1. Introduction
The laser polishing (LP) process of metals consists of re-melting a shallow layer of material at the surface of a rough workpiece. In the liquid state, the material will smoothen due to the surface tension and increase mobility in the liquid [
1]. Then, the material will re-solidify with a decreased roughness. This present work concentrates on process in the conduction regime without vaporization. Still, it is important to mention that another LP process exists, which includes ablation of the material at much higher laser fluence [
2]. LP is an interesting method to polish hard materials such as diamond [
3] or tool steel [
4] that would require a long time to polish mechanically or which contain difficult to access areas. Another major advantage is that LP is a non-contact process so is subjected to no or very little wear as compared to mechanical polishing using abrasive materials. In recent years, LP has received new interest as a way to improve the surface of workpieces produced by additive manufacturing of Co-Cr [
5], Co-Cr-Mo Alloy [
6], or 316 L stainless steel [
7].
LP in metals is employed in the conduction regime, where a small volume of the material is melted by a laser beam. Ramos-Grez et al. [
8] showed experimentally, and which was confirmed via modelling by Shao et al. [
9], that during the melting, the asperities are smoothed by the action of surface tension aided by an increased mobility of the liquid state. Two types of LP process are distinguished for metals depending on the initial roughness of the workpiece. For large sample roughness, continuous wave (CW) laser is employed and produced a larger, deeper continuous melt pool (10–80 µm deep) and so it is referred to as macro polishing as defined by Temmler et al. [
1] and Nüsser et al. [
10]. In contrast, Nüsser et al. [
10] and Perry et al. [
11] referred to micro polishing when pulsed lasers are used for samples with small roughness and create for each pulse a much smaller, shallower melt pool (<5 µm deep). Under such circumstances, Nüsser et al. [
10] showed that the duration of the liquid state is usually shorter than the repetition rate meaning that no continuous melt pool is present during this process.
Despite the relatively long development, LP is still not extensively employed in industry. One of the reasons is that it is very difficult to produce a perfectly smooth surface with only one LP processing step. Indeed, Nüsser et al. [
10] reported that the polishing process itself creates some surface structures. The reason is that, while the surface tension tends to smoothen the liquid, convection inside the liquid or Marangoni flow can lead to the creation of ripples inside the liquid which can result in defects in the re-solidified layer. For this reason, the melted layer is always kept as low as possible. On the other hand, Ukar et al. [
4] found that the depth of the melt pool must be greater than the peak-to-valley height of the surface. Consequently, in order to polish a very rough surface, several LP steps are needed to progressively decrease the roughness and so the depth of the melted layer [
1].
From the beginning of LP, Ramos et al. [
12] showed that the need for a model was apparent. Indeed, a good numerical model can help with choosing the right process parameters to keep the melted layer thickness as close as possible to the peak-to-valley height of the surface roughness. Actually, the same approach has been successfully applied for ablation of various materials by Zhang et al. for stainless steel [
13] and silicon [
14].
Recent developments in the modelling of LP can be found in the review by Mohajerani et al. [
15]. For the present study, the model assumed a weak coupling between the thermal flow and convective flow. As a consequence, the thermal model is solved first and the solution of the thermal model can be employed to solve the flow equations inside the melt pool. The solution of the flow will be presented in
Section 2. The thermal flow model employed is based on the thermal model developed by Kolossov et al. [
16] for laser sintering of metals. The current model is a simplification as the sintering function is not needed since LP is made on bulk material.
The aim of this study is to characterize and model the LP process of a hardened tool steel (X38CrMVo5-1 steel-1.2343) typical for the mold industry with an initial rough surface obtained by electrical discharge machining (EDM). In this contribution, the focus is on the thermal model and the experimental observations of the melt pools produced with different process parameters. These consist of high-speed imaging of the melt pool to measure their size and position, as well as post mortem cross sections of the solidified layer to measure its depth. The experimental data are used to validate the thermal model used for simulations.
2. Simulation Model and Experimental Methods
A finite element simulation software is used to model the heat transfer in the part and to identify the melt pool created by the laser. The 3D part Ω has a parallelepiped shape (see
Figure 1). More complex parts are not addressed in this paper.
2.1. Thermal Model
The thermal problem is to find two space- and time-dependent fields: the specific enthalpy u (unit J/g) and the temperature T (unit °C).
The temperature depends locally on the specific enthalpy. At each point
and at each time
t > 0, we have
where
β is a real valued and non-decreasing function of the variable
u. It involves most of the material thermal properties (heat capacity
Cp, latent heat of fusion
L, melting temperature
Tf) and is usually measured by differential scanning calorimetry. In this work, we constructed
β in
Figure 2 based on information obtained from literature, in particular Lucefin [
17].
The fields
u and
T also satisfy the classical heat diffusion equation (energy conservation) in Ω and for all time
t > 0:
This equation involves the thermal conductivity
k =
k(
u) of the material which is an enthalpy-dependent function (see
Figure 2). It also involves the material density
ρ. Since our model is based on the assumption that there is no material displacement (
), the mass balance equation (
) imposes a constant density with time. In our situation, it is justified to take it in space as well. According to SIJ Metal Ravne [
18], a value of
ρ = 7.6 g/cm
3 is a reasonable value for the X38CrMVo5-1 steel.
2.2. Initial and Boundary Conditions
Equations (1) and (2) must be completed by an initial boundary condition for the specific enthalpy
u. An ambient initial condition
u =
u0 at time
t = 0 will be imposed. Furthermore, the system of Equations (1) and (2) requires boundary conditions for the temperature
T on the six faces of the parallelepipedon Ω (see
Figure 1). However, only the boundary conditions on the surface scanned by the laser (
z =
H) are relevant if the domain is large enough as compared to the treated region. On the five other faces, adiabatic or thermalization conditions are imposed. These have only little influence on the final results since they are far away from the laser activity. The boundary surface reads:
In this equation,
k =
k(
u) is the thermal conductivity (see
Figure 2),
T0 denotes the ambient temperature, and
κ = 50 × 10
−6 W/(mm
2K) is a heat transfer coefficient which is typical for natural convection. Note that this parameter has little influence on the final solution of the simulations. Finally,
a =
a(
u) is the absorption coefficient of the material for the laser wavelength. In principle, this quantity depends on the specific enthalpy
u. In this work, we will essentially consider that the absorption coefficient of the material takes a constant value
as for the solid material and a constant value
al when the material is liquid. Spectrophotometry measurements have shown that the value
as for the solid is influenced by the surface roughness. For a typical state corresponding to CH30 (equal to a
Ra of 3.15 µm), which is representative of a treated workpiece, a value of
as = 35% has been measured. Experimental investigations were not possible for molten material and the value of
al is uncertain. Due to higher reflectivity of the liquid,
al is less than
as. We performed a sensitivity analysis for the parameter in a range between 20 and 30%.
The last quantity
I0 on the right-hand side of the boundary conditions (Equation (3)) is the laser intensity distribution (unit W/mm
2). This depends on (
x,
y,
t) and is connected to the laser position (
x(
t),
y(
t)) at time
t, to the laser power
P0 and to the laser beam shape (mode and radius). As an example, one uses:
for a beam with a flat top shape with radius ω.
2.3. Numerical Scheme
The numerical scheme is based on the Chernoff formula according to Magenes et al. [
19], which is adapted to solve non-linear heat equations of the form of Equations (1) and (2).
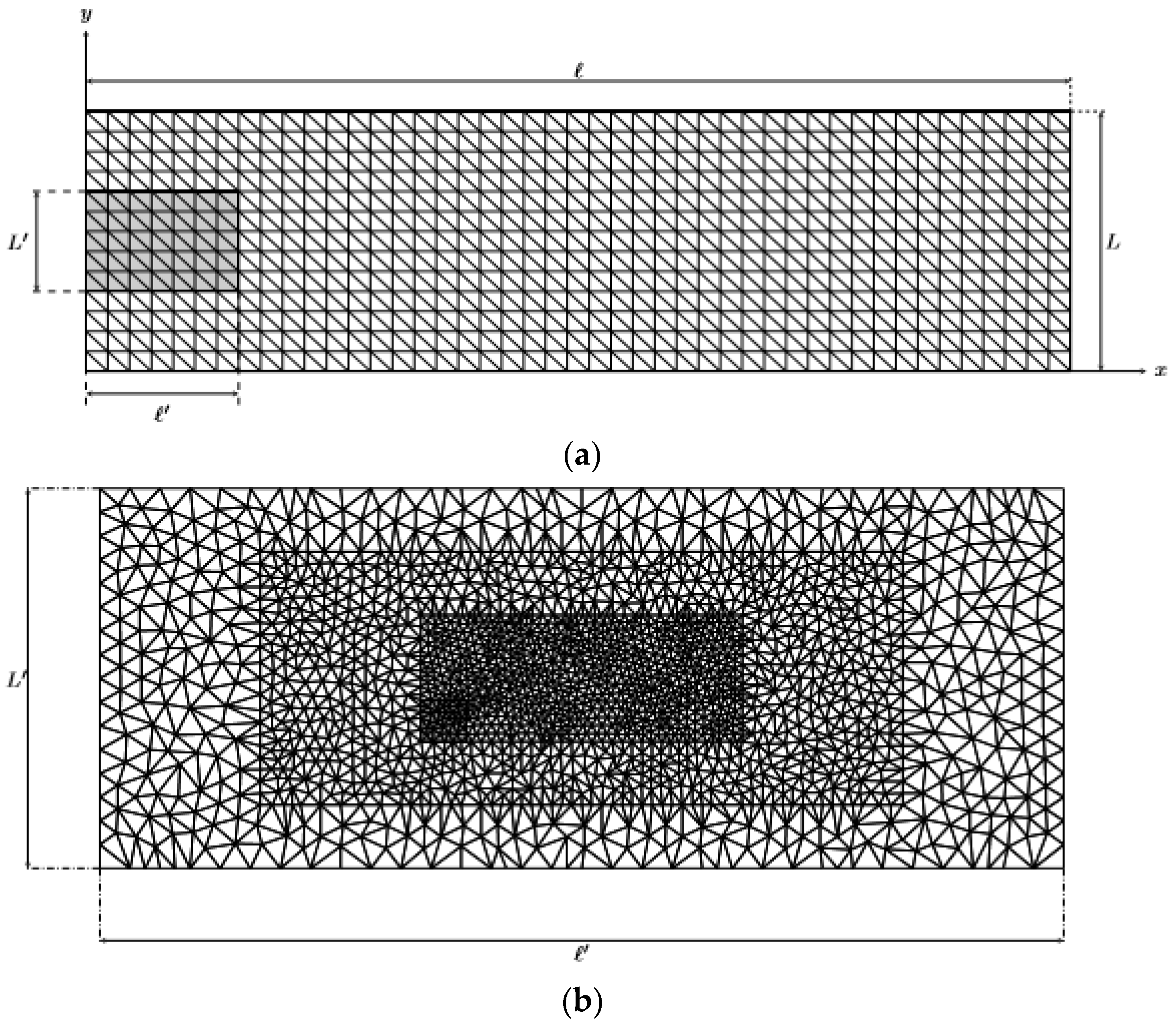
In this contribution, the space discretization is obtained by applying a classical finite element method (FEM) (Galerkin formulation) according to Kolossov et al. [
16]. The non-linearity of the material properties is taken into account in a semi-implicit way. However, to obtain a good description of the laser intensity distribution (Equation (4)) at a sub-millimetric scale without exploding the number of nodes needed to mesh the entire domain Ω (with lateral dimensions of some centimeters), local refinements have to be used. The main novelty of this approach is to apply the non-conforming technique developed by Boillat [
20]. The fine mesh is the re-union of a coarse tetrahedral mesh and of a much finer prismatic mesh. The coarse mesh (see
Figure 3a) is created by subdividing parallelepipedons and the fine mesh (see
Figure 3b) is obtained by extruding in the
z-direction a triangular mesh of the surface in the
xy plane, giving a 3D model.
The fine mesh moves to be always correctly centered with respect to the laser beam location (see
Figure 1). Since the two meshes are not conformal, the motion of the fine mesh does not impact the coarse one, which saves a lot of computational effort. No re-meshing is needed. However, this approach has a drawback. The temperature continuity constraint is not implicitly fulfilled and has to be imposed by penalizing the non-continuous FEM shape function according to Boillat [
20].
2.4. Laser Setup, Materials and Characterization Methods
In this work, a continuous wave (CW), high-power diode laser LDM 1000 from Laserline GmbH with a 980 nm wavelength was coupled to a fixed focusing head. At the focus point distance of 297 mm, the spot diameter is 0.9 mm with a flat top distribution. The displacement is provided by an
x–
y table that allows movement in both directions mounted below the process chamber. To avoid oxidation during the process, the chamber is filled with argon. A schematic drawing as well as a picture of the setup is shown in
Figure 4.
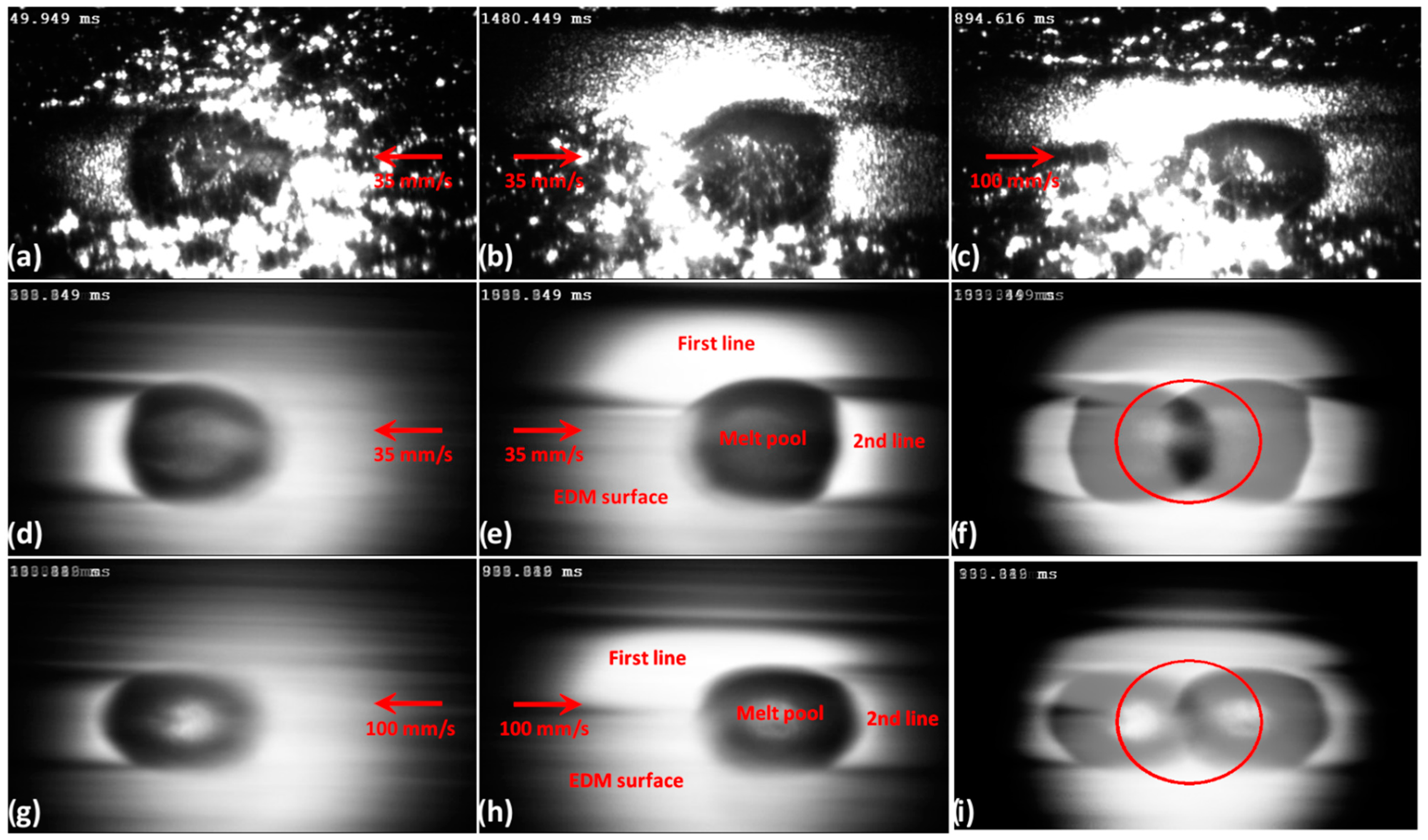
In situ observation of the melt pool was carried out with a Motionpro Y4 high-speed camera from Videal mounted with a Moritex ML-Z07545 telecentric objective. The camera was positioned as shown in
Figure 4 and allows observation of the melt pool with a small angle compared to the laser beam. The objective was fitted with low pass filter (cut-off 800 nm) in order to block the back-reflected laser light from entering the camera. Additional light in the visible range was provided by a light fixed on the right-hand side of the setup. In these conditions and taking into account the size of the melt pool observed, the frame rate was 10 kHz.
For static experiments, the laser and the camera were triggered together. The laser power was kept constant at the desired level and was switched off after a given time. The camera kept recording 100 ms afterwards to capture the solidification.
For each moving experiment, the motion of the workpiece was started first in the x-direction. Once the workpiece reached constant speed, the laser and the camera were triggered together. The laser stayed on for a defined displacement. After the laser was stopped, the table was decelerated to a stop. For the case where several lines were observed, the table was moved by a hatching distance in the y-direction. Then, the process could start again in the opposite direction along the x-axis. The process was repeated for the number of lines desired.
The workpieces were made of X38CrMoV5-1 hardened tool steel rectangular plates with dimensions of 70 × 70 × 7 mm3. On the top surface, a region of 50 × 50 mm2 was prepared by EDM. The finishing state of the surface was CH30 on the Charmilles scale for EDM which corresponds to a roughness Ra of 3.15 µm. This is also the initial state prior to the LP process.
The total reflection of the steel EDM surface was measured at room temperature with a Lambda 900 spectrometer from Perkin Elmer fitted with an integrating sphere. The absorption is then defined as a = 1 − R, where R is the total reflection (both diffuse and specular).
The lines and points produced were observed under an optical microscope to determine the width of the melt pools. The workpieces were then cut in cross sections to observe the size and shape of the re-melted layer and the heat-affected zone (HAZ). The cross sections were ground and polished up to colloidal suspension to obtain a mirror polish. During the next step, they were etched for 20 s with 5% Nital solution and observed with an optical microscope.
4. Conclusions
A thermal model based on the Chernoff formula was developed and compared to experimental data for the laser polishing of rough tool steel. The main properties missing from the model were the light absorption coefficient evolution with the temperature especially in the liquid state of the steel. The best results are obtained with two constant coefficients; one for the solid based on the measurement at room temperature (as = 35%) and one for the liquid fixed so that the model fits the experiment data (al = 25%). A lower value can be explained by the smoother surface of the steel in the liquid state as compared to the rough solid.
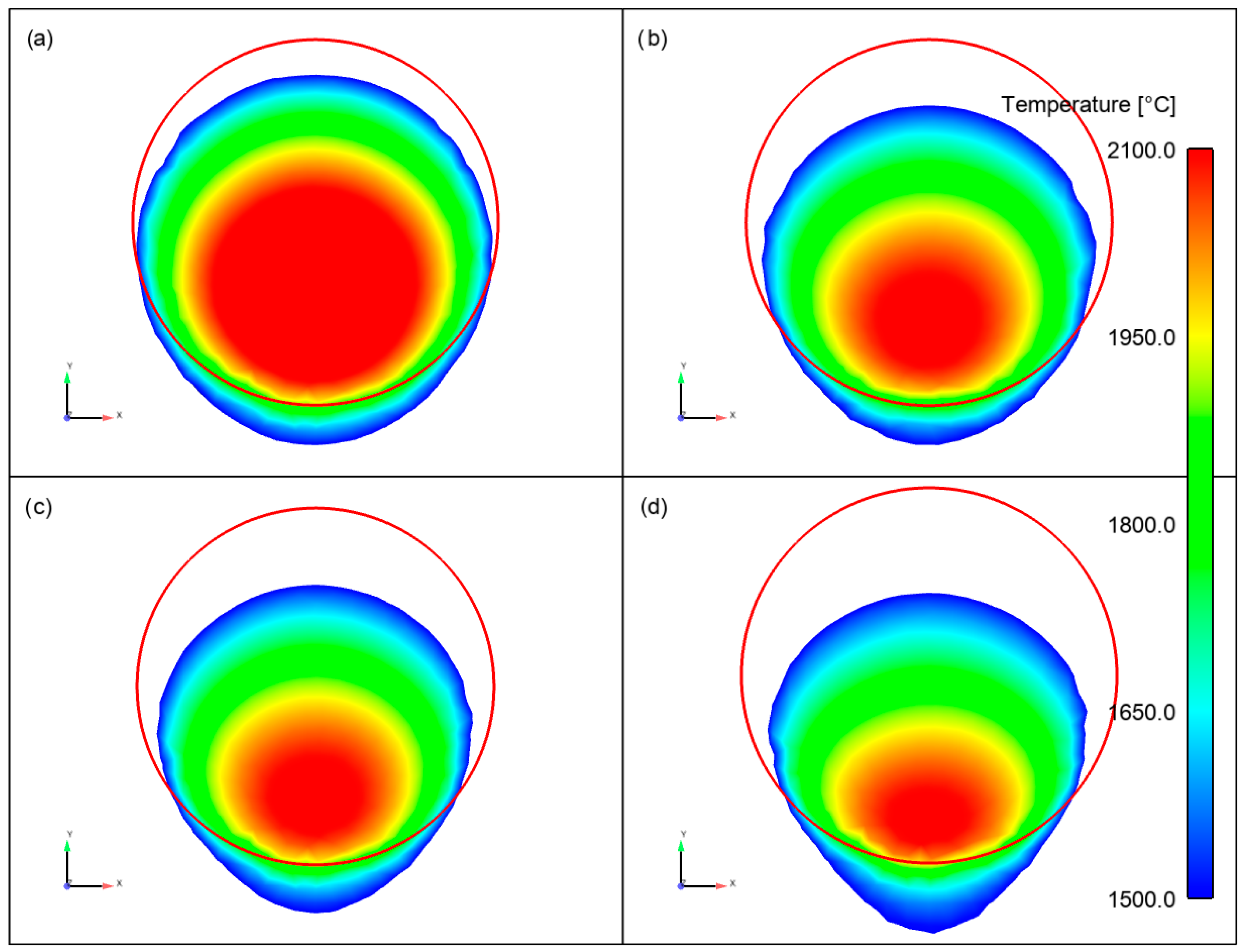
The model was first tested with some static experiments with the laser spot not moving and a long illumination time of close to 1 s. In these conditions, the model shows some limitations due to the lack of coupling between the convection and thermal model. The experimental melt pool is wider and shallower than the simulated melt pool. The volume of the liquid is well simulated with a liquid coefficient of absorption of 0.25. Due to the shallower melt pool and increased surface of the experimental melt pool the solidification time of the experiment is also shorter.
The limitation of the model not taking account of the convection in the thermal model is less important in the real process with a moving laser beam as the interaction time is decreased. The model can estimate the elongation of the melt pool with increasing speed and the trailing of the melt pool with regard to the laser spot. The volume is also relatively well simulated with an absorption of 0.25 in the liquid state. As for the static experiment, the experimental melt pools have a slightly larger surface but a shallower depth than the simulated melt pools. Again, this can be explained by the lack of coupling between convection and thermal models in the simulation.
Finally, the results show that the model is able to represent the thermal behavior of the tool steel during laser polishing. The melt pool is relatively well estimated and we are confident that the thermal fields simulated are close to the reality. In the next study, a flow model will be applied in the simulated melt pool to observe the effect of laser polishing on the surface roughness.
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}