
Research on a Fiber Corner Compensation Algorithm in a 3D Printing Layer of Continuous Fiber-Reinforced Composite Materials


Abstract
:1. Introduction
2. Research Base
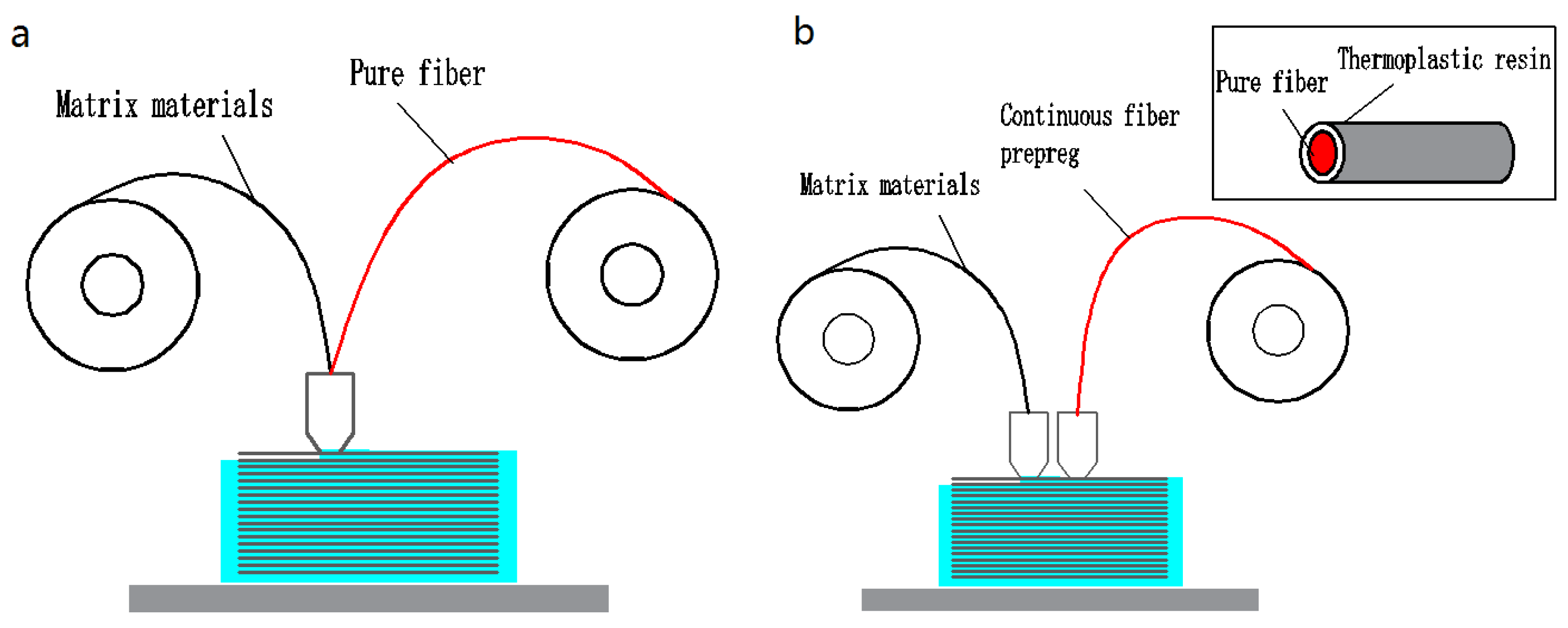
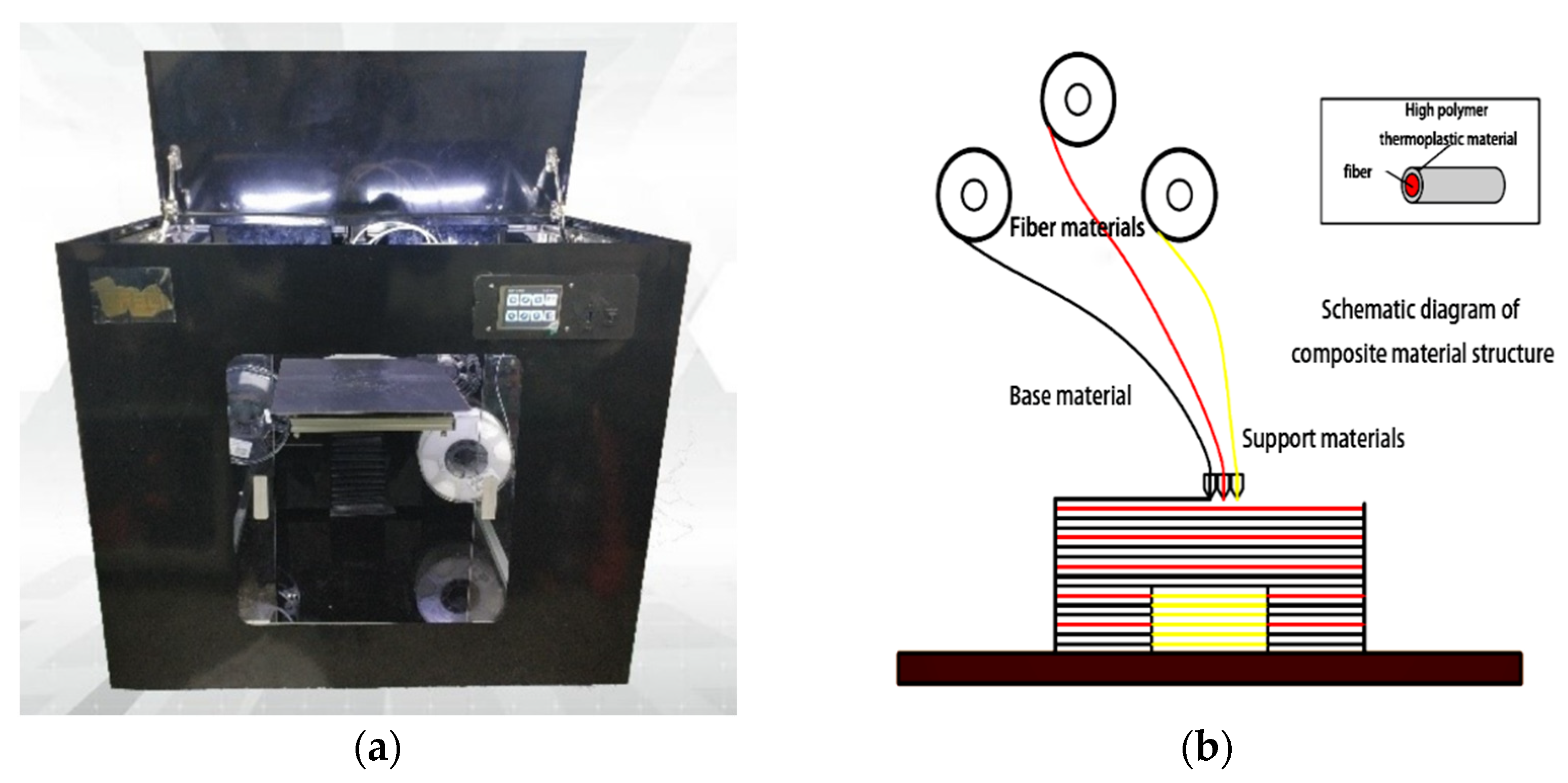
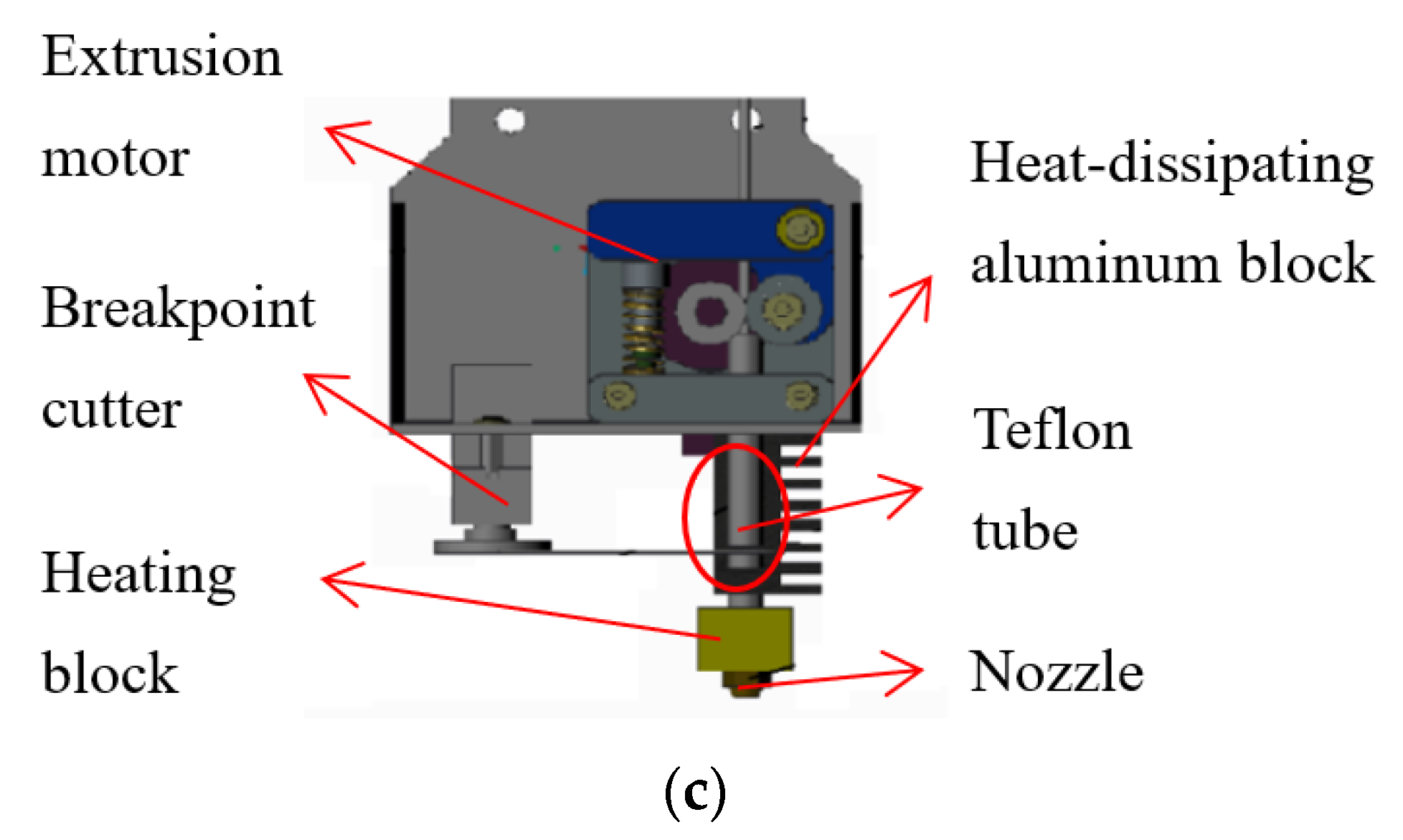
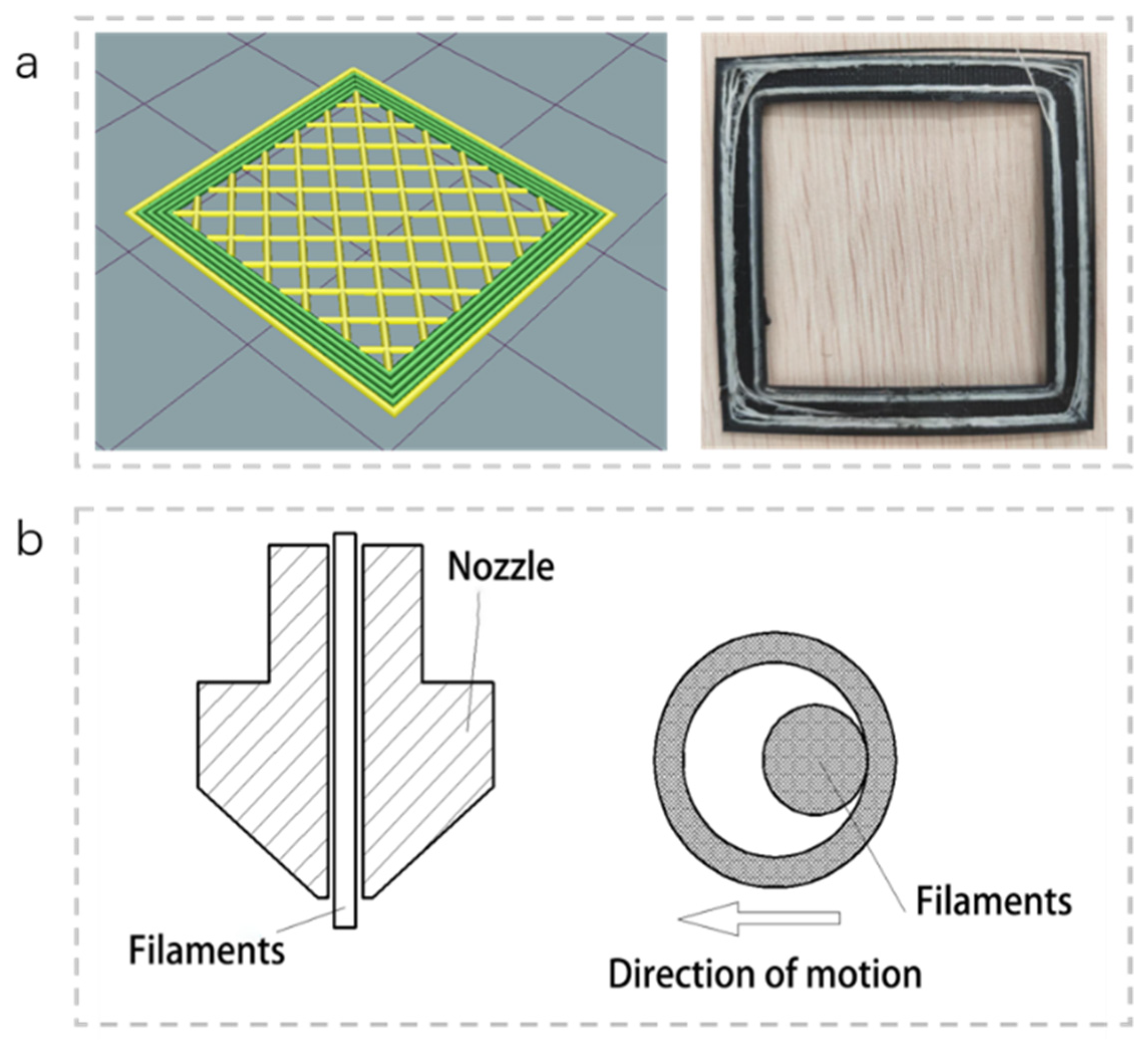
2.1. “Independent Extrusion” Printing Principle of FFF CFRC
2.2. Principle of the CFRF Filling Algorithm
2.3. Present Situation and Analysis
3. Optimization and Analysis
3.1. Corner Optimization Theory
- (1)
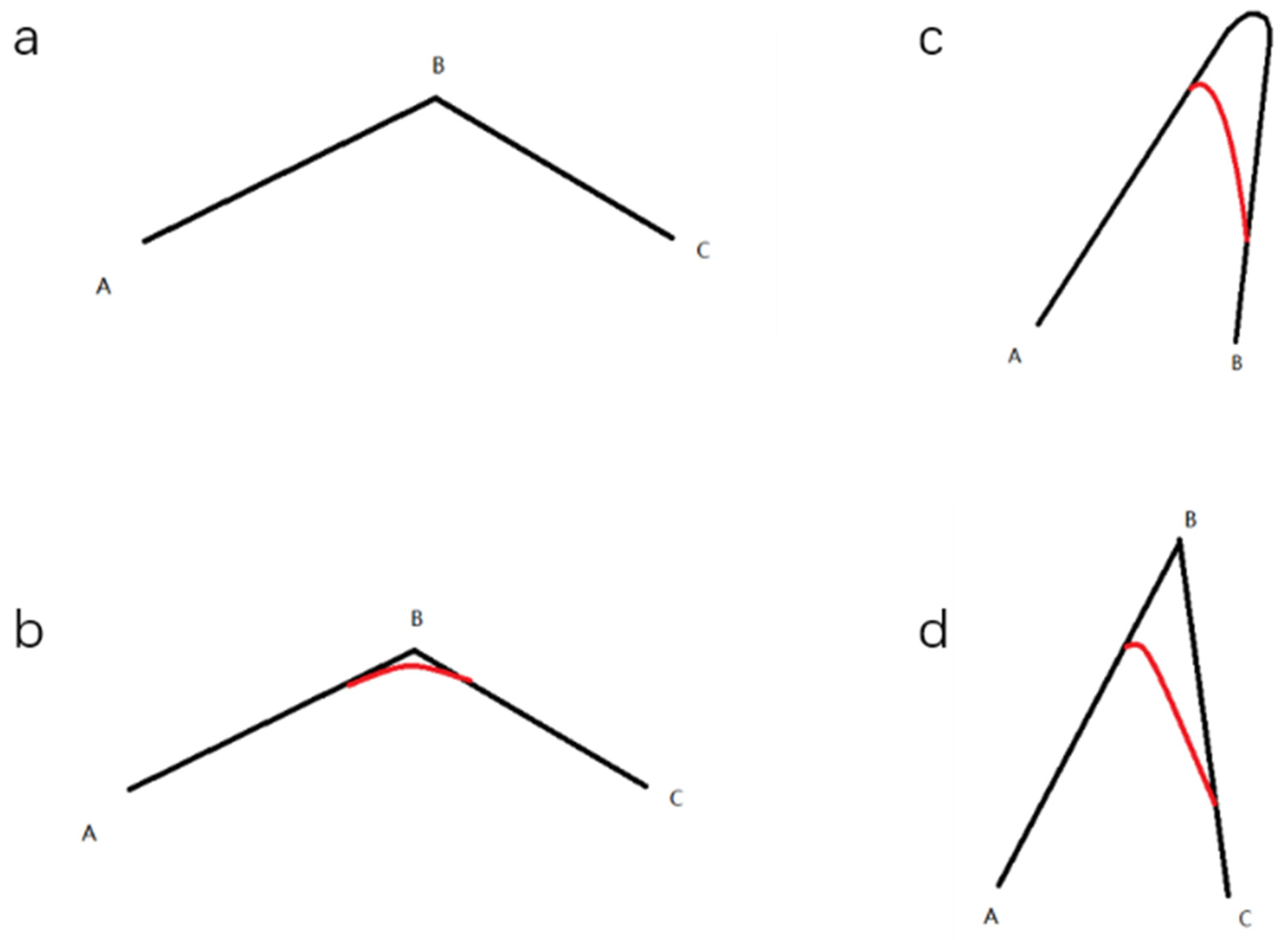
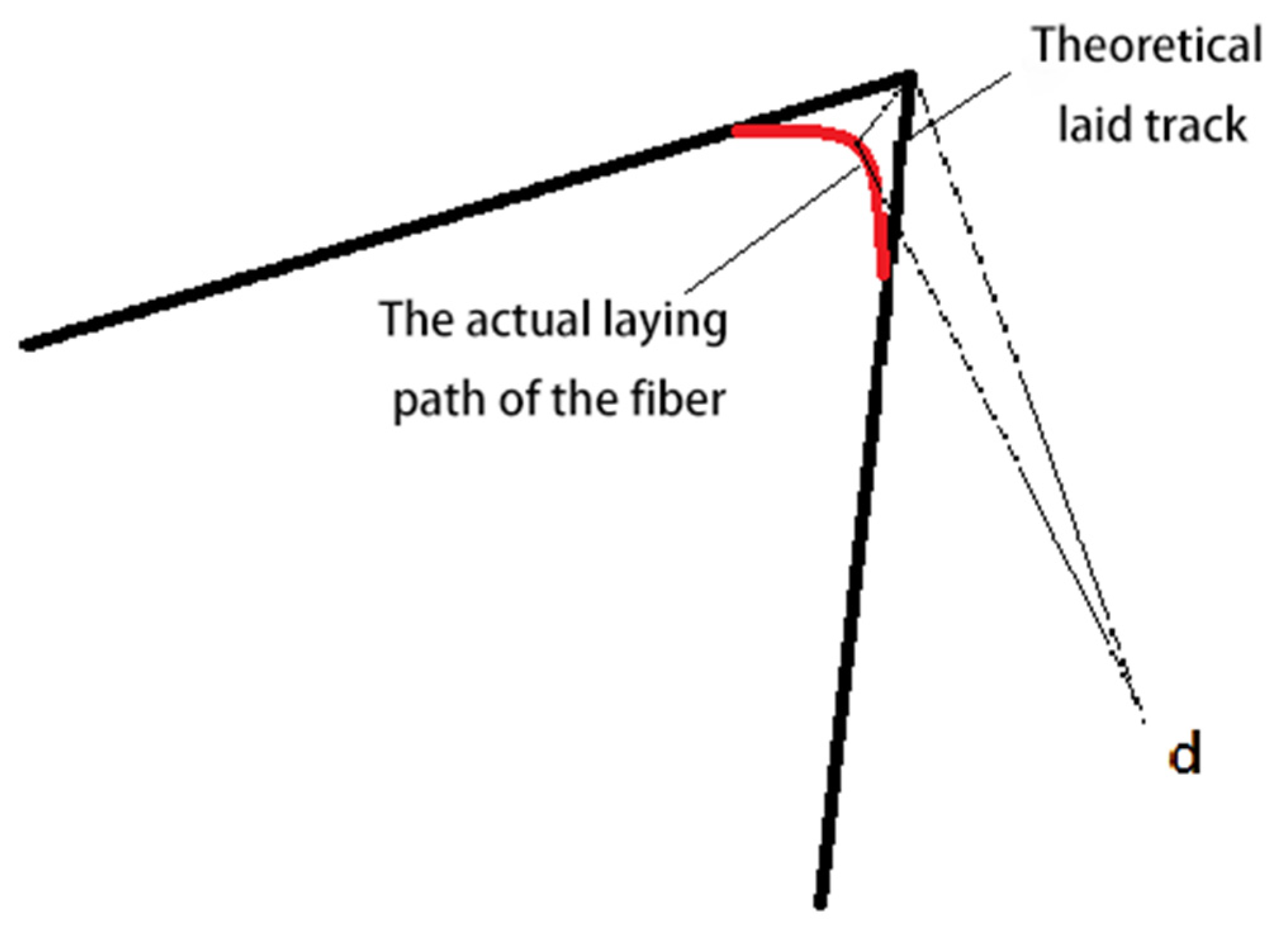
- The length of BC is much larger than d, and the angle B is obtuse: The comparison between the actual printing condition and the ideal path is shown in Figure 5b. As can be seen from Figure 5b, the error value of BC is much smaller than d due to the large corner angle, which has little impact on the path characteristics and small error accumulation. In this case, there is no need for optimization.
- (2)
- Length of BC and close to or less than d, and angle B is the obtuse angle: the situation of the actual printing compared with the ideal path as shown in Figure 5c, this situation often occurs on the minimum curvature radius of the circular arc (the circular slice in the path of the line for the multiple angle is close to 180°). It can be seen from the figure that, due to the limited side length, it is not sufficient to pull the CFRF to the correct path in time, resulting in a large error. When this happens on the minimum curvature radius of the circular arc, there will often be many similar corner points in the follow-up, which means that the error will continue to accumulate. So, there is a need to optimize paths in this situation.
- (3)
- Angle B is an acute angle: The comparison between the actual printing condition and the ideal path is shown in Figure 5c. It can be seen from the figure that this condition has a great influence on the accuracy of path characteristics, and the error generated is close to d, which is also large, so it needs to be optimized.
- (1)
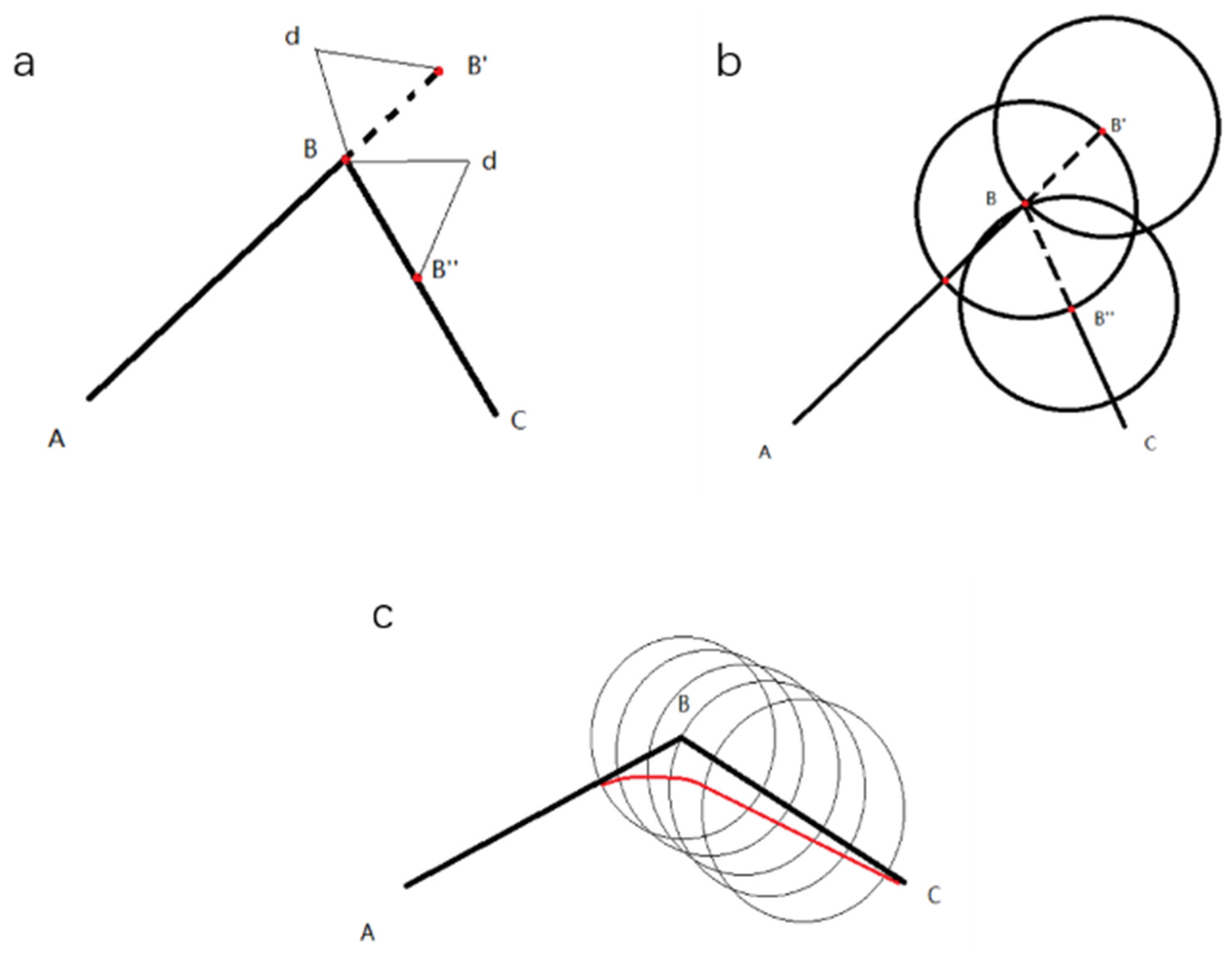
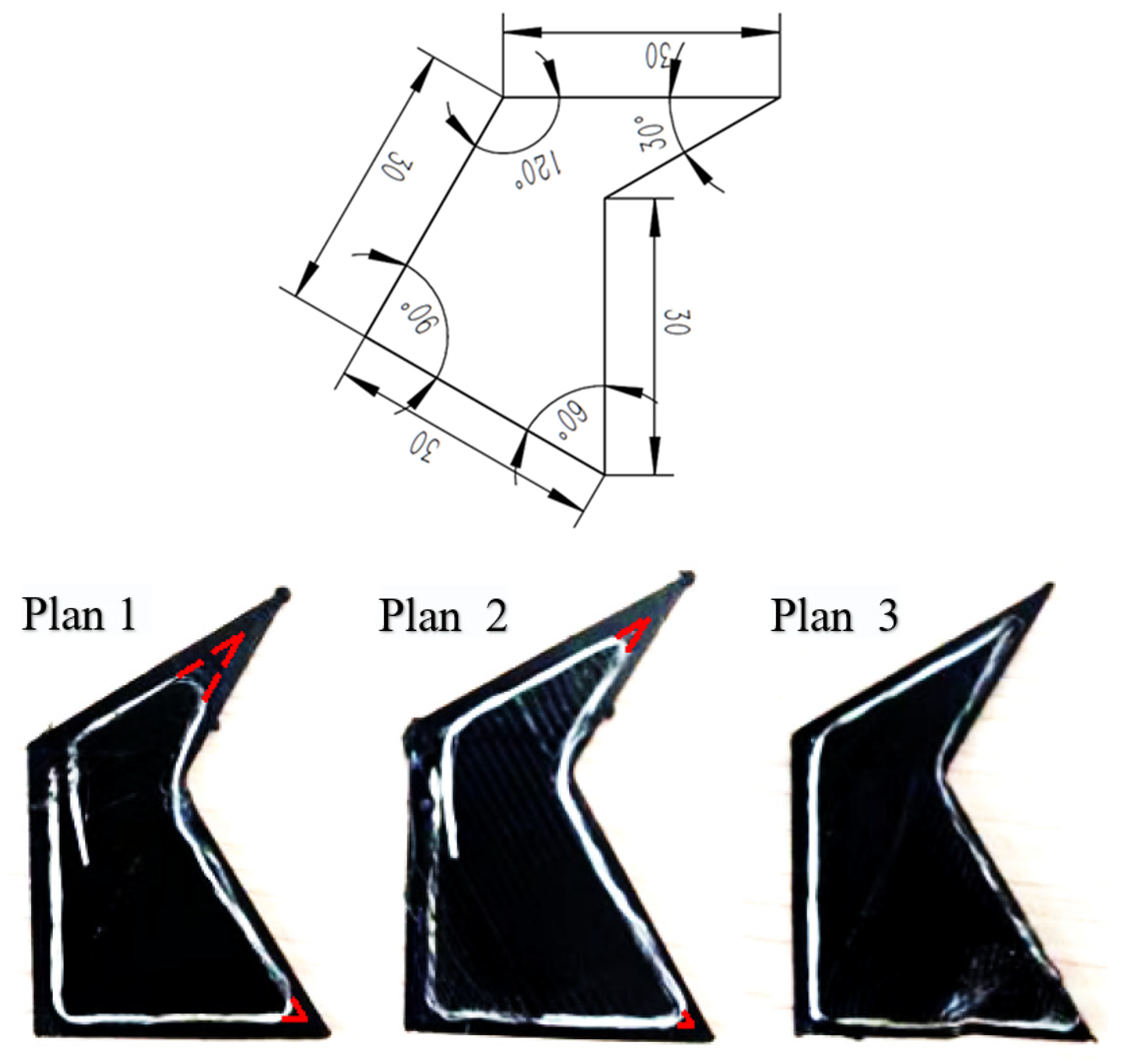
- Optimization of the acute angle: by analyzing the comparison between the theoretical path and practical path of the acute angle, the compensation-regression optimization method is adopted, that is, one edge before the corner is extended from point B with a length of d to obtain the new point B’, and the next edge is extended with a length of d from point B to obtain B’’, as shown in Figure 6a.
- (2)
- Small arc optimization: small arc optimization requires that attention be paid to two points: first, the small arc corners are many, if they are the same as in the acute angle optimization method, which will greatly increase the amount of data, increase the g-code, increase the printing time, and may also cause machine vibration. Second, the error caused by a single small corner is not big; its main influence lies in the error accumulation of all corners in the whole circle. According to the above characteristics, the following optimization method is proposed: extend the original vertex B by d along the direction of AB, and the new point B’ obtained will replace point B.
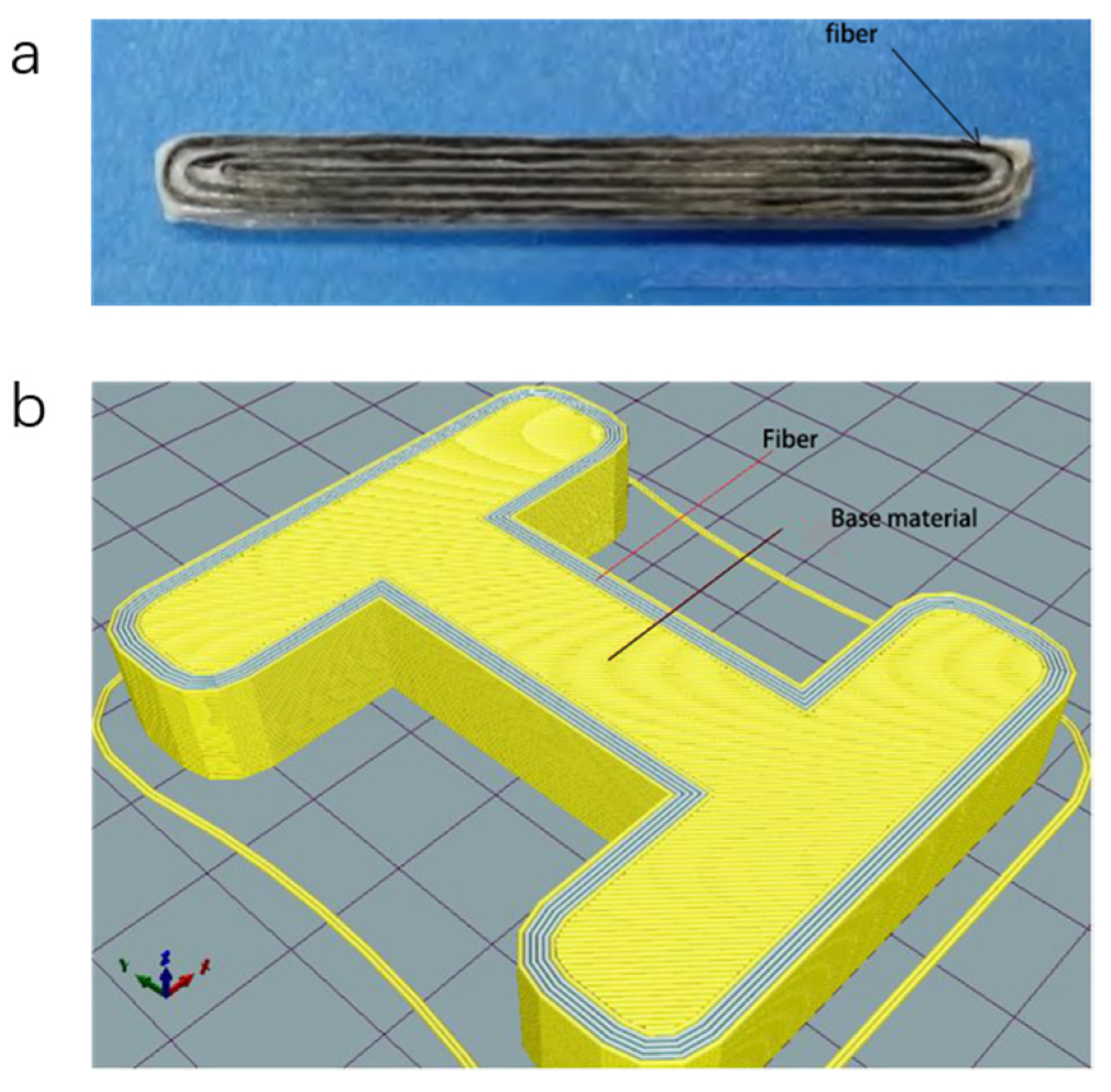
3.2. Verify Printing Effect
3.2.1. Printing Fit Test
3.2.2. Print Reliability Test
4. Conclusions
- (1)
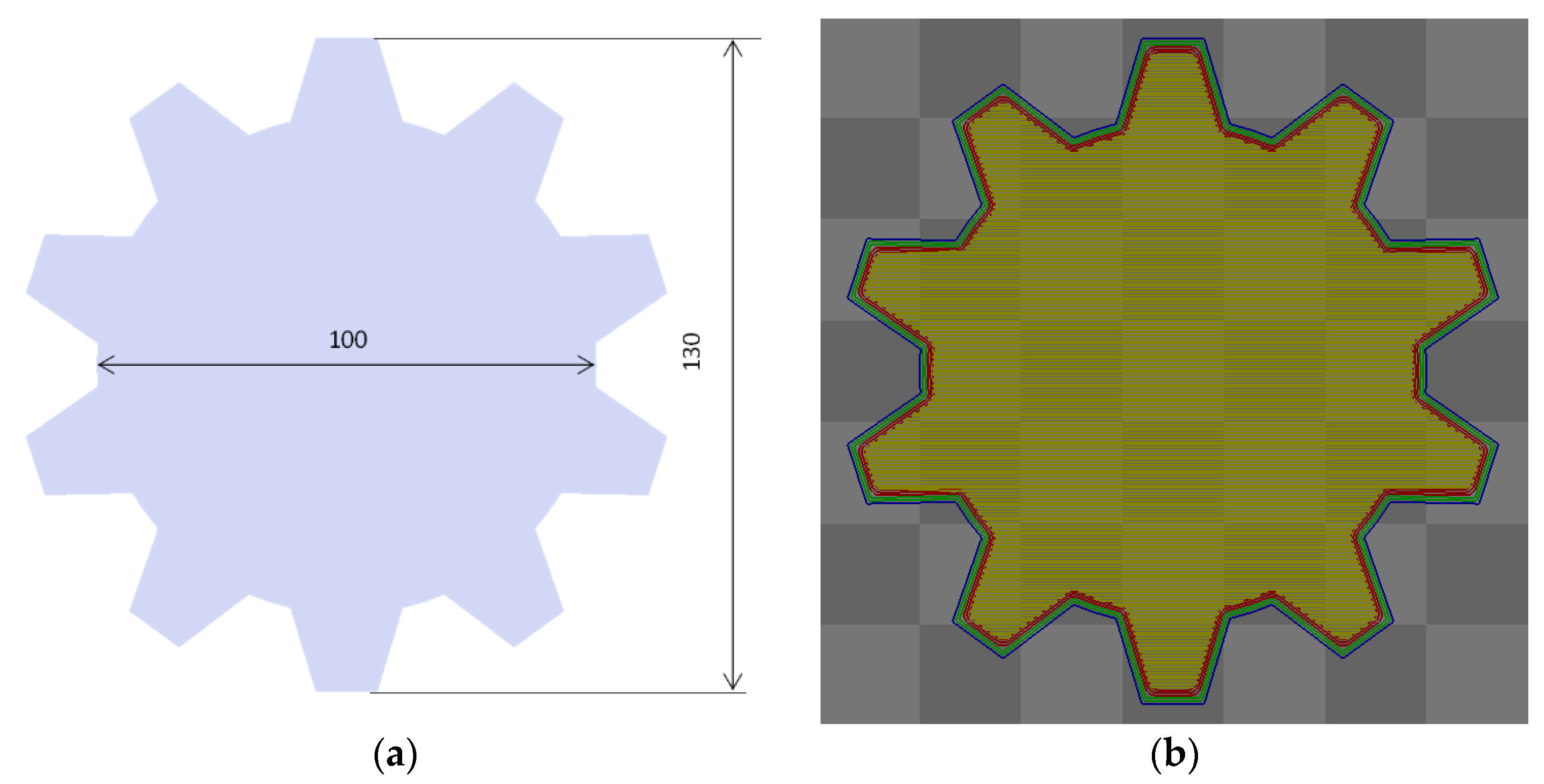
- Through path simulation, the proposed corner optimization algorithm can effectively improve the laying accuracy of CFRF at corners. The printing fault caused by the long-distance printing accumulation error of CFRF was solved in the process of 3D printing.
- (2)
- According to the analysis of the results of typical specimens with printing fit, with the increase in printing angle, the fit between the actual track and the theoretical track gradually increases. At an angle of 30°, printing fit was increased by more than 90%.
- (3)
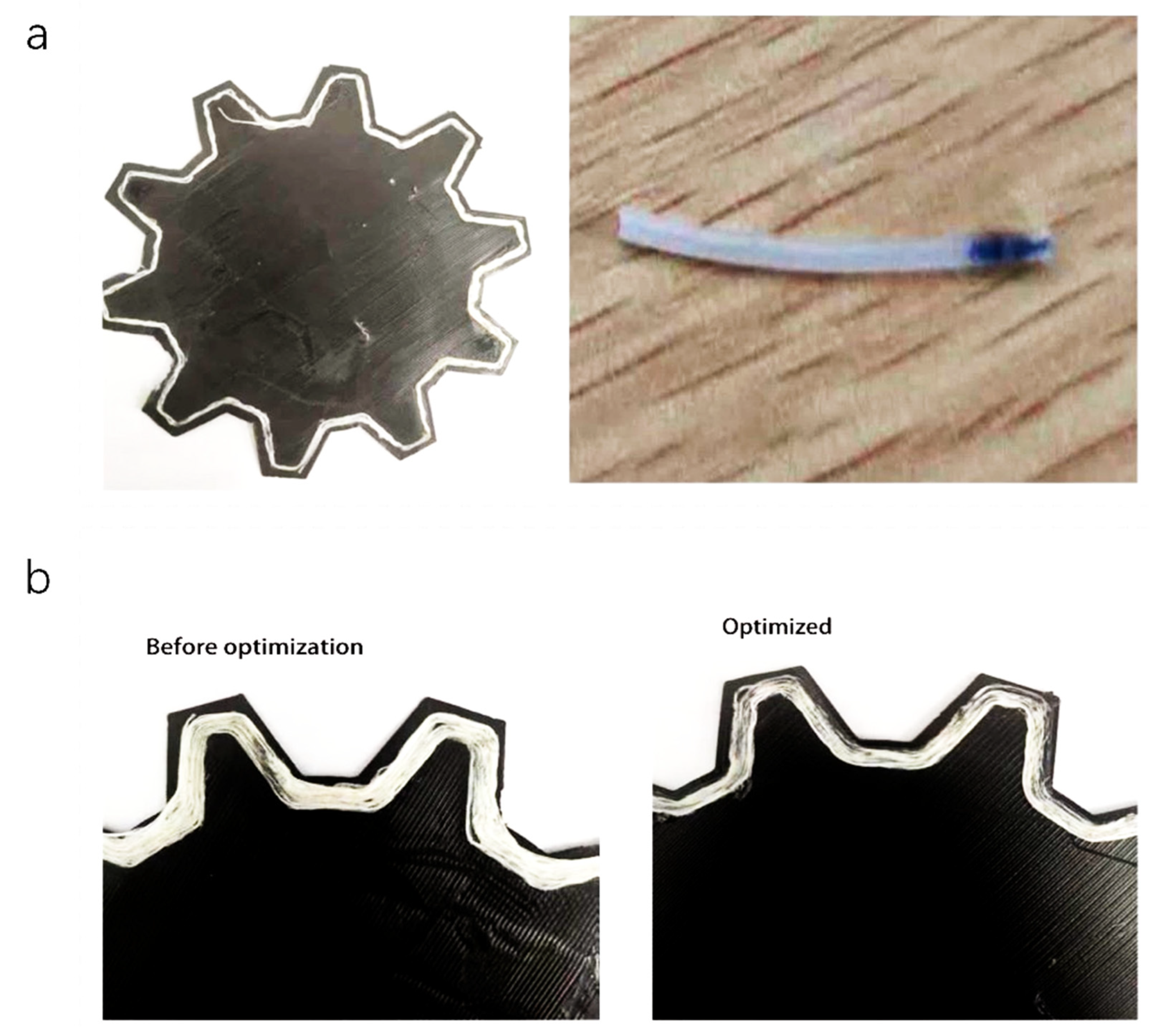
- Based on the analysis of the results for typical test pieces for printing reliability, the corner optimization algorithm can effectively improve the printing reliability of CFRF. When the printing length is 127,200 mm, there are 960 printing corners and the failure rate is 0.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Song, Y.; Li, Y.; Song, W.; Lee, K.Y.; Tagarielli, V.L. Measurements of the mechanical response of unidirectional 3D-printed PLA. Mater. Des. 2017, 123, 154–164. [Google Scholar] [CrossRef]
- Hofstatter, T.; Pedersen, D.B.; Tosello, G.; Hansen, H.N. State-of-the-art of fiber-reinforced polymers in additive manufacturing technologies. J. Reinf. Plast. Compos. 2017, 36, 1061–1073. [Google Scholar] [CrossRef] [Green Version]
- Melenka, G.W.; Cheung, B.K.O.; Schofield, J.S.; Dawson, M.R.; Carey, J.P. Evaluation and prediction of the tensile properties of continuous fiber-reinforced 3D printed structures. Compos. Struct. 2016, 153, 866–875. [Google Scholar] [CrossRef]
- Parandoush, P.; Lin, D. A review on additive manufacturing of polymer-fiber composites. Compos. Struct. 2017, 182, 36–53. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix: A review and prospective. Compos. Part B 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Nuñez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Rocha, C.R.; Torrado Perez, A.R.; Roberson, D.A.; Shemelya, C.M.; Macdonald, E.; Wicher, R.B. Novel ABS-based binary and temary polymer blends for material extrusion 3D printing. J. Mater. Res. 2014, 29, 1859–1866. [Google Scholar] [CrossRef]
- Bhandari, S.; Lopez-Anido, R.A.; Gardner, D.J. Enhancing the interlayer tensile strength of 3D printed short carbon fiber reinforced PETG and PLA composites via annealing. Addit. Manuf. 2019, 30, 100922. [Google Scholar] [CrossRef]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Bhushan, B.; Caspers, M. An overview of additive manufacturing (3D printing) for microfabrication. Microsyst. Technol. 2017, 23, 1117–1124. [Google Scholar] [CrossRef]
- Zhong, W.; Li, F.; Zhang, Z.; Song, L.; Li, Z. Short fiber reinforced composites for fused deposition modeling. Mater. Sci. Eng. 2001, 301, 125–130. [Google Scholar] [CrossRef]
- Shofner, M.L.; Lozano, K.; Rodríguez-Macías, F.J.; Barrera, E.V. Nanofiber-reinforced polymers prepared by fused deposition modeling. J. Appl. Polym. Sci. 2003, 89, 3081–3090. [Google Scholar] [CrossRef]
- Wang, Y.; Kong, D.; Zhang, Q.; Li, W.; Liu, J. Process Parameters and Mechanical Properties of Continuous Glass Fiber Reinforced Composites-PLA by Fused Deposition Modeling. J. Reinf. Plast. Compos. 2021, 17–18, 686–698. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; Nuñez, P.J.; García-Plaza, E.; García-Moreno, I.; Reverte, J.M. Additive manufacturing of continuous fibre reinforced thermoplastic composites using fused deposition modelling: Effect of process parameters on mechanical properties. Compos. Sci. Technol. 2019, 181, 107688. [Google Scholar] [CrossRef]
- Goh, G.D.; Dikshit, V.; Nagalingam, A.P.; Goh, G.L.; Agarwala, S.; Sing, S.L.; Wei, J.; Yeong, W.Y. Characterization of mechanical properties and fracture mode of additively manufactured carbon fiber and glass fiber reinforced thermoplastics. Mater. Des. 2018, 137, 79–89. [Google Scholar] [CrossRef]
- Dickson, A.N.; Ross, K.A.; Dowling, D.P. Additive manufacturing of woven carbon fibre polymer composites. Compos. Struct. 2018, 206, 637–643. [Google Scholar] [CrossRef]
- Hou, Z.; Wurikaixi, A. A survey of 3D printing path planning research. Mach. Tool Hydraul. 2016, 44, 179–182. [Google Scholar]
- MarkForged. Available online: https://markforged.com/software/ (accessed on 29 June 2022).
- Anisoprint. Available online: https://www.imakr.com/anisoprint-3d-printers/2685-anisoprint-composer-a4-110 (accessed on 29 June 2022).
- Cheng, Y.; Shi, Y.; Cai, D.; Huang, S. Programming and realization of a compound scanpath in selective laser sintering. Mech. Sci. Technol. 2004, 23, 1072–1075. [Google Scholar]
- Zhao, J.; Liu, W.; Xia, R.; Li, L. From Cross Section to Scanning Path in Rapid Prototyping. Int. Conf. Autom. Logist. 2007, 2769–2773. [Google Scholar] [CrossRef] [Green Version]
- Bian, H.; Liu, W.; Wang, T.; Shang, X.; Zhang, K. Scanning mode of laser metal deposition shaping. J. Mech. Eng. 2006, 42, 170–175. [Google Scholar] [CrossRef]
- Aiyiti, W.; Xiang, L.; Zhang, L.Z.; Chen, R.M. Study on the veritable parameters filling method of plasma arc welding based rapid prototyping. Key Eng. Mater. 2012, 522, 110–116. [Google Scholar] [CrossRef]
- Ma, G.; Tan, Y.; Zhang, F.; Zhang, J.; Tan, R.; Huang, J. Research on path jumping processing of long carbon fiber 3D printing. Mach. Des. Res. 2017, 33, 147–150, 164. [Google Scholar] [CrossRef]
- Tan, R.; Liu, M.; Zhang, F.; Tan, Y. Continuous path planning algorithm for carbon fiber composite material 3d printing. Mach. Des. Manuf. 2019, 6, 1–4. [Google Scholar] [CrossRef]
- Jiang, L. Computer Software Copyright Registration Certificate (2018SR808621); National Copyright Administration of the People’s Republic of China: Beijing, China, 2018. [Google Scholar]
- Wang, Y.; Lyu, C.; Zhang, Q.; Li, W.; Liu, J. Preparation and Performance Index Test of Continuous Glass Fiber Reinforced Filament–Polylactic Acid for 3D Printer. J. Phys. Conf. Ser. 2021, 1906, 012053. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Parameter |
|---|---|
| Molding material | PLA and ABS, etc. |
| Reinforced material | Carbon fiber and glass fiber |
| Molding size (mm) | 300 × 300 × 300 |
| Number of printing nozzle | 3 |
| Temperature of printing nozzle (°C) | 180–400 |
| Temperature of hot bed (°C) | 30–150 |
| Name | Parameter |
|---|---|
| Printing temperature of matrix material | 215 °C |
| Printing temperature of CFRF | 215 °C |
| Matrix material | PLA |
| CFRF material | CGFRF-PLA [27] |
| Fiber type | Glass fiber |
| Temperature of hot bed | 50 °C |
| Environmental temperature | 25 °C |
| Environmental humidity | 30% |
| Printing speed of matrix material | 3600 mm/min |
| Printing speed of CFRF | 300 mm/min |
| Printing layer height | 0.2 mm |
| Serial Number | 1 | 2 | 3 | 4 | 5 | Mean | |
|---|---|---|---|---|---|---|---|
| 30° | Before optimization | 3.5 | 3.4 | 3.4 | 3.4 | 3.3 | 3.4 |
| Optimized | <0.1 | <0.1 | <0.1 | <0.1 | <0.1 | <0.1 | |
| 60° | Before optimization | 0.9 | 0.9 | 0.8 | 0.9 | 0.8 | 0.86 |
| Optimized | <0.1 | <0.1 | <0.1 | <0.1 | <0.1 | <0.1 | |
| 90° | Before optimization | 0.5 | 0.2 | 0.5 | 0.3 | 0.5 | 0.4 |
| Optimized | <0.1 | <0.1 | <0.1 | <0.1 | <0.1 | <0.1 | |
| 120° | Before optimization | 0.2 | <0.1 | 0.1 | 0.1 | 0.2 | <0.15 |
| Optimized | <0.1 | <0.1 | <0.1 | <0.1 | <0.1 | <0.1 | |
| Number | Laying Turns of CFRF for Each Layer | Laying Length of CFRF for Each Layer (mm) | Total Length of CFRF (mm) | Number of Failures after Optimization | Number of Failures before Optimization |
|---|---|---|---|---|---|
| 1 | 3 | 1590 | 38,160 | 0 | 0 |
| 2 | 6 | 3180 | 76,320 | 0 | 2 |
| 3 | 10 | 5300 | 127,200 | 0 | 8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Kang, Y.; Ma, C.; Wang, Y. Research on a Fiber Corner Compensation Algorithm in a 3D Printing Layer of Continuous Fiber-Reinforced Composite Materials. Appl. Sci. 2022, 12, 6687. https://doi.org/10.3390/app12136687
Liu J, Kang Y, Ma C, Wang Y. Research on a Fiber Corner Compensation Algorithm in a 3D Printing Layer of Continuous Fiber-Reinforced Composite Materials. Applied Sciences. 2022; 12(13):6687. https://doi.org/10.3390/app12136687
Chicago/Turabian StyleLiu, Jiang, Yuzhu Kang, Chenyu Ma, and Yesong Wang. 2022. "Research on a Fiber Corner Compensation Algorithm in a 3D Printing Layer of Continuous Fiber-Reinforced Composite Materials" Applied Sciences 12, no. 13: 6687. https://doi.org/10.3390/app12136687