
The Relationship between Process Capability and Quality of Measurement System

 ,
,  ,
,  ,
,  ,
,
Abstract
:1. Introduction
- To assess the potential capability of a process at a specific point or points in time in order to obtain values within a specification;
- To predict the future potential of a process in order to create a value within specifications with the use of meaningful metrics;
- To identify improvement opportunities in the process by reducing or possibly eliminating sources of variability [1].
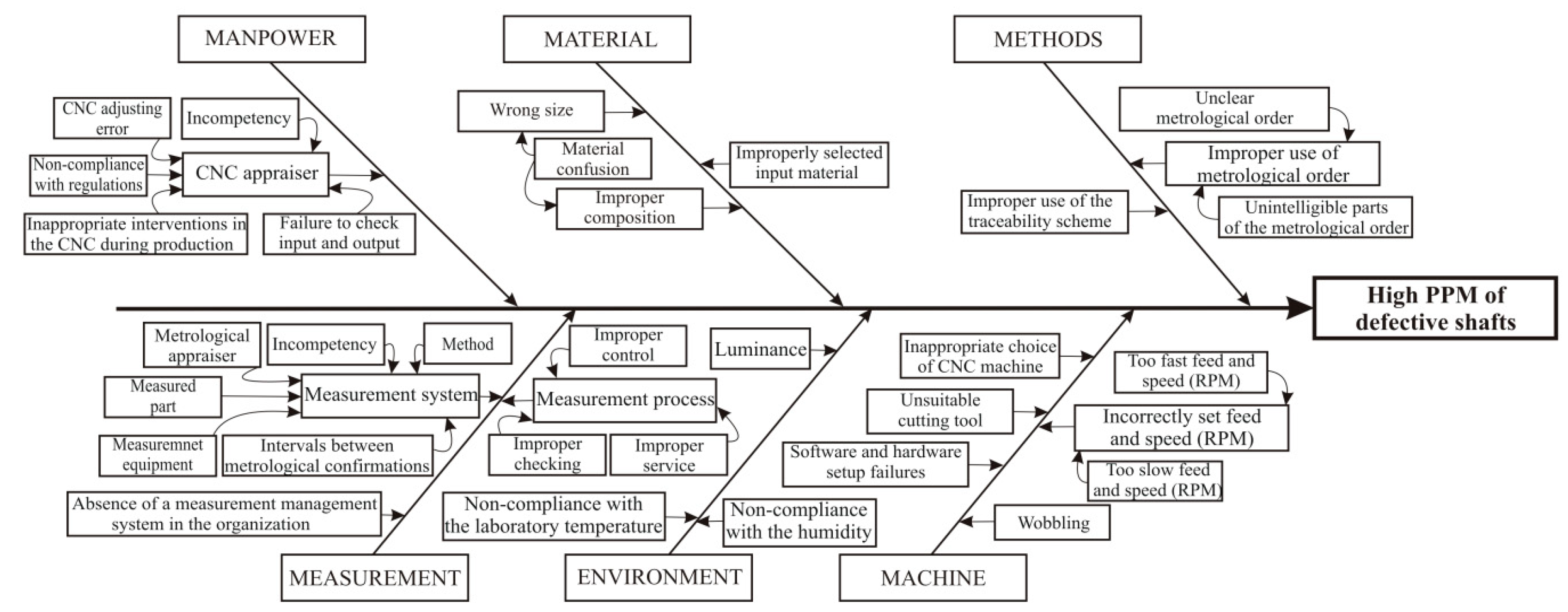
- The measurement system can be influenced by the measurement equipment, the measured part, the metrological appraiser, the measurement methods, the intervals between metrological confirmations and the environment;
- The measurement process is influenced by the way of its management, organizational and material support and control;
- The root cause for this rib is the absence of a measurement management system in the organization.
2. Results
2.1. Paired t-Test
2.2. Measurement System Analysis
2.3. Cohen’s Kappa
- ;
- ;
- .
3. Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Eberle, F. The Real Truth Behind Cpk and Ppk Capability and Potential Process Studies. Gear Solutions Magazine. 6 December 2012. Available online: https://gearsolutions.com/media/uploads/uploads/assets/PDF/Articles/Dec_12/1212_HiLex.pdf (accessed on 12 January 2020).
- Hessing, T. Process Capability & Performance (Pp, Ppk, Cp, Cpk). Six Sigma Study Guide Articles. 2018. Available online: http://sixsigmastudyguide.com/process-capability-pp-ppk-cp-cpk (accessed on 12 January 2020).
- Minitab, LLC. Potential (within) capability for Normal Capability Analysis. Minitab 18 Support. 2022. Available online: https://support.minitab.com/en-us/minitab/18/help-and-how-to/quality-and-process-improvement/capability-analysis/how-to/capability-analysis/normal-capability-analysis/interpret-the-results/all-statistics-and-graphs/potential-within-capability/ (accessed on 12 January 2020).
- Praamsma, M.; Carnahan, H.; Backstein, D.; Veillette, C.J.H.; Gonzalez, D.; Dubrowski, A. Drilling Sounds Are Used by Surgeons and Intermediate Residents, but Not Novice Orthopedic Trainees, to Guide Drilling Motions. Can. J. Surg. 2008, 51, 6. [Google Scholar]
- Hickey, S.A.; Fitzgerald O’connor, A.F. Measurement of Drill-Generated Noise Levels during Ear Surgery. J. Laryngol. Otol. 1991, 105, 732–735. [Google Scholar] [CrossRef] [PubMed]
- Girmanová, L.; Mikloš, V.; Palfy, P.; Petrík, J.; Sütoová, A.; Šolc, M. Nástroje a Metódy Manažérstva Kvality; ELFA, s.r.o.: Košice, Slovakia, 2009; ISBN 978-80-553-0144-0. (In Slovak) [Google Scholar]
- Markulik, S.; Nagyova, A.; Turisova, R.; Villinsky, T. Improving Quality in the Process of Hot Rolling of Steel Sheets. Appl. Sci. 2021, 11, 5451. [Google Scholar] [CrossRef]
- Kučera, P.; Píštěk, V.; Prokop, A.; Řehák, K. Measurement of the Powertrain Torque. In Proceedings of the 24th International Conference Engineering Mechanics, Svratka, Czech Republic, 14–17 May 2018; pp. 449–452. [Google Scholar] [CrossRef] [Green Version]
- Kotus, M.; Holota, T.; Paulicek, T.; Petrik, M.; Sklenar, M. Quality and Reliability of Manufacturing Process in Automation of Die-Casting. Adv. Mater. Res. 2013, 801, 103–107. [Google Scholar] [CrossRef]
- Bujna, M.; Kielbasa, P. Objectification of FMEA Method Parameters and Their Implementation on Production Engineering. In Proceedings of the 7th International Conference on Trends in Agricultural Engineering, Prague, Czech Republic, 17–20 September 2019; pp. 75–80. [Google Scholar]
- Novakova, R.; Paulikova, A.; Sujanova, J. The Impact of the ISO 9001:2015 Requirements the Control of Externally Provided Processess, Products and Services in the Small and Medium Wood Industry Organizations. In Proceedings of the 11th Annual International Scientific Conference on Increasing the Use of Wood in the Global Bio-Economy, Belgrade, Serbia, 26–28 September 2018; pp. 316–322. [Google Scholar]
- Hnilica, R.; Jankovský, M.; Dado, R.; Messingerová, V.; Schwarz, M.; Veverková, D. Use of the Analytic Hierarchy Process for the Complex Assessment of the Work Environment. Qual. Quant. Int. J. Methodol. 2017, 51, 93–101. [Google Scholar] [CrossRef]
- Hurna, S.; Teplicka, K.; Straka, M. Use of statistical quantitative methods for monitoring quality parameters of raw materials. Przem. Chem. 2018, 97, 59–63. [Google Scholar] [CrossRef]
- Nagyová, A.; Pacaiova, H.; Gobanová, A.; Turisová, R. n Empirical Study of Root-Cause Analysis in Automotive Supplier Organisation. Qual. Innov. Prosper. 2019, 23, 34–45. [Google Scholar] [CrossRef] [Green Version]
- Doršic, P.; Fodreková, A.; Mates, P.; Mokroš, J. Metrológia Geometrických Veličín, Modul G1–Dĺžka; SMÚ: Bratislava, Slovakia, 2009. [Google Scholar]
- Chrysler Group. Measurement Systems Analysis: Reference Manual, 4th ed.; Chrysler Group: Detroit, MI, USA, 2010; ISBN 978-1-60534-211-5. [Google Scholar]
- Petrík, J.; Palfy, P.; Mikloš, V.; Horváth, M.; Havlík, M. The Influence of Operators and Applied Load on Micro-Hardness of the Standard Block. Acta Polytech. Hung. 2014, 11, 14. [Google Scholar]
- ISO 3611; Geometrical Product Specifications (GPS)—Dimensional Measuring Equipment: Micrometers for External Measurements—Design and Metrological Characteristics. International Organization for Standardization ISO: Geneva, Switzerland, 2011.
- ISO 10012; Measurement Management Systems—Requirements for Measurement Processes and Measuring Equipment. International Organization for Standardization ISO: Geneva, Switzerland, 2003.
- Klaput, P.; Vykydal, D.; Tosenovský, F.; Halfarová, P.; Plura, J. Problems of application of measurement system analysis (MSA) in metallurgical production. Metalurgija 2016, 55, 535–537. [Google Scholar]
- TPM 0120-94; Schéma Nadväznosti Meradiel Dĺžky. Slovenský Metrologický Ústav SMU: Bratislava, Slovakia, 1994.
- Dietrich, E. Es geht auch einfach—Messunsicherheit in Analogie zur Prüfmittelfähigkeit bestimmen. QZ Mag. 2001, 46, 264–265. [Google Scholar]
- Betteley, G. (Ed.) Using Statistics in Industry: Quality Improvement through Total Process Control; The Manufacturing Practitioner Series; Prentice Hall: New York, NY, USA, 1994; ISBN 978-0-13-457862-0. [Google Scholar]
- Jones, D.H. Book Review: Statistical Methods, 8th Edition George W. Snedecor and William G. Cochran Ames: Iowa State University Press, 1989. xix + 491 pp. J. Educ. Stat. 1994, 19, 304–307. [Google Scholar] [CrossRef]
- Guthrie, W.F. NIST/SEMATECH e-Handbook of Statistical Methods (NIST Handbook 151); National Institute of Standards and Technology: Gaithersburg, MD, USA, 2020. [Google Scholar] [CrossRef]
- Delgado, R.; Tibau, X.-A. Why Cohen’s Kappa Should Be Avoided as Performance Measure in Classification. PLoS ONE 2019, 14, e0222916. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Glen, S. "Cohen’s Kappa Statistic" From StatisticsHowTo.com. Elementary Statistics for the Rest of Us! 2014. Available online: https://www.statisticshowto.com/cohens-kappa-statistic/ (accessed on 20 January 2022).
- Petrík, J.; Mikloš, V. Vplyv použitia alkoholu na spôsobilosť systému merania tvrdosti konštrukčnej ocele STN 11 373. Bezpečná Práca 2005, 16, 6–9. [Google Scholar]
- Petrík, J.; Mikloš, V. Vplyv rozpadových produktov alkoholu na kvalitu merania. Bezpečná Práca 2009, 20–22. [Google Scholar]
- Monkova, K.; Hric, S.; Knapčikova, L.; Vagaska, A.; Matiskova, D. Application of simulation for product quality enhancement. In Proceedings of the International Conference on Informatics, Management Engineering and Industrial Application (IMEIA), Phuket, Thailand, 24–25 April 2016; pp. 216–220. [Google Scholar]
- Tosenovsky, F.; Vykydal, D.; Klaput, P.; Halfarova, P. Stochastic optimization of laboratory test workflow at metallurgical testing centers. Metalurgija 2016, 55, 779–782. [Google Scholar]
- Goldberg, L.R. The Development of Markers for the Big-Five Factor Structure. Psychol. Assess. 1992, 4, 26–42. [Google Scholar] [CrossRef]
- Big Five Test. Pokyny k Testu Big Five. Kvízy.eu. 2022. Available online: https://www.kvizy.eu/osobnostne-testy/online-eq-testy/big-five-test-osobnosti (accessed on 20 January 2022).
- Mostafa, M.M. Deming’s Funnel Experiment In Quality Improvement—A Computer Simulation. OR Insight 2003, 16, 25–31. [Google Scholar] [CrossRef]
- Czarski, A.; Matusiewicz, P. Influence of measurement system quality on the evaluation of process capability indices. Metall. Foundry Eng. 2012, 38, 25. [Google Scholar] [CrossRef]
- Darestani, S.A.; Ghane, N.; Ismail, M.Y.; Tadi, A.M. Developing Fuzzy Tool Capability Measurement System Analysis. J. Optim. Ind. Eng. 2021, 14, 79–92. [Google Scholar] [CrossRef]
- Al-Refaie, A.; Bata, N. Evaluating measurement and process capabilities by GR&R with four quality measures. Measurement 2010, 43, 842–851. [Google Scholar] [CrossRef]
- Kaasinen, E.; Schmalfuß, F.; Özturk, C.; Aromaa, S.; Boubekeur, M.; Heilala, J.; Heikkilä, P.; Kuula, T.; Liinasuo, M.; Mach, S.; et al. Empowering and engaging industrial workers with Operator 4.0 solutions. Comput. Ind. Eng. 2020, 139, 105678. [Google Scholar] [CrossRef]
- Holman, D. Job types and job quality in Europe. Hum. Relat. 2012, 66, 475–502. [Google Scholar] [CrossRef] [Green Version]
- Wenbin, Z.; Guixiang, S.; Frenkel, I.B.; Khvatsckin, L.; Bolvashenkov, I.; Kammermann, J.; Herzog, H. On Non-Homogeneous Markov Reward Model to Availability and Importance Analysis for CNC Machine Tools. Int. J. Math. Eng. Manag. Sci. 2021, 6, 30–43. [Google Scholar] [CrossRef]
- Istotskiy, V.; Protasev, V. Design and Manufacture of Hob Mills for the Formation of Straight Slots Using the Principles of Screw Backing. Int. J. Math. Eng. Manag. Sci. 2019, 4, 936–945. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Metrological Appraiser | A | B | C | D | E | F | G | H |
|---|---|---|---|---|---|---|---|---|
| (mean) | 7.9577 | 7.9593 | 7.9547 | 7.9552 | 7.9571 | 7.9575 | 7.9575 | 7.9579 |
| SD | 0.0062 | 0.0061 | 0.0056 | 0.0065 | 0.0061 | 0.0062 | 0.0095 | 0.0050 |
| Max | 7.9740 | 7.9750 | 7.9713 | 7.9720 | 7.9723 | 7.97267 | 7.9850 | 7.9710 |
| Min | 7.9417 | 7.9473 | 7.9430 | 7.9420 | 7.9450 | 7.9447 | 7.9417 | 7.9477 |
| Distribution | N | N | N | N | N | N | N | N |
| p-value of distribution test | 0.5498 | 0.6979 | 0.4096 | 0.6918 | 0.6491 | 0.4269 | 0.4739 | 0.2153 |
| Outliers | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Capability Statistics | ||||||||
| CP | 0.8834 | 0.9855 | 0.8478 | 0.8584 | 0.8136 | 0.9397 | 0.4531 | 1.0519 |
| CPL | −0.0214 | 0.1188 | −0.2546 | −0.2156 | −0.0641 | −0.0386 | −0.0204 | −0.0064 |
| CPU | 1.7883 | 1.8522 | 1.9501 | 1.9325 | 1.6914 | 1.9120 | 0.9266 | 2.1102 |
| CPK | −0.0214 | 0.1188 | −0.2546 | −0.2156 | −0.0641 | −0.0386 | −0.0204 | −0.0064 |
| PP | 0.5958 | 0.6034 | 0.6550 | 0.5602 | 0.6002 | 0.5949 | 0.3841 | 0.7297 |
| PPL | −0.0144 | 0.0727 | −0.1967 | −0.1407 | −0.0473 | −0.0244 | −0.0173 | −0.0044 |
| PPU | 1.2061 | 1.1341 | 1.5067 | 1.2610 | 1.2477 | 1.2142 | 0.7856 | 1.4638 |
| PPK | −0.0144 | 0.0727 | −0.1967 | −0.1407 | −0.0473 | −0.0244 | −0.0173 | −0.0044 |
| Parts Per Million | ||||||||
| ppm < LSL | 555,556 | 400,000 | 800,000 | 688,889 | 600,000 | 577,778 | 600,000 | 600,000 |
| ppm > USL | 0 | 0 | 0 | 0 | 0 | 0 | 22222 | 0 |
| ppm Total | 555,556 | 400,000 | 800,000 | 688,889 | 600,000 | 577,778 | 622,222 | 600,000 |
| Short-Term Defects | ||||||||
| ppm < LSL | 525,614 | 360,784 | 777,517 | 741,134 | 576,252 | 546,094 | 524,450 | 507,630 |
| ppm > USL | 0.0405 | 0.0138 | 0.0025 | 0.0034 | 0.1946 | 0.0044 | 2719.97 | 0.0001 |
| ppm Total | 525,614 | 360,784 | 777,517 | 741,134 | 576,252 | 546,094 | 527,170 | 507,630 |
| Overall or Long-Term Defects | ||||||||
| ppm < LSL | 517,282 | 413,638 | 722,458 | 663,525 | 556,407 | 529,220 | 520,732 | 505,293 |
| ppm > USL | 148.305 | 334.268 | 3.0899 | 77.4525 | 90.8837 | 134.940 | 9220.48 | 5.6315 |
| ppm Total | 517,430 | 413,972 | 72,246 | 663,602 | 556,498 | 529,355 | 529,952 | 505,298 |
| Metrological Appraisers | A | B | C | D | E | F | G | H |
|---|---|---|---|---|---|---|---|---|
| (mm) | 10.0040 | 10.0066 | 10.0026 | 10.0028 | 9.9972 | 10.0016 | 10.0028 | 10.0044 |
| SD (mm) | 0.0007 | 0.0005 | 0.0005 | 0.0011 | 0.0016 | 0.0005 | 0.0004 | 0.0015 |
| ucal (mm) | 0.0026 | 0.0041 | 0.0017 | 0.0019 | 0.0018 | 0.0012 | 0.0018 | 0.0028 |
| uh (mm) | 0.0029 | 0.0041 | 0.0024 | 0.0019 | 0.0019 | 0.0013 | 0.0020 | 0.0030 |
| Metrological Appraisers | A | B | C | D | E | F | G | H | |
|---|---|---|---|---|---|---|---|---|---|
| Male/Female | M | F | M | M | M | M | F | F | |
| Age (years) | 48 | 38 | 41 | 60 | 61 | 32 | 25 | 37 | |
| Optical power (D) | Left eye | −0.0/ +1.0 | −0/ +0 | −0/ +0 | −2.5/ +0.25 | −0.5/ +1.5 | −0/ +0 | −0.75/ +0 | −0/ +0 |
| Right eye | −0.0/ +1.0 | −0/ +0 | −0/ +0 | −4.0/ +1.75 | −0.5/ +2.5 | −0/ +0 | −0.75/ +0 | −0/ +0 | |
| B | C | D | E | F | G | H | |
|---|---|---|---|---|---|---|---|
| 0.0048 | 0.0031 | 0.0032 | 0.0031 | 0.0028 | 0.0031 | 0.0038 | A |
| 0.0044 | 0.0045 | 0.0045 | 0.0042 | 0.0045 | 0.0050 | B | |
| 0.0026 | 0.0025 | 0.0021 | 0.0025 | 0.0033 | C | ||
| 0.0026 | 0.0022 | 0.0026 | 0.0034 | D | |||
| 0.0021 | 0.0026 | 0.0034 | E | ||||
| 0.0022 | 0.0031 | F | |||||
| 0.0034 | G |
| B | C | D | E | F | G | H | |
|---|---|---|---|---|---|---|---|
| 0.0047 | 0.0 | 0.0 | 0.2950 | 0.7666 | 0.8593 | 0.7830 | A |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.1848 | 0.1054 | B | |
| 0.2049 | 0.0 | 0.0 | 0.0215 | 0.0001 | C | ||
| 0.0003 | 0.0 | 0.1057 | 0.0020 | D | |||
| 0.3206 | 0.7939 | 0.4044 | E | ||||
| 0.9744 | 0.6811 | F | |||||
| 0.7418 | G |
| Metrological Appraiser | A | B | C | D | E | F | G | H |
|---|---|---|---|---|---|---|---|---|
| 31; 42 | 31 | 31; 42 | 31; 42 | 31 | 26; 31 | 4 | 33 | |
| MR | - | - | - | - | - | - | 4 | 5; 33 |
| B | C | D | E | F | G | H | |
|---|---|---|---|---|---|---|---|
| 22.76 | 35.01 | 19.31 | 24.59 | 21.16 | 52.93 | 34.30 | A |
| 27.21 | 10.62 | 16.21 | 12.62 | 49.11 | 25.83 | B | |
| 27.32 | 31.15 | 27.35 | 57.21 | 39.33 | C | ||
| 13.11 | 9.34 | 45.90 | 19.65 | D | |||
| 14.59 | 51.06 | 28.21 | E | ||||
| 48.32 | 23.75 | F | |||||
| 57.19 | G |
| B | C | D | E | F | G | H | |
|---|---|---|---|---|---|---|---|
| 16.9 | 29.5 | 25.5 | 6.1 | 0.8 | 0.0 | 0.0 | A |
| 46.41 | 42.9 | 25.31 | 20.63 | 16.98 | 19.54 | B | |
| 5.53 | 26.50 | 30.68 | 23.97 | 38.70 | C | ||
| 21.56 | 25.83 | 21.02 | 33.53 | D | |||
| 4.78 | 0.0 | 11.20 | E | ||||
| 0.0 | 5.15 | F | |||||
| 0.0 | G |
| B | C | D | E | F | G | H | |
|---|---|---|---|---|---|---|---|
| 95.91 | 88.90 | 94.74 | 96.74 | 97.73 | 84.84 | 93.93 | A |
| 84.30 | 89.71 | 95.38 | 97.03 | 85.44 | 94.61 | B | |
| 96.04 | 91.25 | 91.16 | 78.44 | 83.40 | C | ||
| 96.76 | 96.15 | 86.32 | 92.14 | D | |||
| 98.81 | 85.98 | 95.28 | E | ||||
| 87.55 | 97.00 | F | |||||
| 82.03 | G |
| B | C | D | E | F | G | H | |
|---|---|---|---|---|---|---|---|
| 28.3 | 45.8 | 32.0 | 25.3 | 21.2 | 52.9 | 34.3 | A |
| 53.8 | 44.19 | 30.06 | 24.19 | 51.97 | 32.39 | B | |
| 27.87 | 40.9 | 41.1 | 62.03 | 55.18 | C | ||
| 25.23 | 27.47 | 50.48 | 38.87 | D | |||
| 15.35 | 51.06 | 30.35 | E | ||||
| 48.32 | 24.3 | F | |||||
| 57.19 | G |
| Shaft No. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | … | 43 | 44 | 45 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Metrological appraiser A | II | III | II | III | III | II | III | II | II | … | II | II | III |
| Metrological appraiser B | II | III | III | III | II | II | III | II | II | … | II | III | III |
| Metrological Appraiser A | |||||
|---|---|---|---|---|---|
| I | II | III | Row Total | ||
| Metrological appraiser B | I | 0 | 0 | 0 | 0 |
| II | 0 | 19 | 1 | 20 | |
| III | 0 | 7 | 18 | 25 | |
| Column total | 0 | 26 | 19 | Overall total (45) | |
| B | C | D | E | F | G | H | |
|---|---|---|---|---|---|---|---|
| 0.82 | 0.78 | 0.80 | 0.76 | 0.80 | 0.56 | 0.69 | A |
| 0.64 | 0.71 | 0.84 | 0.84 | 0.42 | 0.56 | B | |
| 0.84 | 0.80 | 0.67 | 0.60 | 0.62 | C | ||
| 0.78 | 0.73 | 0.58 | 0.67 | D | |||
| 0.87 | 0.49 | 0.53 | E | ||||
| 0.49 | 0.53 | F | |||||
| 0.64 | G |
| B | C | D | E | F | G | H | |
|---|---|---|---|---|---|---|---|
| 0.65 | 0.53 | 0.58 | 0.50 | 0.60 | 0.10 | 0.37 | A |
| 0.35 | 0.45 | 0.69 | 0.69 | −0.08 | 0.14 | B | |
| 0.62 | 0.56 | 0.34 | 0.06 | 0.17 | C | ||
| 0.53 | 0.47 | 0.08 | 0.29 | D | |||
| 0.73 | −0.05 | 0.04 | E | ||||
| 0.01 | 0.07 | F | |||||
| 0.26 | G |
| EF | EG | EF | EF | EG | EF | EG | |
|---|---|---|---|---|---|---|---|
| Measurement No. | 1 | 1 | 2 | 3 | 2 | 4 | 3 |
| (mean) | 7.9573 | 7.9573 | 7.9738 | 7.9790 | 7.9648 | 7.9650 | 7.9600 |
| CP | 0.85341 | 0.571 | 1.2175 | 0.972052 | 0.693945 | 1.2688 | 0.64955 |
| PP | 0.60056 | 0.46001 | 0.76548 | 0.935867 | 0.695018 | 1.1495 | 0.66134 |
| Defects per Million (ppm) | 588,889 | 611,111 | 22,222.2 | 400,000 | 100,000 | 22,222.2 | 44,444.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Markulik, Š.; Petrík, J.; Šolc, M.; Blaško, P.; Palfy, P.; Girmanová, L. The Relationship between Process Capability and Quality of Measurement System. Appl. Sci. 2022, 12, 5825. https://doi.org/10.3390/app12125825
Markulik Š, Petrík J, Šolc M, Blaško P, Palfy P, Girmanová L. The Relationship between Process Capability and Quality of Measurement System. Applied Sciences. 2022; 12(12):5825. https://doi.org/10.3390/app12125825
Chicago/Turabian StyleMarkulik, Štefan, Jozef Petrík, Marek Šolc, Peter Blaško, Pavol Palfy, and Lenka Girmanová. 2022. "The Relationship between Process Capability and Quality of Measurement System" Applied Sciences 12, no. 12: 5825. https://doi.org/10.3390/app12125825