
Effect of Molybdenum Content on Microstructure and Mechanical Properties of Ti-Mo-Fe Alloys by Powder Metallurgy

Abstract
:1. Introduction
2. Materials and Experiment
2.1. Alloy Design and Preparation
2.2. Microstructural Characterization
2.3. Mechanical Properties
3. Results and Discussion
3.1. Microstructural Characterization
3.2. Mechanical Properties
4. Conclusions
- 1.
- It is possible to secure excellent price competitiveness by successfully developing Ti-Mo-Fe P/M alloys by adding low-cost Mo and Fe, which can fabricate complex parts and reduce costs. The cost of alloying elements is reduced by 81–84% and 63–67% compared to the widely used Ti-6Al-4V and Ti-13Nb-13Zr alloys, respectively. Further, the cost may be further reduced by using HDH powder.
- 2.
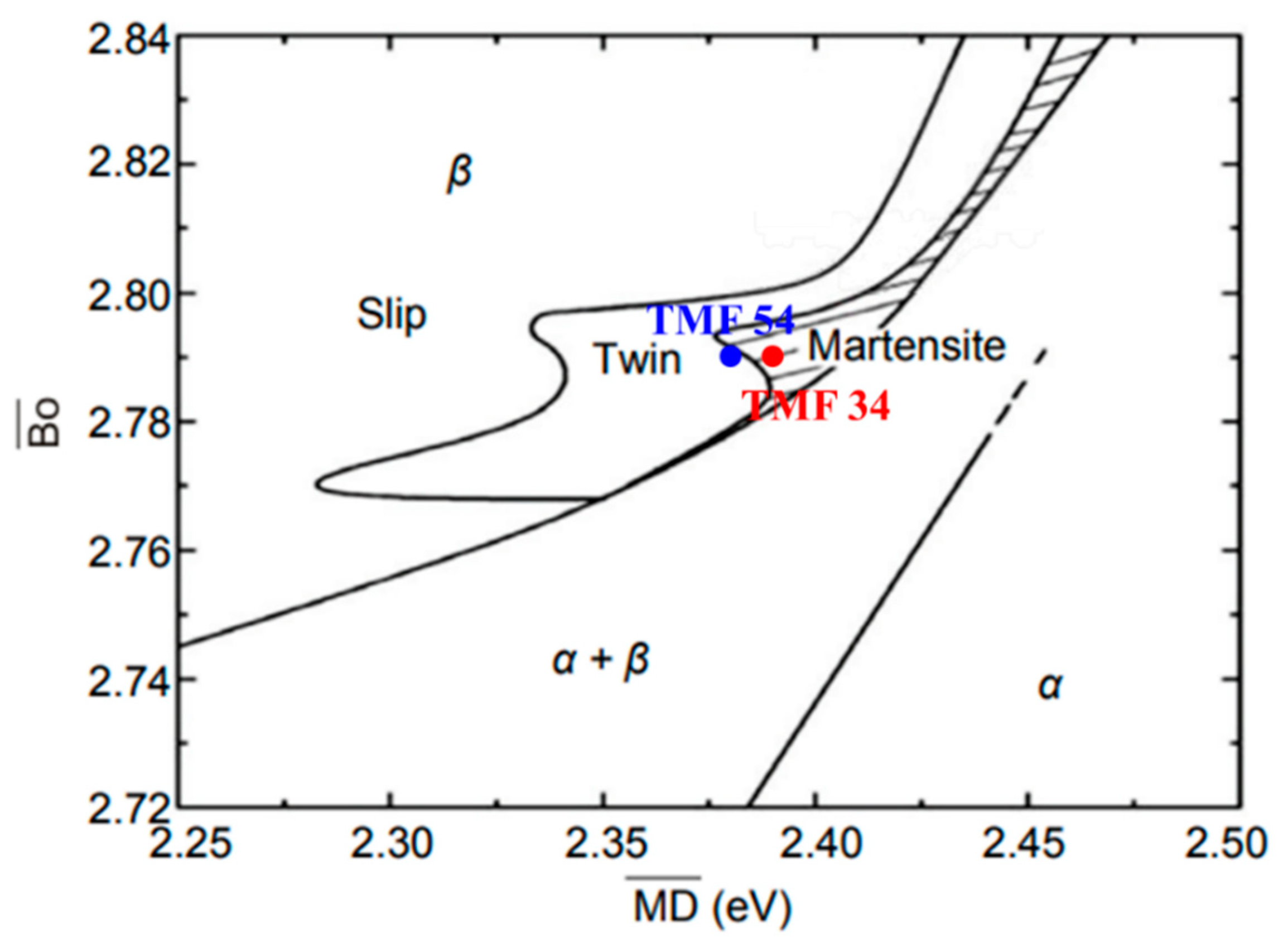
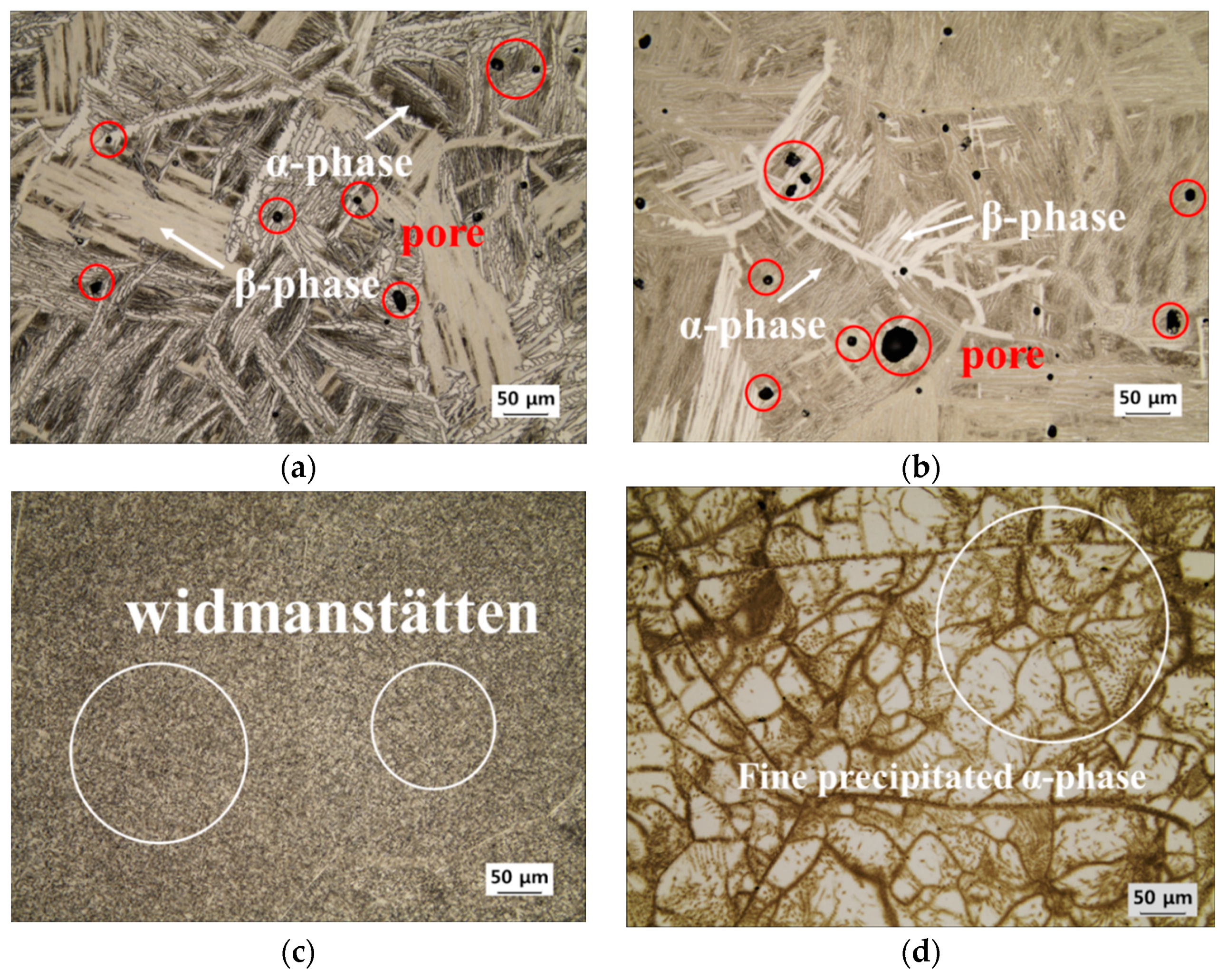
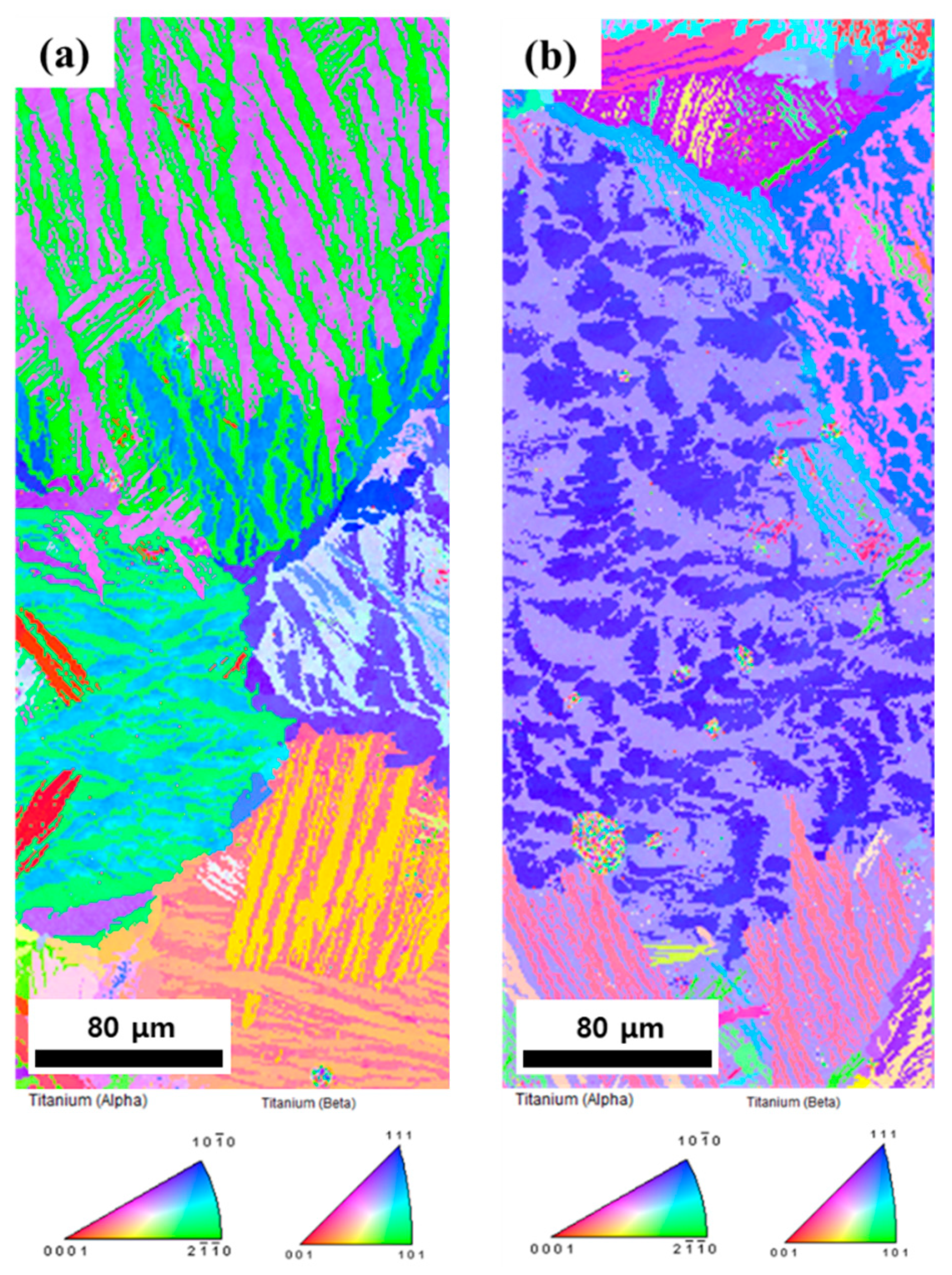
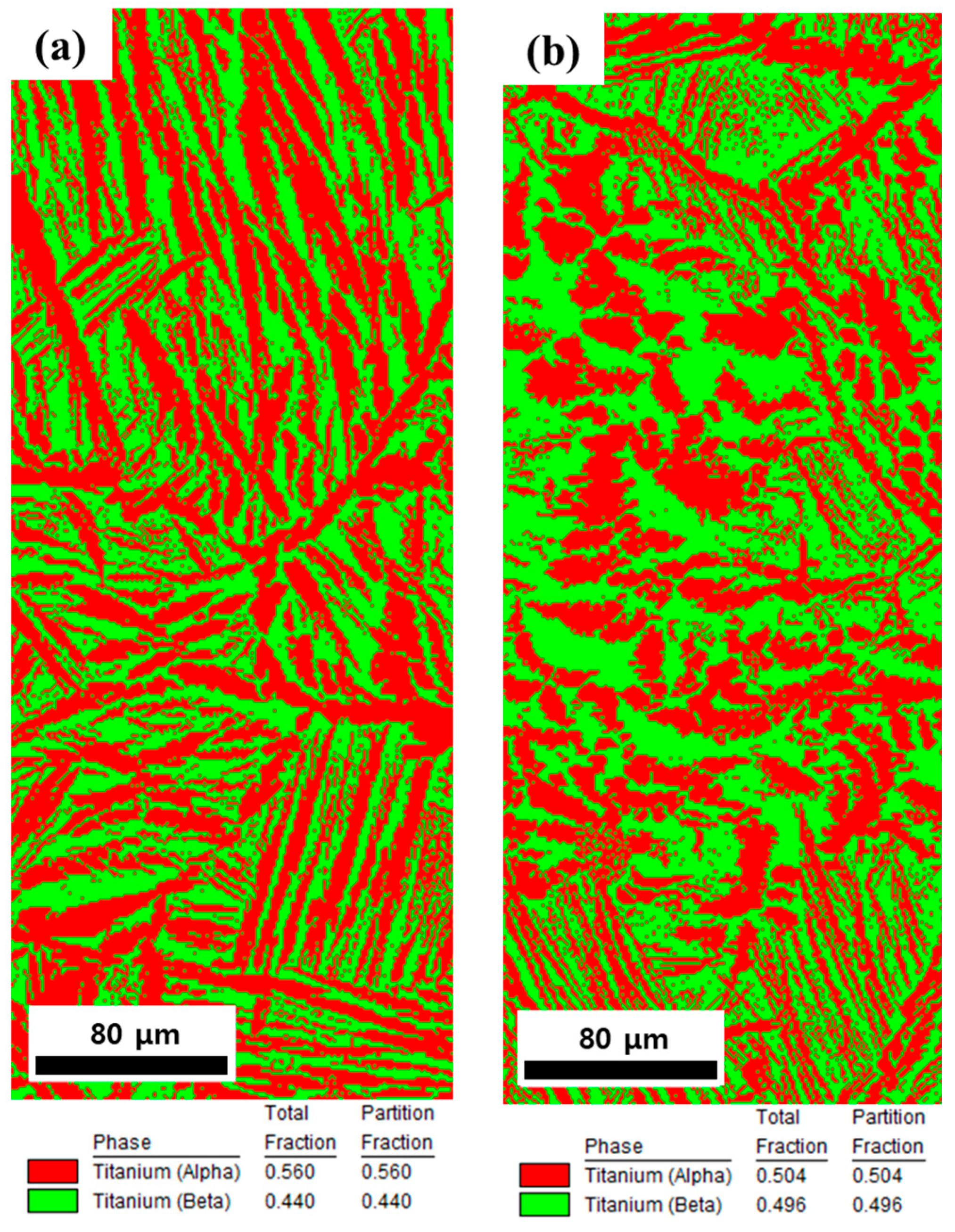
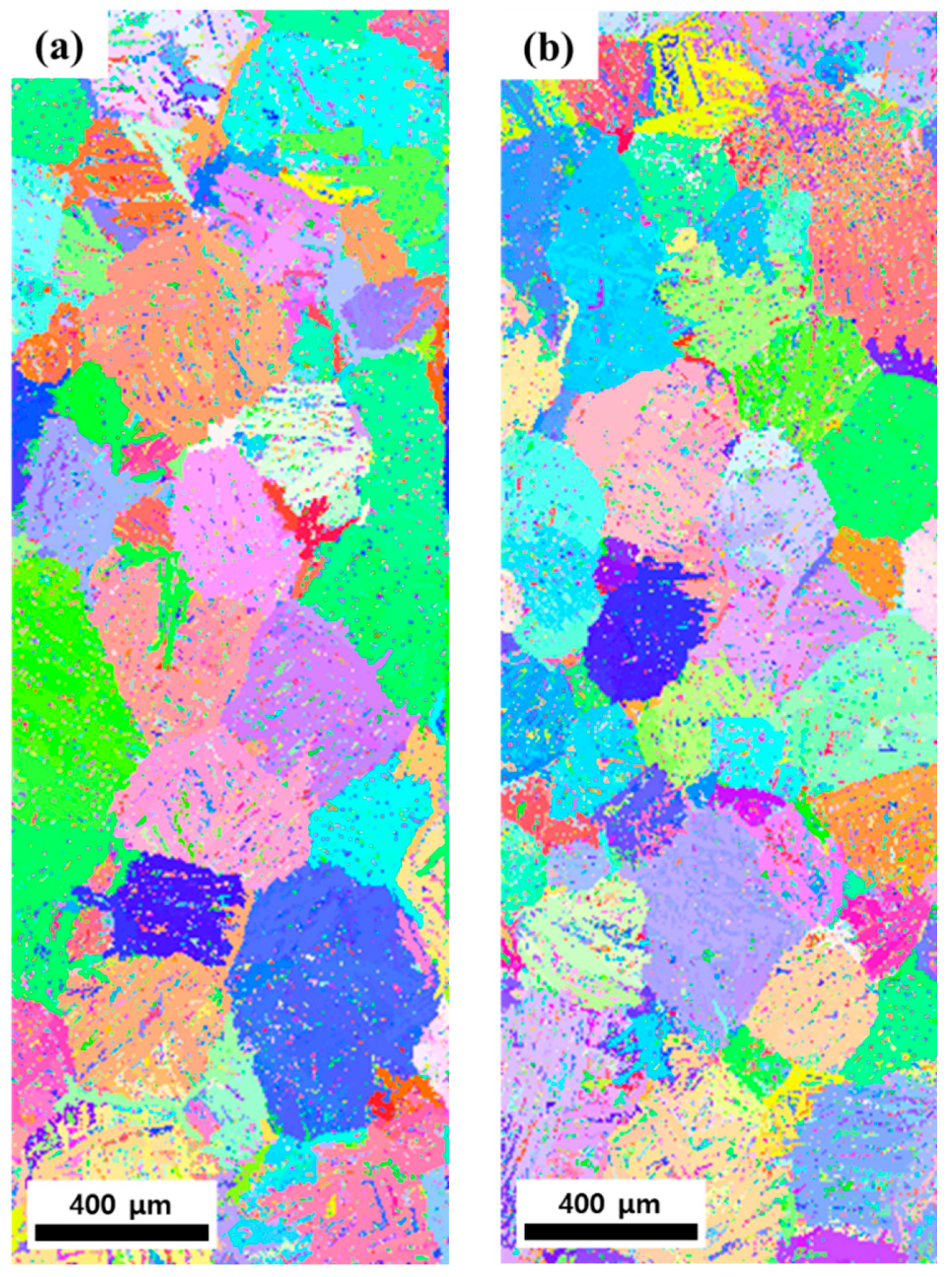
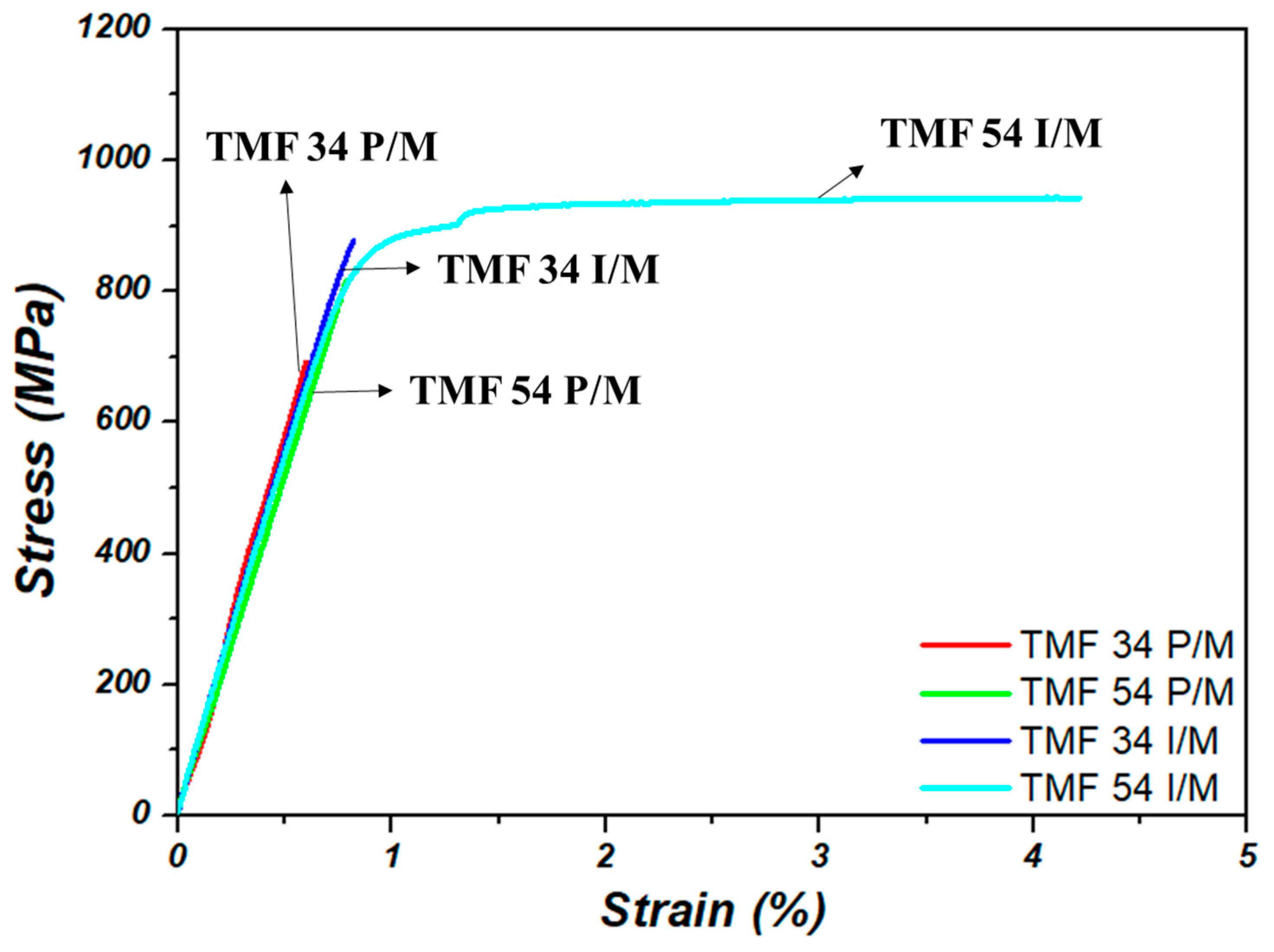
- In the case of TMF 34 I/M, an lamellar Widmanstätten microstructure was observed, and in the case of TMF 54 I/M, an α phase precipitating inside the equiaxed grain was observed. In the equiaxed microstructure, where cracks occur mainly at the interface, deformation can be generated by slips and twins. Further, it is reinforced by the precipitated fine α phase according to an increase in Mo content, showing high tensile strength and elongation in the TMF 54 I/M alloys.
- 3.
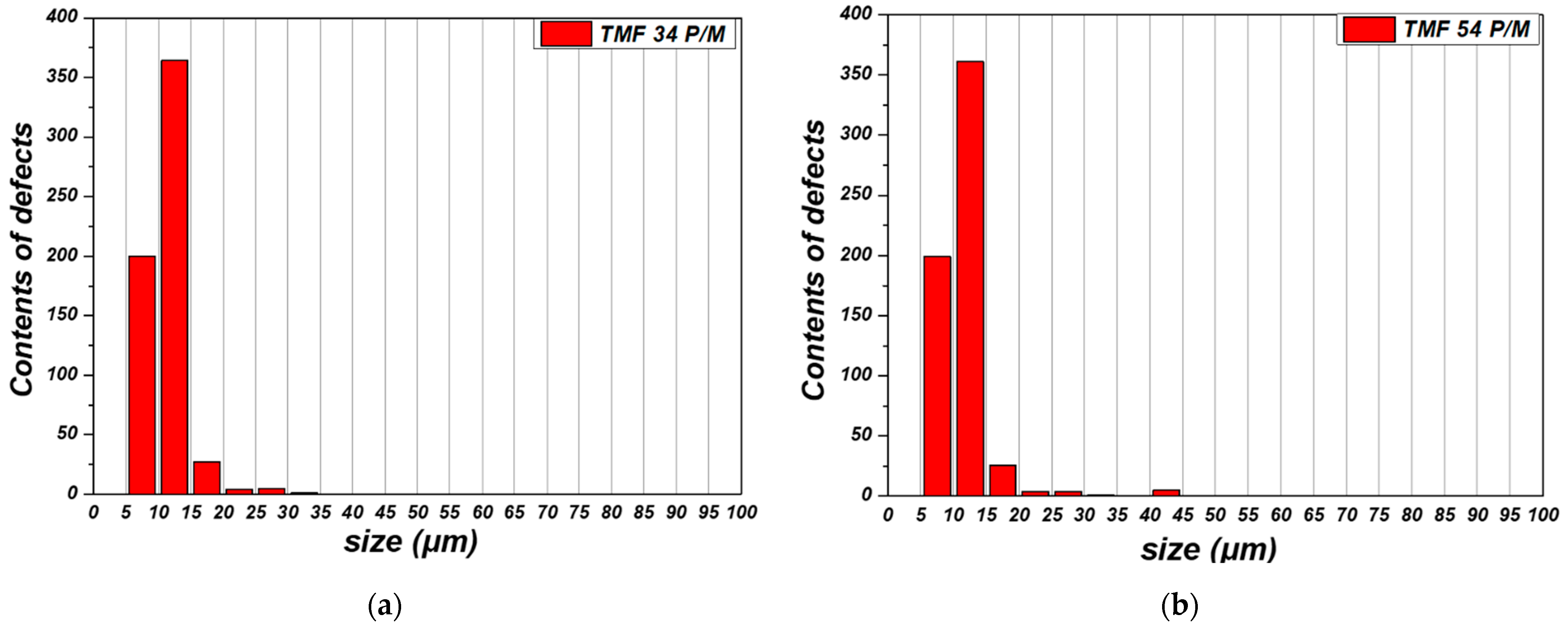
- According to the increase in Mo content, TMF 34 P/M → TMF 54 P/M, the thickness of the Widmanstätten -lath decreases (12.289 μm → 10.547 μm) and the size of prior grains decrease (226.55 μm → 211.99 μm). For this reason, it was possible to obtain excellent tensile strength of 800 MPa or more, even though the pore fraction increased (2.1% → 3.5%) as the Mo content increased.
- 4.
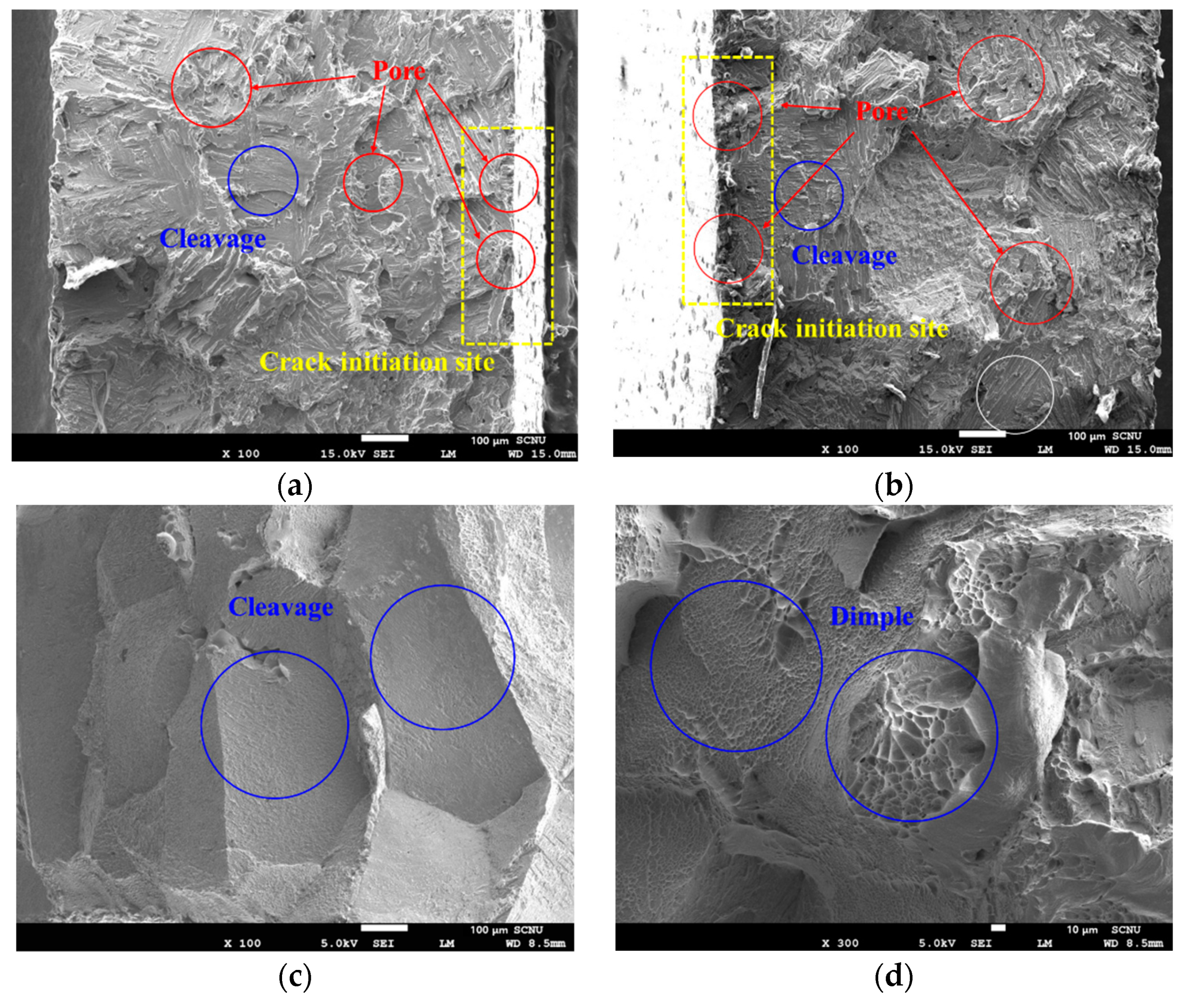
- Tensile fractures occurred in the elastic region before the yield point due to pores in both the TMF 34 P/M and TMF 54 P/M alloys, and the change in Mo content was analyzed with I/M alloys by the E and reinforcing mechanisms.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Leyens, C.; Peters, M. Titanium and Titanium Alloys: Fundamentals and Applications, 1st ed.; betz-druck GmbH: Darmstadt, Germany, 2004. [Google Scholar]
- Rehman, A.U.; Kishore Babu, N.; Talari, M.K.; Usmani, Y.; Alkhalefah, H. Characterisation of Microstructure and Mechanical Properties of Linear Friction Welded α+β Titanium Alloy to Nitinol. Appl. Sci. 2021, 11, 10680. [Google Scholar] [CrossRef]
- Lütjering, G.; Williams, J.C. Titanium, 2nd ed.; Springer: Berlin/Heidelberg, Germany; New York, NY, USA, 2007; pp. 383–415. [Google Scholar]
- Hwang, Y.-J.; Park, Y.-K.; Kim, C.-L.; Kim, J.-Y.; Lee, D.-G. Mechanical Properties Variation of Ti-6Al-4V Alloys by Microstructural Control. J. Korean Soc. Heat Treat. 2016, 29, 220–226. [Google Scholar] [CrossRef] [Green Version]
- Yang, S.; Su, S.; Liu, X.; Han, P. Study on Milling Temperature of Titanium Alloy with Micro-Textured Ball End Milling Cutter under Radius of Blunt Edge. Appl. Sci. 2020, 10, 587. [Google Scholar] [CrossRef] [Green Version]
- Walker, P.R.; LeBlanc, J.; Sikorska, M. Effects of aluminum and other cations on the structure of brain and liver chromatin. Biochemistry 1989, 28, 3911–3915. [Google Scholar] [CrossRef]
- Manam, N.; Harun, W.; Shri, D.; Ghani, S.; Kurniawan, T.; Ismail, M.H.; Ibrahim, M. Study of corrosion in biocompatible metals for implants: A review. J. Alloys Compd. 2017, 701, 698–715. [Google Scholar] [CrossRef] [Green Version]
- Hwang, Y.J.; Lee, D.G. Effect of Al Addition on Corrosion Protection of Ti-39Nb-6Zr Alloy for Biological Applications. J. Nanosci. Nanotechnol. 2019, 19, 3811–3815. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Yang, C.; Zhao, H.; Qu, S.; Li, X.; Li, Y. New developments of Ti-based alloys for biomedical applications. Materials 2014, 7, 1709–1800. [Google Scholar] [CrossRef] [Green Version]
- Allen, P.G.; Bania, P.J.; Hutt, A.J.; Combres, Y. Titanium ‘95 Science and Technology. In Proceedings of the Eighth World Conference on Titanium, International Convention Centre, Birmingham, UK, 22–26 October 1995; Blenkinsop, P.A., Evans, W.J., Flower, H.M., Eds.; The Institute of Metals: London, UK, 1996. [Google Scholar]
- Lee, Y.T. Titanium; Steel & Metal News Co., Ltd.: Seoul, Korea, 2009; pp. 61–128. [Google Scholar]
- Gepreel, M.; Niinomi, M. Biocompatibility of Ti-alloys for long-term implantation. J. Mech. Behav. Biomed. Mater. 2013, 20, 407–415. [Google Scholar] [CrossRef]
- Ehtemam-Haghighi, S.; Attar, H.; Okulov, I.V.; Dargusch, M.S.; Kent, D. Microstructural evolution and mechanical properties of bulk and porous low-cost Ti–Mo–Fe alloys produced by powder metallurgy. J. Alloys Compd. 2021, 853, 156768. [Google Scholar] [CrossRef]
- Bao, Y.; Zhang, M.; Liu, Y.; Yao, J.; Xiu, Z.; Xie, M.; Sun, X. High strength, low modulus and biocompatible porous Ti–Mo–Fe alloys. J. Porous Mater. 2014, 21, 913–919. [Google Scholar] [CrossRef]
- Nakajima, H.; Koiwa, M. Diffusion in titanium. ISIJ Int. 1991, 31, 757–766. [Google Scholar] [CrossRef] [Green Version]
- Jindal, V.; Sarda, A.; Degnah, A.; Chandran, K.R. Effect of iron & boron content onthe Spark Plasma Sintering of Ti-B-Fe alloys. Adv. Powder Technol. 2019, 30, 423–427. [Google Scholar]
- Ho, W.-F. A comparison of tensile properties and corrosion behavior of cast Ti–7.5Mo with c.p. Ti, Ti–15Mo and Ti–6Al–4V alloys. J. Alloys Compd. 2008, 464, 580–583. [Google Scholar] [CrossRef]
- Sugano, M.; Tsuchida, Y.; Satake, T.; Ikeda, M. A microstructural study of fatigue fracture in titanium–molybdenum alloys. Mater. Sci. Eng. A 1998, 243, 163–168. [Google Scholar] [CrossRef]
- Kumar, S.; Tsn, S.N. Electrochemical characterization of β-Ti alloys in Ringer’s solution for implant application. J. Alloys Compd. 2009, 479, 699–703. [Google Scholar] [CrossRef]
- Lin, D.-J.; Chuang, C.-C.; Chern Lin, J.-H.; Lee, J.-W.; Ju, C.-P.; Yin, H.-S. Bone formation at the surface of low modulus Ti–7.5Mo implants in rabbit femur. Biomaterials 2007, 28, 2582–2589. [Google Scholar] [CrossRef]
- Santos, P.F.; Niinomi, M.; Liu, H.; Cho, K.; Nakai, M.; Trenggono, A.; Champagne, S.; Hermawan, H.; Narushima, T. Improvement of microstructure, mechanical and corrosion properties of biomedical Ti-Mn alloys by Mo addition. Mater. Des. 2016, 110, 414–424. [Google Scholar] [CrossRef]
- Carman, A.; Zhang, L.; Ivasishin, O.; Savvakin, D.; Matviychuk, M.; Pereloma, E. Role of alloying elements in microstructure evolution and alloying elements behaviour during sintering of a near-beta titanium alloy. Mater. Sci. Eng. A 2011, 528, 1686–1693. [Google Scholar] [CrossRef]
- Menhal Shbeh, M.; Yerokhin, A.; Goodall, R. Microporous Titanium through Metal Injection Moulding of Coarse Powder and Surface Modification by Plasma Oxidation. Appl. Sci. 2017, 7, 105. [Google Scholar] [CrossRef] [Green Version]
- Santos, D.; Pereira, M.d.S.; Cairo, C.; Graca, M.; Henriques, V. Isochronal Sintering of the Blended Elemental Ti-35Nb Alloy. Mater. Sci. Eng. A 2008, 472, 193–197. [Google Scholar] [CrossRef]
- Bolzoni, L. Low-cost Fe-bearing powder metallurgy Ti alloys. Met. Powder Rep. 2019, 74, 308–313. [Google Scholar] [CrossRef]
- Kuroda, D.; Niinomi, M.; Morinaga, M.; Kato, Y.; Yashiro, T. Design and mechanical properties of new β type titanium alloys for implant materials. Mater. Sci. Eng. A 1998, 243, 244–249. [Google Scholar] [CrossRef]
- Morinaga, M.; Kato, M.; Kamimura, T.; Fukumoto, M.; Harada, I.; Kubo, K. Theoretical design of beta-type titanium alloys. In Titanium’92: Science and Technology; The Minerals, Metals & Materials Society: Pittsburgh, PA, USA, 1993; pp. 217–224. [Google Scholar]
- Abdel-Hady, M.; Hinoshita, K.; Morinaga, M. General approach to phase stability andelastic properties of β-type Ti-alloys using electronic parameters. Scr. Mater. 2006, 55, 477–480. [Google Scholar] [CrossRef]
- Xu, J.; Bao, L.; Liu, A.; Jin, X.; Tong, Y.; Luo, J.; Zhong, Z.; Zheng, Y. Microstructure, mechanical properties and super elasticity of biomedical porous Ni Ti alloy prepared by microwave sintering. Mater. Sci. Eng. C 2015, 46, 387–393. [Google Scholar] [CrossRef]
- Bae, K.-M.; Park, C.-G.; Chang, Y.-W.; Lee, C.-S. The Effect of α-Phase Morphology on the Microcrack initiation Behavior of a Ti-6Al-4V Alloy. Korean J. Met. Mater. 1993, 31, 105–112. [Google Scholar]
- Tang, C.Y.; Zhang, L.N.; Wong, C.T.; Chan, K.C.; Yue, T.M. Fabrication and characteristics of porous NiTi shape memory alloy synthesized by microwave sintering. Mater. Sci. Eng. A 2011, 528, 6006–6011. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, L.; Tang, H.; Liu, C.T.; Liu, B.; Huang, B. Design of powder metallurgy titanium alloys and composites. Mater. Sci. Eng. A 2006, 418, 25–35. [Google Scholar] [CrossRef]
- Zhang, W.; Xie, H.; Hui, S.; Ye, W.; Yu, Y.; Song, X.; Peng, L.; Huang, G.; Yang, Z. In-Situ SEM Observation on Fracture Behavior of Titanium Alloys with Different Slow-Diffusing β Stabilizing Elements. Materials 2020, 13, 1848. [Google Scholar] [CrossRef] [Green Version]
- Tiley, J.; Searles, T.; Lee, E.; Kar, S.; Banerjee, R.; Russ, J.C.; Fraser, H.L. Quantification of microstructural features in α/β titanium alloys. Mater. Sci. Eng. A 2004, 372, 191–198. [Google Scholar] [CrossRef]
- Lee, E.B.; Han, M.K.; Kim, B.J.; Song, H.J.; Park, Y.J. Effect of molybdenum on the microstructure, mechanical properties and corrosion behavior of Ti alloys. Int. J. Mater. Res. 2014, 105, 847–853. [Google Scholar] [CrossRef]
- Chong, Y.; Bhattacharjee, T.; Shibata, A.; Tsuji, N. Investigation of the grain size effect on mechanical properties of Ti-6Al-4V alloy with equiaxed and bimodal microstructures. IOP Conf. Ser. Mater. Sci. Eng. 2017, 219, 012013. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Yield Strength (MPa) | Ultimate Strength (MPa) | Elongation (%) | |
|---|---|---|---|
| TMF 34 P/M | - | 692.69 | 0.60 |
| TMF 54 P/M | - | 815.27 | 0.79 |
| TMF 34 I/M | - | 877.15 | 0.82 |
| TMF 54 I/M | 821.29 | 942.51 | 4.20 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hwang, H.-W.; Park, J.-H.; Lee, D.-G. Effect of Molybdenum Content on Microstructure and Mechanical Properties of Ti-Mo-Fe Alloys by Powder Metallurgy. Appl. Sci. 2022, 12, 7257. https://doi.org/10.3390/app12147257
Hwang H-W, Park J-H, Lee D-G. Effect of Molybdenum Content on Microstructure and Mechanical Properties of Ti-Mo-Fe Alloys by Powder Metallurgy. Applied Sciences. 2022; 12(14):7257. https://doi.org/10.3390/app12147257
Chicago/Turabian StyleHwang, Hyo-Woon, Ji-Hwan Park, and Dong-Geun Lee. 2022. "Effect of Molybdenum Content on Microstructure and Mechanical Properties of Ti-Mo-Fe Alloys by Powder Metallurgy" Applied Sciences 12, no. 14: 7257. https://doi.org/10.3390/app12147257