
Statistical Characterization of Stress Concentrations along Butt Joint Weld Seams Using Deep Neural Networks

 , , , and
, , , and
Abstract
:1. Introduction
2. State of the Art on Characterization of Weld Geometries and Stress Concentrations
2.1. Characterization of Weld Geometries
2.2. Characterization of Stress Concentrations along Weld Seams
3. Finite Element Modeling and Parametrization
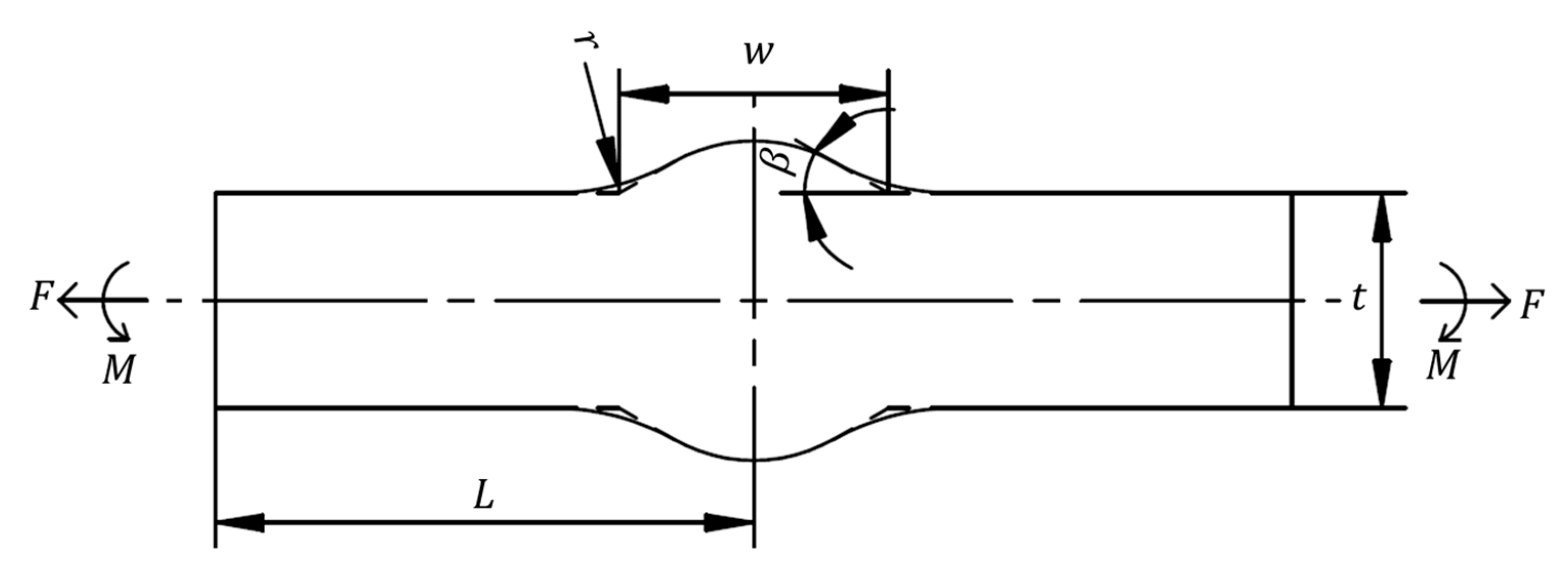
3.1. Geometry of the Butt Joint
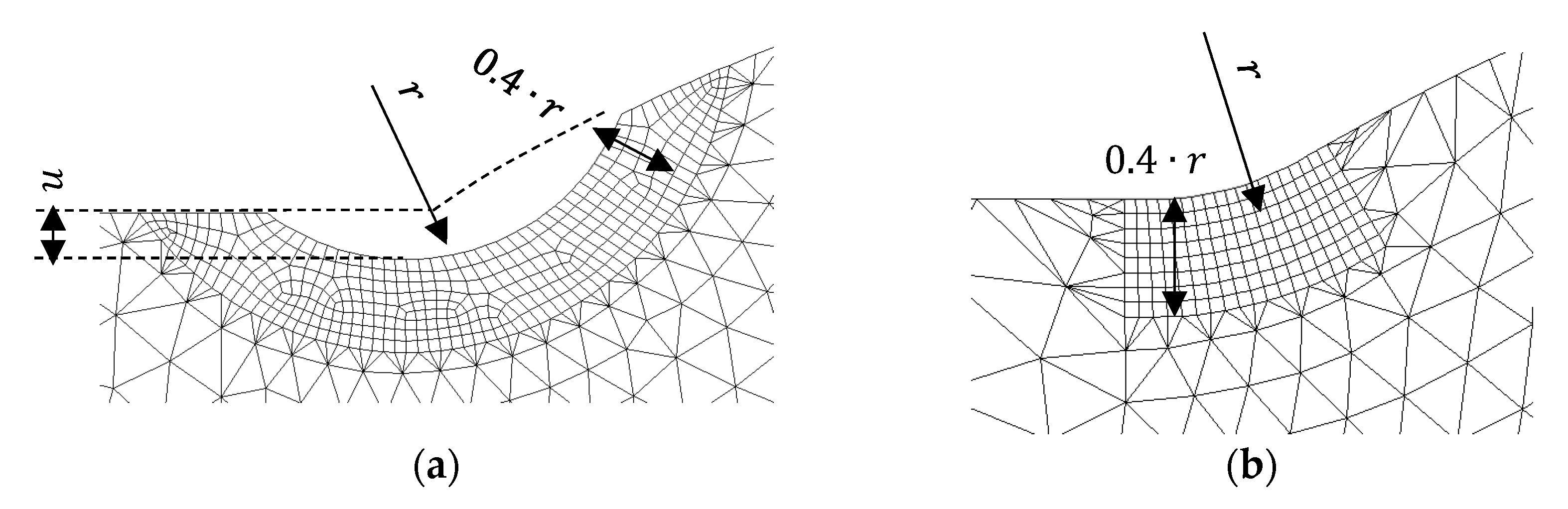
3.2. Discretization
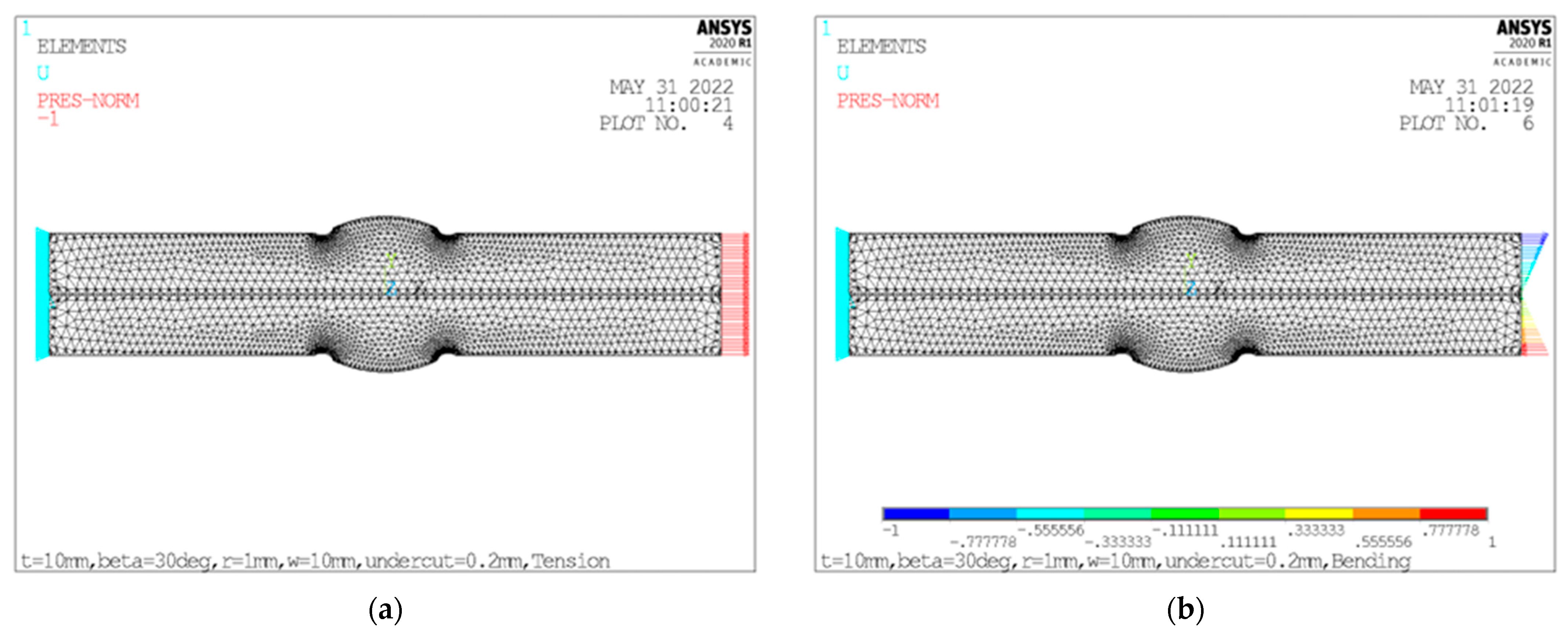
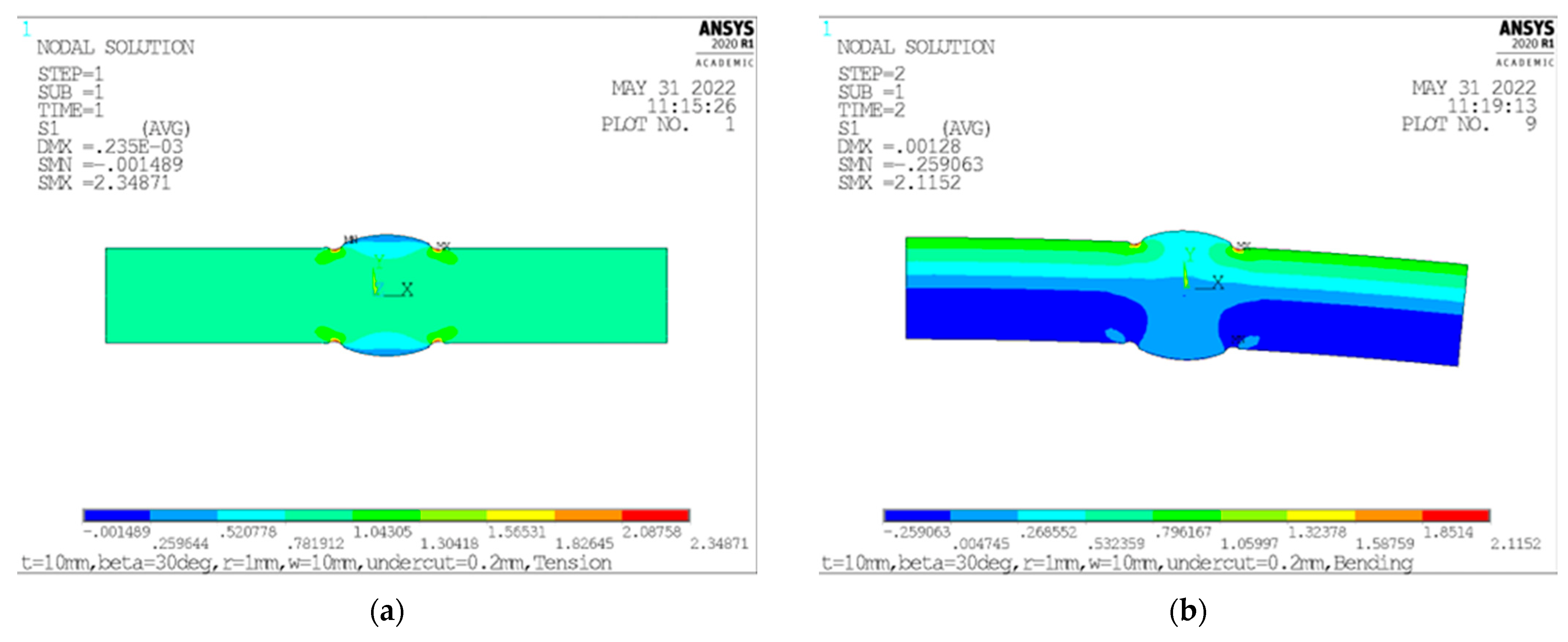
3.3. Load Cases and Solution
3.4. Sampling Strategy
4. Generation of the Deep Neural Network
4.1. Restrictions of the FEM Data
- In 36 cases, finite element models could not be generated due to irrational combinations of geometry parameters.
- A further 19 calculated samples were excluded due to extreme parameter combinations. The parameter combinations lead to SCF > 6 and resulted, for example, from the combination of a high plate thickness t, a high weld toe angle β, a small weld toe radius r, and a high ratio of weld seam width to plate thickness w/t.
4.2. Preprocessing of the FEM
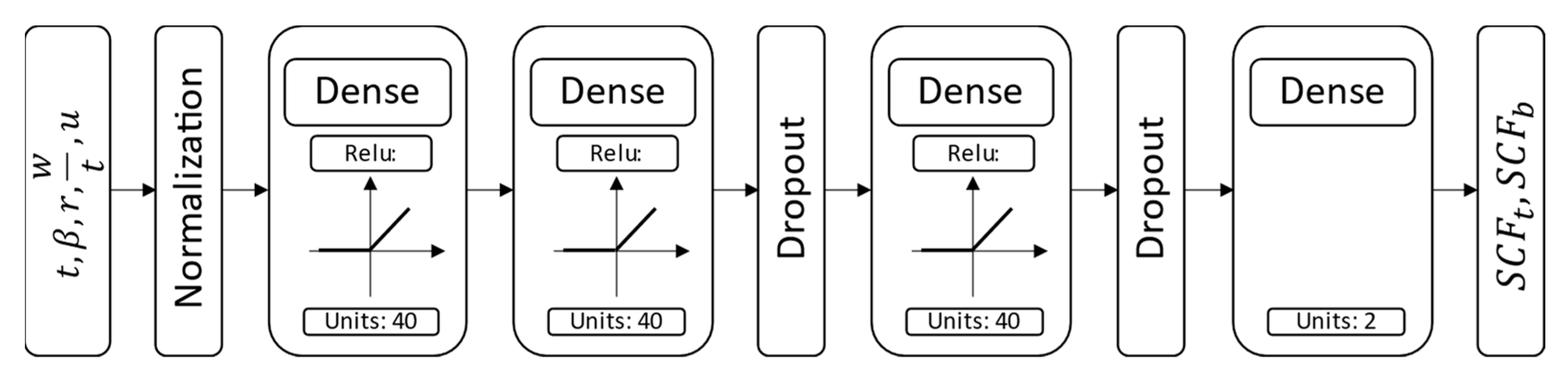
4.3. Architecture of the DNN
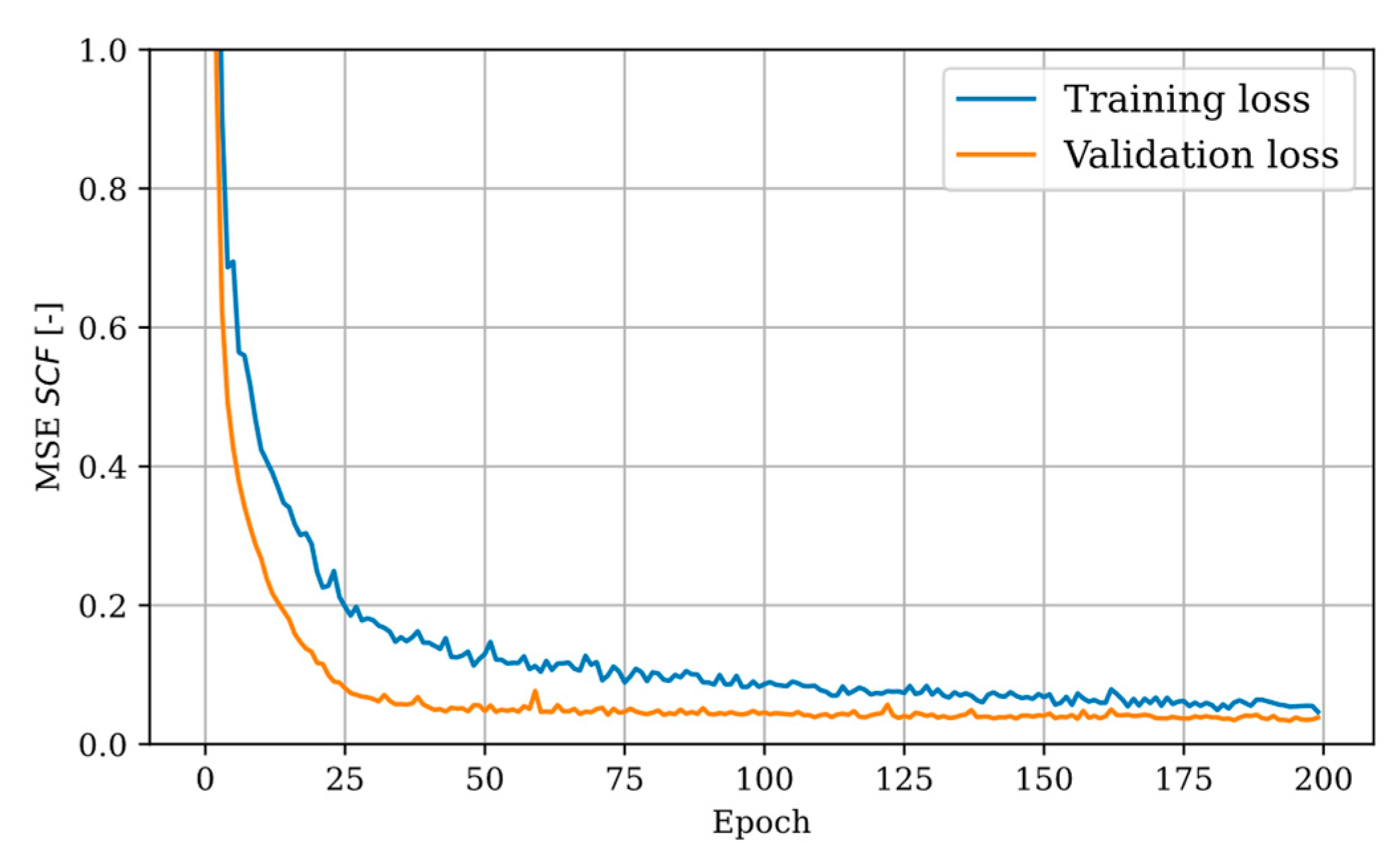
4.4. Training of the DNN
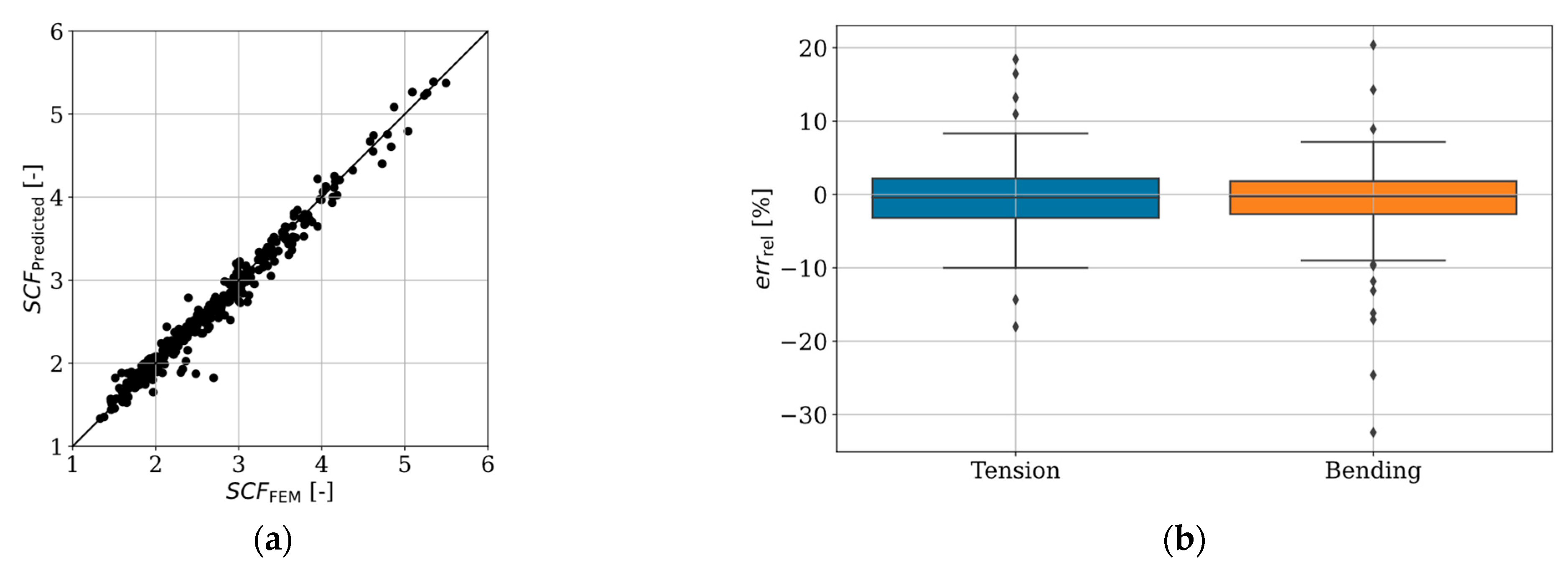
4.5. Performance of the DNN
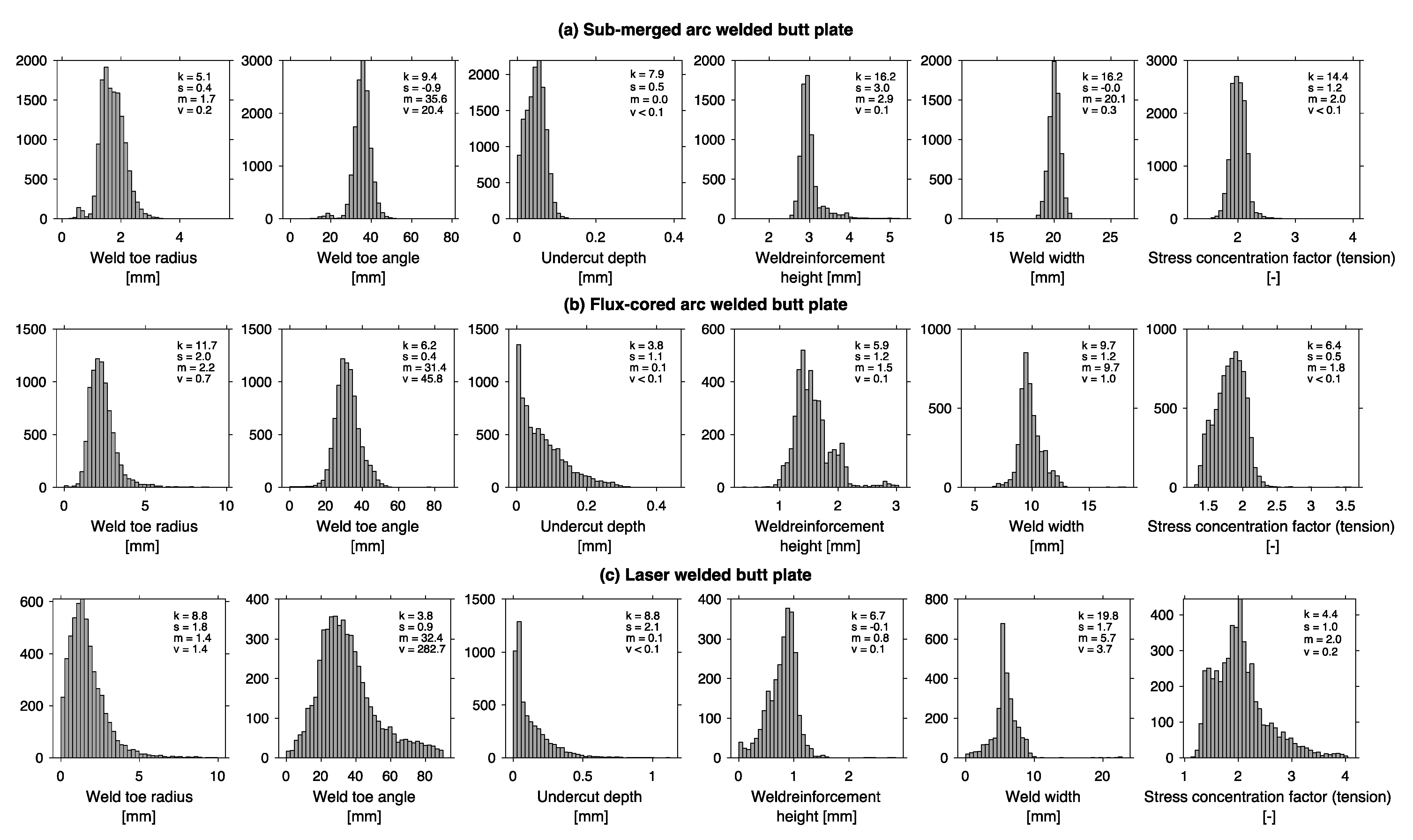
5. Statistical Characterization of Weld Geometries and Stress Concentrations along Butt Joint Weld Seams
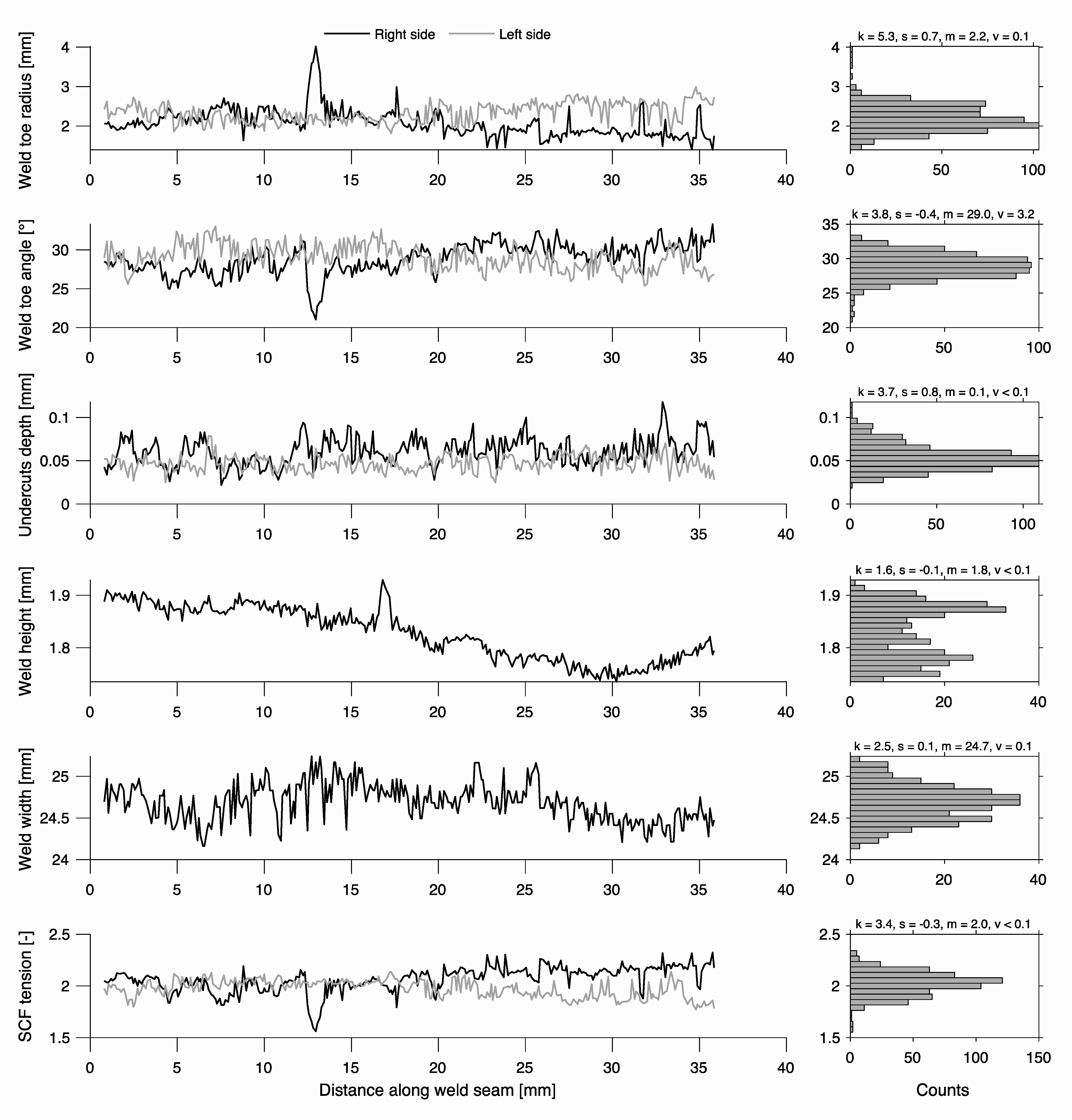
- The measured sample skewness and kurtosis of the weld toe radii is close to the line representing the lognormal, the gamma, and the inverse gamma distribution. Interestingly, the weld toe radii also show, on average, the smallest scatter of kurtosis.
- The majority of plates have weld toe angles with distributions that are only slightly skewed. This is an indication for a symmetrical distribution such as a normal distribution; nevertheless, the partially high kurtosis indicates that the tails of the distributions are wider than typical for a normal distribution.
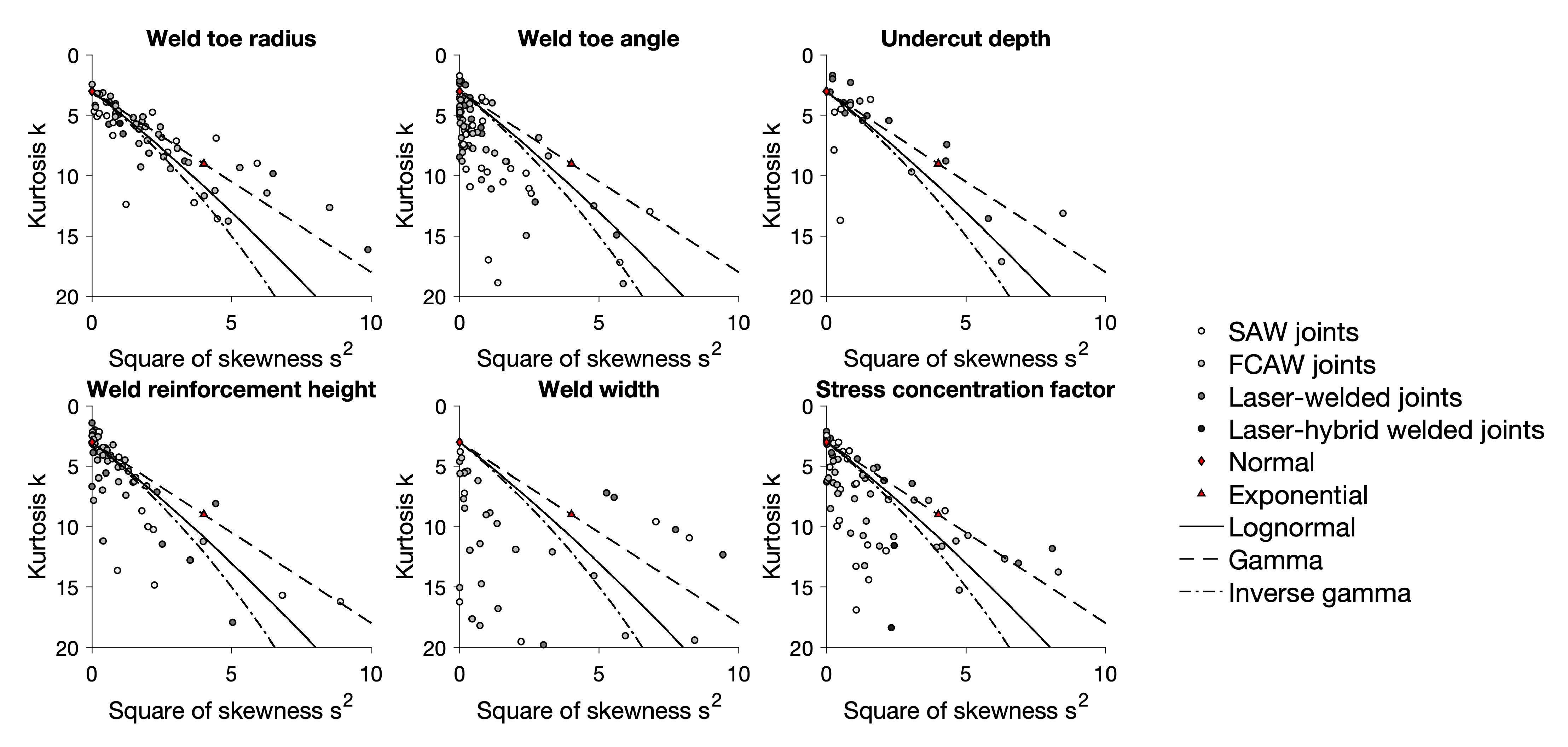
- The distributions of undercuts are the most skewed; 70% of the skewness–kurtosis combinations are outside the range plotted in Figure 10. The reason is that very small shape parameters α are required to fit distributions as presented in Figure 9, which increases the skewness and kurtosis; nevertheless, the data are close to the dashed line in and outside the presented range, which represents parameter combinations of a gamma distribution.
- The data for the weld reinforcement heights are clustered around the normal distribution and the region where lognormal, gamma, and inverse gamma distribution are close to each other.
- Except for the weld toe angles and weld reinforcement heights, the majority of datasets have sample kurtosis k ≫ 3 and square of skewness s2 ≫ 0, which suggests that a normal distribution is not suited to describe the data. Similarly, the exponential distribution does not seem to be suitable for any of the assessed parameters and datasets.
- The distributions of weld widths and SCFs show a large scatter. This makes it difficult to relate them to a typical distribution function. Interestingly, the majority of the data on weld width in Figure 10 and thereby in the range of typical less-skewed distribution functions are for plates made by FCAW, which were manually welded. A large fraction of the other joints, which were automatically welded, are outside the range presented in Figure 10.
6. Discussion
6.1. Discussion of the Skewness–Kurtosis Comparison
6.2. Discussion of the Applicability Readiness of the Presented Methodology
7. Summary and Conclusions
- Establishing a DNN for a recurring task such as the determination of SCFs at weld transition significantly decreases the required time to determine the severity of notches along weld seams by combining the mutual influence of stress-raising effects from local weld geometry factors such as weld toe radii, angles, and undercuts.
- The comparison of skewness and kurtosis of the measured samples with theoretical distributions showed that it is difficult to determine suitable distribution functions for the investigated weld geometry parameters and SCFs. This might be related to non-stationary processes that result in variations along weld seams (e.g., due to inhomogeneous temperature fields) but also measurement inaccuracies. Modelling inaccuracies are mitigated by using highly refined FE meshes to calculate the input data for the DNN.
- The majority of weld toe angle sample distributions are only slightly skewed. This is an indication for a symmetrical distribution like a normal distribution; nevertheless, the partially high kurtosis indicates that the tails of the distributions are wider (more outlier-prone) than typical for a normal distribution.
- The distributions of undercuts are the most skewed. The reason is that very small shape parameters α are required to fit distributions as presented in Figure 9, which increases the skewness and kurtosis; nevertheless, the data is close to a gamma distribution. A gamma distribution might be better suited to describe undercut depths (for which the maximum of data is equal to zero) as a lognormal distribution.
- The data for the weld reinforcement heights are clustered around the normal distribution and the region where lognormal, gamma, and inverse gamma distribution are close to each other.
- The distributions of weld widths and SCFs show a large scatter. This makes it difficult to relate them to a typical distribution function. The reason for the scatter of the sample parameters of the SCFs might be related to the fact that the SCF calculation is based on the input of a number of geometrical features. Thus, the variability and any possible inaccuracy in the input parameters and numerical modelling is transferred to the SCFs. In addition, the combination of various parameters could be the reason typical two-parameter distribution functions are not suitable to describe a complex parameter such as a SCF.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hammersberg, P.; Olsson, H. Statistical evaluation of welding quality in production. In Proceedings of the Swedish Conference on Light Weight Optimized Welded Structures, Borlänge, Sweden, 24–25 March 2010; pp. 148–162. [Google Scholar]
- Braun, M. Recent progress on geometrical and stress concentration characterization of welded joints. In Proceedings of the 7th International E-Conference on Industrial, Mechanical, Electrical, and Chemical Engineering (ICIMECE 2021), Virtual, 5 October 2021. [Google Scholar]
- Amirafshari, P.; Barltrop, N.; Wright, M.; Kolios, A. Weld defect frequency, size statistics and probabilistic models for ship structures. Int. J. Fatigue 2021, 145, 106069. [Google Scholar] [CrossRef]
- EN ISO 5817:2014; Welding—Fusion welded joints in steel, nickel, titanium and their alloys (beam welding excluded)—Quality levels for imperfections. European Committee for Standardization: Brussels, Belgium, 2014.
- STD 181-0001; Volvo welding standard. Volvo Group: Gothenburg, Sweden, 2014.
- ISO/TS 20273:2017-08; Guidelines on weld quality in relationship to fatigue strength. European Committee for Standardization: Brussels, Belgium, 2017.
- Öberg, A.E.; Åstrand, E. Variation in welding procedure specification approach and its effect on productivity. Procedia Manuf. 2018, 25, 412–417. [Google Scholar] [CrossRef]
- Hobbacher, A.F.; Kassner, M. On Relation Between Fatigue Properties Of Welded Joints, Quality Criteria and Groups in Iso 5817. Weld. World 2013, 56, 153–169. [Google Scholar] [CrossRef]
- Jonsson, B.; Dobmann, G.; Hobbacher, A.F.; Kassner, M.; Marquis, G.B. IIW Guidelines on Weld Quality in Relationship to Fatigue Strength; Springer: Berlin/Heidelberg, Germany, 2016. [Google Scholar] [CrossRef]
- Jonsson, B.; Samuelsson, J.; Marquis, G.B. Development of Weld Quality Criteria Based on Fatigue Performance. Weld. World 2013, 55, 79–88. [Google Scholar] [CrossRef]
- Åstrand, E.; Stenberg, T.; Jonsson, B.; Barsoum, Z. Welding procedures for fatigue life improvement of the weld toe. Weld. World 2016, 60, 573–580. [Google Scholar] [CrossRef]
- Schubnell, J.; Jung, M.; Le, C.H.; Farajian, M.; Braun, M.; Ehlers, S.; Fricke, W.; Garcia, M.; Nussbaumer, A.; Baumgartner, J. Influence of the optical measurement technique and evaluation approach on the determination of local weld geometry parameters for different weld types. Weld. World 2020, 64, 301–316. [Google Scholar] [CrossRef]
- Alam, M.M.; Barsoum, Z.; Jonsen, P.; Kaplan, A.F.H.; Häggblad, H.Å. The influence of surface geometry and topography on the fatigue cracking behaviour of laser hybrid welded eccentric fillet joints. Appl. Surf. Sci. 2010, 256, 1936–1945. [Google Scholar] [CrossRef]
- Hultgren, G.; Barsoum, Z. Fatigue assessment in welded joints based on geometrical variations measured by laser scanning. Weld. World 2020, 64, 1825–1831. [Google Scholar] [CrossRef]
- Renken, F.; von Bock und Polach, R.U.F.; Schubnell, J.; Jung, M.; Oswald, M.; Rother, K.; Ehlers, S.; Braun, M. An algorithm for statistical evaluation of weld toe geometries using laser triangulation. Int. J. Fatigue 2021, 149, 106293. [Google Scholar] [CrossRef]
- Hultgren, G.; Myrén, L.; Barsoum, Z.; Mansour, R. Digital Scanning of Welds and Influence of Sampling Resolution on the Predicted Fatigue Performance: Modelling, Experiment and Simulation. Metals 2021, 11, 822. [Google Scholar] [CrossRef]
- Zerbst, U.; Madia, M.; Schork, B.; Hensel, J.; Kucharczyk, P.; Ngoula, D.; Tchuindjang, D.; Bernhard, J.; Beckmann, C. Fatigue and Fracture of Weldments; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar] [CrossRef]
- Madia, M.; Zerbst, U.; Beier, H.T.; Schork, B. The IBESS model—Elements, realisation and validation. Eng. Fract. Mech. 2018, 198, 171–208. [Google Scholar] [CrossRef]
- Haibach, E. Betriebsfestigkeit: Verfahren und Daten zur Bauteilauslegung, 3rd ed.; Springer: Berlin/Heidelberg, Germany, 2006. [Google Scholar]
- Ottersböck, M.J.; Leitner, M.; Stoschka, M. Characterisation of actual weld geometry and stress concentration of butt welds exhibiting local undercuts. Eng. Struct. 2021, 240, 112266. [Google Scholar] [CrossRef]
- Wang, Y.; Luo, Y.; Tsutsumi, S. Parametric Formula for Stress Concentration Factor of Fillet Weld Joints with Spline Bead Profile. Materials 2020, 13, 4639. [Google Scholar] [CrossRef]
- Pachoud, A.J.; Manso, P.A.; Schleiss, A.J. New parametric equations to estimate notch stress concentration factors at butt welded joints modeling the weld profile with splines. Eng. Fail. Anal. 2017, 72, 11–24. [Google Scholar] [CrossRef]
- Oswald, M.; Mayr, C.; Rother, K. Determination of notch factors for welded cruciform joints based on numerical analysis and metamodeling. Weld. World 2019, 63, 1339–1354. [Google Scholar] [CrossRef]
- Oswald, M.; Neuhäusler, J.; Rother, K. Determination of notch factors for welded butt joints based on numerical analysis and metamodeling. Weld. World 2020, 64, 2053–2074. [Google Scholar] [CrossRef]
- Oswald, M.; Springl, S.; Rother, K. Determination of Notch Factors for Welded T-Joints Based on Numerical Analysis and Metamodeling; International Institute of Welding: Paris, France, 2020. [Google Scholar]
- Neuhäusler, J.; Rother, K. Determination of notch factors for transverse non-load carrying stiffeners based on numerical analysis and metamodeling. Weld. World 2022, 66, 753–766. [Google Scholar] [CrossRef]
- Dabiri, M.; Ghafouri, M.; Rohani Raftar, H.R.; Björk, T. Utilizing artificial neural networks for stress concentration factor calculation in butt welds. J. Constr. Steel Res. 2017, 138, 488–498. [Google Scholar] [CrossRef]
- Chen, J.; Liu, Y. Fatigue modeling using neural networks: A comprehensive review. Fatigue Fract. Eng. Mater. Struct. 2022, 45, 945–979. [Google Scholar] [CrossRef]
- Kalayci, C.B.; Karagoz, S.; Karakas, O. Soft computing methods for fatigue life estimation: A review of the current state and future trends. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 2763–2785. [Google Scholar] [CrossRef]
- Lee, J.A.; Almond, D.P.; Harris, B. The use of neural networks for the prediction of fatigue lives of composite materials. Compos. Part A-Appl. Sci. Manuf. 1999, 30, 1159–1169. [Google Scholar] [CrossRef]
- Ross, C.T. Best Practice Guidelines for Developing Neural Computing Applications—An Overview; Ministry of Defense Procurement Executive: London, UK, 1993. [Google Scholar]
- Uygur, I.; Cicek, A.; Toklu, E.; Kara, R.; Saridemir, S. Fatigue Life Predictions of Metal Matrix Composites Using Artificial Neural Networks. Arch. Metall. Mater. 2014, 59, 97–103. [Google Scholar] [CrossRef] [Green Version]
- Abambres, M.; Lantsoght, E.O.L. ANN-Based Fatigue Strength of Concrete under Compression. Materials 2019, 12, 3787. [Google Scholar] [CrossRef] [Green Version]
- Vassilopoulos, A.P.; Bedi, R. Adaptive neuro-fuzzy inference system in modelling fatigue life of multidirectional composite laminates. Comput. Mater. Sci. 2008, 43, 1086–1093. [Google Scholar] [CrossRef]
- Yang, J.Y.; Kang, G.Z.; Liu, Y.J.; Kan, Q.H. A novel method of multiaxial fatigue life prediction based on deep learning. Int. J. Fatigue 2021, 151, 106356. [Google Scholar] [CrossRef]
- Schork, B.; Kucharczyk, P.; Madia, M.; Zerbst, U.; Hensel, J.; Bernhard, J.; Tchuindjang, D.; Kaffenberger, M.; Oechsner, M. The effect of the local and global weld geometry as well as material defects on crack initiation and fatigue strength. Eng. Fract. Mech. 2018, 198, 103–122. [Google Scholar] [CrossRef]
- Schork, B.; Zerbst, U.; Kiyak, Y.; Kaffenberger, M.; Madia, M.; Oechsner, M. Effect of the parameters of weld toe geometry on the FAT class as obtained by means of fracture mechanics-based simulations. Weld. World 2020, 64, 925–936. [Google Scholar] [CrossRef]
- Lieurade, H.P.; Huther, I.; Lefebvre, F. Effect of Weld Quality and Postweld Improvement Techniques on the Fatigue Resistance of Extra High Strength Steels. Weld. World 2008, 52, 106–115. [Google Scholar] [CrossRef]
- Stenberg, T.; Lindgren, E.; Barsoum, Z. Development of an algorithm for quality inspection of welded structures. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 1033–1041. [Google Scholar] [CrossRef]
- Barsoum, Z.; Jonsson, B. Influence of weld quality on the fatigue strength in seam welds. Eng. Fail. Anal. 2011, 18, 971–979. [Google Scholar] [CrossRef]
- Seshadri, A. Statistical Variation of Weld Profiles and Their Expected Influence on Fatigue Strength. Master’s Thesis, Lappeenrante Univercity of Technology, Lappeenranta, Finland, 2006. [Google Scholar]
- Harati, E.; Ottosson, M.; Karlsson, L.; Svensson, L.-E. Non-destructive measurement of weld toe radius using Weld Impression Analysis, Laser Scanning Profiling and Structured Light Projection methods. In Proceedings of the First International Conference on Welding and Non Destructive Testing (ICWNDT2014), Islamic Azad University, Karaj Branch-Karaj-Alborz, Iran, 25–26 February 2014; pp. 1–8. [Google Scholar]
- Remes, H. Strain-Based Approach to Fatigue Strength Assessment of Laser-Welded Joints. Ph.D. Thesis, Helsinki Univercity of Technolgy, Helsinki, Finland, 2008. [Google Scholar]
- Lassen, T. The Effect of the Welding Process on the Fatigue Crack Growth. Weld. J. 1990, 69, 75–82. [Google Scholar]
- Nykänen, T.J.; Marquis, G.; Björk, T. Effect of weld geometry on the fatigue strength of fillet welded cruciform joints. In Proceedings of the International Symposium on Integrated Design and Manufacturing of Welded Structures, Eskilstuna, Sweden, 13–14 March 2007. [Google Scholar]
- Nguyen, T.N.; Wahab, M.A. A Theoretical-Study of the Effect of Weld Geometry Parameters on Fatigue-Crack Propagation Life. Eng. Fract. Mech. 1995, 51, 1–18. [Google Scholar] [CrossRef]
- Fricke, W. IIW Recommendations for the Fatigue Assessment of Welded Structures by Notch Stress Analysis: IIW-2006-09; Woodhead Publishing: Cambridge, UK, 2012. [Google Scholar]
- Fricke, W. Round-Robin Study on Stress Analysis for the Effective Notch Stress Approach. Weld. World 2013, 51, 68–79. [Google Scholar] [CrossRef]
- Baumgartner, J.; Bruder, T. An efficient meshing approach for the calculation of notch stresses. Weld. World 2012, 57, 137–145. [Google Scholar] [CrossRef]
- Braun, M.; Müller, A.M.; Milaković, A.-S.; Fricke, W.; Ehlers, S. Requirements for stress gradient-based fatigue assessment of notched structures according to theory of critical distance. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 1541–1554. [Google Scholar] [CrossRef]
- Raschka, S.; Mirjalili, V. Python Machine Learning: Machine Learning and Deep Learning with Python, Scikit-Learn, and TensorFlow 2; Packt Publishing Ltd.: Birmingham, UK, 2019. [Google Scholar]
- Srivastava, N.; Hinton, G.; Krizhevsky, A.; Sutskever, I.; Salakhutdinov, R. Dropout: A simple way to prevent neural networks from overfitting. J. Mach. Learn. Res. 2014, 15, 1929–1958. [Google Scholar]
- Kingma, D.P.; Ba, J. Adam: A method for stochastic optimization. arXiv 2014, arXiv:1412.6980. [Google Scholar]
- Braun, M.; Milaković, A.-S.; Ehlers, S.; Kahl, A.; Willems, T.; Seidel, M.; Fischer, C. Sub-Zero Temperature Fatigue Strength of Butt-Welded Normal and High-Strength Steel Joints for Ships and Offshore Structures in Arctic Regions. In Proceedings of the ASME 2020 39th International Conference on Ocean, Offshore and Arctic Engineering, Fort Lauderdale, FL, USA, 28 June–3 July 2020. [Google Scholar]
- Braun, M.; Kahl, A.; Willems, T.; Seidel, M.; Fischer, C.; Ehlers, S. Guidance for Material Selection Based on Static and Dynamic Mechanical Properties at Sub-Zero Temperatures. J. Offshore Mech. Arct. Eng. 2021, 143, 1–45. [Google Scholar] [CrossRef]
- Braun, M.; Kellner, L.; Schreiber, S.; Ehlers, S. Prediction of fatigue failure in small-scale butt-welded joints with explainable machine learning. Procedia Struct. Integr. 2022, 38, 182–191. [Google Scholar] [CrossRef]
- Braun, M.; Ahola, A.; Milaković, A.-S.; Ehlers, S. Comparison of local fatigue assessment methods for high-quality butt-welded joints made of high-strength steel. Forces Mech. 2021, 6, 100056. [Google Scholar] [CrossRef]
- Braun, M.; Kellner, L. Comparison of machine learning and stress concentration factors-based fatigue failure prediction in small-scale butt-welded joints. Fatigue Fract. Eng. Mater. Struct. 2022; submitted for publication. [Google Scholar]
- Jung, M. Development and Implementing an Algorithm for Approximation and Evaluation of Stress Concentration Factors of Fillet Welds Based on Contactless 3D Measurement. Master’s Thesis, Karlsruher Institut für Technologie, Karlsruhe, Germany, 2018. [Google Scholar]
- Hammond, R.K.; Bickel, J.E. Reexamining Discrete Approximations to Continuous Distributions. Decis. Anal. 2013, 10, 6–25. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Symbol | [Lower Bound/Upper Bound] | Unit |
|---|---|---|---|
| Plate thickness | t | [1/100] | [mm] |
| Weld toe angle | β | [5/80] | [°] |
| Weld toe radius | r | [0.05/5] | [mm] |
| Weld seam width to plate thickness ratio | [0.2/4] | [−] | |
| Undercut depth | u | [0/1] | [mm] |
| Distribution | Skewness | Kurtosis |
|---|---|---|
| Normal | 0 | 3 |
| Exponential | 2 | 9 |
| Lognormal | ||
| Gamma | ||
| Inverse gamma | for α > 3 | for α > 3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Braun, M.; Neuhäusler, J.; Denk, M.; Renken, F.; Kellner, L.; Schubnell, J.; Jung, M.; Rother, K.; Ehlers, S. Statistical Characterization of Stress Concentrations along Butt Joint Weld Seams Using Deep Neural Networks. Appl. Sci. 2022, 12, 6089. https://doi.org/10.3390/app12126089
Braun M, Neuhäusler J, Denk M, Renken F, Kellner L, Schubnell J, Jung M, Rother K, Ehlers S. Statistical Characterization of Stress Concentrations along Butt Joint Weld Seams Using Deep Neural Networks. Applied Sciences. 2022; 12(12):6089. https://doi.org/10.3390/app12126089
Chicago/Turabian StyleBraun, Moritz, Josef Neuhäusler, Martin Denk, Finn Renken, Leon Kellner, Jan Schubnell, Matthias Jung, Klemens Rother, and Sören Ehlers. 2022. "Statistical Characterization of Stress Concentrations along Butt Joint Weld Seams Using Deep Neural Networks" Applied Sciences 12, no. 12: 6089. https://doi.org/10.3390/app12126089