
Micromagnetic Properties of Powder Metallurgically Produced Al Composites as a Fundamental Study for Additive Manufacturing


Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
3. Results
3.1. HIP
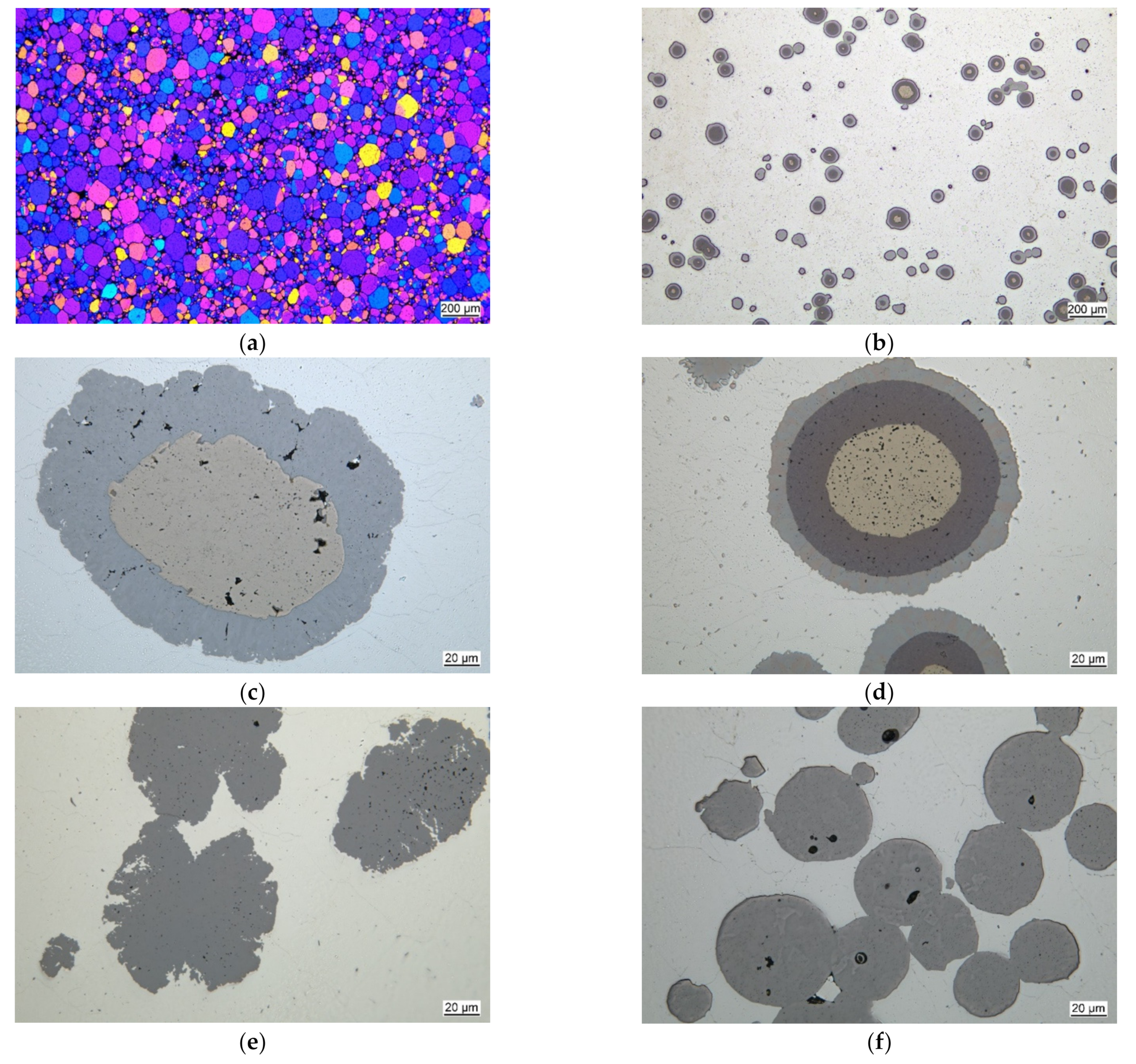
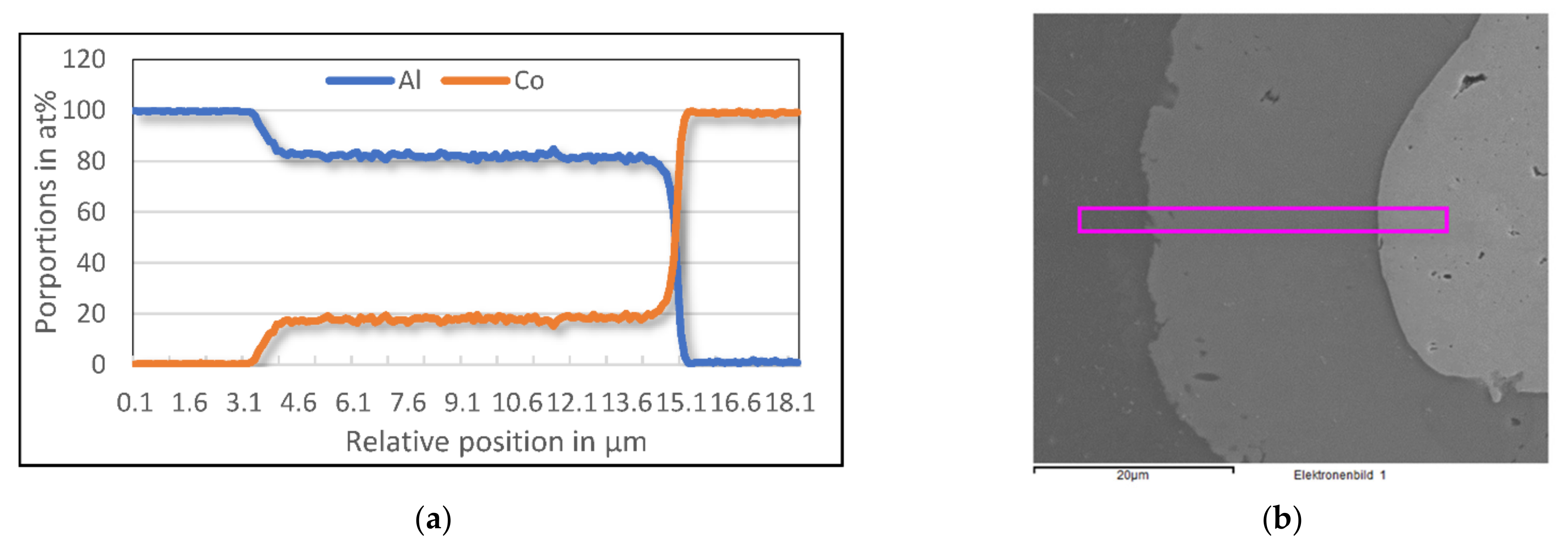
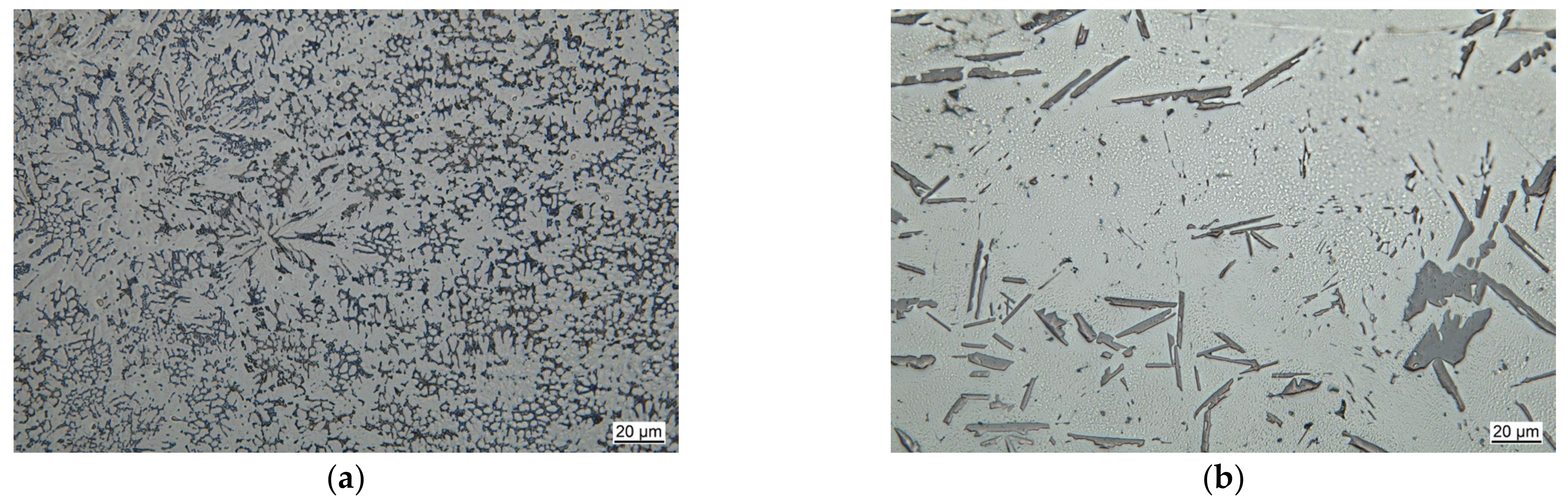
3.1.1. Microstructure
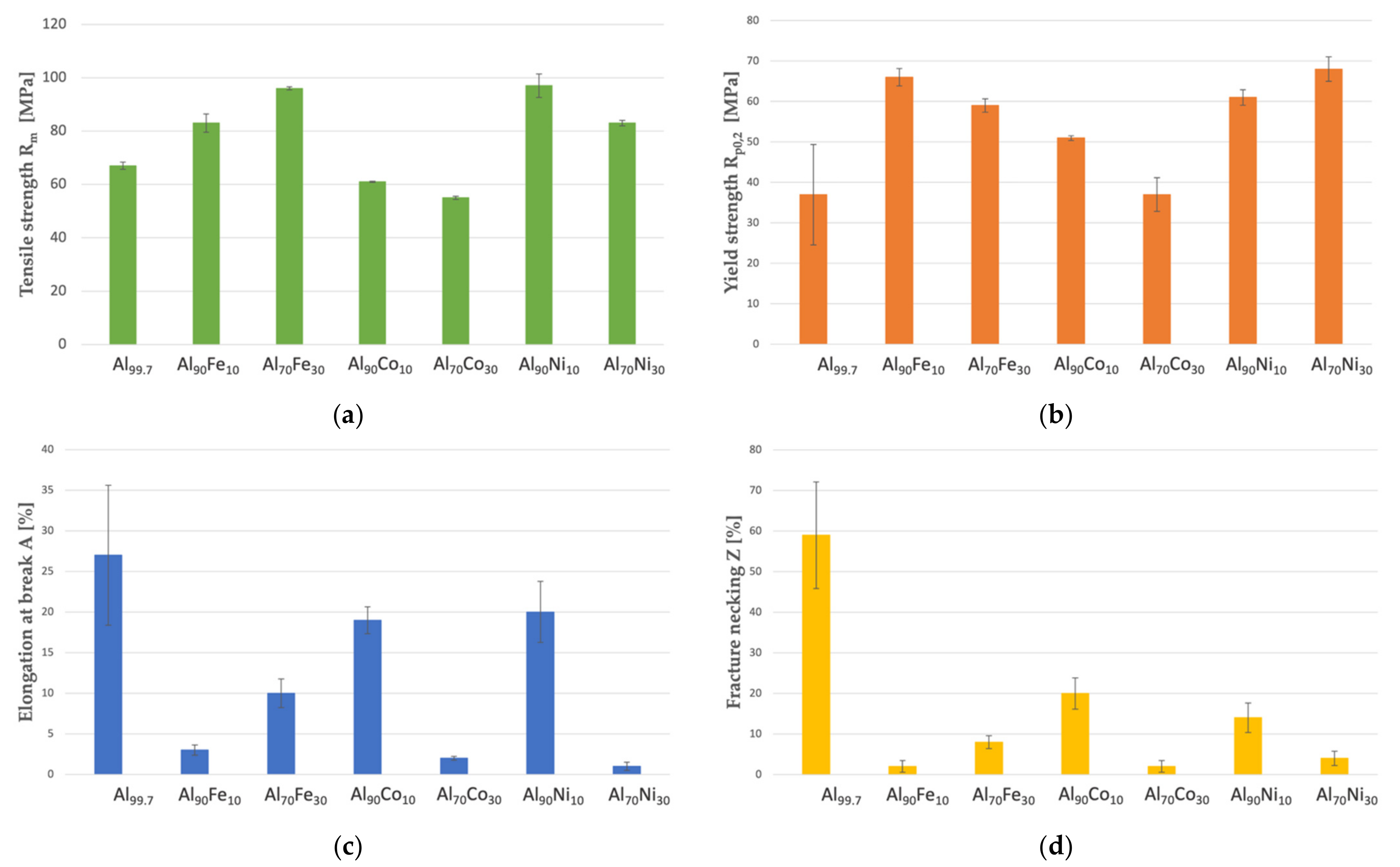
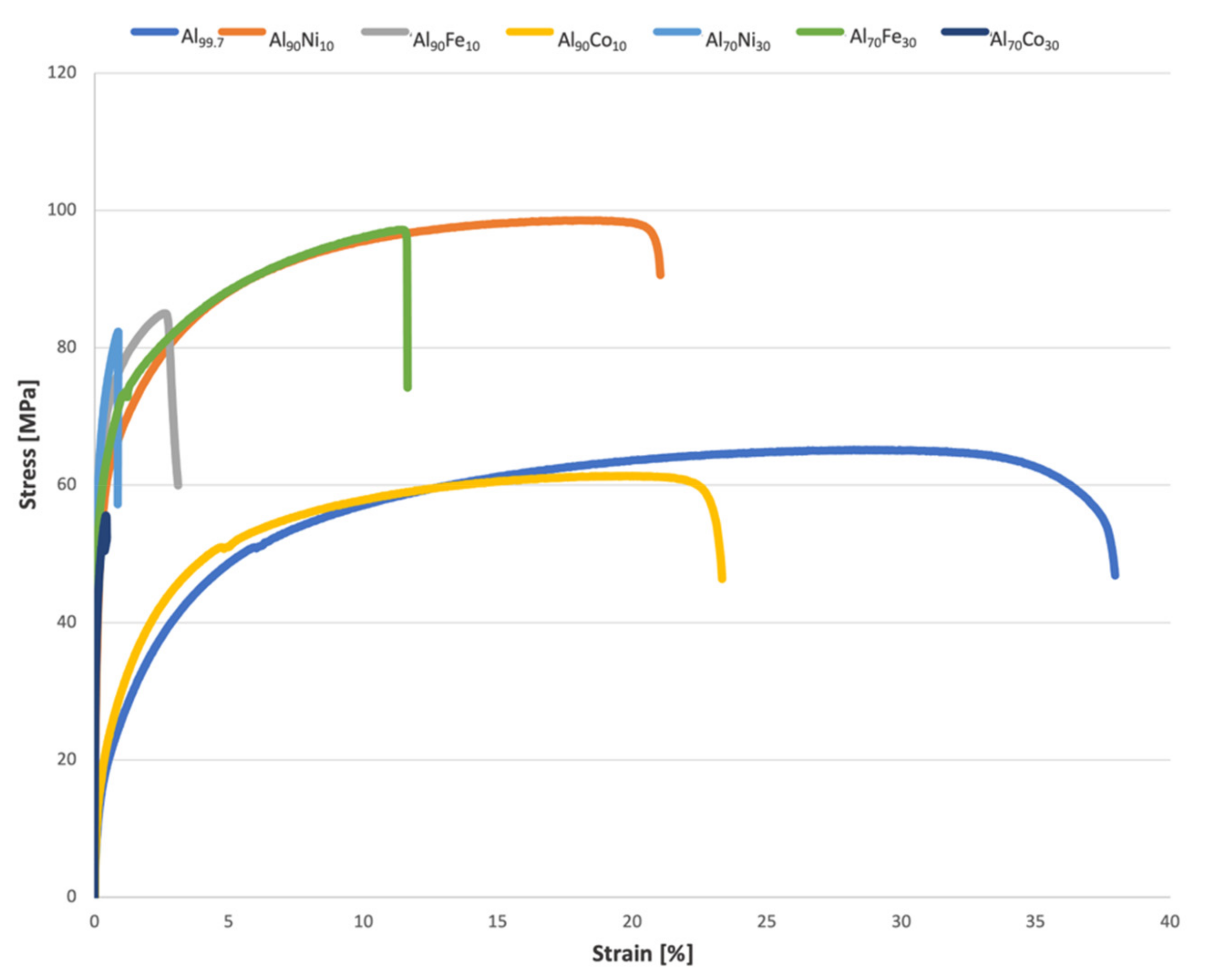
3.1.2. Mechanical Properties
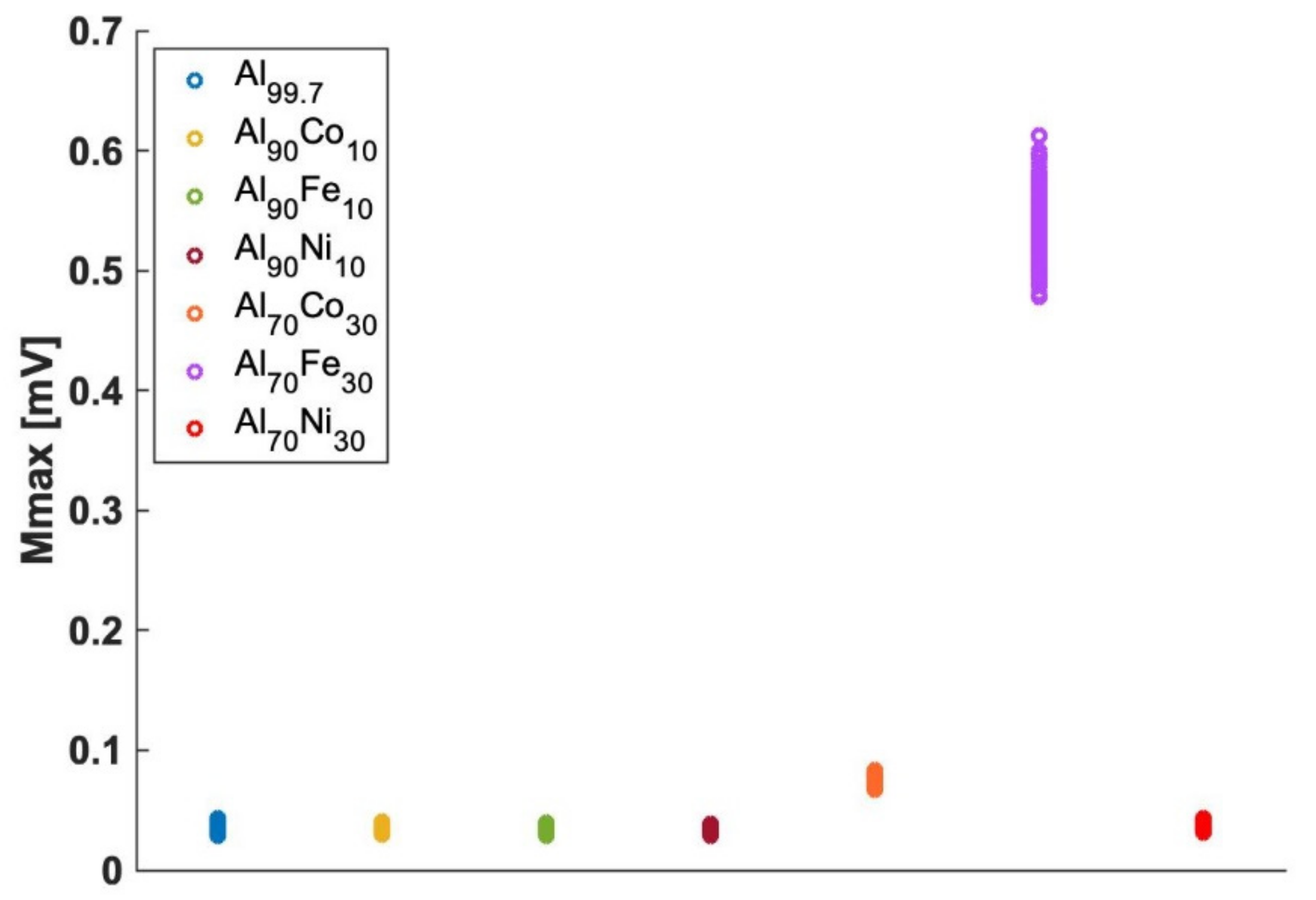
3.1.3. Magnetic Properties
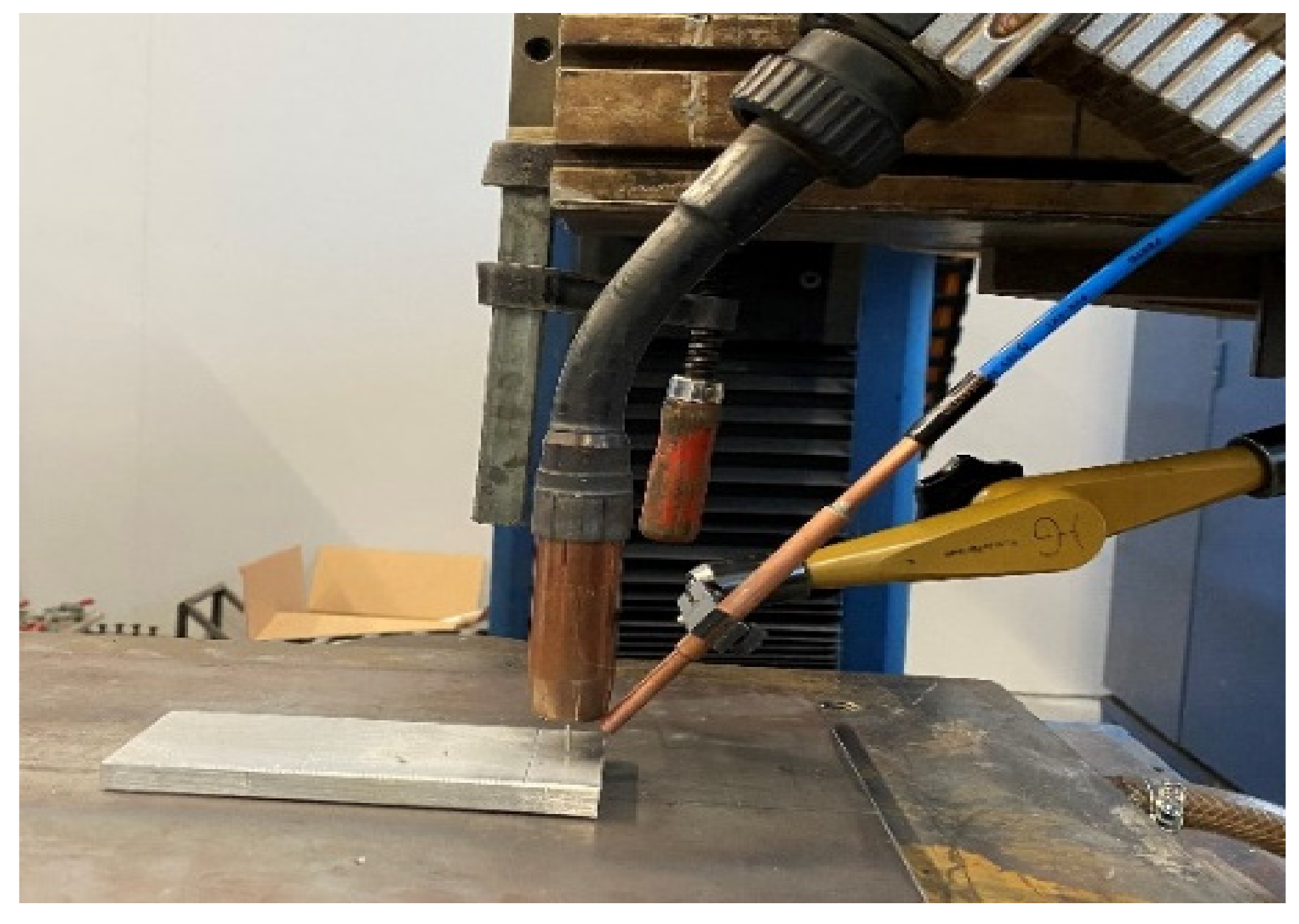
3.2. Welding Implantation
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ostermann, F. Anwendungstechnologie Aluminium; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Szielasko, K. Entwicklung Messtechnicher Module zur Mehrparametrischen Elektromagnetischen Werkstoffcharakterisierung Und-Prüfung. Ph.D. Thesis, Universität des Saarlandes, Saarbrücken, Germany, 2009. [Google Scholar]
- Barkhausen, H. Zwei mit Hilfe der neuen Verstärker entdeckte Erscheinungen, Physikalische Zeitschrift. Phys. Z. 1919, 20, 401–403. [Google Scholar]
- Tschuncky, R. Sensor-und Geräteunabhängige Kalibrierung Elektromagnetischer Zerstörungsfreier Prüfverfahren zur Praxisorientierten Werkstoffcharakterisierung. Ph.D. Thesis, Universität des Saarlandes, Saarbrücken, Germany, 2011. [Google Scholar]
- Boller, C.; Alpeter, I.; Dobmann, G.; Rabung, J.; Schreiber, J.; Szielasko, K.; Tschuncky, R. Electromagnetism as a means for understanding materials mechanics phenomena in magnetic materials. Mater. Werkst. 2011, 42, 269–278. [Google Scholar] [CrossRef]
- 14.03.2014; Versuch MagMat: Magnetische Eigenschaften der Materialien (IGP). Institut für Werkstofftechnik: Ilmenau, Germany, 2014.
- Romero, A.; Morales, A.; Herranz, G. Enhancing Properties of Soft Magnetic Materials: A Study into Hot Isostatic Pressing and Sintering Atmosphere Influences. Metals 2021, 11, 643. [Google Scholar] [CrossRef]
- Ma, J.; Qin, M.; Zhang, L.; Tian, L.; Ding, X.; Qu, X. Improvements in magnetic performance and sintered density of metal injection-molded soft magnetic alloy by hot isostatic pressing. Mater. Lett. 2014, 125, 227–230. [Google Scholar] [CrossRef]
- Atkins, H.; Davies, S. Fundamental Aspects of Hot Isostatic Pressing: An Overview. Metall. Mater. Trans. A 2000, 31, 2981–3000. [Google Scholar] [CrossRef]
- Bocanegra-Bernal, M.H. Review—Hot Isostatic Pressing (HIP) technology and its applications to metals and ceramics. J. Mater. Sci. 2004, 39, 6399–6420. [Google Scholar] [CrossRef]
- Rabin, B.H.; Wright, R.N. Microstructure and Tensile Properties of Fe3Al Produced by Combustion Synthesis/Hot Isostaic Pressing. Metall. Trans. A 1992, 32, 35–40. [Google Scholar] [CrossRef]
- Gedevanishvili, S.; Deevi, S.C. Processing of iron aluminides by pressureless sintering through Fe + Al elemental route. Mater. Sci. Eng. 2002, 325, 163–176. [Google Scholar] [CrossRef]
- Steffens, H.; Dammer, R.; Fischer, U. Post Treatment of Metal Momposites by Hot Isostatic Pressing. Surf. Eng. 1988, 4, 39–43. [Google Scholar] [CrossRef]
- Cherepova, T.; Dmitrieva, G.; Tisov, O.; Kindrachuk, M. Research on the properties of Co-TiC and Ni-TiC HIP-sintered alloys. Acta Mech. Autom. 2019, 13, 57–67. [Google Scholar] [CrossRef] [Green Version]
- Zhang, H.; Wang, A.; Wen, Z.; Yue, Z.; Zhang, C. Effects of Hot Isostatic Pressing (HIP) on Microstructure and Mechanical Properties of K403 Nickel-based Superalloy. High Temp. Mater. Process. 2015, 35, 463–471. [Google Scholar] [CrossRef]
- Gwyer, A.G. Über die legierungen des aluminiums mit kupfer, eisen, nickel, kobalt, blei und cadmium. Z. Anorg. Chem. 1908, 57, 113–153. [Google Scholar] [CrossRef] [Green Version]
- Hall, R.C. Single crystal anisotropy and magnetostriction constants of several ferromagnetic materials including alloys of NiFe, SiFe, AlFe, CoNi, and CoFe. J. Appl. Phys. 1959, 30, 816–819. [Google Scholar] [CrossRef]
- Zhu, S.M.; Tamura, M.; Sakamoto, K.; Iwasaki, K. Characterization of Fe3Al-based intermetallic alloys fabricated by mechanical alloying and HIP consolidation. Mater. Sci. Eng. A 2000, 292, 83–89. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Bose, S. Additive Manufacturing; Taylor & Francis Group: Boca Raton, FL, USA, 2020. [Google Scholar]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies; Springer Science + Buisness Media: New York, NY, USA, 2010. [Google Scholar]
- Kuryntsev, S. A review: Laser welding of dissimilar materials (Al/Fe, Al/Ti, Al/Cu)—Methods and techniques, microstructure and properties. Materials 2021, 15, 122. [Google Scholar] [CrossRef] [PubMed]
- Watanabe, M.; Kumai, S.; Aizawa, T. Interfacial microstructure of magnetic pressure seam welded Al-Fe, Al-Ni and Al-Cu lap joints. In Materials Science Forum; Trans Tech Publications Ltd.: Freinbach, Switzerland, 2006; Volume 519, pp. 1145–1150. [Google Scholar]
- Kokolis, J.; Chakmakchi, M.; Theocharopoulos, A.; Prombonas, A.; Zinelis, S. Mechanical and interfacial characterization of laser welded Co-Cr alloy with different joint configurations. J. Adv. Prosthodont. 2015, 7, 39–46. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Loh, N.L.; Sia, K.Y. An overview of hot isostatic pressing. J. Mater. Process. Technol. 1992, 30, 45–65. [Google Scholar] [CrossRef]
- European Powder Metallurgy Association. Einführung in Die PM/HIP-Technologie; European Powder Metallurgy Association: Brussels, Belgium, 2014. [Google Scholar]
- Kallenbach, E.; Eick, R.; Quendt, P. Elektromagnete; B.G. Teubener: Stuttgart, Germany, 1994. [Google Scholar]
- Hagl, R. Elektrische Antriebstechnik; Carl Hanser Verlag: München, Germany, 2021. [Google Scholar]
- Schmidt, H. Simulation von Elektromagneten mit FEMM und Modelica; Carl Hanser Verlag: München, Germany, 2019. [Google Scholar]
- Becker, R.; Döring, W. Ferromagnetismus; Julius Springer: Berlin, Germany, 1939. [Google Scholar]
- Schatt, W.; Wieters, K.-P.; Kieback, B. Pulvermetallurgie; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- WAB. Available online: https://www.wab-group.com/de/mischtechnik/3d-schuettelmischer/produkt/turbula/ (accessed on 14 June 2022).
- Schrüfer, E.; Reindl, L.; Zagar, B. Elektrische Messtechnik: Messung Elektrischer und Nichtelektrischer Größen; Carl Hanser Verlag: München, Germany, 2018. [Google Scholar]
- ALUNOX Schweißtechnik GmbH. AX-5754 AX-AlMg3; ALUNOX Schweißtechnik GmbH: Willich, Germany, 2013. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Lattice Structure | Magnetic Permeability μ | Saturation Polarisation JS [T] | Curie Temperature TC [°C] |
|---|---|---|---|---|
| Fe | bcc | 250–680 | 2.15 | 1043 |
| Co | hcp | 80–200 | 1.76 | 1393 |
| Ni | fcc | 280–2500 | 0.61 | 631 |
| Test Number | Material | Mass Fractions [%] |
|---|---|---|
| 1 | Al | 100 |
| 2 | Al | 90 |
| Fe | 10 | |
| 3 | Al | 90 |
| Co | 10 | |
| 4 | Al | 90 |
| Ni | 10 | |
| 5 | Al | 70 |
| Fe | 30 | |
| 6 | Al | 70 |
| Ni | 30 | |
| 7 | Al | 70 |
| Co | 30 |
| Element | Al | Mg | Mn | Cr | Ti |
|---|---|---|---|---|---|
| Mass fractions [%] | basis | 3.00 | 0.30 | 0.10 | 0.13 |
| Process | Puls | |
|---|---|---|
| Protective gas | argon | |
| Forward speed of torch | [cm/min] | 30.00 |
| Forward speed of wire [m/min] | [m/min] | 9.50 |
| Voltage | [V] | 21.50 |
| Current | [A] | 152.00 |
| Gas supply | [L/min] | 4.00 |
| Powder supply | [g/min] | 60.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gräbner, M.; Wiche, H.; Treutler, K.; Wesling, V. Micromagnetic Properties of Powder Metallurgically Produced Al Composites as a Fundamental Study for Additive Manufacturing. Appl. Sci. 2022, 12, 6695. https://doi.org/10.3390/app12136695
Gräbner M, Wiche H, Treutler K, Wesling V. Micromagnetic Properties of Powder Metallurgically Produced Al Composites as a Fundamental Study for Additive Manufacturing. Applied Sciences. 2022; 12(13):6695. https://doi.org/10.3390/app12136695
Chicago/Turabian StyleGräbner, Maraike, Henning Wiche, Kai Treutler, and Volker Wesling. 2022. "Micromagnetic Properties of Powder Metallurgically Produced Al Composites as a Fundamental Study for Additive Manufacturing" Applied Sciences 12, no. 13: 6695. https://doi.org/10.3390/app12136695