
Powder Bed Selective Laser Processing of Alumina: Scanning Strategies Investigation


Abstract
:1. Introduction
2. Methodology
2.1. Experimental Procedures
2.1.1. Feedstock Material
2.1.2. Sample Preparation and Characterization
2.2. Numerical Procedures
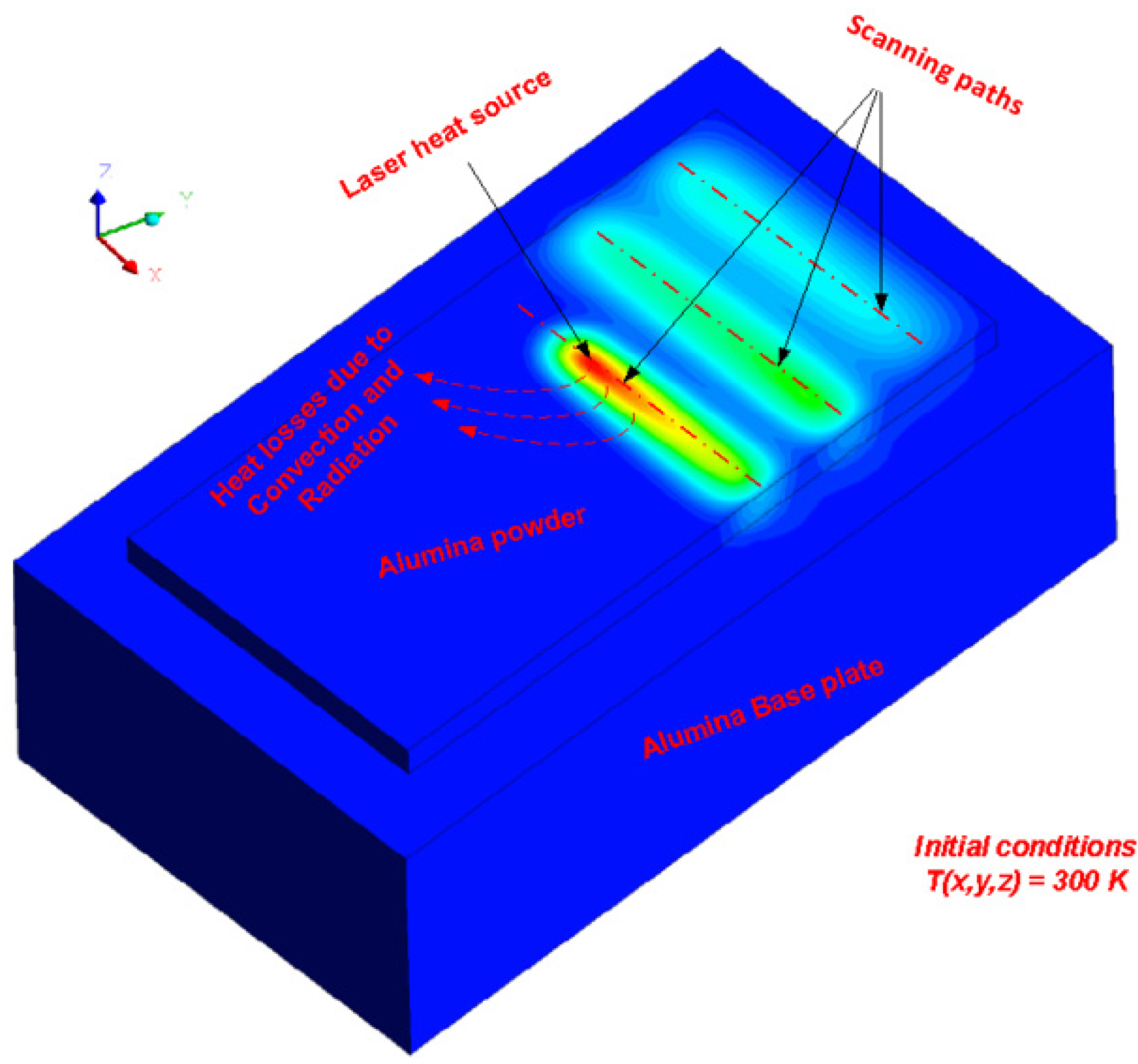
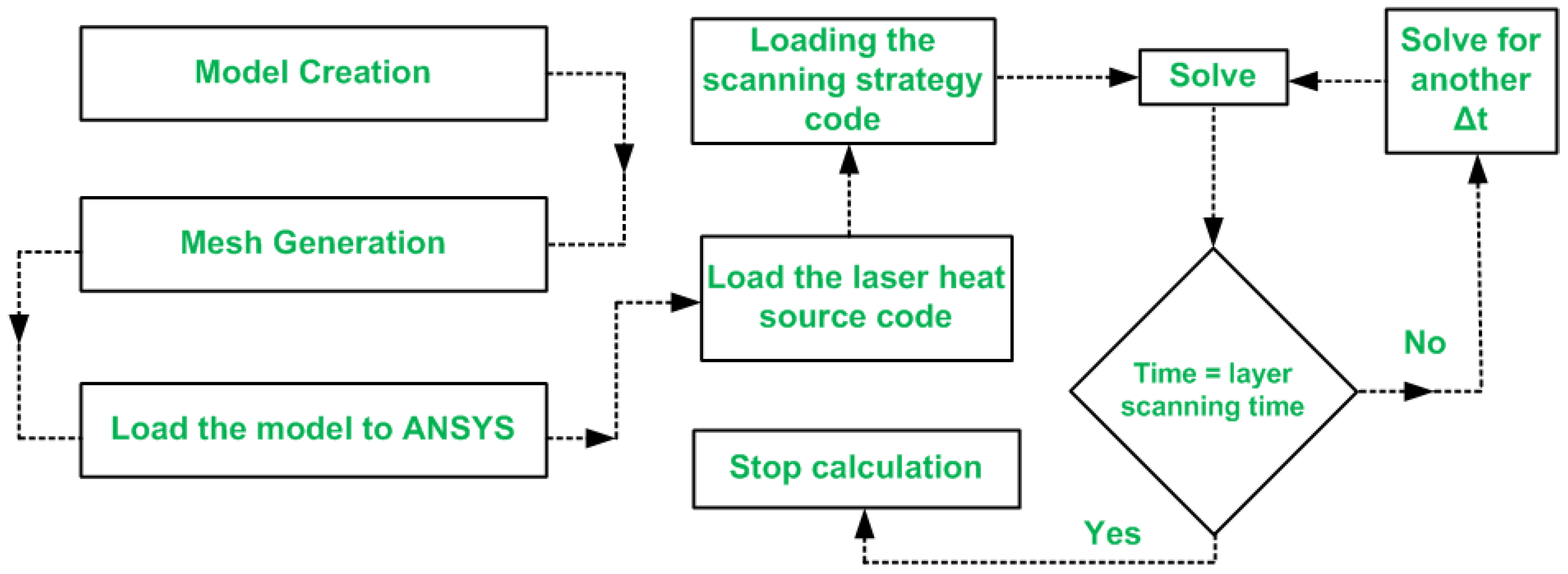
Numerical Model Development
3. Numerical Solution
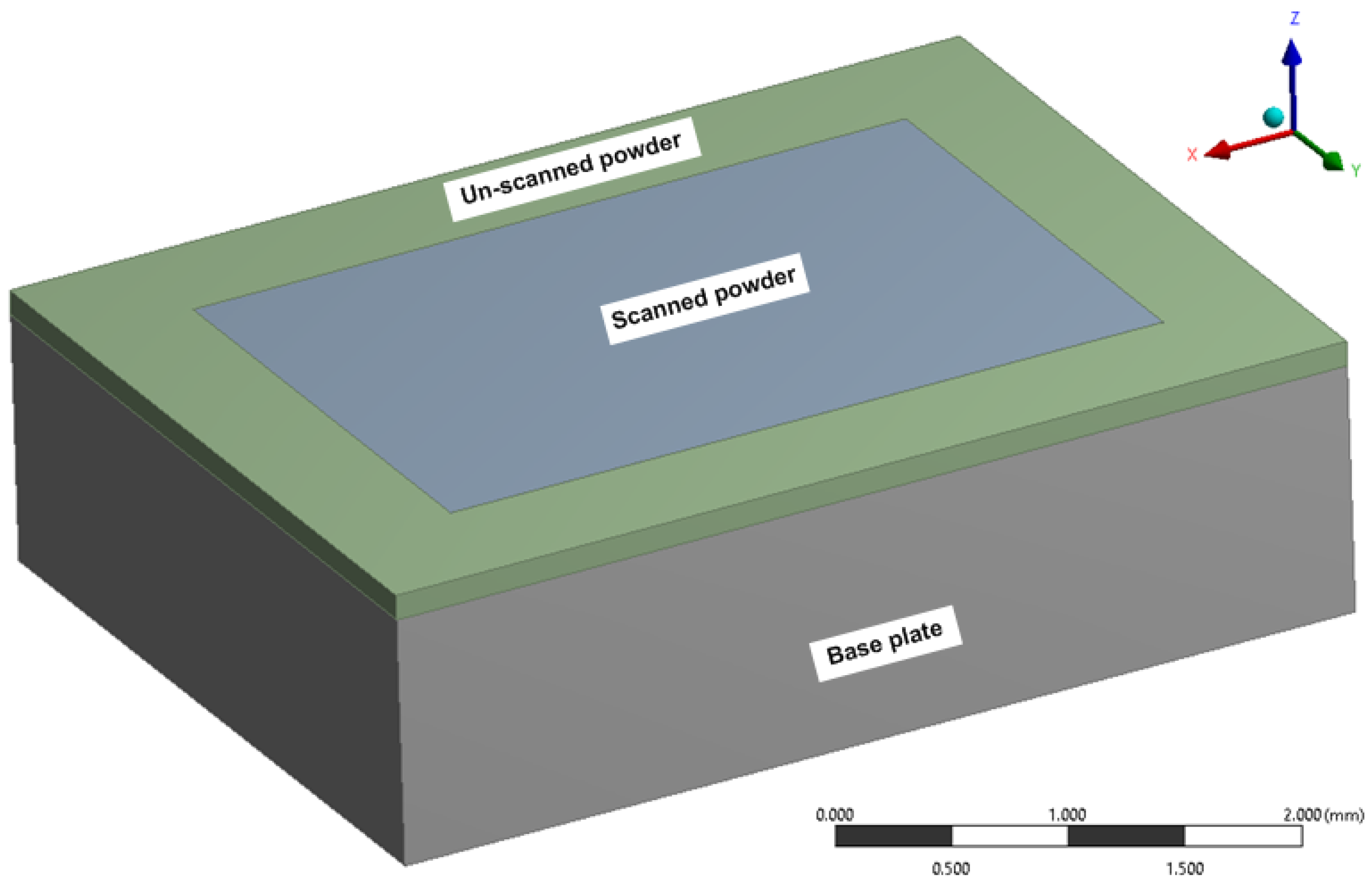
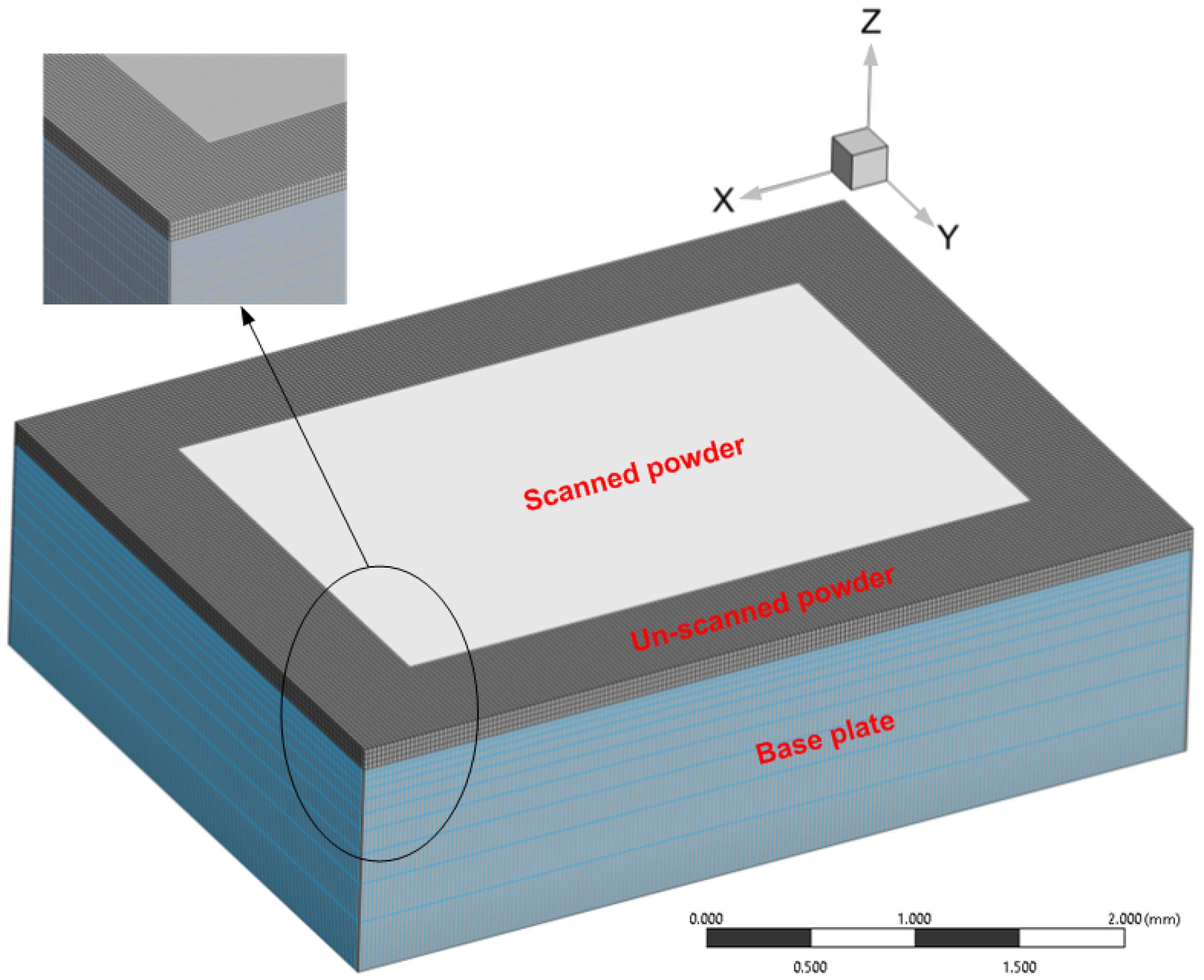
3.1. Model Geometry and the Computational Domain
3.2. Model Validation
4. Results and Discussion
4.1. Process Parameters Selection
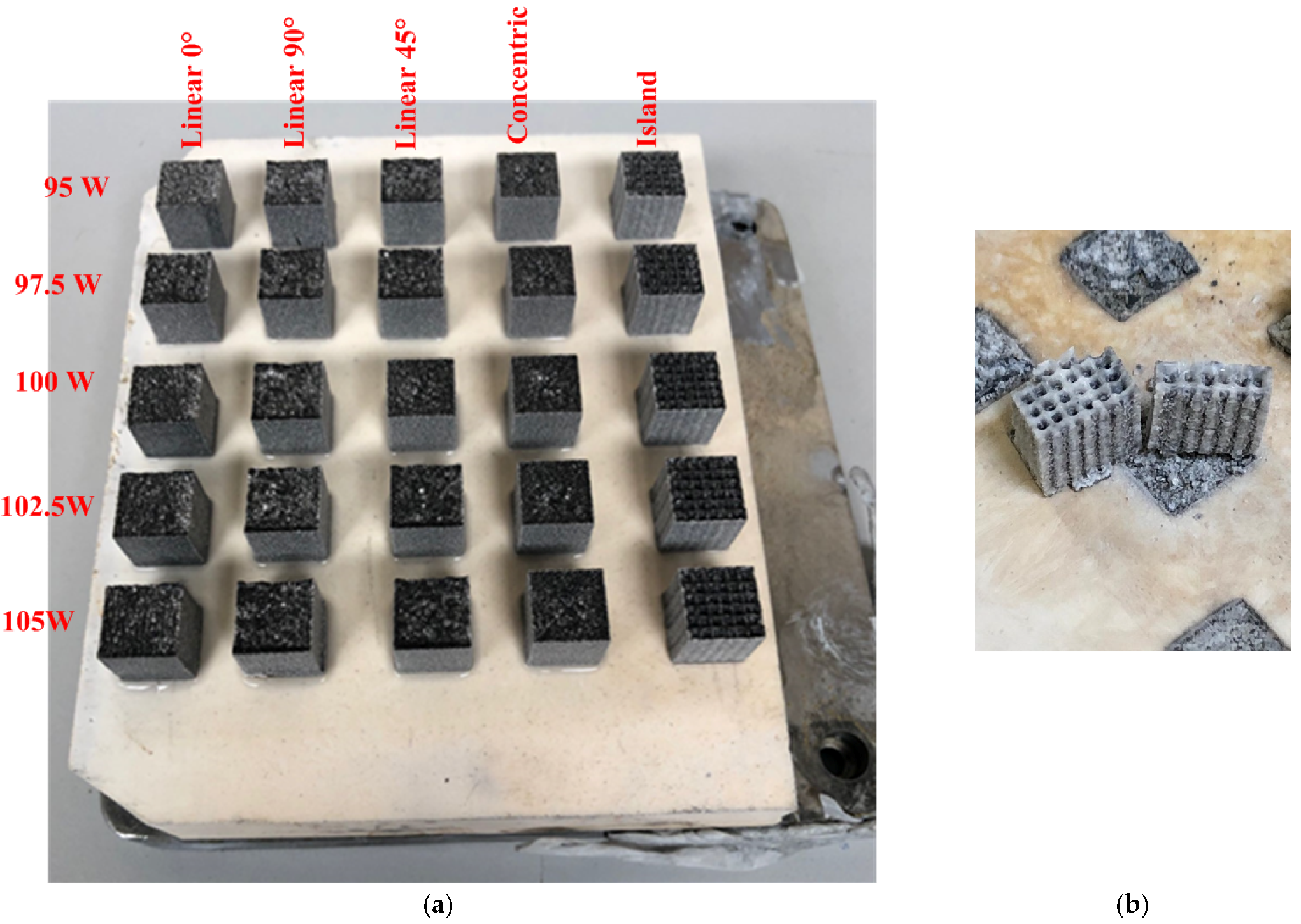
4.2. PBSLP of Alumina Samples
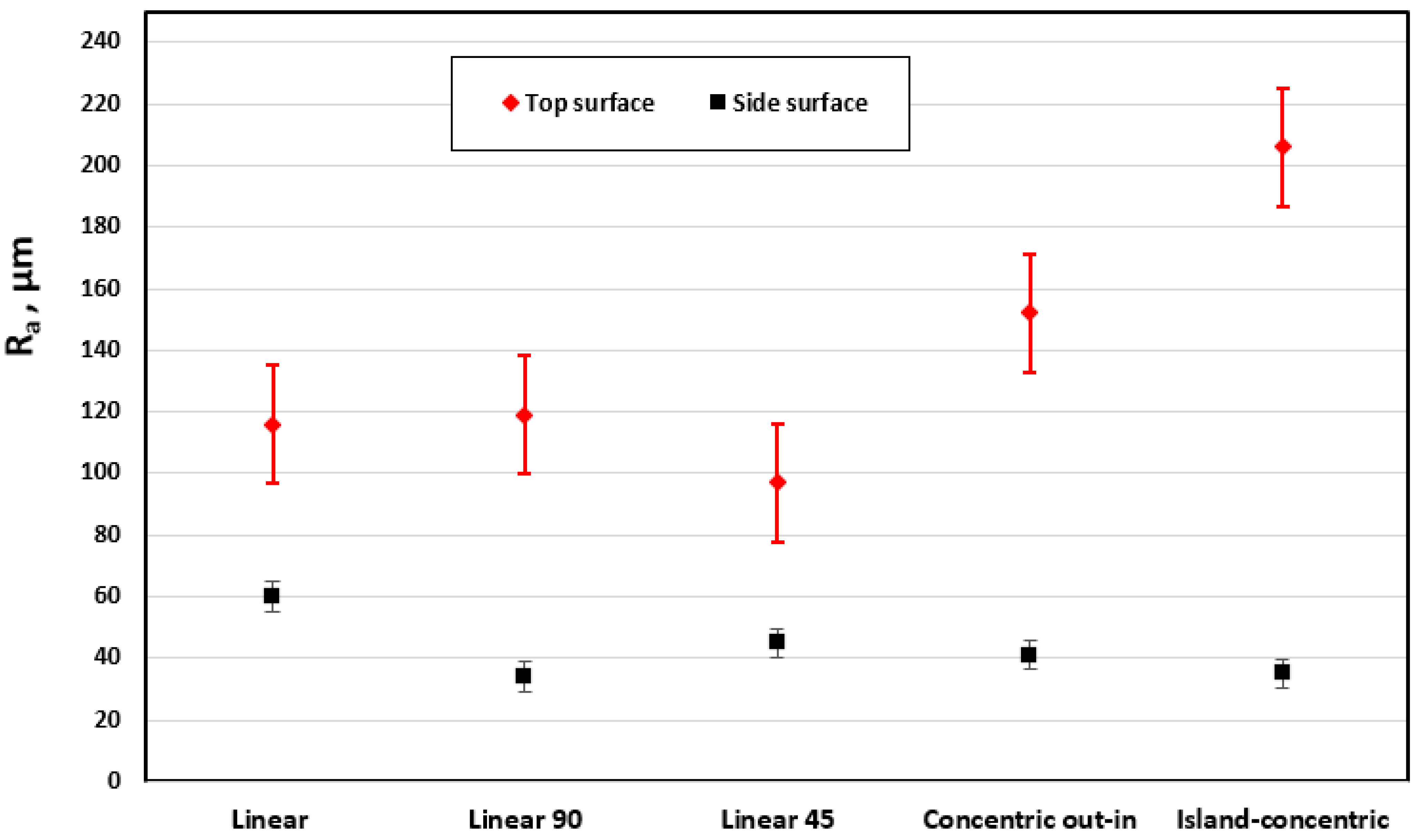
4.3. Surface Roughness
4.4. Relative Density and Microstructure
4.5. Next Generation Scanning Strategy
5. Conclusions and Future Study
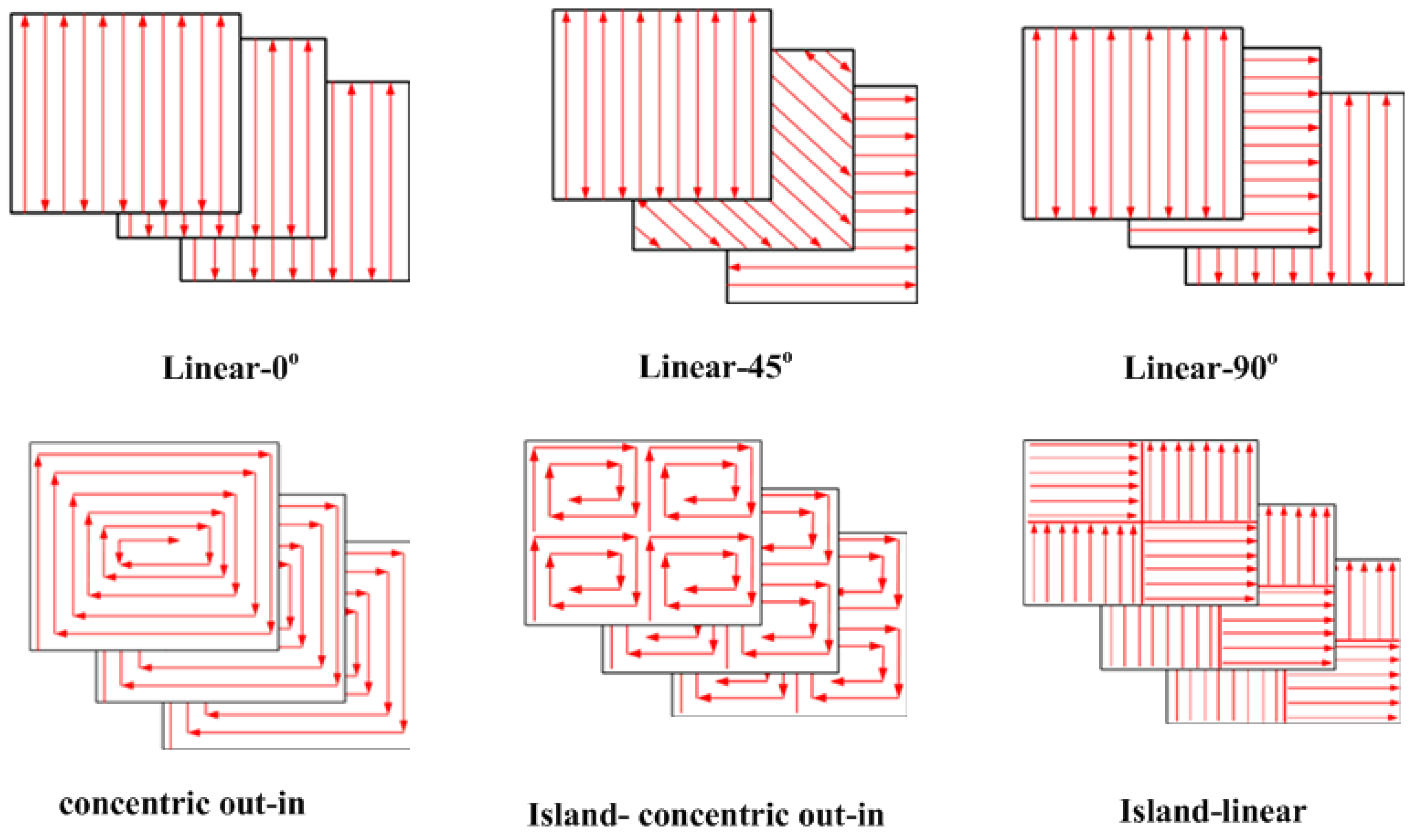
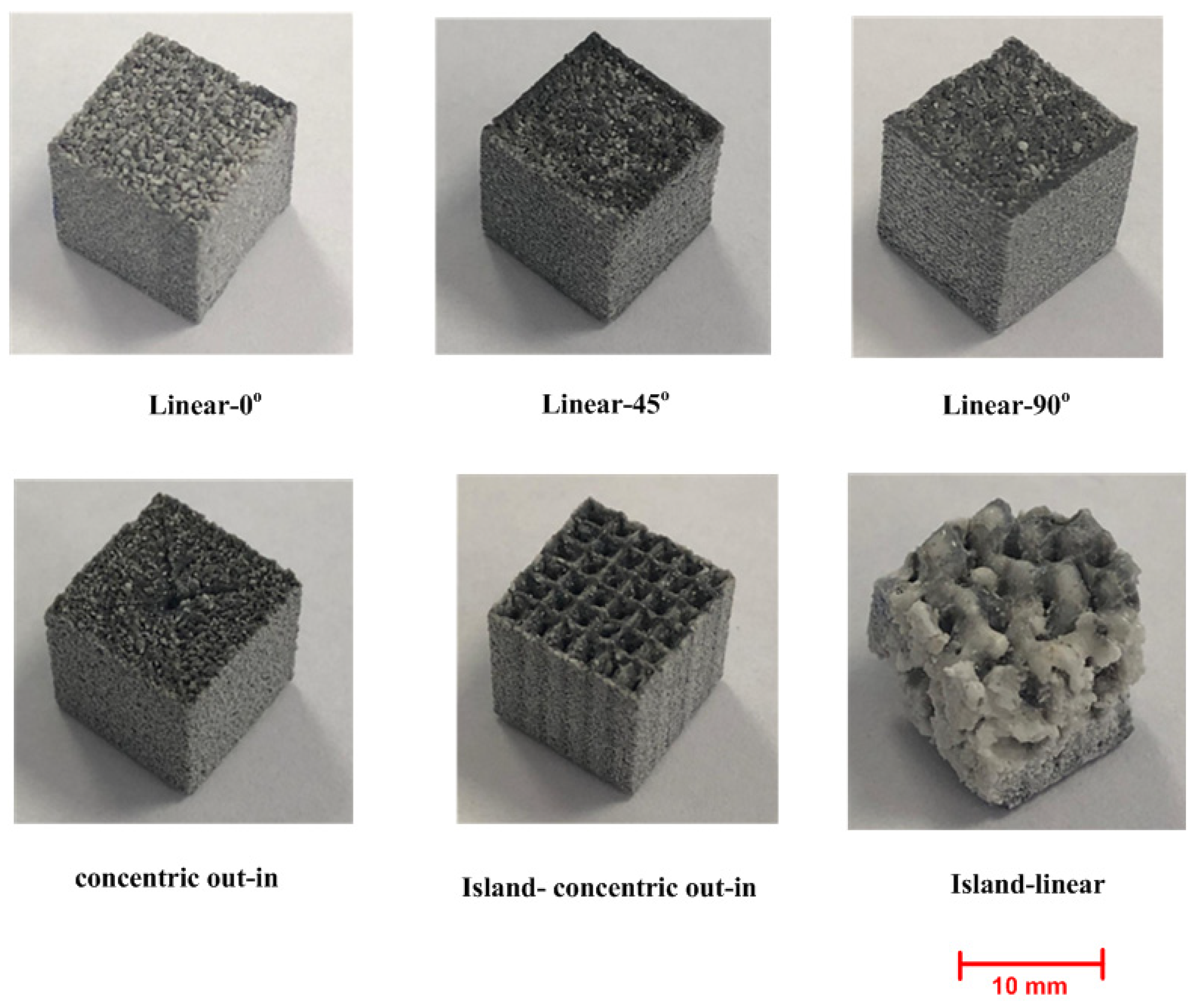
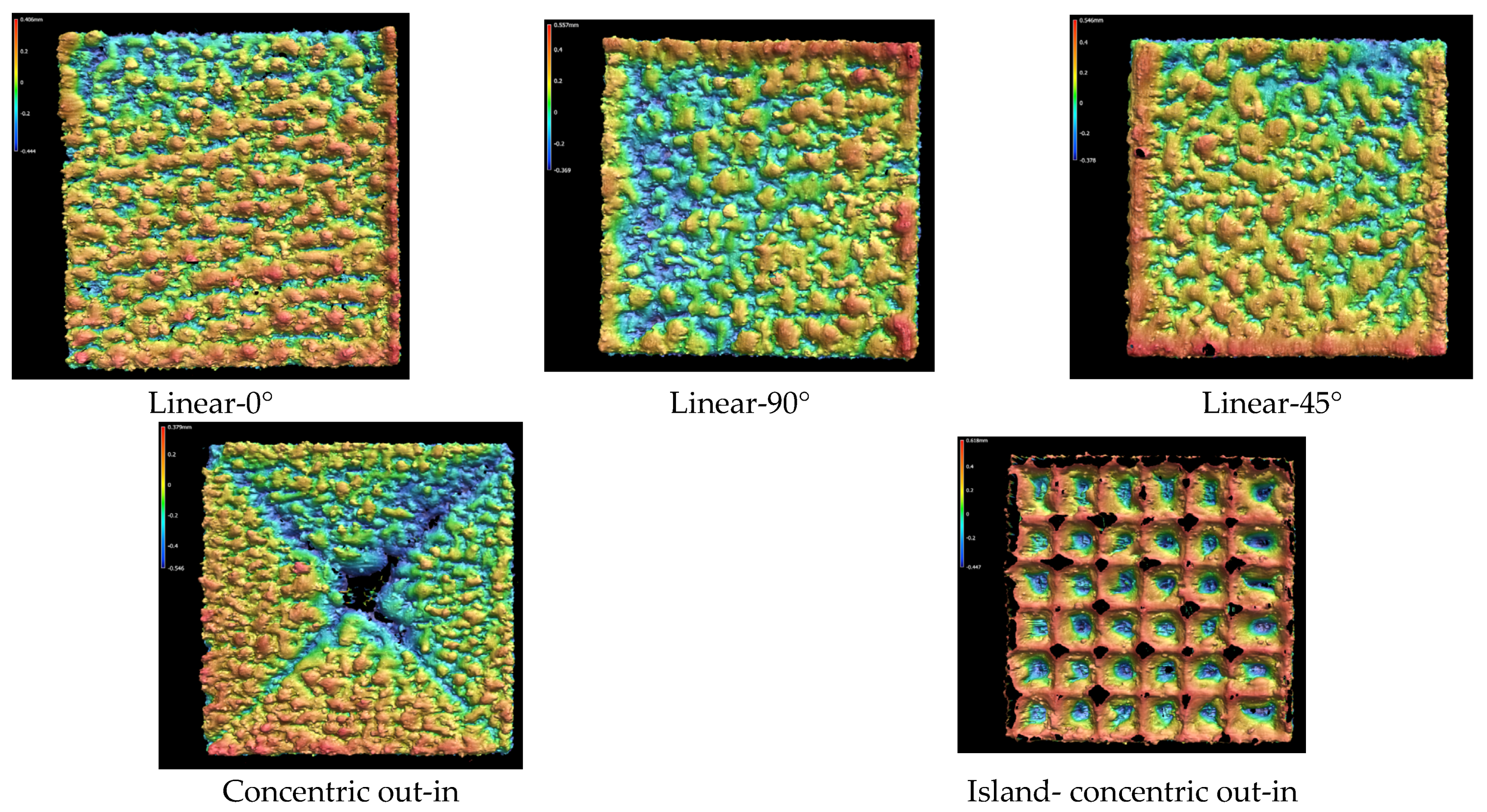
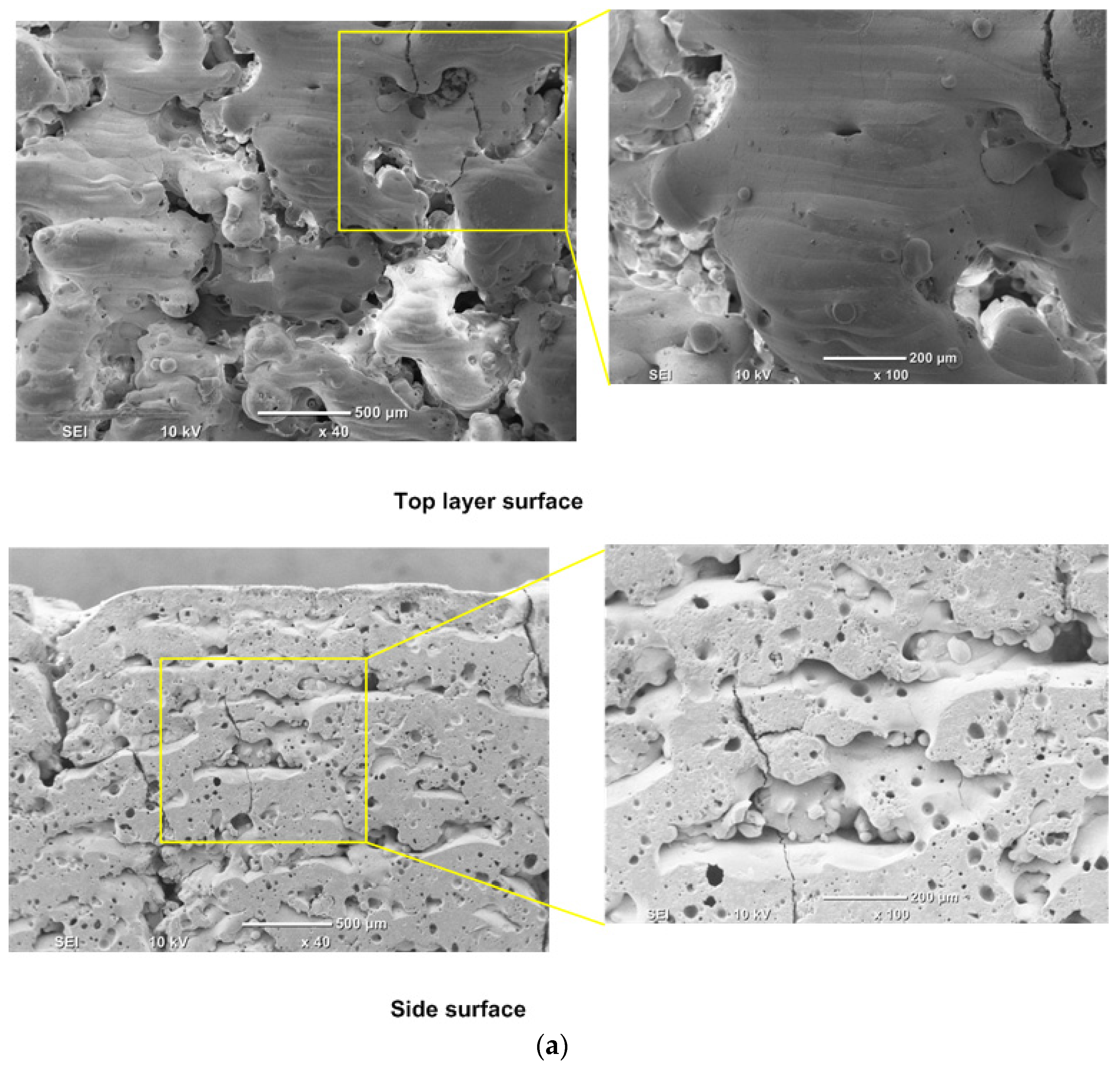
- Both the island and concentric strategies formed a characteristic pattern on the layer top surface while the linear strategy produced a flat surface. These patterns are considered a problem as they affect the surface roughness significantly.
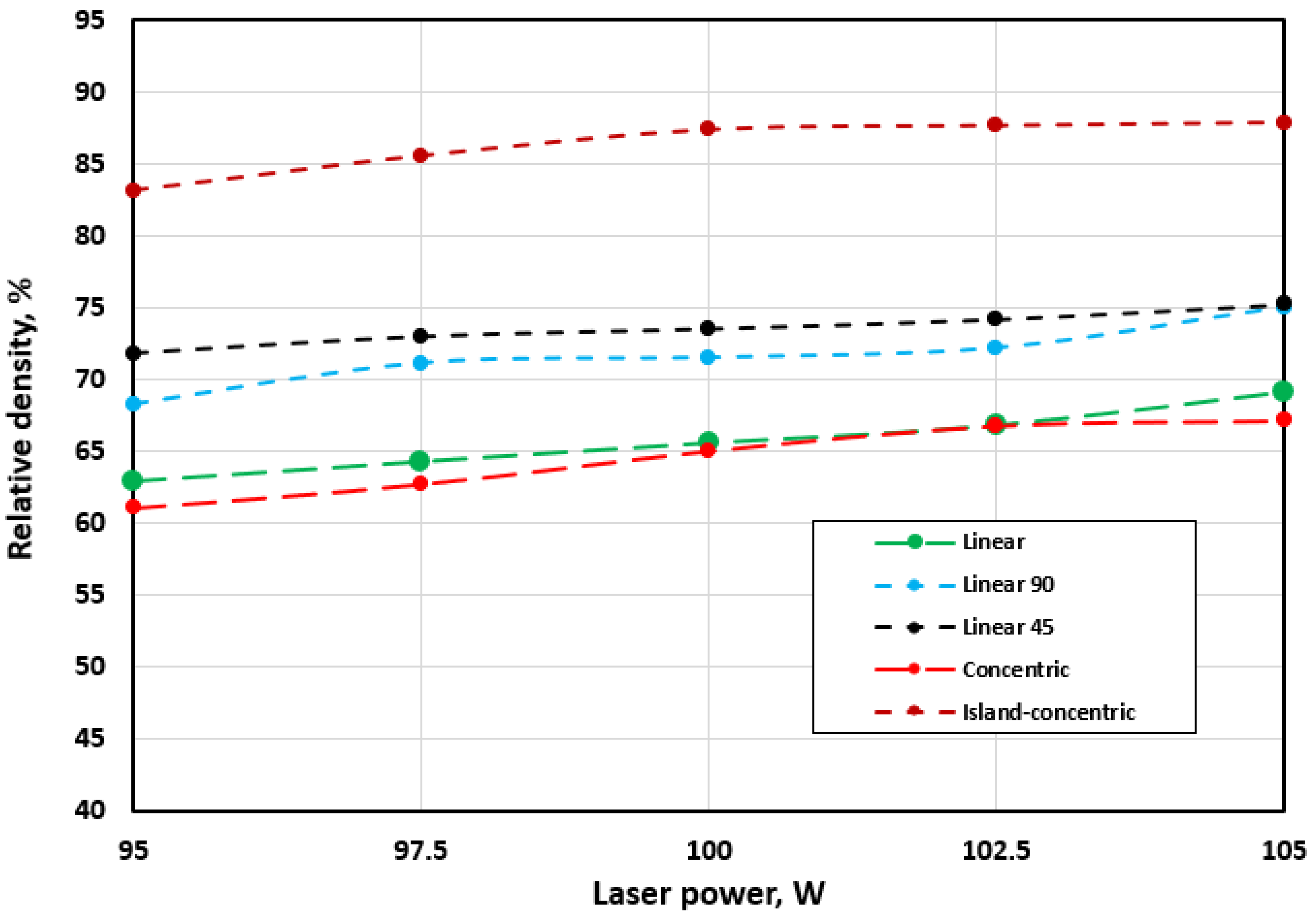
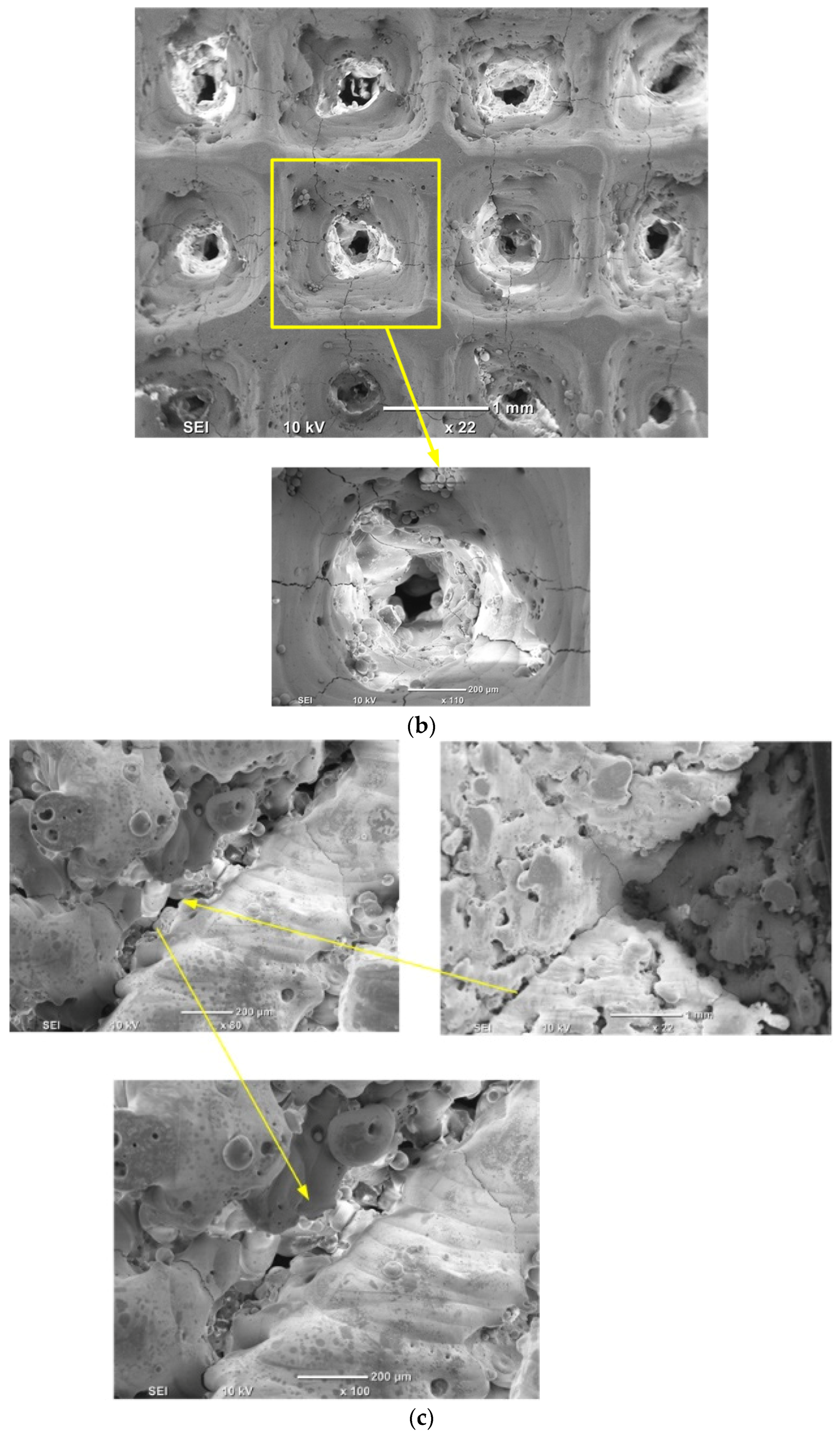
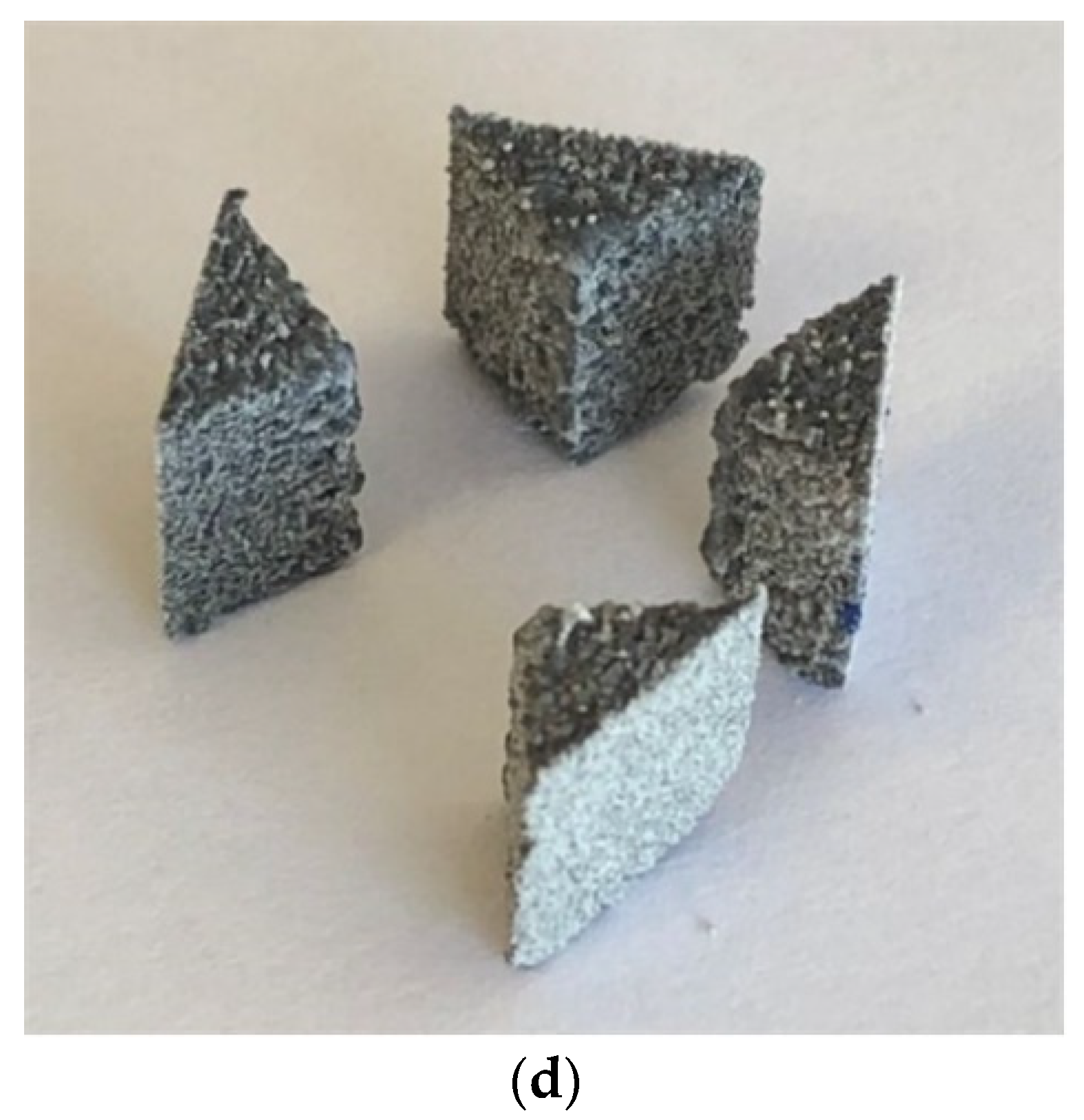
- The island strategy gave the highest relative density (87.8%) compared to the other scanning strategies, although the round passages formed inside the alumina sample.
- Linear-45° is considered the best scanning strategy as it succeeded in obtaining an excellent relative density with a flat top and side surfaces.
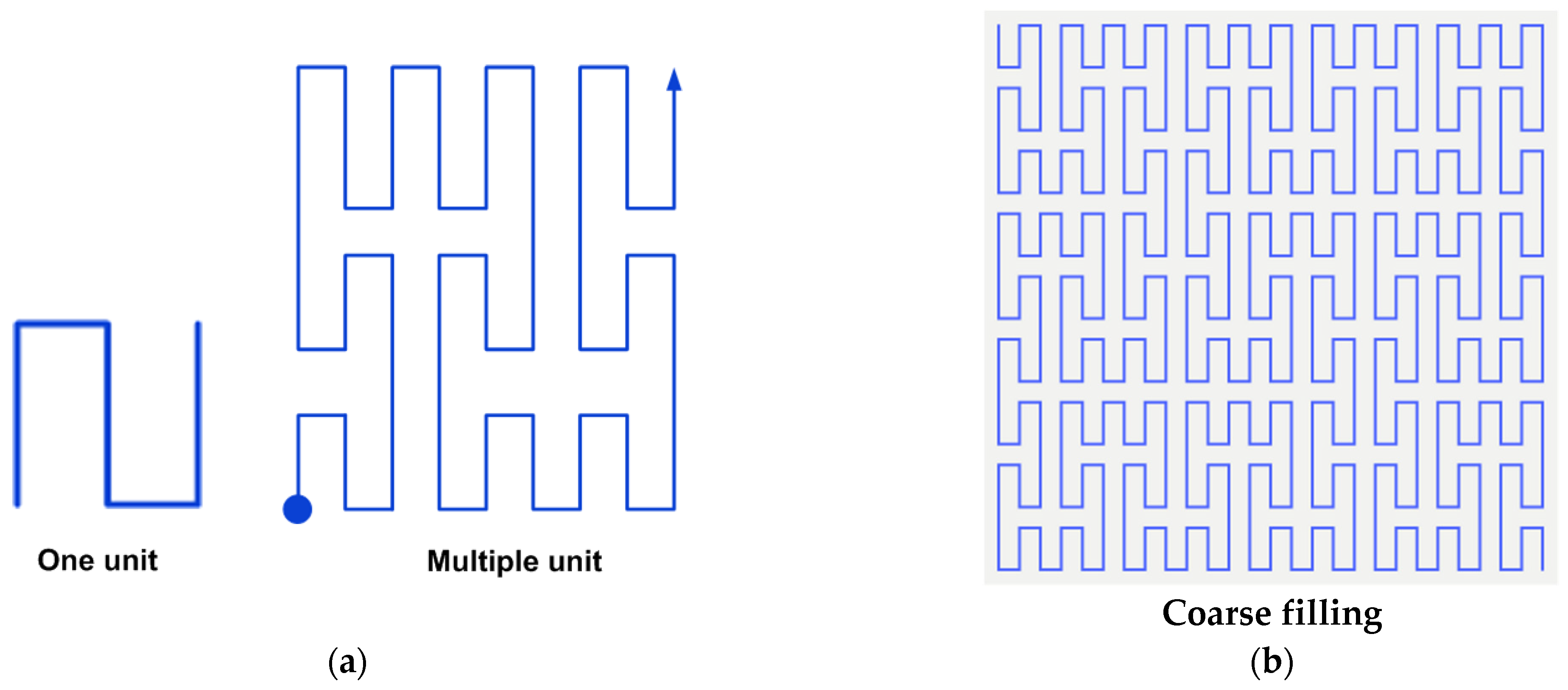
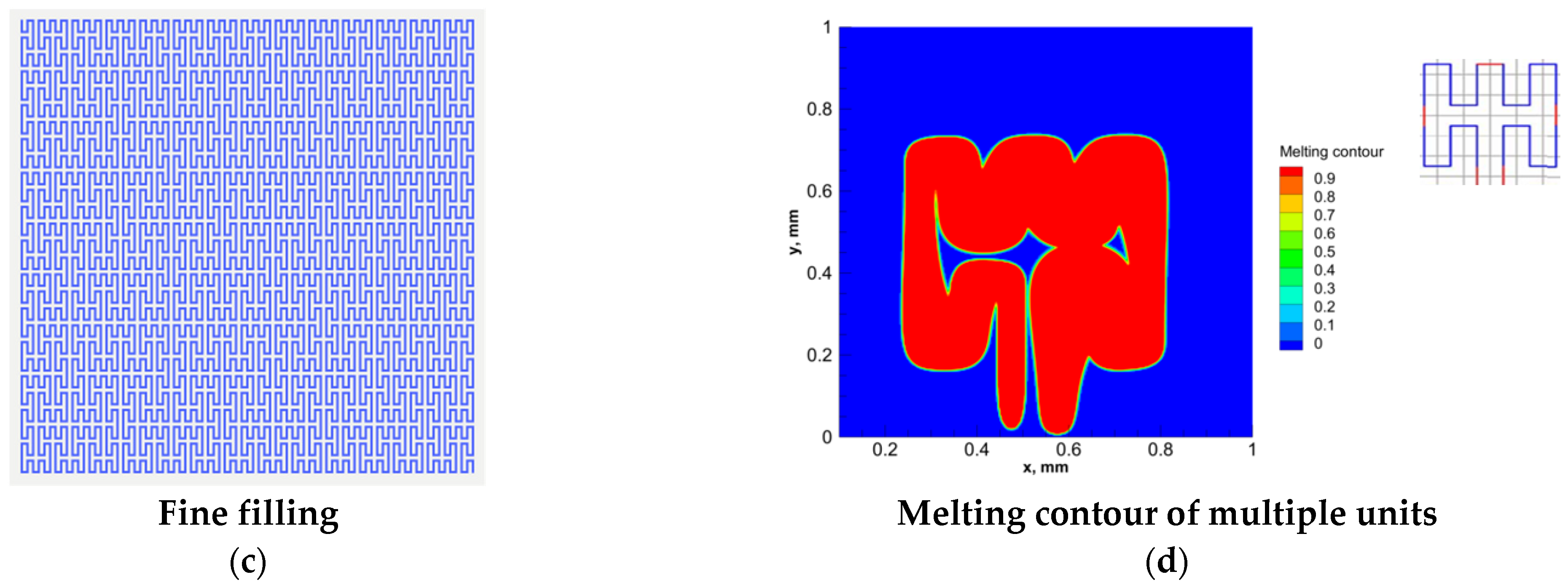
- A new scanning strategy needs to be developed for ceramic materials, and this paper proposed a new strategy that may be effective for ceramic materials.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
Ethical Approval
Consent for Publication
References
- Auerkari, P. Mechanical and Physical Properties of Engineering Alumina Ceramics; Technical Research Centre of Finland: Espoo, Finland, 1996; Volume 26. [Google Scholar]
- Fu, L.; Huang, A.; Gu, H.; Ni, H. Properties and microstructures of lightweight alumina containing different types of nano-alumina. Ceram. Int. 2018, 44, 17885–17894. [Google Scholar] [CrossRef]
- Hirashima, H.; Kojima, C.; Imai, H. Application of alumina aerogels as catalysts. J. Sol-Gel Sci. Technol. 1997, 8, 843–846. [Google Scholar] [CrossRef]
- Kim, J.-H.; Yoo, S.-J.; Kwak, D.-H.; Jung, H.-J.; Kim, T.-Y.; Park, K.-H.; Lee, J.-W. Characterization and application of electrospun alumina nanofibers. Nanoscale Res. Lett. 2014, 9, 44. [Google Scholar] [CrossRef] [Green Version]
- Bian, H.; Song, X.; Hu, S.; Lei, Y.; Jiao, Y.; Duan, S.; Feng, J.; Long, W. Microstructure Evolution and Mechanical Properties of Titanium/Alumina Brazed Joints for Medical Implants. Metals 2019, 9, 644. [Google Scholar] [CrossRef] [Green Version]
- Steyer, T.E. Shaping the Future of Ceramics for Aerospace Applications. Int. J. Appl. Ceram. Technol. 2013, 10, 389–394. [Google Scholar] [CrossRef]
- Alias, S.S.; Harun, Z.; Ismail, N.F. Microstructure and physical characterization of alumina-sintered body via hot isostatic pressing. J. Aust. Ceram. Soc. 2019, 55, 969–975. [Google Scholar] [CrossRef]
- Ananthakumar, S.; Menon, A.R.R.; Prabhakaran, K.; Warrier, K.G.K. Rheology and packing characteristics of alumina extrusion using boehmite gel as a binder. Ceram. Int. 2001, 27, 231–237. [Google Scholar] [CrossRef]
- Thomas-Vielma, P.; Cervera, A.; Levenfeld, B.; Várez, A. Production of alumina parts by powder injection molding with a binder system based on high density polyethylene. J. Eur. Ceram. Soc. 2008, 28, 763–771. [Google Scholar] [CrossRef]
- Tarõ, Á.G.; Ferreira, J.M.F.; Lyckfeldt, O. Infuence of the Stabilising Mechanism and Solid Loading on Slip Casting of Alumina. J. Eur. Ceram. Soc. 1998, 18, 479–486. [Google Scholar] [CrossRef]
- ASTM International. Additive Manufacturing—General Principles—Terminology; ISO/ASTM International 52900:2015; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Montón, A.; Abdelmoula, M.E.; Küçüktürk, G.; Maury, F.; Grossin, D.; Ferrato, M. Experimental and numerical study for direct powder bed selective laser processing (sintering/melting) of silicon carbide ceramic. Mater. Res. Express 2021, 8, 045603. [Google Scholar] [CrossRef]
- Subramanian, K.; Vail, N.; Barlow, J.; Marcus, H. Selective laser sintering of alumina with polymer binders. Rapid Prototyp. J. 1995, 1, 24–35. [Google Scholar] [CrossRef]
- Shahzad, K.; Deckers, J.; Boury, S.; Neirinck, B.; Kruth, J.-P.; Vleugels, J. Preparation and indirect selective laser sintering of alumina/PA microspheres. Ceram. Int. 2012, 38, 1241–1247. [Google Scholar] [CrossRef]
- Meyers, S. Additive Manufacturing of Technical Ceramics: Laser Sintering of Alumina and Silicon Carbide; KU Leuven—Faculty of Engineering Science: Leuven, Belgium, 2019. [Google Scholar]
- Zheng, Y.; Zhang, K.; Liu, T.; Liao, W.; Zhang, C.; Shao, H. Cracks of alumina ceramics by selective laser melting. Ceram. Int. 2019, 45, 175–184. [Google Scholar] [CrossRef]
- Yves-Christian, H.; Jan, W.; Wilhelm, M.; Konrad, W.; Reinhart, P. Net shaped high performance oxide ceramic parts by selective laser melting. Phys. Procedia 2010, 5, 587–594. [Google Scholar] [CrossRef]
- Liu, Q.; Danlos, Y.; Song, B.; Zhang, B.; Yin, S.; Liao, H. Effect of high-temperature preheating on the selective laser melting of yttria-stabilized zirconia ceramic. J. Mater. Process. Technol. 2015, 222, 61–74. [Google Scholar] [CrossRef]
- Liu, R.-Z.; Chen, P.; Wu, J.-M.; Chen, S.; Chen, A.-N.; Chen, J.-Y.; Liu, S.-S.; Shi, Y.-S.; Li, C.-H. Effects of B4C addition on the microstructure and properties of porous alumina ceramics fabricated by direct selective laser sintering. Ceram. Int. 2018, 44, 19678–19685. [Google Scholar] [CrossRef]
- Shahzad, K.; Deckers, J.; Kruth, J.-P.; Vleugels, J. Additive manufacturing of alumina parts by indirect selective laser sintering and post processing. J. Mater. Process. Technol. 2013, 213, 1484–1494. [Google Scholar] [CrossRef]
- Deckers, J.; Meyers, S.; Kruth, J.; Vleugels, J. Direct Selective Laser Sintering/Melting of High Density Alumina Powder Layers at Elevated Temperatures. Phys. Procedia 2014, 56, 117–124. [Google Scholar] [CrossRef] [Green Version]
- Verga, F.; Borlaf, M.; Conti, L.; Florio, K.; Vetterli, M.; Graule, T.; Schmid, M.; Wegener, K. Laser-based powder bed fusion of alumina toughened zirconia. Addit. Manuf. 2020, 31, 100959. [Google Scholar] [CrossRef]
- Wilkes, J.; Hagedorn, Y.; Meiners, W.; Wissenbach, K. Additive manufacturing of ZrO2-Al2O3ceramic components by selective laser melting. Rapid Prototyp. J. 2013, 19, 51–57. [Google Scholar] [CrossRef]
- Cardon, L.; Deckers, J.; Verberckmoes, A.; Ragaert, K.; Delva, L.; Shahzad, K.; Vleugels, J.; Kruth, J.-P. Polystyrene-coated alumina powder via dispersion polymerization for indirect selective laser sintering applications. J. Appl. Polym. Sci. 2012, 128, 2121–2128. [Google Scholar] [CrossRef]
- Baitimerov, R.; Liberzon, A.; Mitin, V. Selective Laser Melting of Mixed EP648-Alumina Powder. Mater. Sci. Forum 2019, 946, 966–971. [Google Scholar] [CrossRef]
- Juste, E.; Petit, F.; Lardot, V.; Cambier, F. Shaping of ceramic parts by selective laser melting of powder bed. J. Mater. Res. 2014, 29, 2086–2094. [Google Scholar] [CrossRef]
- Liu, K.; Shi, Y.; He, W.; Li, C.; Wei, Q.; Liu, J. Densification of alumina components via indirect selective laser sintering combined with isostatic pressing. Int. J. Adv. Manuf. Technol. 2013, 67, 2511–2519. [Google Scholar] [CrossRef]
- Wang, W.; Liu, Y.X.; Fuh, J.Y.; Wang, P.J. Alumina-Zirconia-Silica Ceramics Synthesis by Selective Laser Sintering/Melting. Appl. Mech. Mater. 2011, 121-126, 2487–2491. [Google Scholar] [CrossRef]
- Zhang, K.; Liu, T.; Liao, W.; Zhang, C.; Zheng, Y.; Shao, H. Simulation of the Thermal Behavior and Analysis of Solidification Process during Selective Laser Melting of Alumina. 2018. Available online: http://utw10945.utweb.utexas.edu/sites/default/files/2018/149%20SimulationoftheThermalBehaviorandAnalysisof.pdf (accessed on 6 January 2022).
- Chen, Q.; Guillemot, G.; Gandin, C.-A.; Bellet, M. Three-dimensional finite element thermomechanical modeling of additive manufacturing by selective laser melting for ceramic materials. Addit. Manuf. 2017, 16, 124–137. [Google Scholar] [CrossRef] [Green Version]
- Mertens, R.; Clijsters, S.; Kempen, K.; Kruth, J.-P. Optimization of Scan Strategies in Selective Laser Melting of Aluminum Parts With Downfacing Areas. J. Manuf. Sci. Eng. 2014, 136, 061012. [Google Scholar] [CrossRef]
- Mugwagwa, L.; Dimitrov, D.; Matope, S.; Yadroitsev, I. Evaluation of the impact of scanning strategies on residual stresses in selective laser melting. Int. J. Adv. Manuf. Technol. 2019, 102, 2441–2450. [Google Scholar] [CrossRef]
- Song, J.; Zhang, L.; Wu, W.; He, B.; Ni, X.; Xu, J.; Zhu, G.; Yang, Q.; Wang, T.; Lu, L. Understanding processing parameters affecting residual stress in selective laser melting of Inconel 718 through numerical modeling. J. Mater. Res. 2019, 34, 1395–1404. [Google Scholar] [CrossRef]
- Li, Y.; Gu, D. Parametric analysis of thermal behavior during selective laser melting additive manufacturing of aluminum alloy powder. Mater. Des. 2014, 63, 856–867. [Google Scholar] [CrossRef]
- Lisitsyn, A.V.; Dombrovsky, L.; Mendeleyev, V.Y.; Grigorenko, A.V.; Vlaskin, M.S.; Zhuk, A.Z. Near-infrared optical properties of a porous alumina ceramics produced by hydrothermal oxidation of aluminum. Infrared Phys. Technol. 2016, 77, 162–170. [Google Scholar] [CrossRef]
- Fan, Z.; Lu, M.; Huang, H. Selective laser melting of alumina: A single track study. Ceram. Int. 2018, 44, 9484–9493. [Google Scholar] [CrossRef] [Green Version]
- Wiria, F.E.; Leong, K.F.; Chua, C.K. Modeling of powder particle heat transfer process in selective laser sintering for fabricating tissue engineering scaffolds. Rapid Prototyp. J. 2010, 16, 400–410. [Google Scholar] [CrossRef]
- Moser, D.; Fish, S.; Beaman, J.; Murthy, J. Multi-Layer Computational Modeling of Selective Laser Sintering Processes. In Proceedings of the ASME 2014 International Mechanical Engineering Congress and Exposition IMECE 2014, Montreal, QC, Canada, 14–20 November 2014; pp. 1–11. [Google Scholar]




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value | Ref. |
|---|---|---|
| Density, kg/m3 | 3920 | Alteo |
| Specific heat J/kg-k | 3 × 10−13 T5 − 3 × 10−9 T4 + 5 × 10−6 T3 − 0.0073 T2 + 5.0097 T − 190.71, (T ≤ 2450) 1360, (T > 2450) (T, temperature in K) | [36] |
| Thermal conductivity W/kg-k (T, temperature in K) | −3 × 10−15 T5 − 3 × 10−11 T4 − 10−7 T3 + 0.0002T2 − 0.203 T + 79.673, (T ≤ 2450) 5.5, (T > 2450) (T, temperature in K) | |
| Melting point, K | 2327 | |
| Latent heat of melting, J/kg | 1,137,900 | |
| Emissivity | 0.7 | |
| Stefan-Boltzmann constant, W/m2 K4 | 5.6704 × 10−8 | |
| Thermal convection coefficient, W/m2 K4 | 200 | |
| Absorptivity | 0.5 | [26] |
| Parameter | Base Plate | Powder Layer |
|---|---|---|
| Length (mm) | 4 | 3 |
| Width (mm) | 2.5 | 1.5 |
| Thickness (mm) | 1 | 0.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abdelmoula, M.; Küçüktürk, G.; Juste, E.; Petit, F. Powder Bed Selective Laser Processing of Alumina: Scanning Strategies Investigation. Appl. Sci. 2022, 12, 764. https://doi.org/10.3390/app12020764
Abdelmoula M, Küçüktürk G, Juste E, Petit F. Powder Bed Selective Laser Processing of Alumina: Scanning Strategies Investigation. Applied Sciences. 2022; 12(2):764. https://doi.org/10.3390/app12020764
Chicago/Turabian StyleAbdelmoula, Mohamed, Gökhan Küçüktürk, Enrique Juste, and Fabrice Petit. 2022. "Powder Bed Selective Laser Processing of Alumina: Scanning Strategies Investigation" Applied Sciences 12, no. 2: 764. https://doi.org/10.3390/app12020764