1. Introduction
At present, the load-bearing enclosing structures of buildings and structures are designed and built considering the increasing requirements for energy efficiency and energy saving of such structures. This is due to the need for a thrifty attitude to the energy consumed and the need to strive for the greening of construction and increase the energy efficiency of buildings and structures. In this regard, one of the most effective and proven building materials is cellular concrete. In turn, cellular concrete is classified according to various criteria and can be of various types, the main ones of which are foam concrete and aerated concrete.
These concretes differ from each other in the way of pore formation. At the same time, if foam concrete has a simple manufacturing technology, but other things being equal, somewhat worse characteristics, then aerated concrete has several advantages in terms of physical, mechanical, and other operational characteristics, but the technology for its production is much more complicated. In particular, not only the technological process of obtaining aerated concrete is complex, but also the technological line itself, which often consists of more expensive equipment. In this regard, the most high-quality, but at the same time the most expensive, type of cellular concrete is the so-called gas silicate or autoclaved aerated concrete [
1,
2,
3,
4,
5,
6,
7,
8,
9,
10,
11,
12,
13,
14,
15,
16,
17].
In the production of this concrete, special equipment is used—autoclaves—which make it possible to create hardening conditions for concrete in an environment of saturated steam under pressure. Therefore, “from the point of view of building science and engineering”, non-autoclaved aerated concrete seems to be the most interesting and promising material among clean concrete [
18,
19,
20,
21], and one of the main directions in building materials science is the search for ways to approximate the characteristics of non-autoclaved aerated concrete to the characteristics of its autoclaved analogue.
Due to its energy-saving properties, aerated concrete has found wide application as partition walls and load-bearing walls [
20,
22,
23].
Aerated concrete is a relatively homogeneous material in its “structure compared to conventional heavy concrete, which contains a significant amount of coarse-grained aggregate phase”. If the heavy concrete characteristics depend directly on coarse and fine aggregates, then the “properties of aerated concrete mainly depend on the composition and microstructure” [
24].
Its properties depend on the parameters of the microstructure of aerated concrete. In general, the structure of aerated concrete is characterized by its solid microporous matrix and macropores. The reason for the formation of macropores is an increase in volume due to the effect of aeration; micropores are located in the walls between macropores [
25,
26,
27,
28]. For example, the porosity of aerated concrete averages 70–80%, and about 45–55% of this porosity is the porosity caused by the chemical reaction of aluminum powder in an alkali solution [
29,
30]. The “porous microstructure of the concrete matrix is mainly represented by a weakly crystallized C–S–H phase and tobermorite 1.1 nm in size” [
31,
32].
In industrial practice, the most common blowing agent in the production of aerated concrete is aluminum powder. This type of blowing agent makes it possible to obtain pores of various shapes and sizes in aerated concrete. In some studies, instead of aluminum powder, industrial waste was used as a gas-forming additive [
33,
34], which is aluminum waste or bottom ash from the combustion of municipal solid waste.
Moreover, today, the use of agricultural waste and waste from the fuel and energy complex in the technology of both heavy concrete and cellular concrete is quite popular [
31,
35,
36,
37,
38,
39,
40,
41,
42,
43,
44,
45,
46,
47,
48,
49,
50,
51,
52,
53,
54,
55,
56].
Table 1 presents a detailed analysis of waste types and their influence on the characteristics of the resulting cellular concrete.
After the literature review, a lack of studies of structure formation and characteristics of non-autoclaved aerated concrete, products, and structures made of them was revealed.
In this regard, the purpose of our article was to study the influence of several composition factors on the structure formation and properties of non-autoclaved aerated concrete with improved characteristics.
The objectives of the study were:
- -
analysis and review of literature concerning the issues of improving the quality of cellular concrete and ways to control its properties and structure formation due to prescription and technological factors;
- -
after a detailed analysis, the next task was drawing up a program of experimental studies, preparing and planning the experiment, and processing data;
- -
at the end of the experimental and research part, the development of analytical conclusions with the formulation of new provisions in the development of the theory of hardening, structure formation, and the formation of properties of non-autoclaved cellular concrete with improved structure and characteristics.
The scientific novelty of this research is the developed theoretical concepts of structure formation at the micro level and the influence of microstructure on the formation of the properties of non-autoclaved aerated concrete with improved characteristics based on nano-modifiers of various origins. The dependence of the processes of structure formation at the microlevel and the properties of non-autoclaved aerated concrete with improved characteristics on prescription factors has been established. In particular, such prescription factors were the nanomodification of aerated concrete in a qualitative aspect and the established rational dosage of such nanomodifiers in a quantitative aspect.
The practical significance of the study is the improvement of building enclosing structures made of cellular concrete with improved characteristics, which in turn will lead to an increase in the energy efficiency of buildings and structures for various purposes.
3. Results
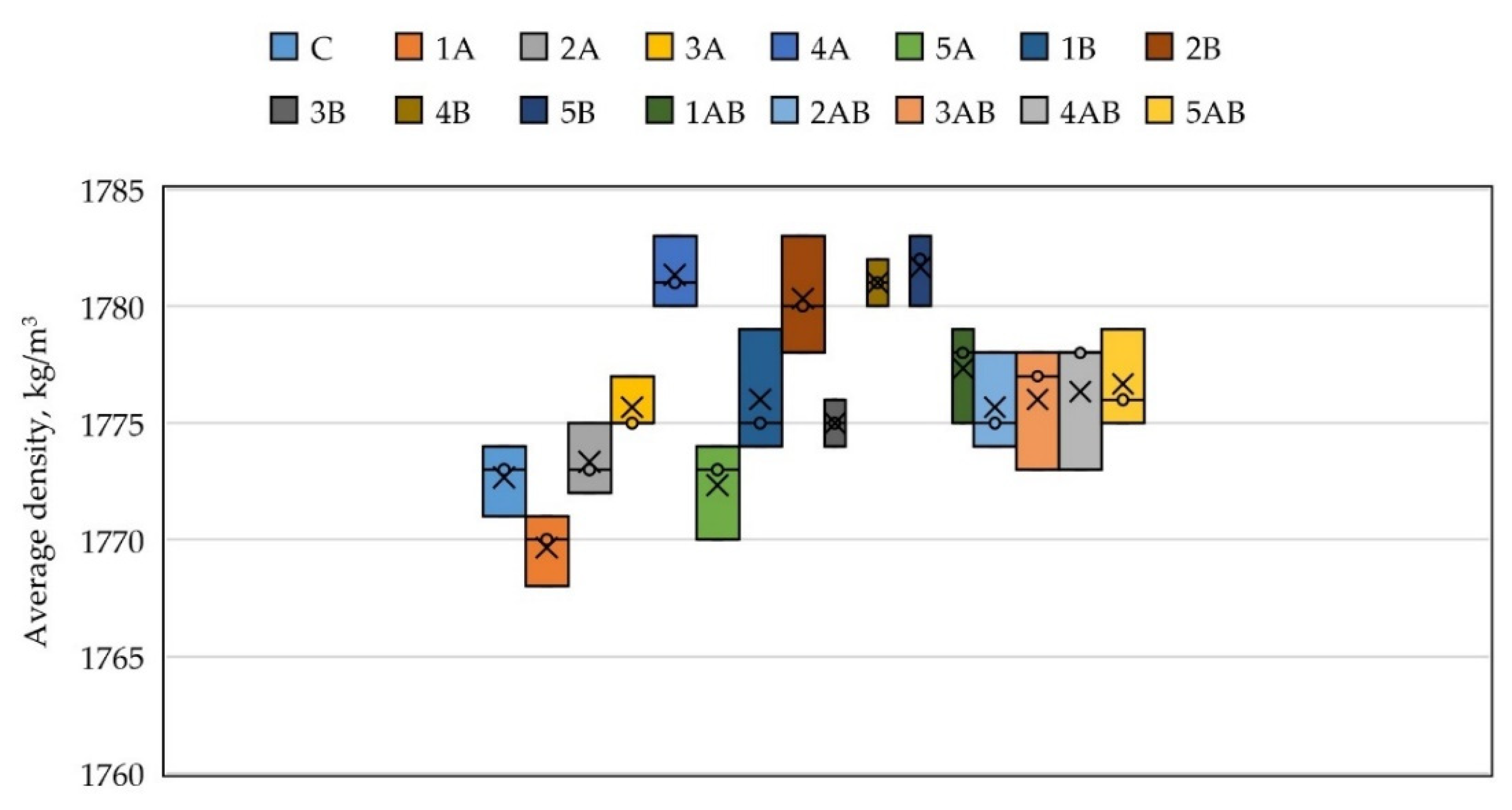
3.1. Density
The results of determining the density of experimental samples of non-autoclaved aerated concrete are shown in
Figure 4.
Average density values for non-autoclaved aerated concrete range from 1770 kg/m
3 to 1782 kg/m
3. As can be seen from
Figure 4, there are no significant changes in density for samples of non-autoclaved aerated concrete.
3.2. Compressive Strength
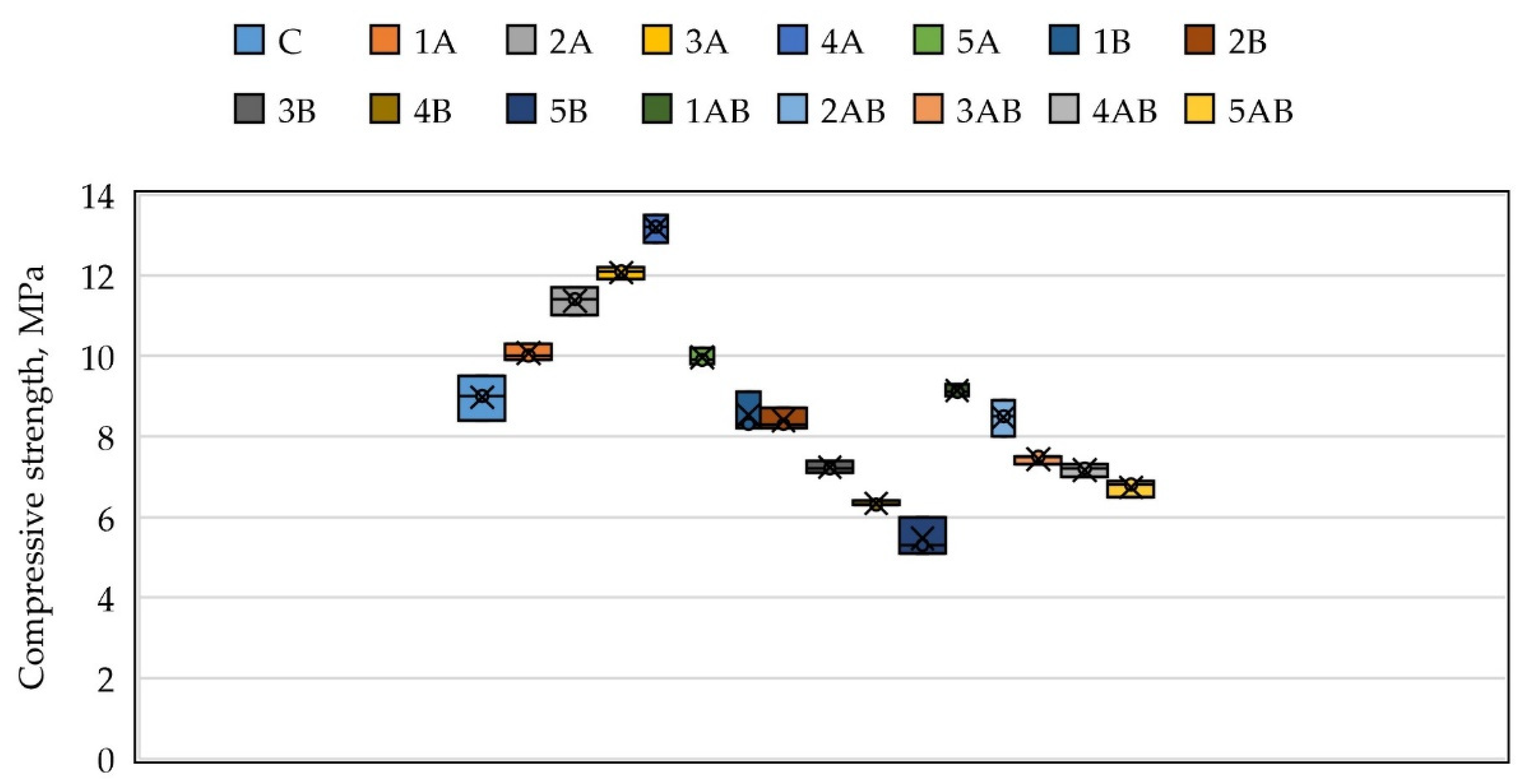
The results of determining the compressive strength of experimental samples of non-autoclaved aerated concrete are shown in
Figure 5.
The maximum compressive strength was recorded for prototypes of non-autoclaved aerated concrete of type 4A composition, where part of the cement 16% MS was replaced, and amounted to 13.2 MPa. The minimum value of compressive strength was recorded for samples of composition type 5B, where part of the cement was replaced with 20% GBFS and amounted to 5.5 MPa. In general, the compressive strength values of type A compounds are higher than those of type B and AB compounds (
Table 9).
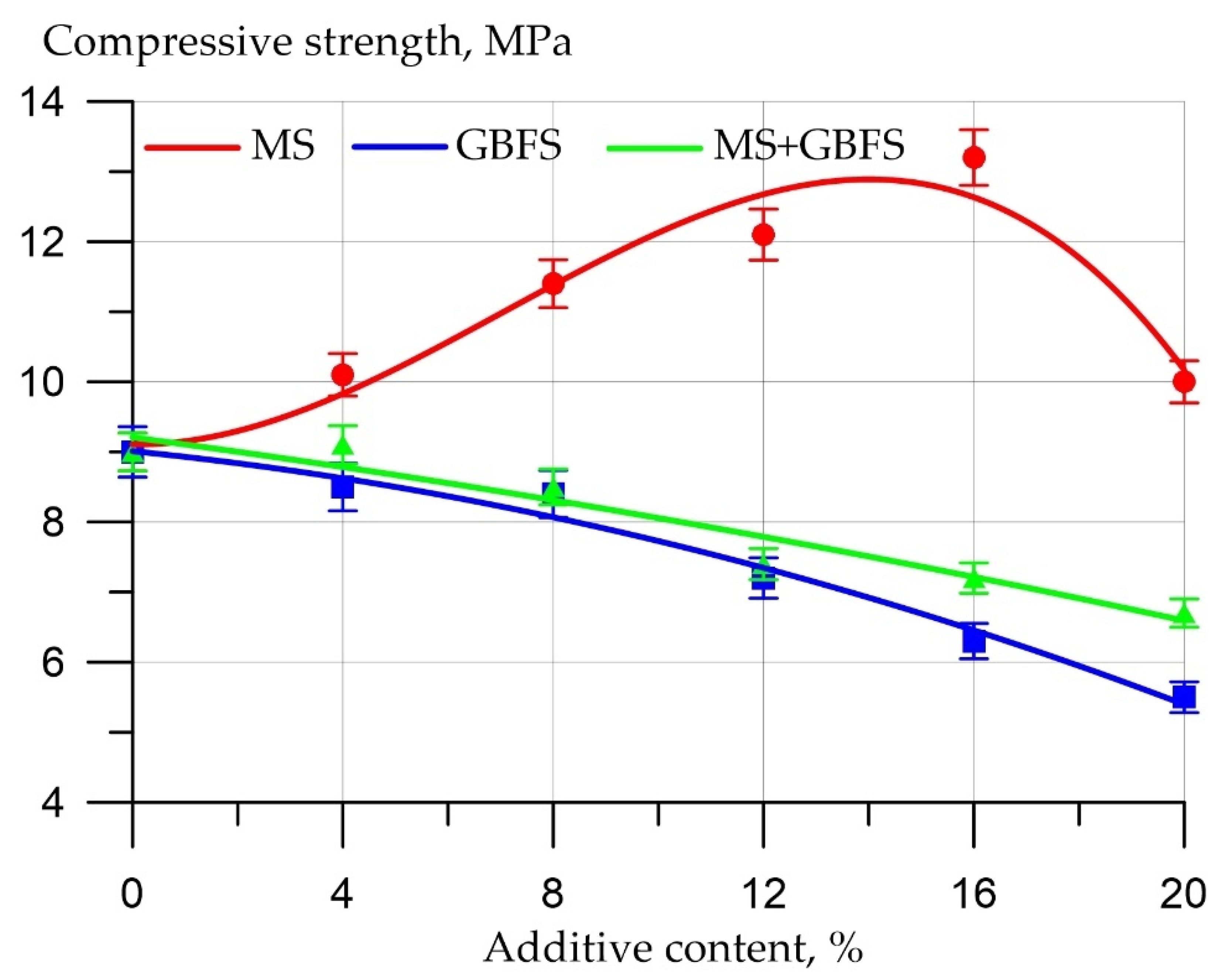
The dependences of the change in the compressive strength of compositions of types A, B, and AB are shown in
Figure 6.
Figure 6 shows that the addition of microsilica has the most positive effect on the compressive strength of non-autoclaved aerated concrete. Statistical processing of the obtained experimental data made it possible to determine regression curves describing the effect of additives
x on compressive strength
.
The significance of the regression coefficients was tested using Fisher’s and Student’s tests. In the above equations, all coefficients are significant. The coefficient of determination is quite high from 0.93 to 0.98. It can also be seen that if the additive x is equal to zero, the value of the compression strength is approximately the same with an error of ±5%.
Therefore, the MS additive, introduced instead of part of the cement in an amount of 4%, provides an increase in strength by 12% compared to the control composition, and replacing part of the cement with an MS additive in an amount of 8%, 12%, 16%, and 20% provides an increase in strength by 27%, 35%, 47%, and 11% respectively. The decrease in strength gained when replacing cement with 20% MS indicates that a further increase will lead to a loss in strength.
This increase in the strength of non-autoclaved aerated concrete when replacing part of the MS cement in an amount of 4–16% can be explained by the fact that the addition of MS, due to its pozzolanic activity, provides the formation of additional C-S-H and creates the effect of a denser packing of particles [
43,
60].
Replacing part of the cement with the addition of ground blast-furnace slag leads to a decrease in the strength of non-autoclaved aerated concrete in comparison with the strength value of the control composition. Thus, when replacing part of the cement with 4% GBFS, the compressive strength decreases by 5%, with the amount of GBFS 8%, the strength decreases by 6%, with the amount of GBFS 12%, the strength decreases by 19%, and the replacement of cement with GBFS in the amount of 16% and 20% leads to a reduction in compressive strength of up to 29% and 39%, respectively. First, the drop in strength characteristics is due to the fact that when using GBFS in concrete, it reduces “the degree of hydration of the cement due to the lack of cement gel”.
As for the use of the complex additive MS + GBFS (1:1) as a replacement for part of the cement, it also, as in the case of GBFS, leads to a loss in compressive strength; however, the percentage of strength reduction is noticeably less. In the case of using MS + GBFS (1:1) in an amount of 4%, a slight increase in strength is observed in an amount of 2%. In the case of replacements of 8%, 12%, 16%, and 20% by weight of cement, the drop in compressive strength was 6%, 17%, 20%, and 25%, respectively.
3.3. Coefficient of Construction Quality
The values of the calculated coefficients of structural quality of non-autoclaved aerated concrete are presented in
Table 10.
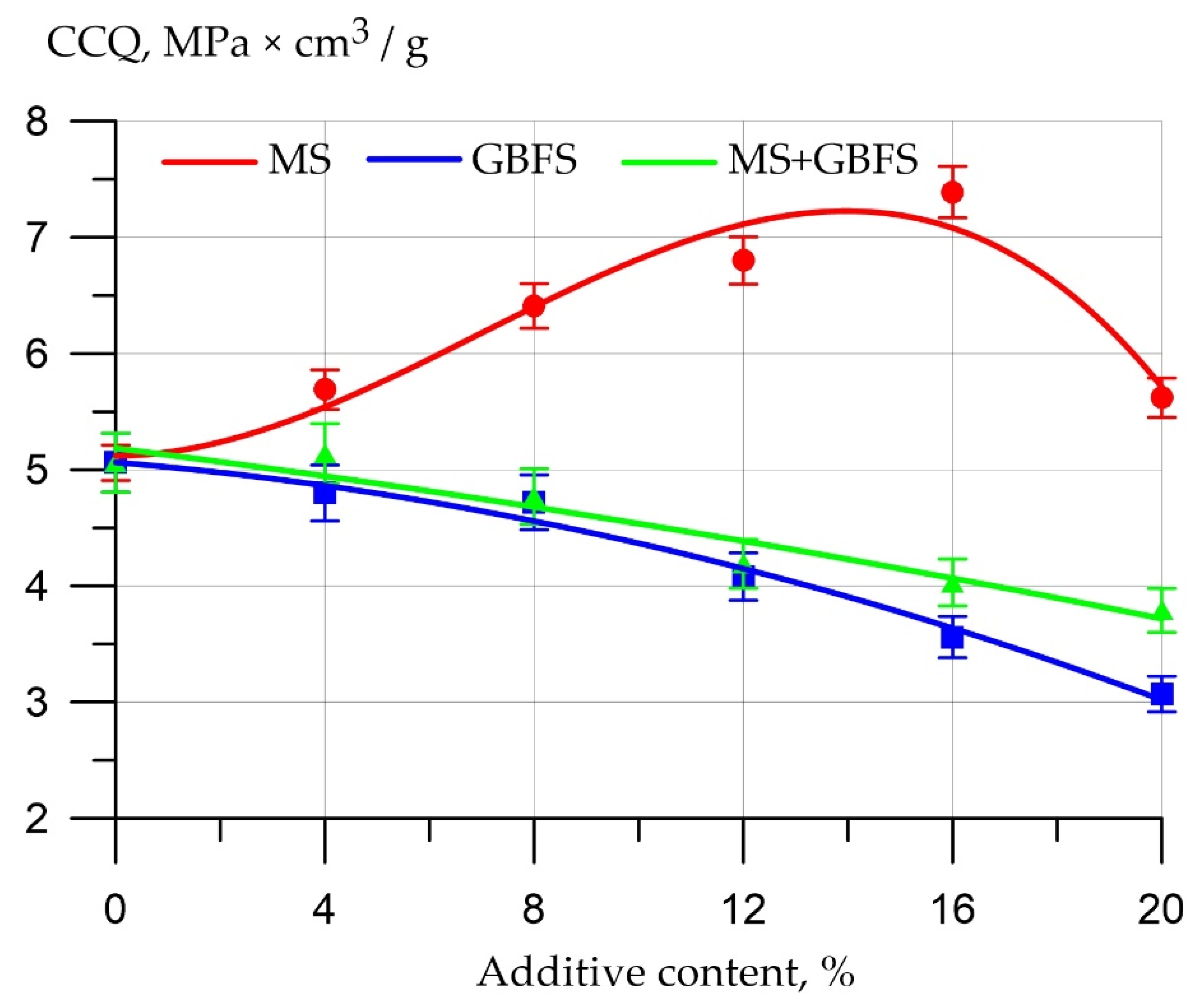
The dependences of the change in the coefficients of structural quality of compositions of types A, B, and AB are shown in
Figure 7.
The dependences of the change in the coefficients of constructive quality for non-autoclaved aerated concrete with additives MS and GBFS and with the complex additive MS:GBFS have a similar character as the dependence of the change in compressive strength of compositions of types A, B, and AB.
The regression equations for the design quality factors are given in Equations (6)–(8). The coefficient of determination is also quite high from 0.93 to 0.986.
Changes in the coefficients of structural quality of non-autoclaved aerated concrete as a percentage are presented in
Table 11.
Figure 7 and
Table 11 show that the best ratio between strength and density was demonstrated by aerated concrete samples with the addition of MS as a replacement for cement in the amount of 16%. The addition of GBFS had a negative effect on the ratio between strength and density of aerated concrete, i.e., reduced CCQ. While the complex additive MS:GBFS in the amount of 4%:4% and 8%:8% has characteristics similar to the control composition.
3.4. Thermal Conductivity
The results of determining the thermal conductivity of samples of non-autoclaved aerated concrete are presented in
Table 12.
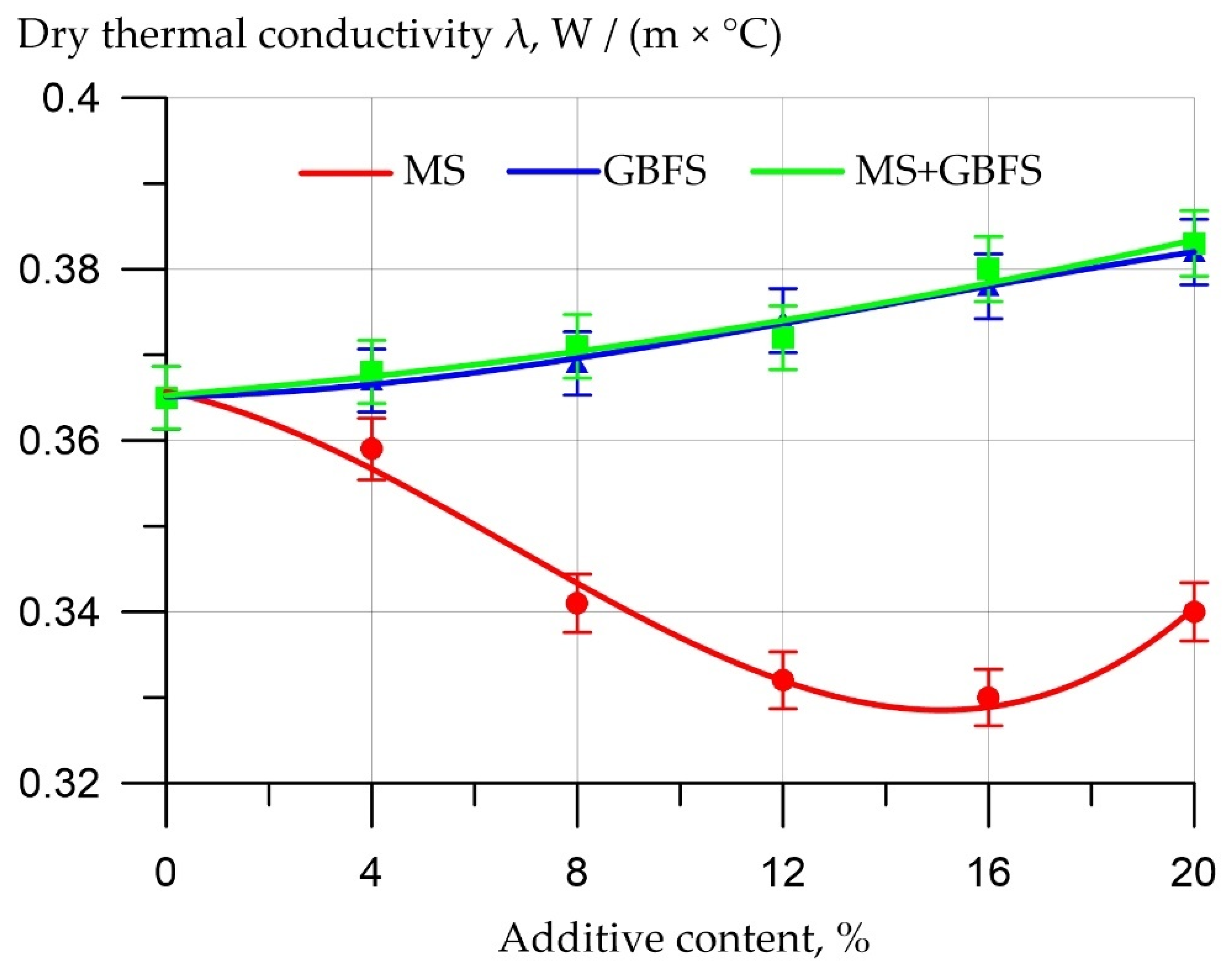
The dependences of the change in the thermal conductivity coefficients of compositions of type A, B, and AB are shown in
Figure 8.
Figure 8 shows that the best values of thermal conductivity coefficients are observed in compositions of type A.
Regression equations for thermal conductivity coefficients are given in Equations (9)–(11). The coefficient of determination is also quite high from 0.96 to 0.99.
Replacing cement with an MS additive in an amount of 16% provides the maximum reduction in thermal conductivity to 10%. Thus, in
Table 13, the values of changes in the thermal conductivity coefficients of the experimental compositions are given in percentage terms depending on the type and dosage of the additive.
Table 13 shows that the most significant influence on the change in the thermal conductivity coefficient is exerted by the addition of silica fume at its content in the range from 8% to 20%. The addition of ground blast-furnace slag and the MS:GBFS complex additive do not have a significant effect on the thermal conductivity coefficient and, in percentage terms, have almost the same degree of influence on the change in this indicator.
3.5. Microstructural Analysis
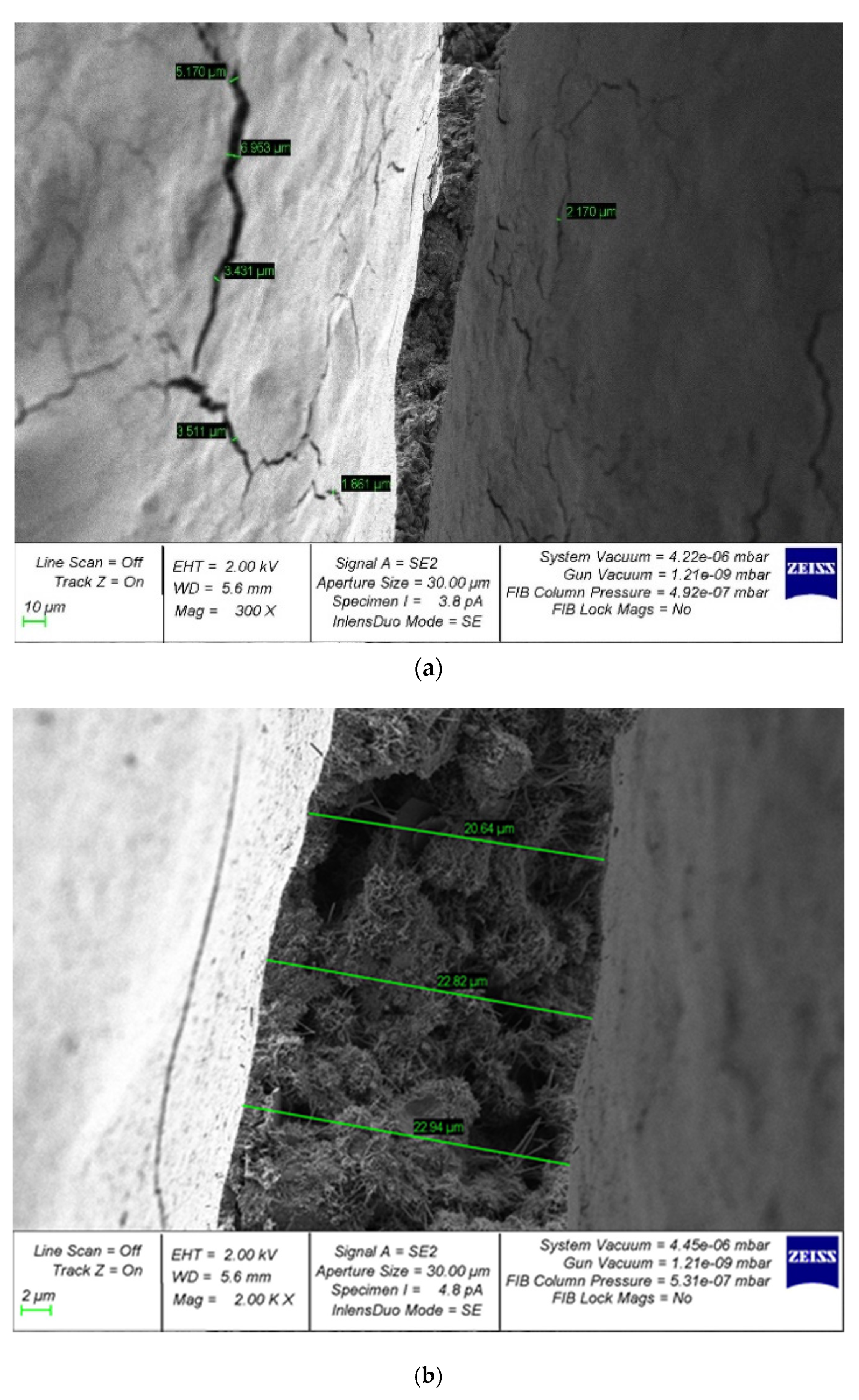
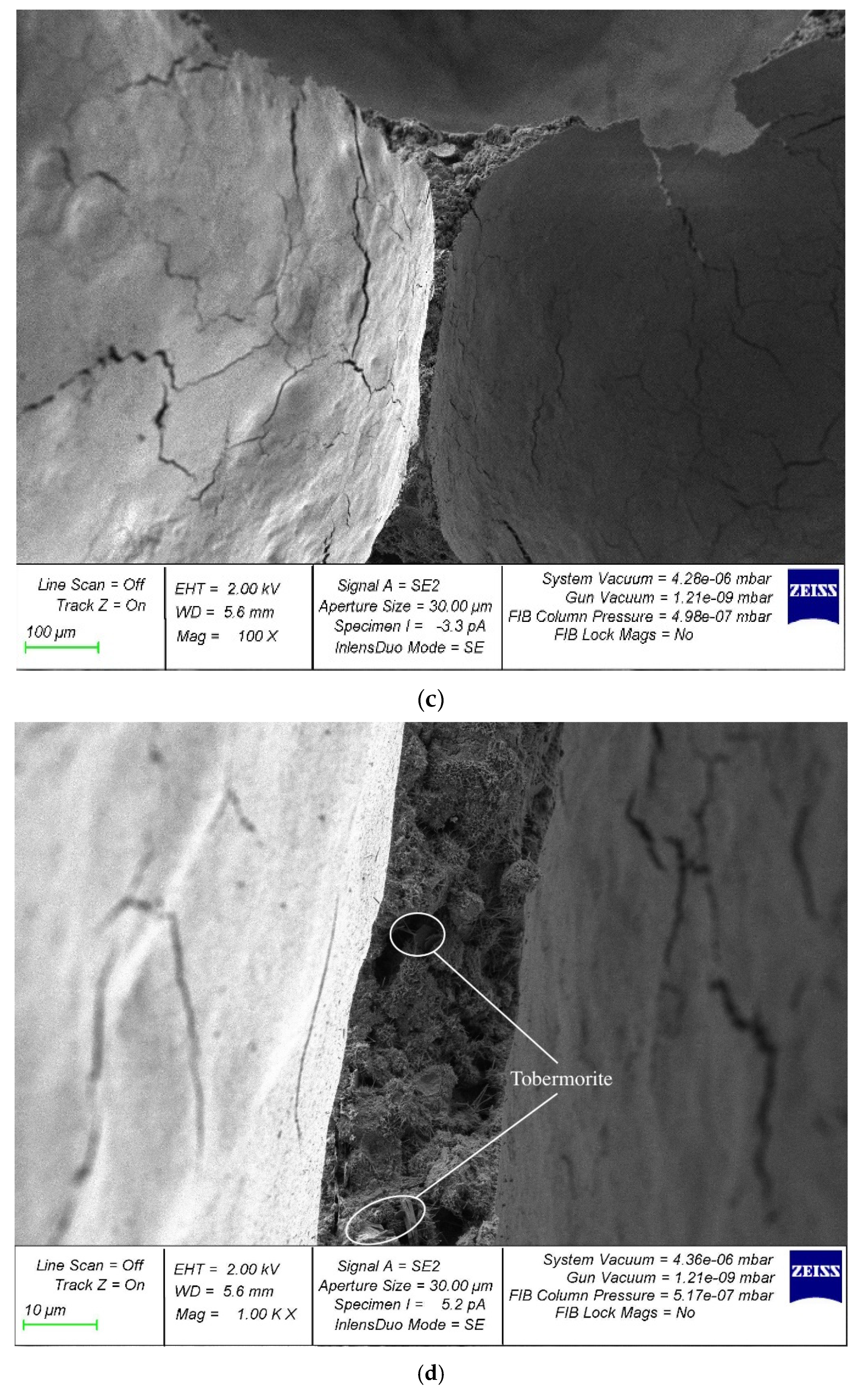
To better understand the microstructural behavior of the AAC samples, SEM tests were performed on the NAC sample of the control composition and the AAC type 4A sample with the best compressive strength, structural quality factor, and the lowest thermal conductivity value (
Figure 9).
As a rule, the microstructure of aerated concrete directly depends on the type and number of phases, the rate of hydration, the type of reaction products formed, and their distribution in the aerated concrete matrix [
24]. All these features depend primarily on the chemical composition of the raw materials used for the manufacture of aerated concrete mixtures and the hardening mode. Thus, an increase in the compressive strength of non-autoclaved aerated concrete samples with the addition of microsilica, introduced instead of part of the cement in an amount of 16%, can be explained by differences in the microstructure of the matrix due to changes in the morphology of tobermorite (
Figure 9).
In samples of the control composition (
Figure 9a,b), tobermorite crystals are predominantly acicular in shape. As for the samples of aerated concrete with the addition of microsilica, here, these crystals mainly have a lamellar shape (
Figure 9c,d).
Thus, according to the results of microstructural analysis, it can be concluded that the microsilica additive, introduced instead of part of the cement, provides a denser microstructure of non-autoclaved aerated concrete. The presence of a denser and more compact microstructure of the aerated concrete matrix leads to an increase in strength. This statement is consistent with some studies [
1,
2,
31], where the formation of C–S–H phases with different microstructure and morphology was observed, which has a significant effect on the compressive strength of aerated concrete.
4. Discussion
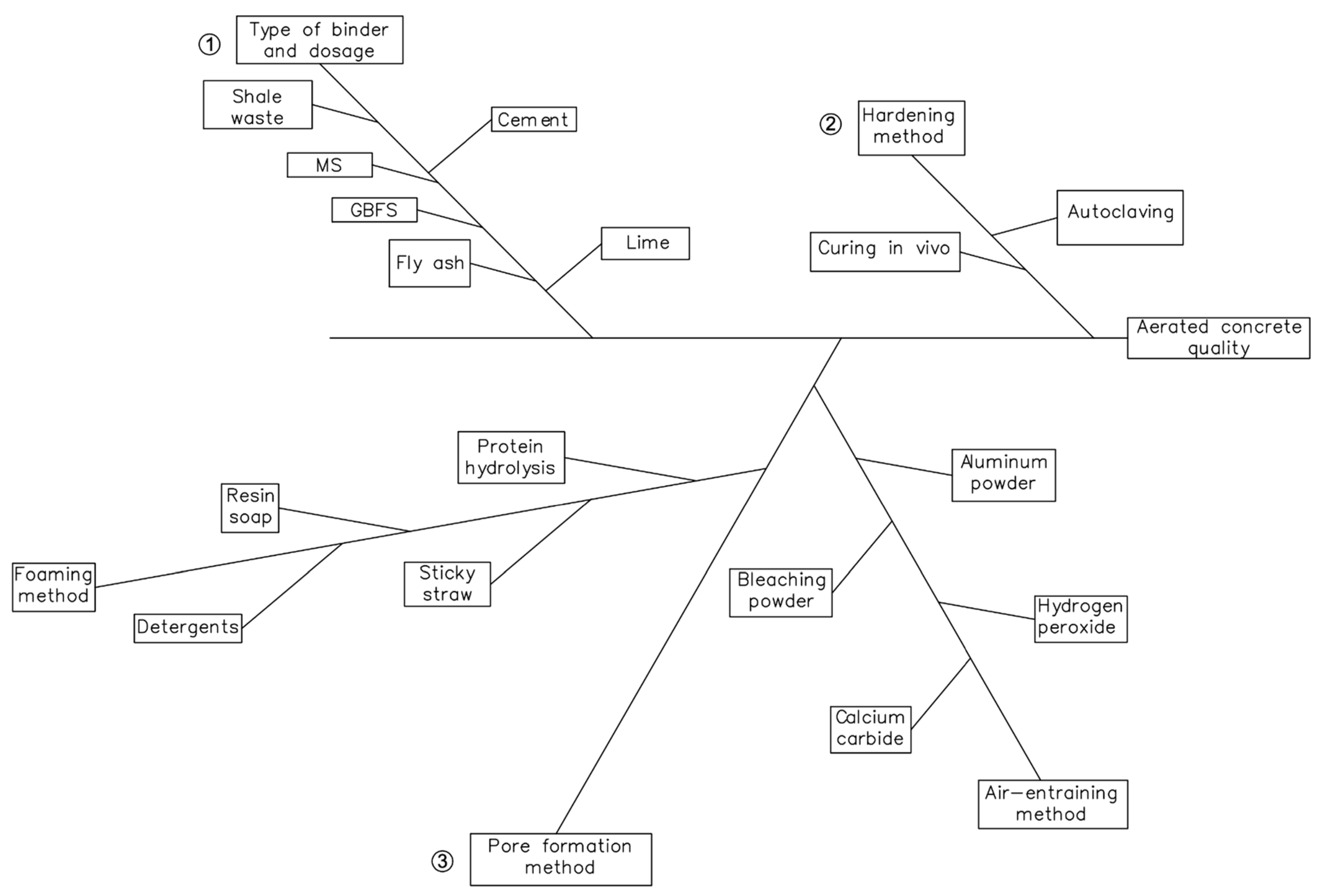
The theoretical and experimental work carried out requires a detailed analytical interpretation. Let us divide the analysis of the obtained results into two stages. The first stage will be a direct comparison of the results obtained and the construction of an analytical Ishikawa diagram based on the intermediate conclusions made. Let us present the Ishikawa diagram as a dependence of the quality of the obtained non-autoclaved aerated concrete on various prescription factors. The Ishikawa diagram is shown below in
Figure 10.
Analyzing
Figure 10, we note that the following prescription factors turned out to be the most important parameters—the type of powdered waste used and its dosage. At the same time, microsilica waste showed 44% better results than the complex additive and 53% better than the GBFS additive. In this regard, we have established rational recipe parameters both in qualitative and quantitative terms for non-autoclaved aerated concrete with improved strength.
Next, we compare our results with the results of other authors. The authors of [
40,
41,
42] suggested using prescription factors to improve the physical and mechanical properties of aerated concrete; the increase in compressive strength ranged from 16% to 22%. In the present study, the increase in the strength of aerated concrete due to prescription factors in comparison with the control composition was up to 46%.
Finally, we analyzed not only the qualitative and quantitative patterns of improving the quality of aerated concrete, but also analyzed the fundamental essence of the process of structure formation of non-autoclaved aerated concrete, which proved the good compatibility of the applied rational component, namely silica fume, for the best microstructure formation, which was confirmed at the micro level. That is, the particles proposed by us, which are modifiers of aerated concrete, act as crystallization centers, allowing you to create a dense packing of particles in interpore partitions, while simultaneously adjusting the correct rational pore structure and creating concrete not only with improved strength characteristics, but also with an improved structure.
In this regard, our study is scientifically new and practically significant, and deserves further development.


 ,
, 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}