIS Spacers. IEEE Trans. Dielectr. Electr. Insul. 2021, 28, 736–744. [Google Scholar]
- Veselý, P.; Tichý, T.; Šefl, O.; Horynová, E. Evaluation of dielectric properties of 3D printed objects based on printing resolution. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018; Volume 461, p. 012091. [Google Scholar]
- Hoff, B.W.; Maestas, S.S.; Hayden, S.C.; Harrigan, D.J.; Grudt, R.O.; Ostraat, M.L.; Horwath, J.C.; Leontsev, S. Dielectric strength heterogeneity associated with printing orientation in additively manufactured polymer materials. Addit. Manuf. 2018, 22, 21–30. [Google Scholar] [CrossRef]
- Kurimoto, M.; Manabe, Y.; Mitsumoto, S.; Suzuoki, Y. Layer interface effects on dielectric breakdown strength of 3D printed rubber insulator using stereolithography. Addit. Manuf. 2021, 46, 102069. [Google Scholar] [CrossRef]
- Vyavahare, S.; Teraiya, S.; Panghal, D.; Kumar, S. Fused deposition modelling: A review. Rapid Prototyp. J. 2020, 26, 176–201. [Google Scholar] [CrossRef]
- Sathies, T.; Senthil, P.; Anoop, M.S. A review on advancements in applications of fused deposition modelling process. Rapid Prototyp. J. 2020, 26, 669–687. [Google Scholar]
- Cano-Vicent, A.; Tambuwala, M.M.; Hassan, S.S.; Barh, D.; Aljabali, A.A.A.; Birkett, M.; Arjunan, A.; Serrano-Aroca, A. Fused deposition modelling: Current status, methodology, applications and future prospects. Addit. Manuf. 2021, 47, 102378. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L. Optimization of fused deposition modeling process parameters: A review of current research and future prospects. Adv. Manuf. 2015, 3, 42–53. [Google Scholar] [CrossRef]
- Dey, A.; Yodo, N. A systematic survey of FDM process parameter optimization and their influence on part characteristics. J. Manuf. Mater. Process. 2019, 3, 64. [Google Scholar] [CrossRef] [Green Version]
- Sheoran, A.J.; Kumar, H. Fused Deposition modeling process parameters optimization and effect on mechanical properties and part quality: Review and reflection on present research. Mater. Today Proc. 2020, 21, 1659–1672. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, L.; Fuh, J.Y.H.; Lee, H.P. Effect of porosity on mechanical properties of 3D printed polymers: Experiments and micromechanical modeling based on X-ray computed tomography analysis. Polymers 2019, 11, 1154. [Google Scholar] [CrossRef] [Green Version]
- Liao, Y.; Liu, C.; Coppola, B.; Barra, G.; Di Maio, L.; Incarnato, L.; Lafdi, K. Effect of porosity and crystallinity on 3D printed PLA properties. Polymers 2019, 11, 1487. [Google Scholar] [CrossRef] [Green Version]
- Bawuah, P.; Markl, D.; Farrell, D.; Evans, M.; Portieri, A.; Anderson, A.; Goodwin, D.; Lucas, F.; Zeitler, J.A. Terahertz-based porosity measurement of pharmaceutical tablets: A tutorial. J. Infrared Millim. Terahertz Waves 2020, 41, 450–469. [Google Scholar] [CrossRef] [Green Version]
- Lu, X.; Sun, H.; Chang, T.; Zhang, J.; Cui, H.-L. Terahertz detection of porosity and porous microstructure in pharmaceutical tablets: A review. Int. J. Pharm. 2020, 591, 120006. [Google Scholar] [CrossRef]
- Hakobyan, D.; Hamdi, M.; Redon, O.; Ballestero, A.; Mayaudon, A.; Boyer, L.; Durand, O.; Abraham, E. Non-destructive evaluation of ceramic porosity using terahertz time-domain spectroscopy. J. Eur. Ceram. Soc. 2021, 42, 525–533. [Google Scholar] [CrossRef]
- Krumbholz, N.; Hochrein, T.; Vieweg, N.; Hasek, T.; Kretschmer, K.; Bastian, M.; Mikulics, M.; Koch, M. Monitoring polymeric compounding processes inline with THz time-domain spectroscopy. Polym. Test. 2009, 28, 30–35. [Google Scholar] [CrossRef]
- Wietzke, S.; Jansen, C.; Reuter, M.; Jung, T.; Kraft, D.; Chatterjee, S.; Fischer, B.M.; Koch, M. Terahertz spectroscopy on polymers: A review of morphological studies. J. Mol. Struct. 2011, 1006, 41–51. [Google Scholar] [CrossRef]
- Yakovlev, E.V.; Zaytsev, K.I.; Dolganova, I.N.; Yurchenko, S.O. Non-destructive evaluation of polymer composite materials at the manufacturing stage using terahertz pulsed spectroscopy. IEEE Trans. Terahertz Sci. Technol. 2015, 5, 810–816. [Google Scholar] [CrossRef]
- Sommer, S.; Raidt, T.; Fischer, B.M.; Katzenberg, F.; Tiller, J.C.; Koch, M. THz-spectroscopy on high density polyethylene with different crystallinity. J. Infrared Millim. Terahertz Waves 2016, 37, 189–197. [Google Scholar] [CrossRef]
- Engelbrecht, S.; Tybussek, K.-H.; Sampaio, J.; Böhmler, J.; Fischer, B.M.; Sommer, S. Monitoring the Isothermal Crystallization Kinetics of PET-A Using THz-TDS. J. Infrared Millim. Terahertz Waves 2019, 40, 306–313. [Google Scholar] [CrossRef]
- Castro-Camus, E.; Koch, M.; Hernandez-Serrano, A.I. Additive manufacture of photonic components for the terahertz band. J. Appl. Phys. 2020, 127, 210901. [Google Scholar] [CrossRef]
- Ornik, J.; Sakaki, M.; Koch, M.; Balzer, J.C.; Benson, N. 3D Printed Al2O3 for Terahertz Technology. IEEE Access 2020, 9, 5986–5993. [Google Scholar] [CrossRef]
- Seifert, J.M.; Hernandez-Cardoso, G.G.; Koch, M.; Castro-Camus, E. Terahertz beam steering using active diffraction grating fabricated by 3D printing”. Opt. Express 2020, 28, 21737–21744. [Google Scholar] [CrossRef]
- Rohrbach, D.; Kang, B.J.; Feurer, T. 3D-printed THz wave-and phaseplates. Opt. Express 2021, 29, 27160–27170. [Google Scholar] [CrossRef] [PubMed]
- Busch, S.F.; Weidenbach, M.; Fey, M.; Schäfer, F.; Probst, T.; Koch, M. Optical properties of 3D printable plastics in the THz regime and their application for 3D printed THz optics. J. Infrared Millim. Terahertz Waves 2014, 35, 993–997. [Google Scholar] [CrossRef]
- Squires, A.D.; Lewis, R.A. Feasibility and characterization of common and exotic filaments for use in 3D printed terahertz devices. J. Infrared Millim. Terahertz Waves 2018, 39, 614–635. [Google Scholar] [CrossRef] [Green Version]
- Matmatch. PETG vs. PLA. Available online: https://matmatch.com/learn/material/petg-vs-pla (accessed on 23 December 2021).
- Iiyama, K.; Ishida, T.; Ono, Y.; Maruyama, T.; Yamagishi, T. Fabrication and characterization of amorphous polyethylene terephthalate optical waveguides. IEEE Photonics Technol. Lett. 2011, 23, 275–277. [Google Scholar] [CrossRef] [Green Version]
- Ashby, M.F.; Shercliff, H.; Cebon, D. Materials: Engineering, Science, Processing and Design; Butterworth-Heinemann: Oxford, UK, 2018. [Google Scholar]
- Hsueh, M.-H.; Lai, C.-J.; Wang, S.-H.; Zeng, Y.-S.; Hsieh, C.-H.; Pan, C.-Y.; Huang, W.-C. Effect of Printing Parameters on the Thermal and Mechanical Properties of 3D-Printed PLA and PETG, Using Fused Deposition Modeling. Polymers 2021, 13, 1758. [Google Scholar] [CrossRef] [PubMed]
- Algarni, M.; Ghazali, S. Comparative study of the sensitivity of PLA, ABS, PEEK, and PETG’s mechanical properties to FDM printing process parameters. Crystals 2021, 11, 995. [Google Scholar] [CrossRef]
- Barrios, J.M.; Romero, P.E. Improvement of surface roughness and hydrophobicity in PETG parts manufactured via fused deposition modeling (FDM): An application in 3D printed self–cleaning parts. Materials 2019, 12, 2499. [Google Scholar] [CrossRef] [Green Version]
- Kumar, M.A.; Khan, M.S.; Mishra, S.B. Effect of machine parameters on strength and hardness of FDM printed carbon fiber reinforced PETG thermoplastics. Mater. Today Proc. 2020, 27, 975–983. [Google Scholar] [CrossRef]
- PETG Filament—Complete 3D Printing Guide [2021]; STANDARD PRINT CO: Sydney, Australia, 2021.
- Jepsen, P.U.; Cooke, D.G.; Koch, M. Terahertz spectroscopy and imaging-Modern techniques and applications. Laser Photon. Rev. 2010, 5, 124–166. [Google Scholar] [CrossRef]
- Neu, J.; Schmuttenmaer, C.A. Tutorial: An introduction to terahertz time domain spectroscopy (THz-TDS). J. Appl. Phys. 2018, 124, 231101. [Google Scholar] [CrossRef] [Green Version]
- Wada, O.; Ramachari, D.; Yang, C.-S.; Uchino, T.; Pan, C.-L. Systematic characterization of THz dielectric properties of multi-component glasses using the unified oscillator model. Opt. Mater. Express 2021, 11, 858–874. [Google Scholar] [CrossRef]
- Markl, D.; Strobel, A.; Schlossnikl, R.; Bøtker, J.; Bawuah, P.; Ridgway, C.; Rantanen, J.; Rades, T.; Gane, P.; Peiponen, K.-E.; et al. Characterisation of pore structures of pharmaceutical tablets: A review. Int. J. Pharm. 2018, 538, 188–214. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hill, K.O. Fiber Bragg Gratings. In Handbook of Optics, 3rd ed.; Bass, M., Ed.; McGraw Hill: New York, NY, USA, 2010; Volume 5, Chapter 17. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Nozzle Diameter (µm) | Layer Height (µm) | Thick/Thin (Width) | Extrusion | Pattern |
|---|---|---|---|---|---|
| A | 200 | 100 | Thick | 1.0 | Linear |
| B | 200 | 100 | Thick | 1.0 | Circular |
| C | 200 | 100 | Thick | 1.0 | Cross-hatch |
| D | 200 | 100 | Thin | 1.0 | Cross-hatch |
| E | 200 | 150 | Thin | 1.0 | Cross-hatch |
| F | 200 | 150 | Thick | 1.1 | Cross-hatch |
| G | 200 | 150 | Thick | 0.9 | Cross-hatch |
| H | 200 | 150 | Thick | 1.0 | Cross-hatch |
| I | 400 | 300 | Thick | 1.0 | Cross-hatch |
| J | 400 | 150 | Thick | 1.0 | Cross-hatch |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Naftaly, M.; Savvides, G.; Alshareef, F.; Flanigan, P.; Lui, G.; Florescu, M.; Mullen, R.A. Non-Destructive Porosity Measurements of 3D Printed Polymer by Terahertz Time-Domain Spectroscopy. Appl. Sci. 2022, 12, 927. https://doi.org/10.3390/app12020927
Naftaly M, Savvides G, Alshareef F, Flanigan P, Lui G, Florescu M, Mullen RA. Non-Destructive Porosity Measurements of 3D Printed Polymer by Terahertz Time-Domain Spectroscopy. Applied Sciences. 2022; 12(2):927. https://doi.org/10.3390/app12020927
Chicago/Turabian StyleNaftaly, Mira, Gian Savvides, Fawwaz Alshareef, Patrick Flanigan, GianLuc Lui, Marian Florescu, and Ruth Ann Mullen. 2022. "Non-Destructive Porosity Measurements of 3D Printed Polymer by Terahertz Time-Domain Spectroscopy" Applied Sciences 12, no. 2: 927. https://doi.org/10.3390/app12020927