
Factor Design for the Oxide Etching Process to Reduce Edge Particle Contamination in Capacitively Coupled Plasma Etching Equipment


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Basic Principles of Particle Transport in Plasmas
2.1. RF Plasma
2.2. Debye Length
2.3. Dust in the Plasma Sheath
2.3.1. Gravity
2.3.2. Electric Force
2.3.3. Gas Viscous Force
3. Control Strategy and Experiment
4. Results and Discussion
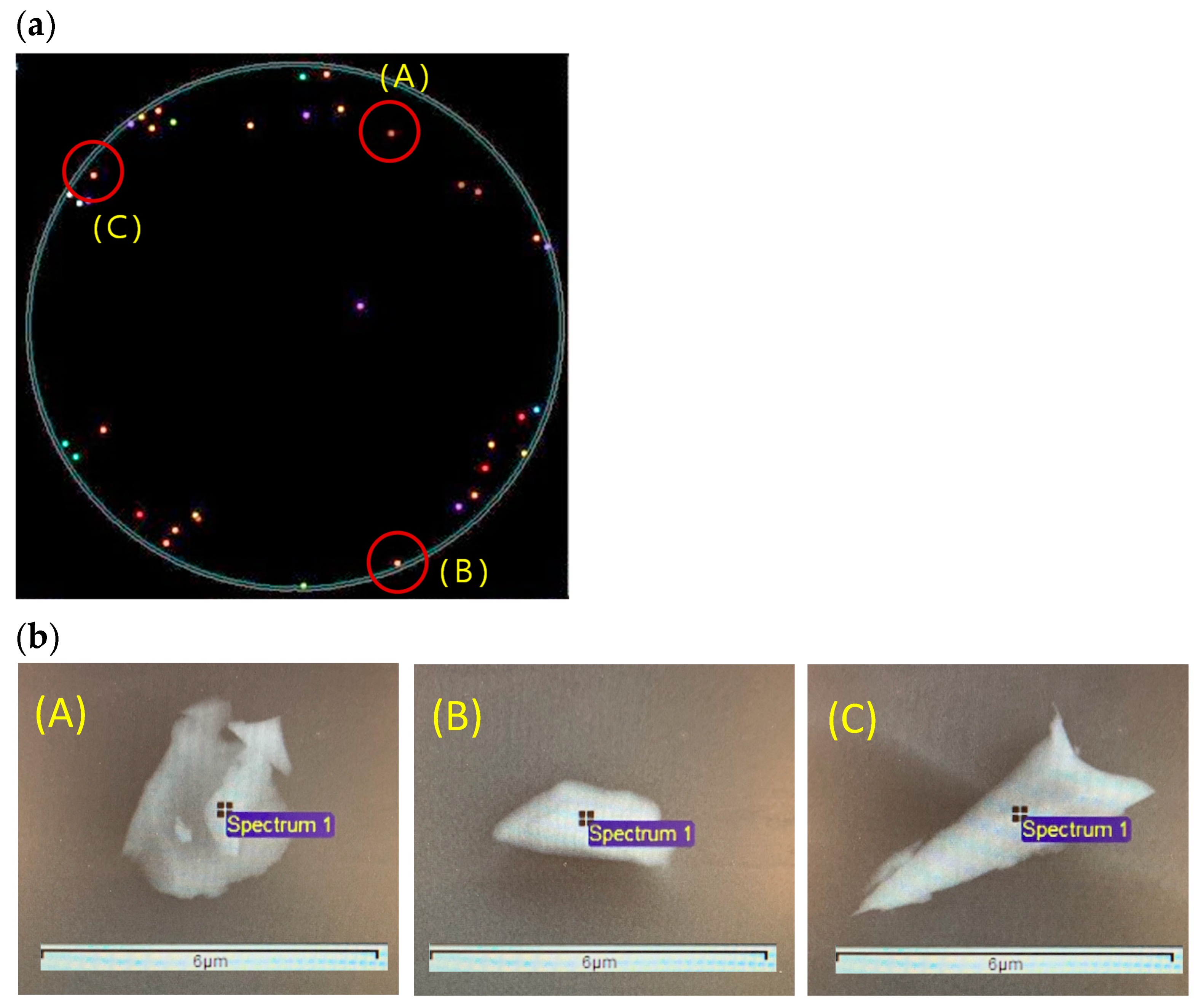
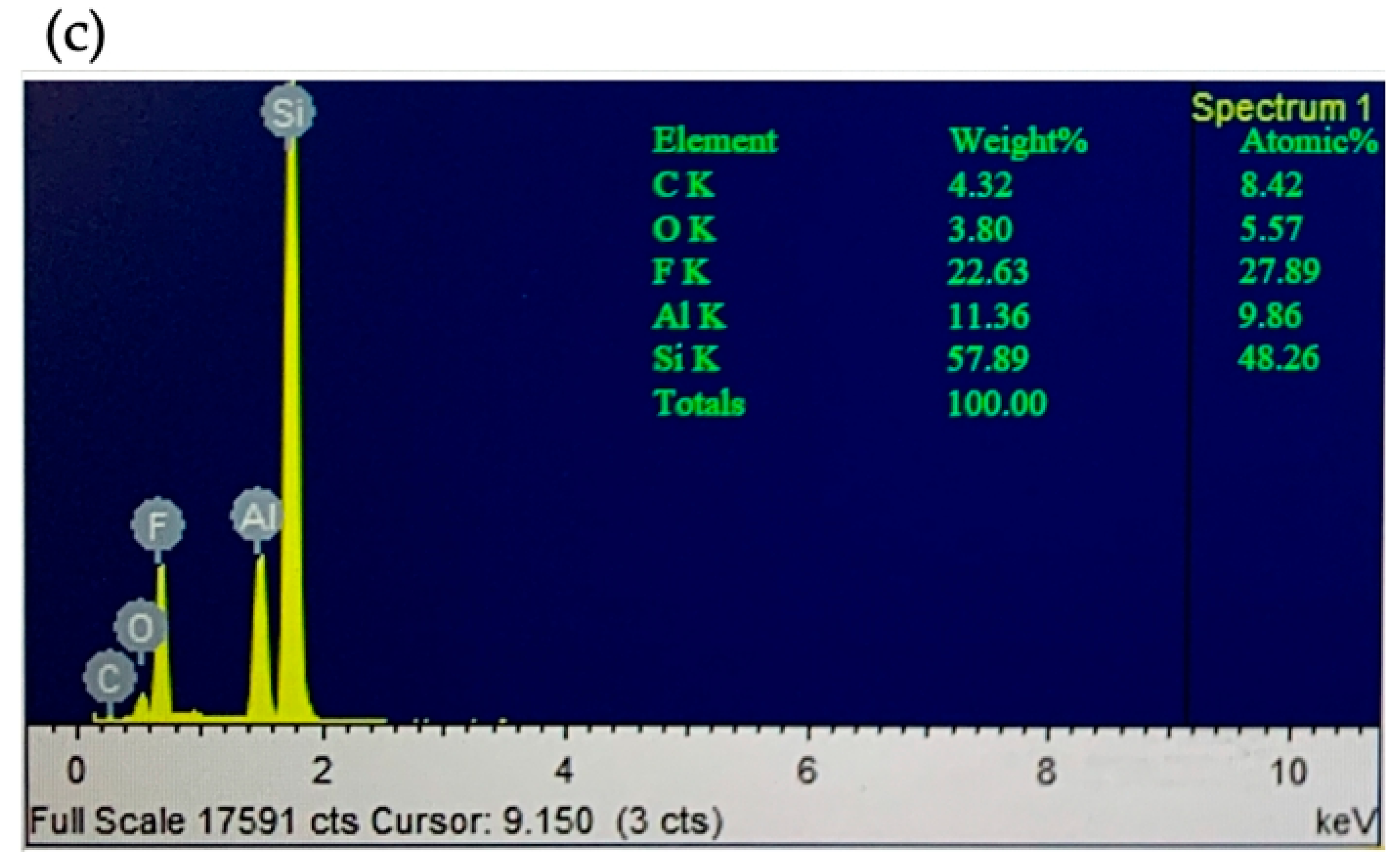
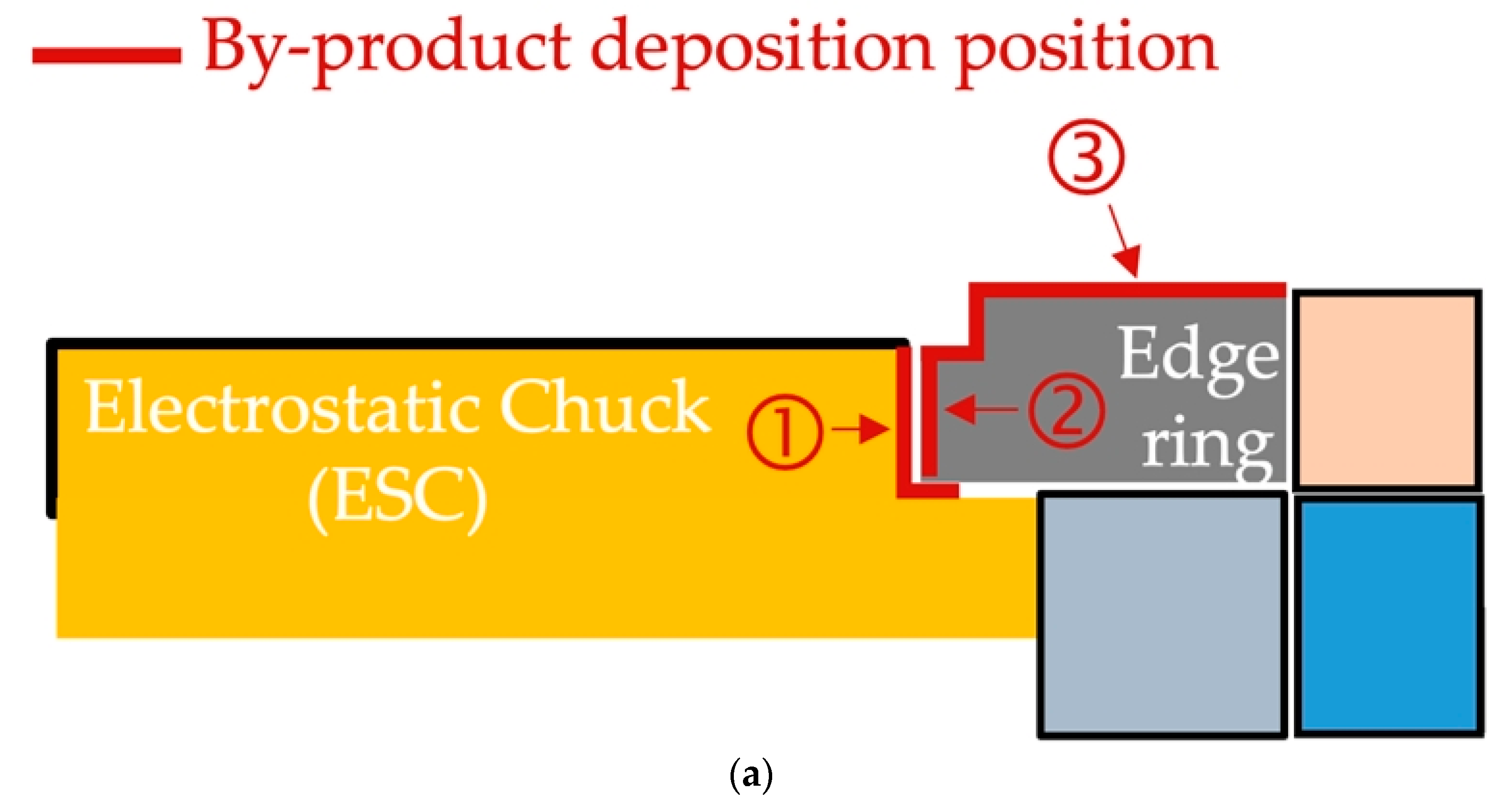
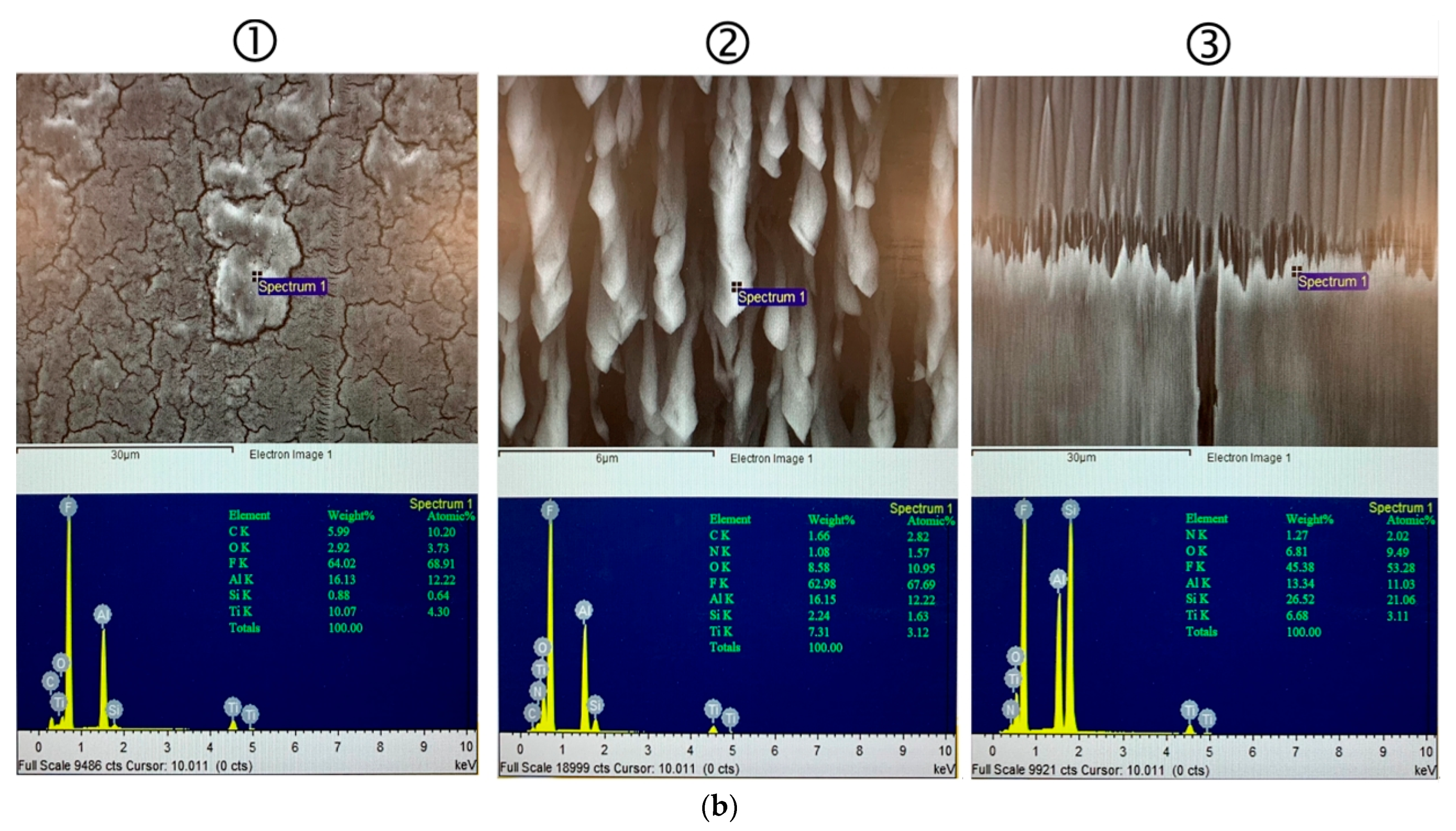
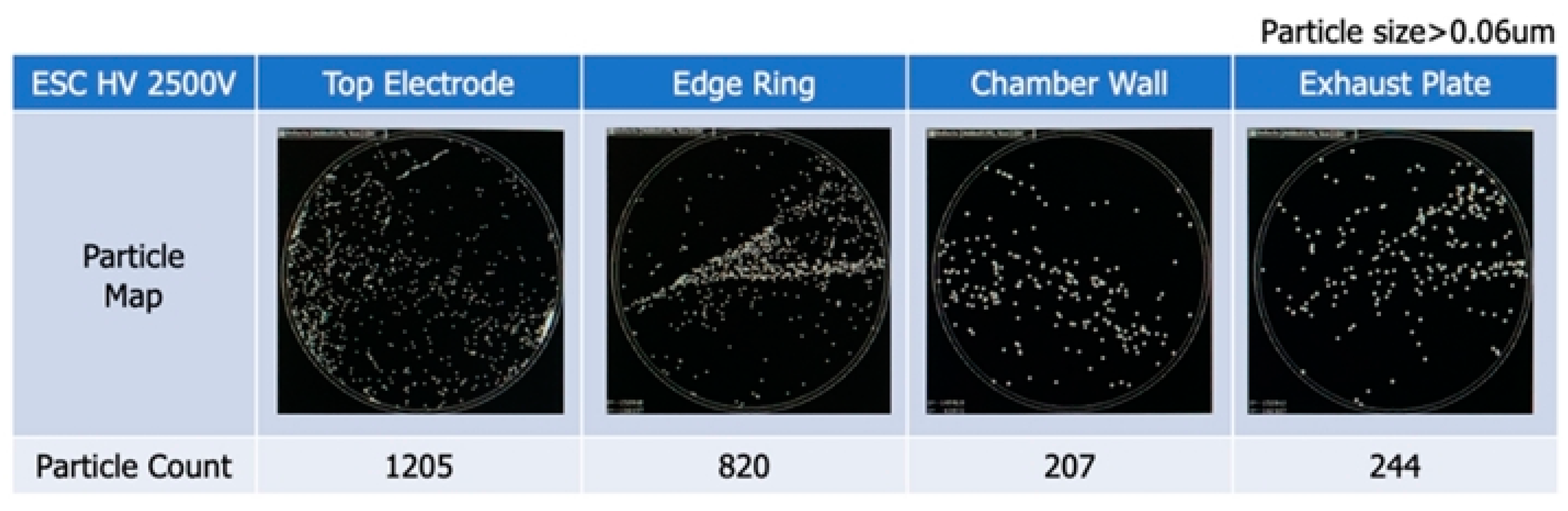
4.1. Particle Sources Verified through Chamber By-Product Deposition Analysis
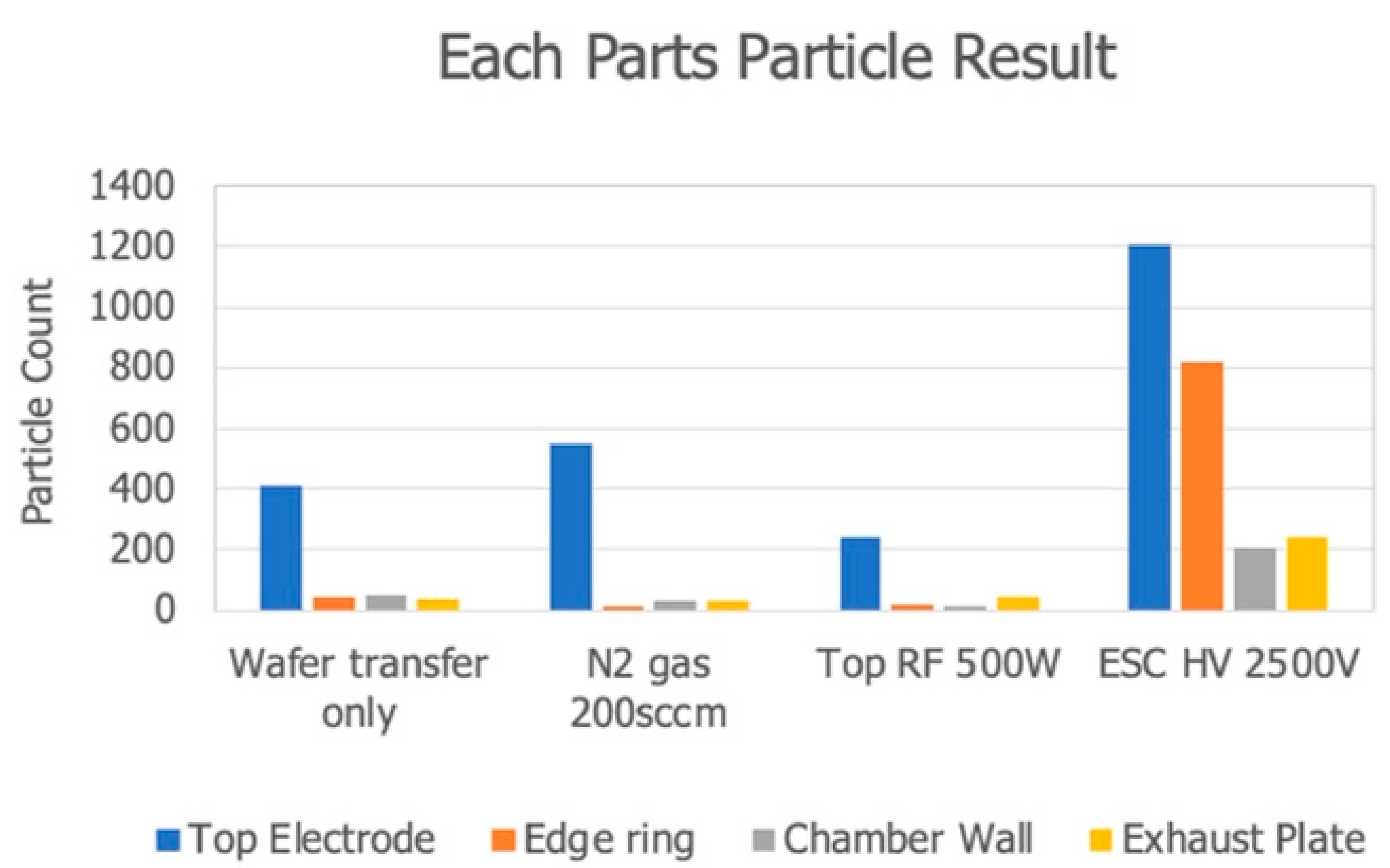
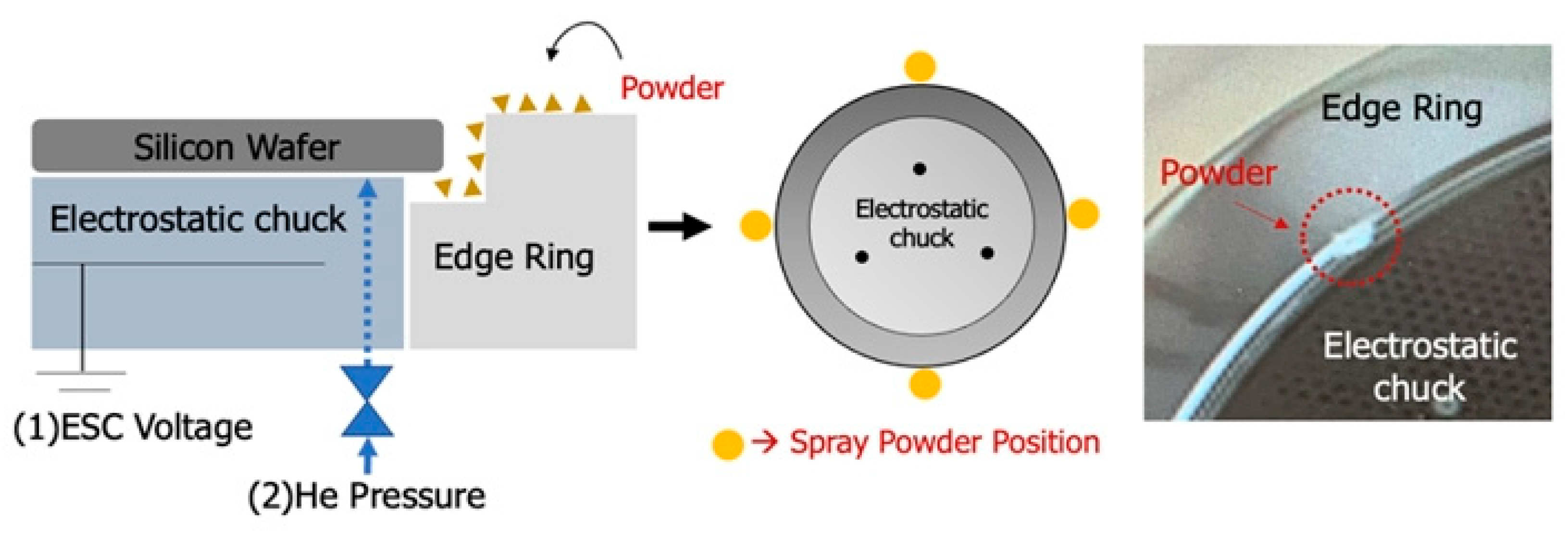
4.2. Particle Results for Each Wafer Test Condition in Which Powder Was Placed on the Surface of Each Part in the Chamber
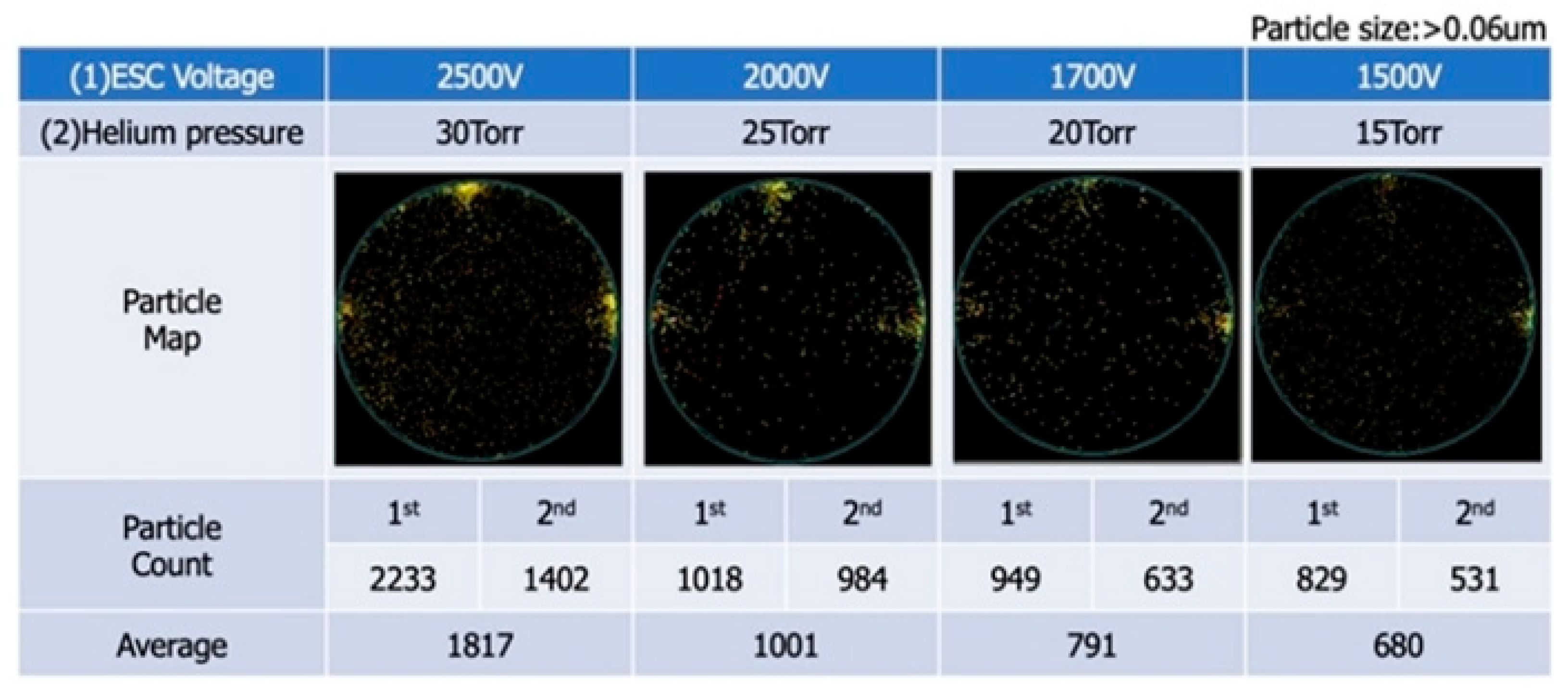
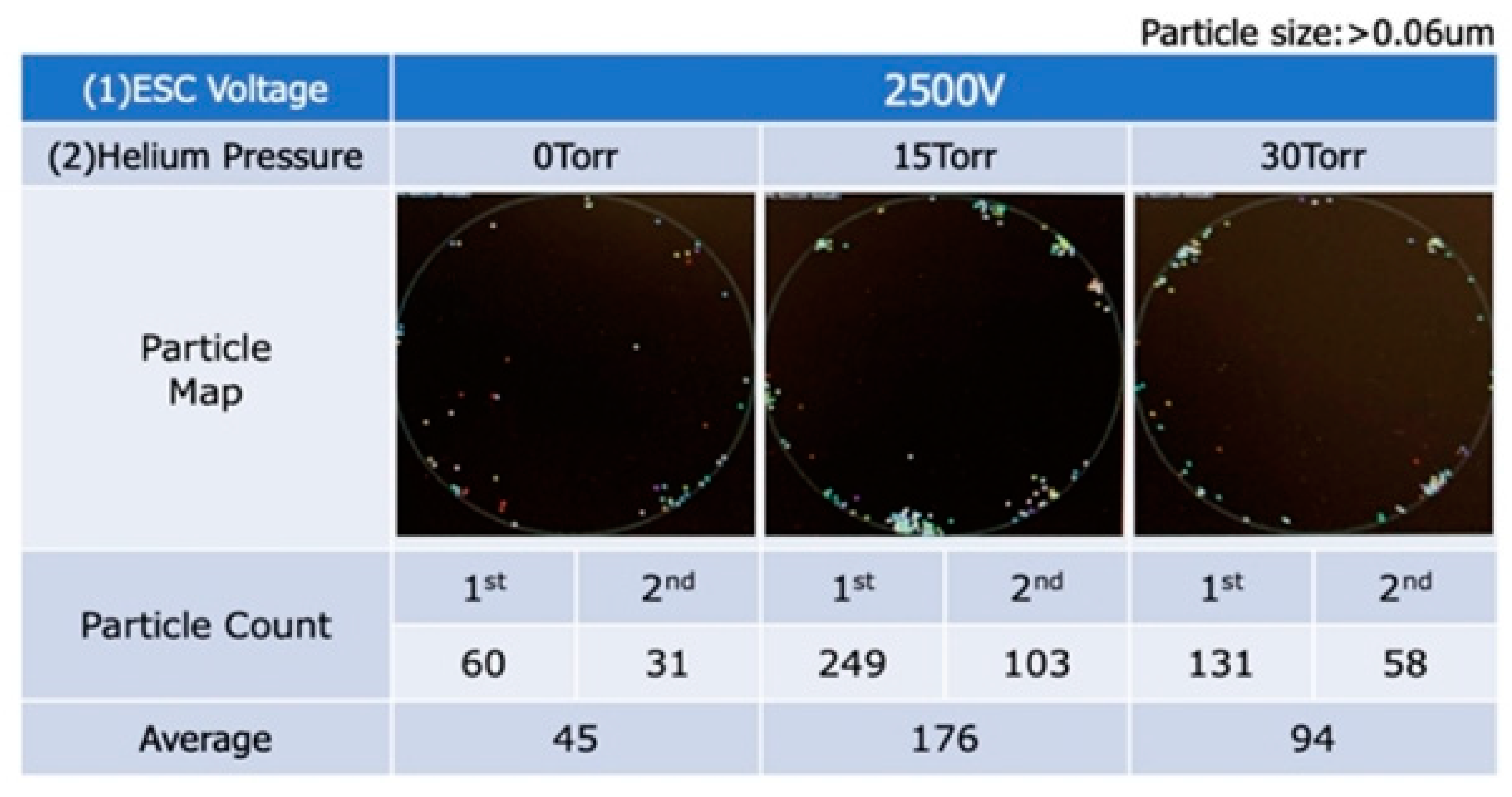
4.3. ESC Voltage and Helium Pressure Control
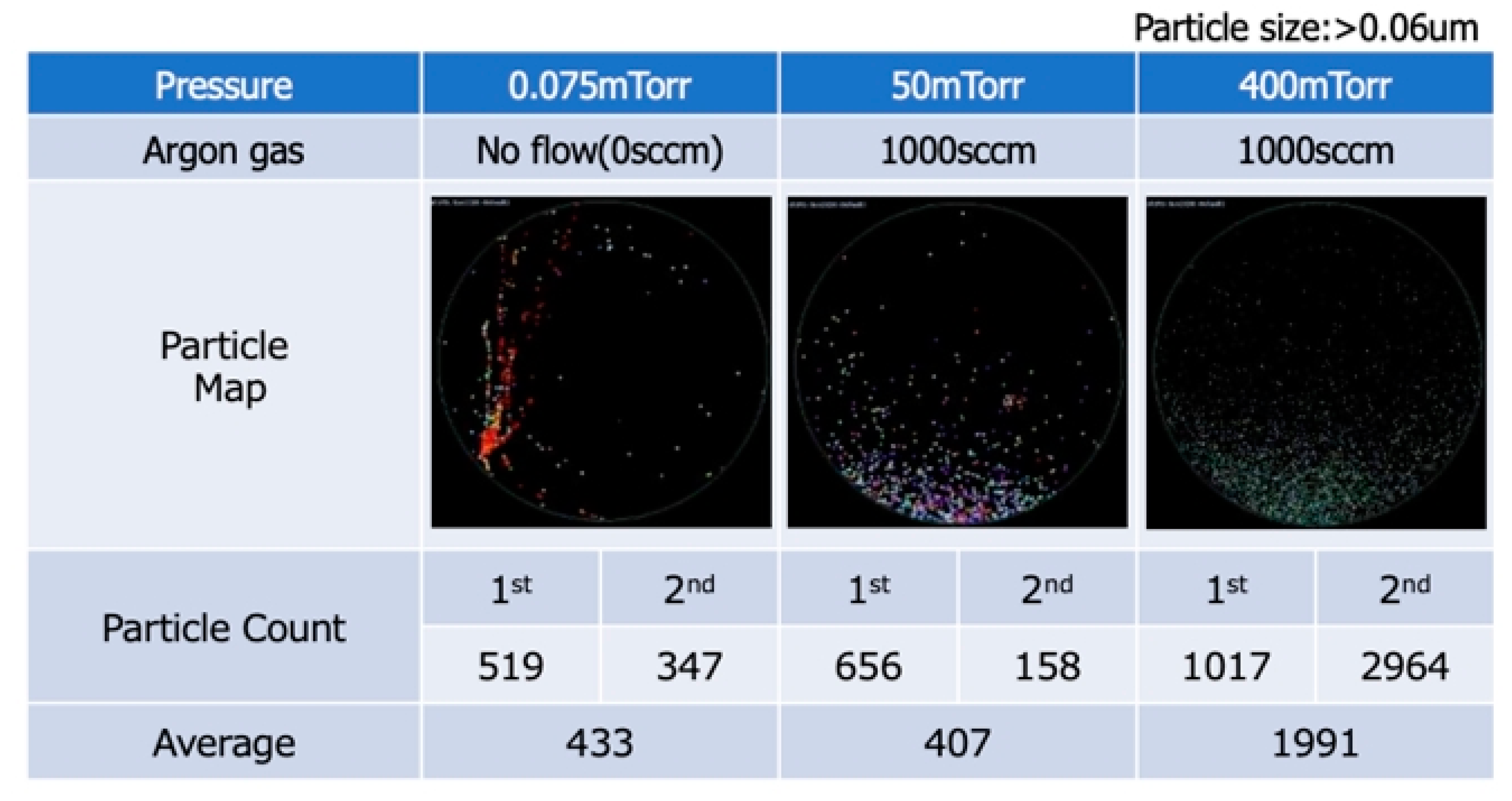
4.4. Particle Distributions for Different Gas Flows and Pressures
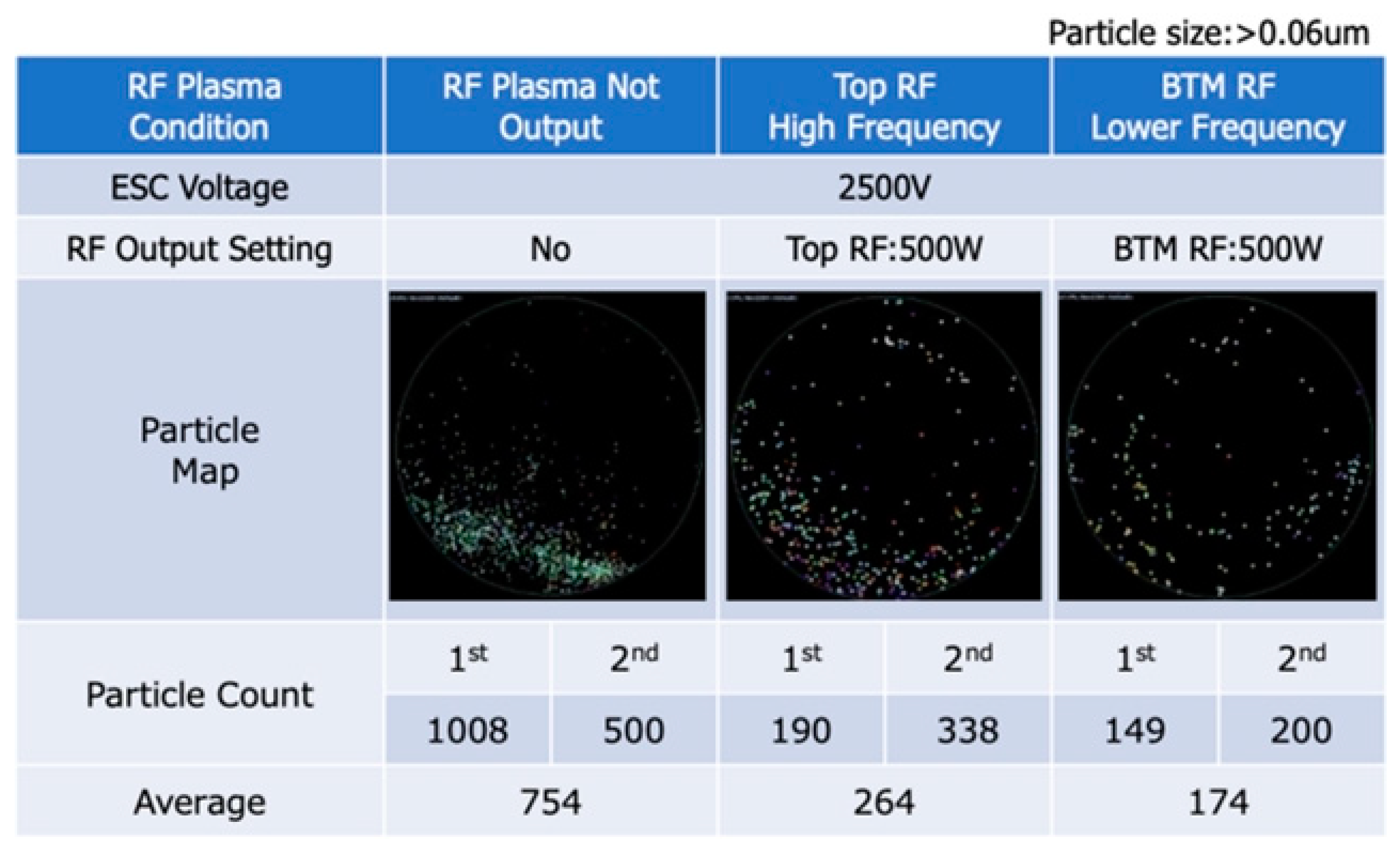
4.5. Particle Distribution Results under Different RF Plasma Discharge Conditions during Wafer Processing
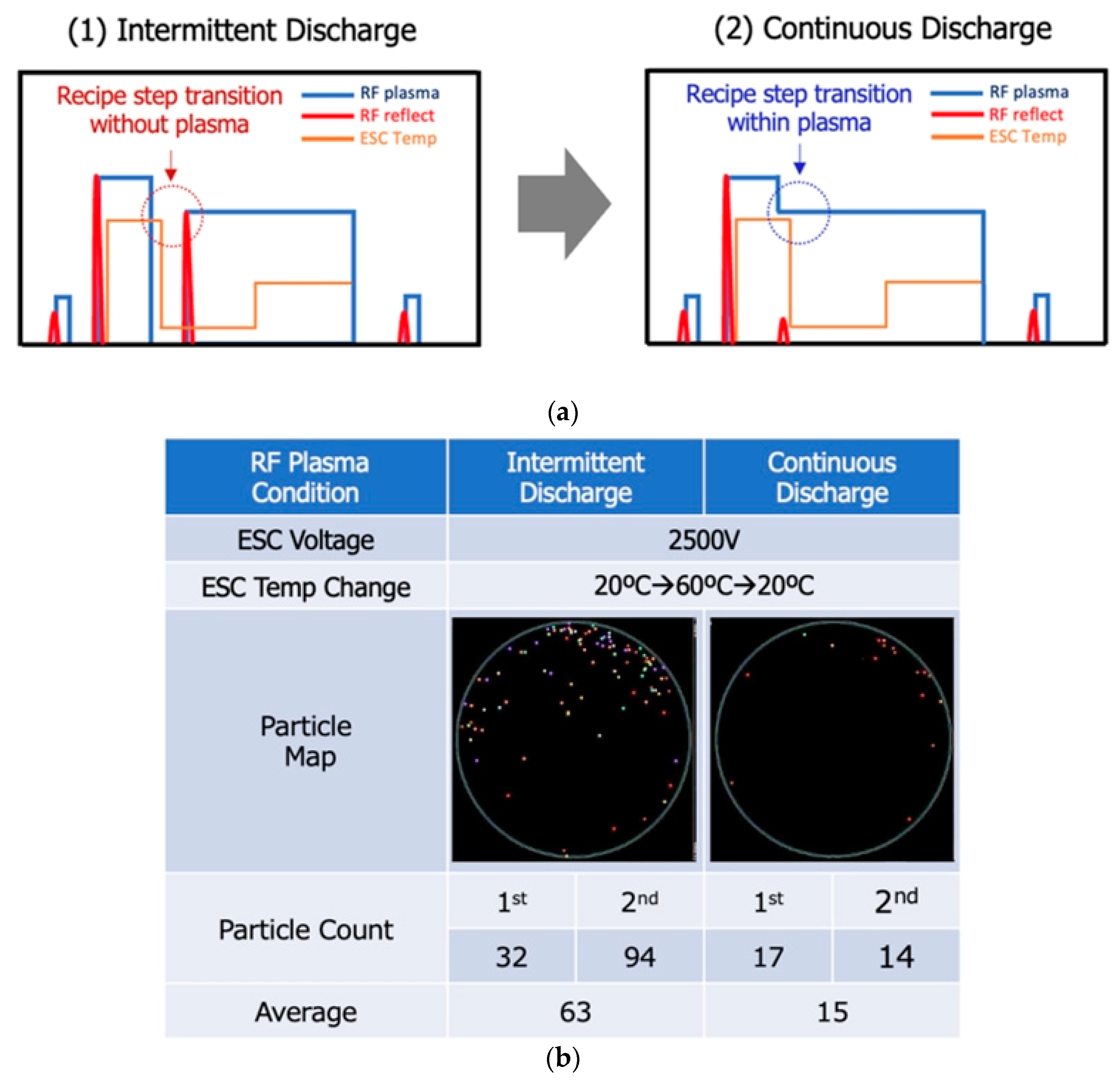
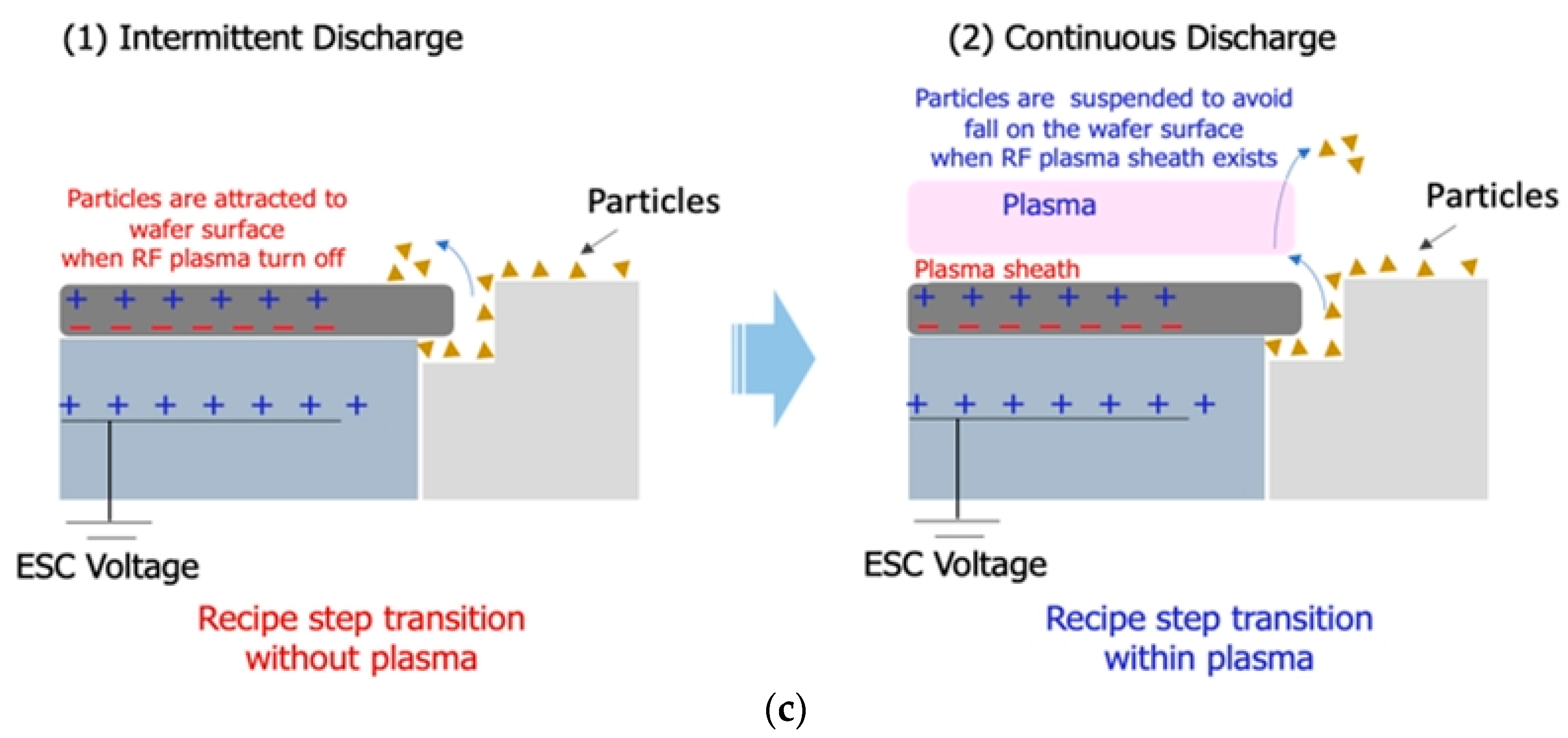
4.6. Particle Distribution Results for Different RF Plasma Discharge Sequences
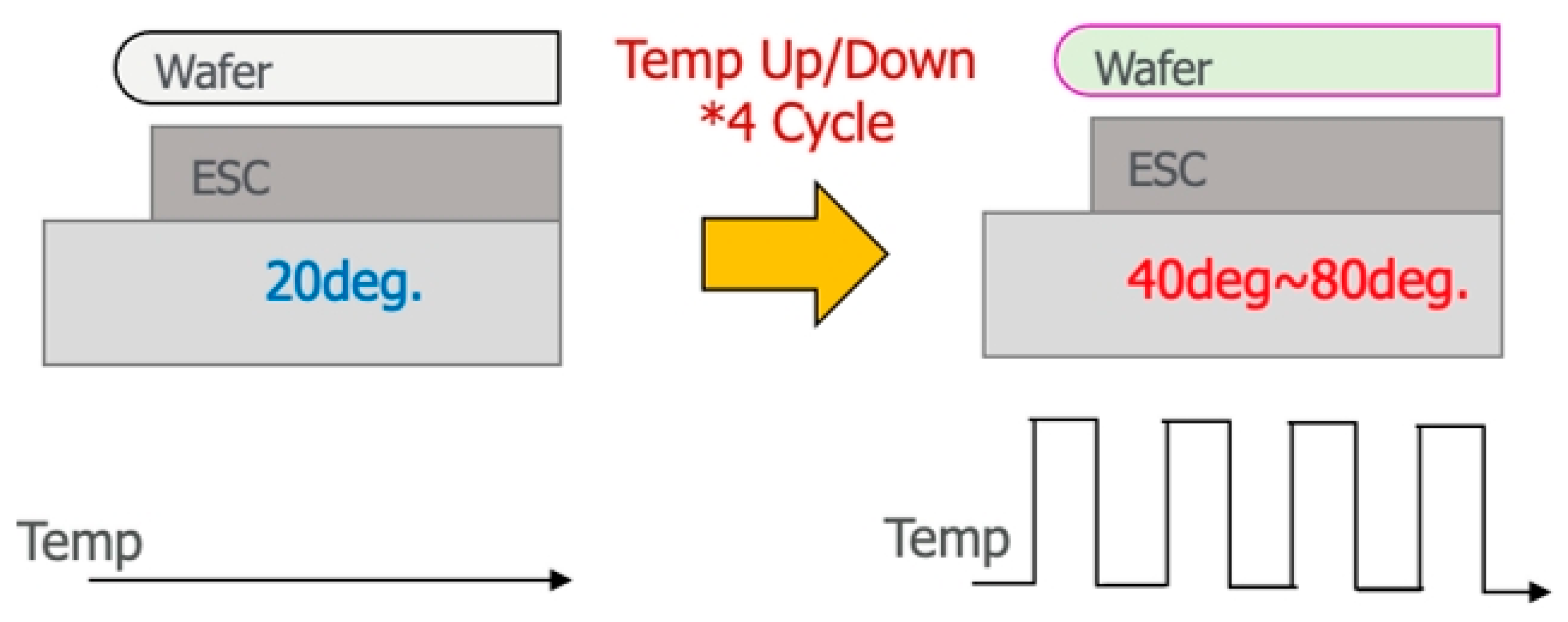
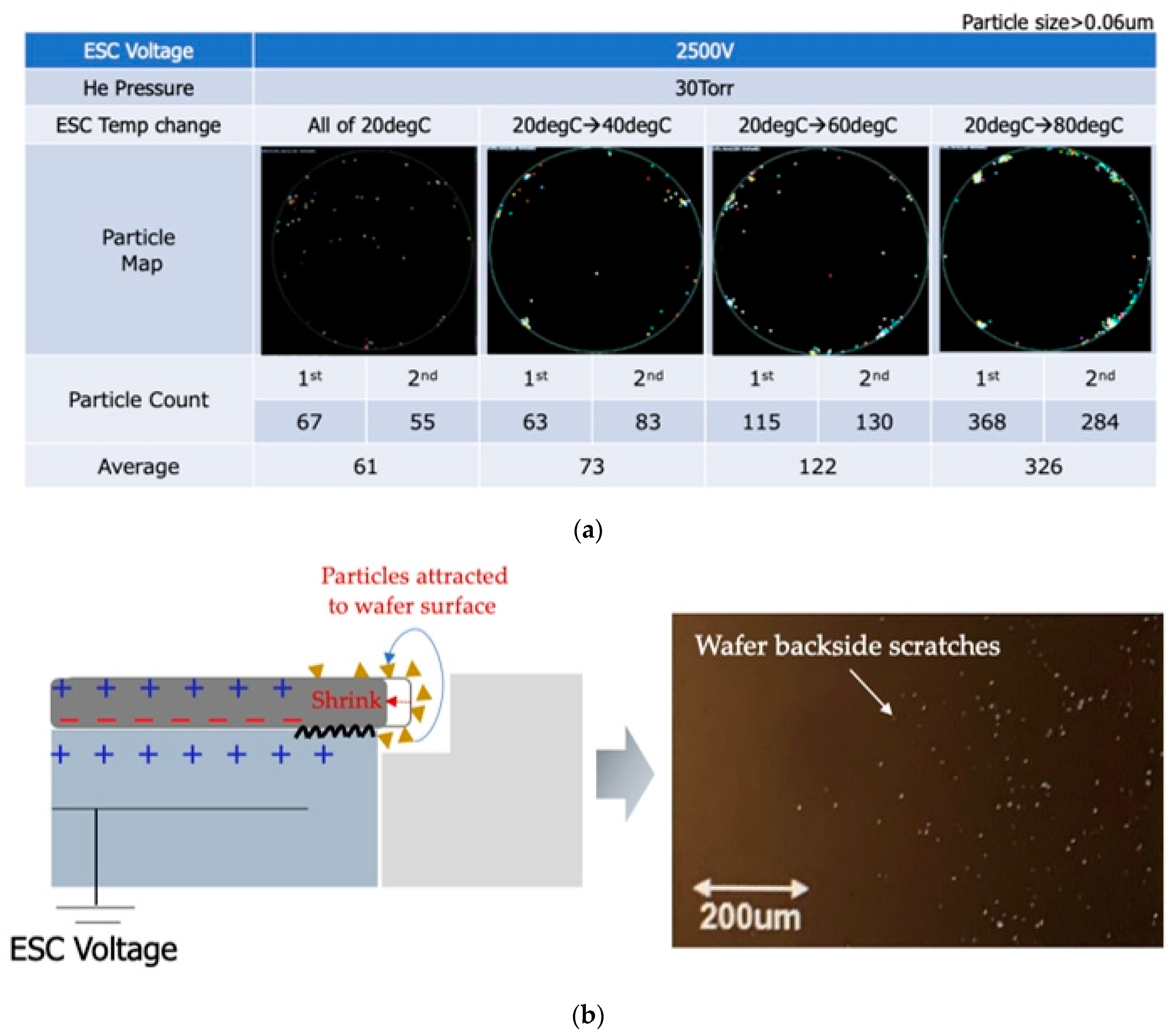
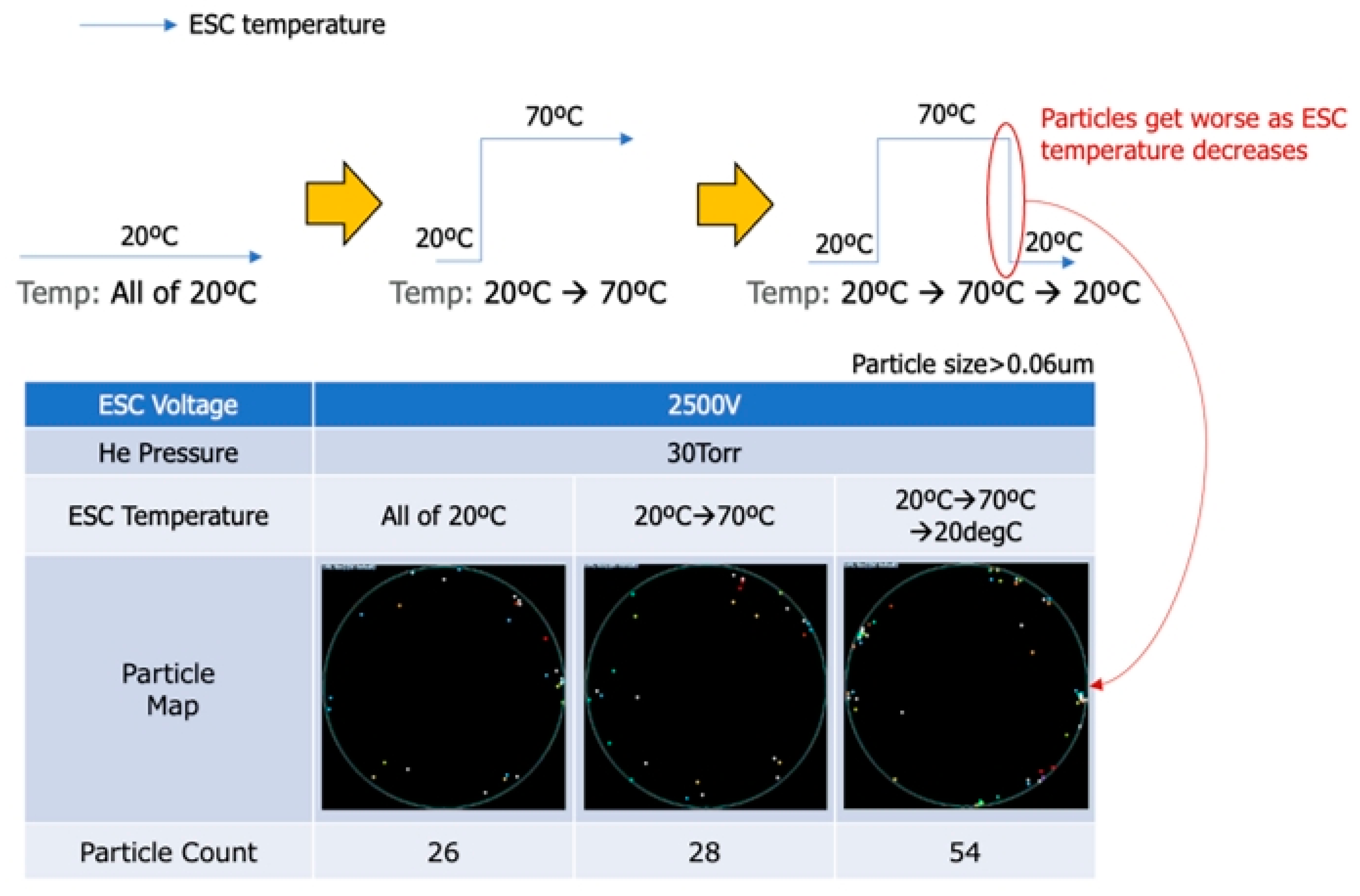
4.7. Temperature of the ESC
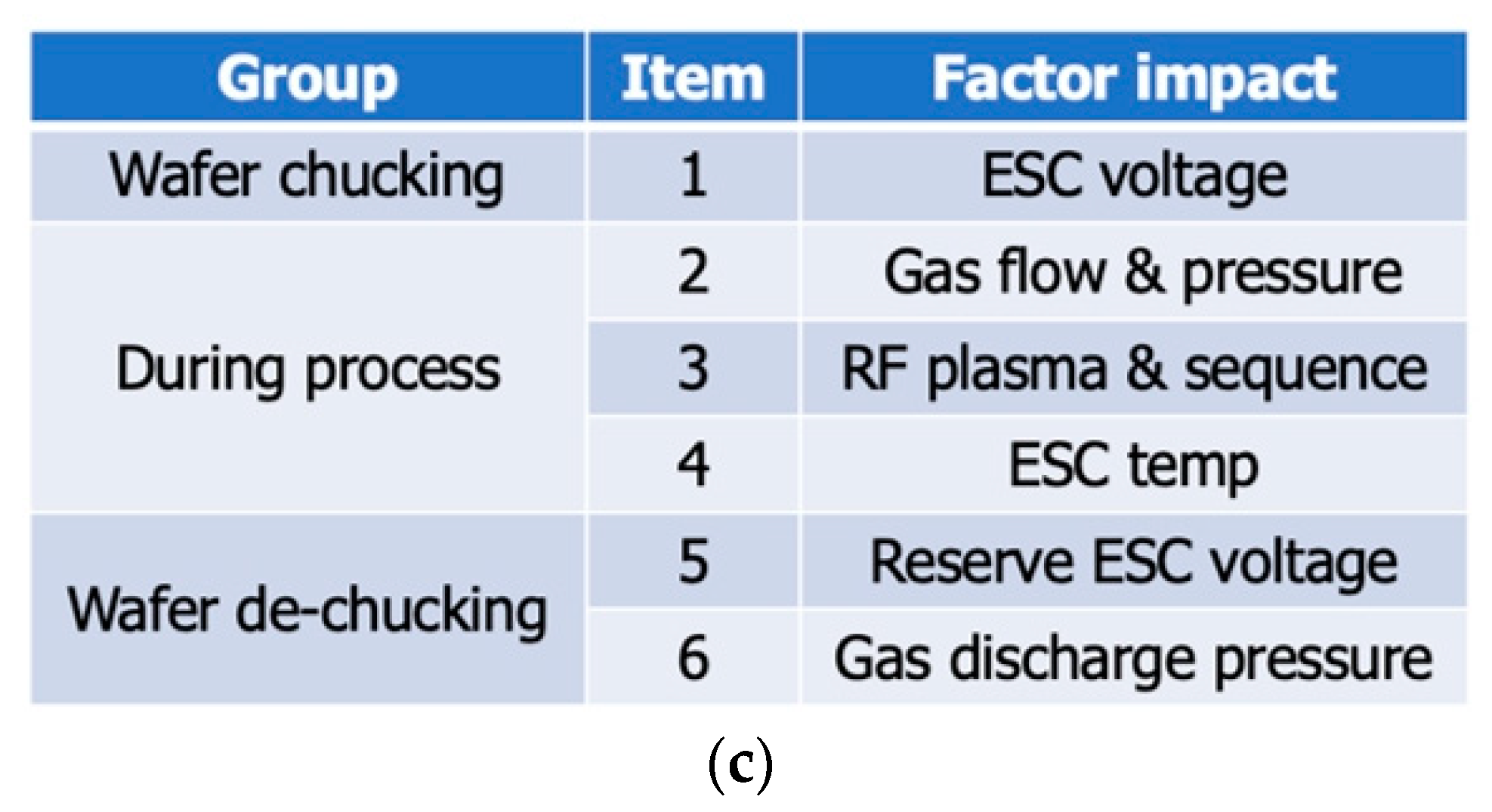
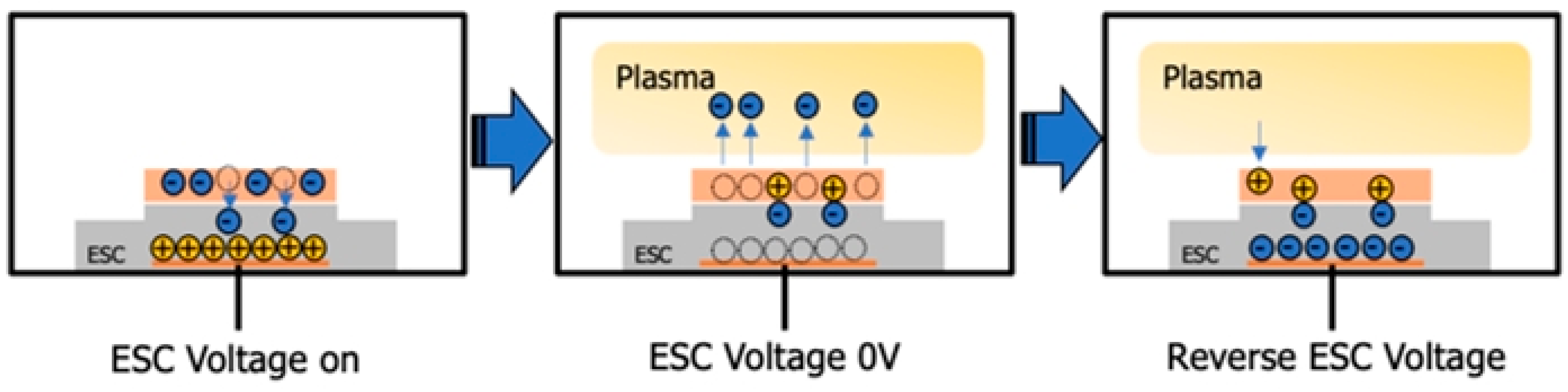
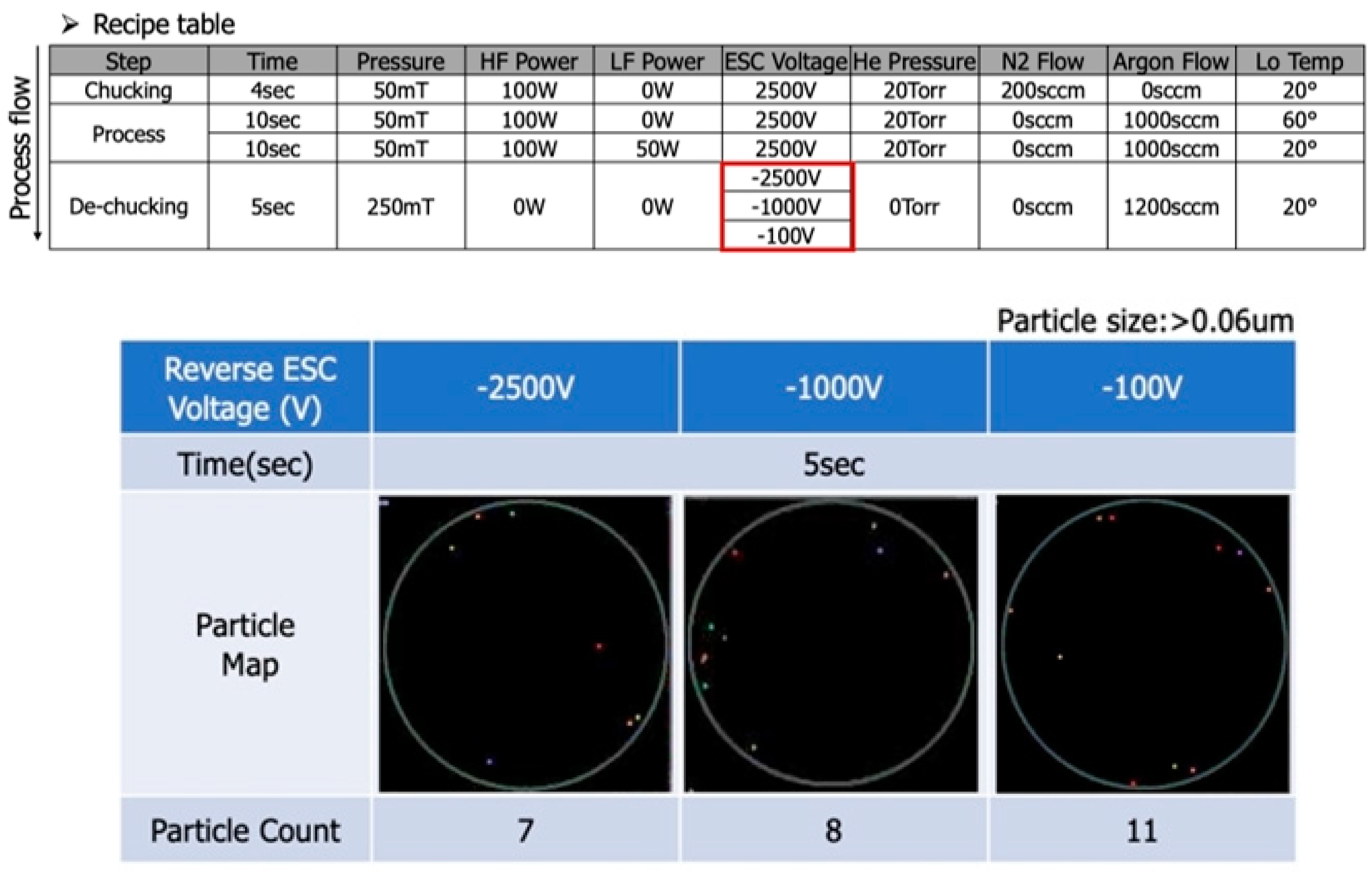
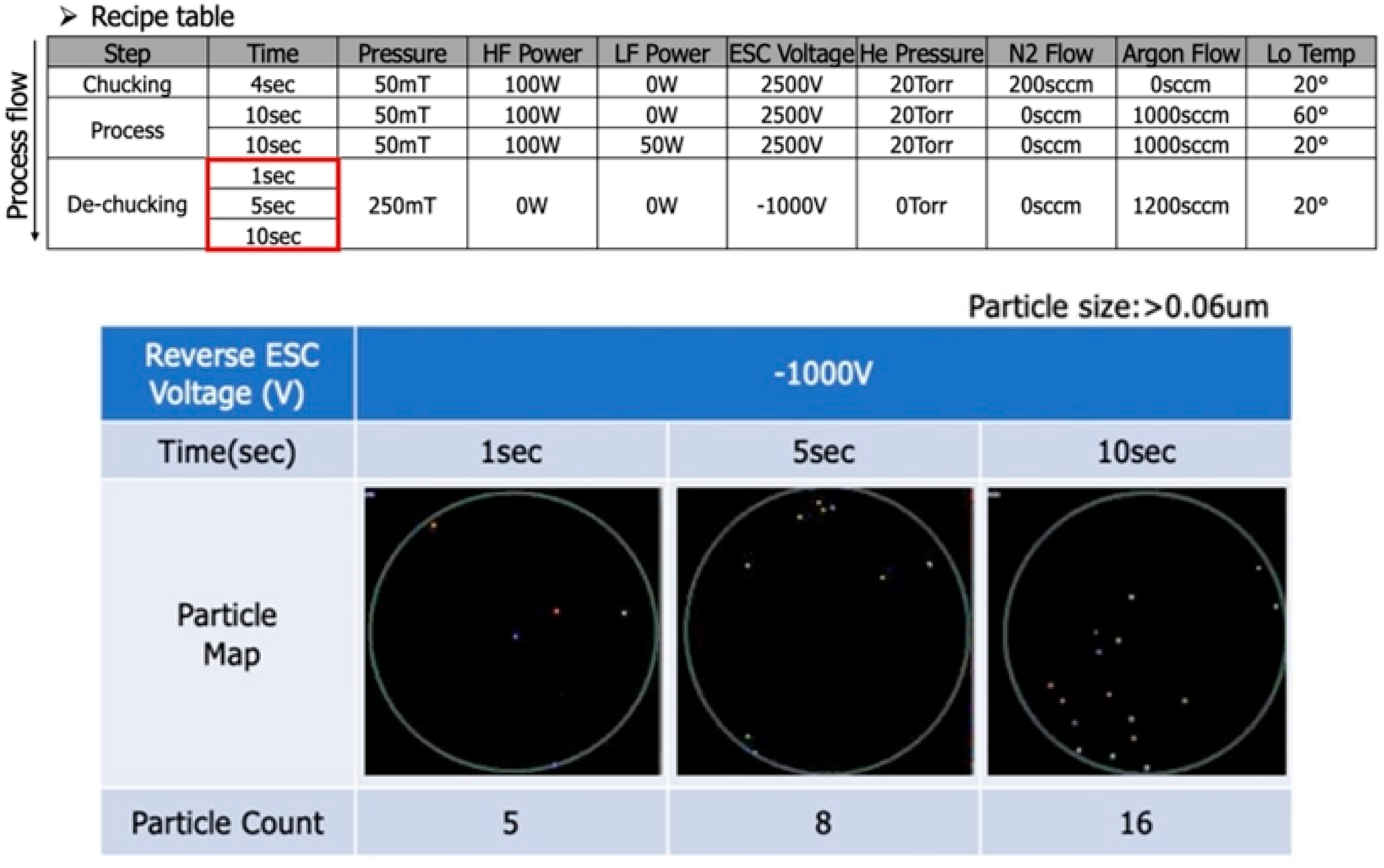
4.8. ESC Voltage Reversal during the Wafer De-Chucking Step
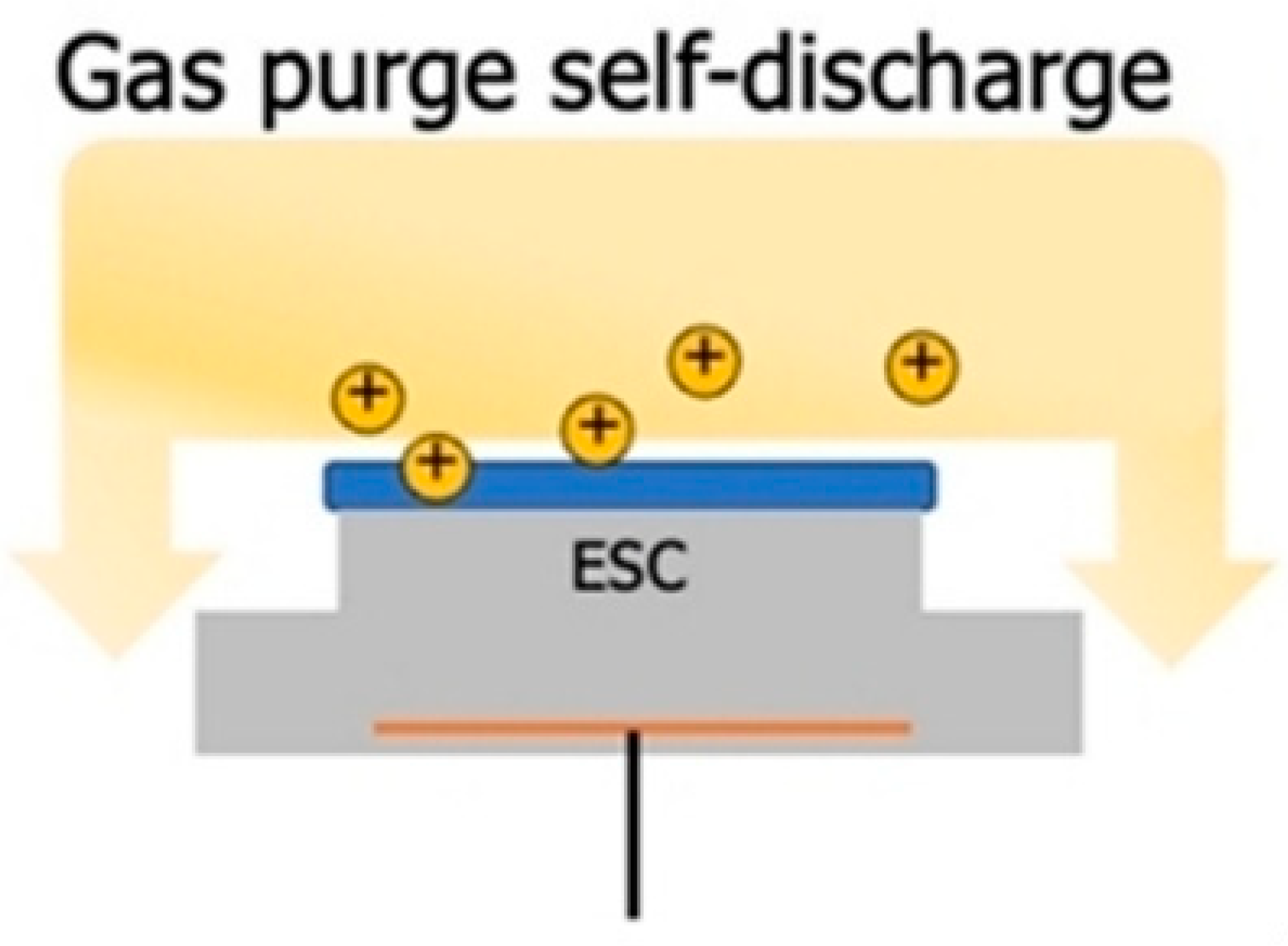
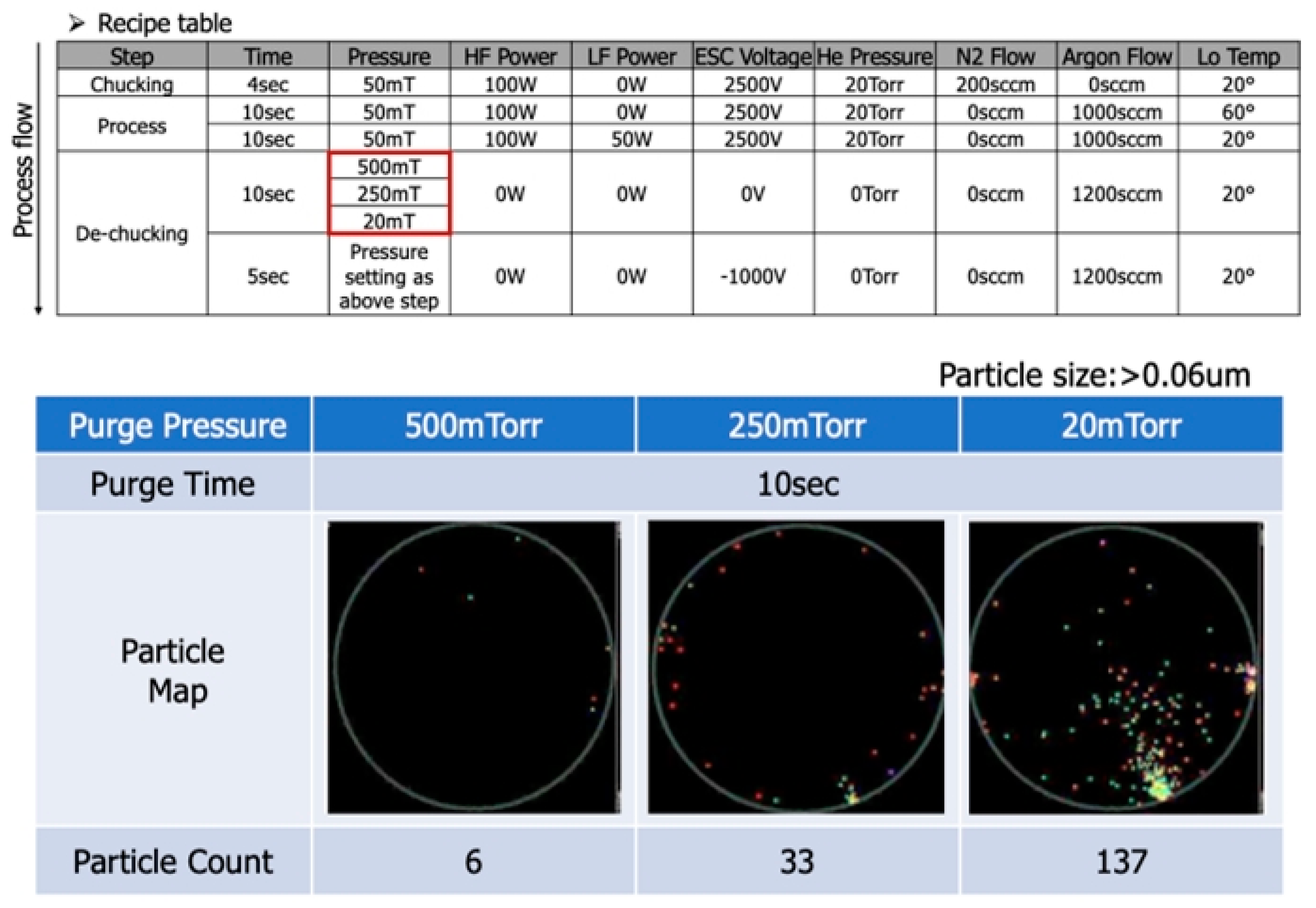
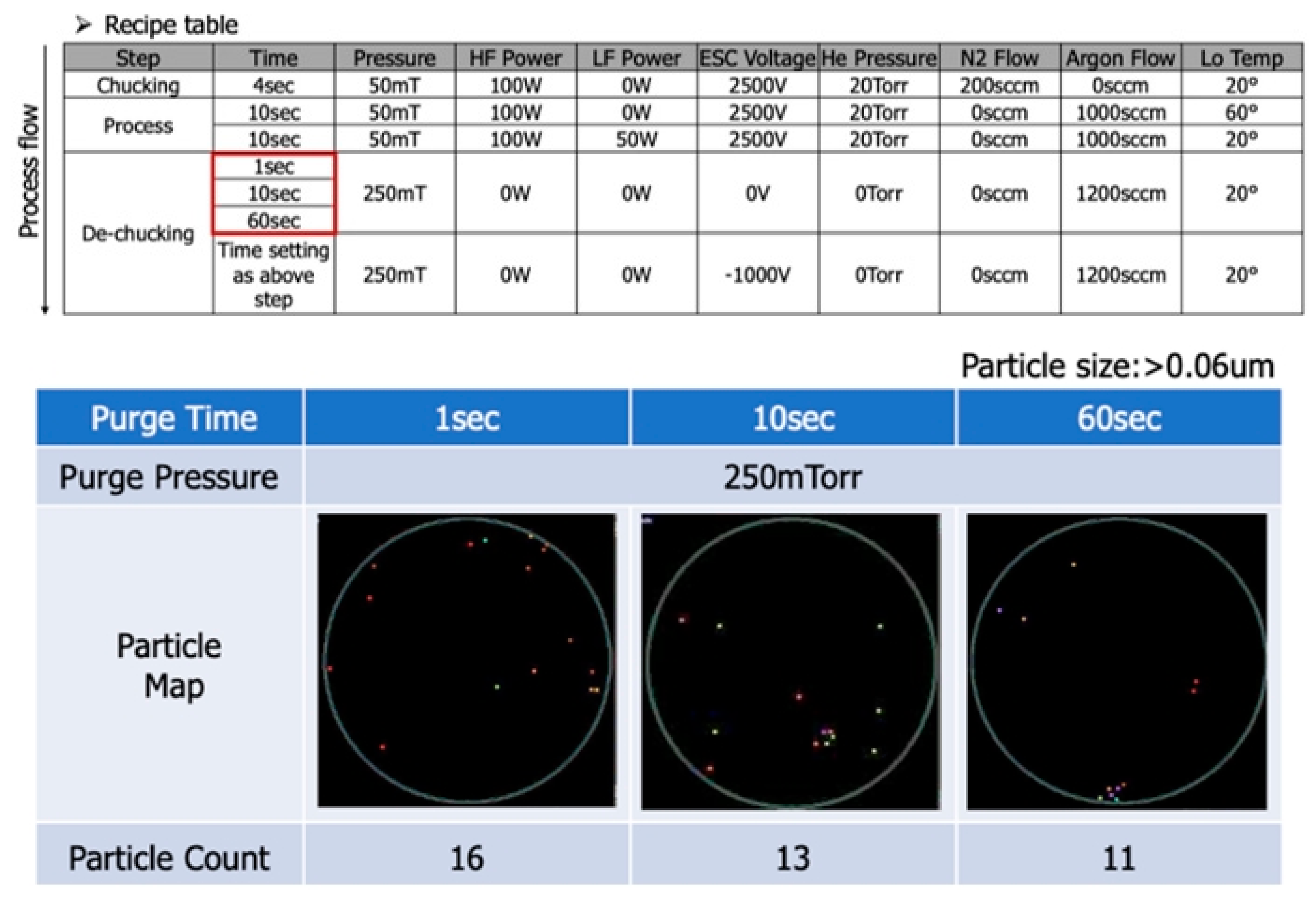
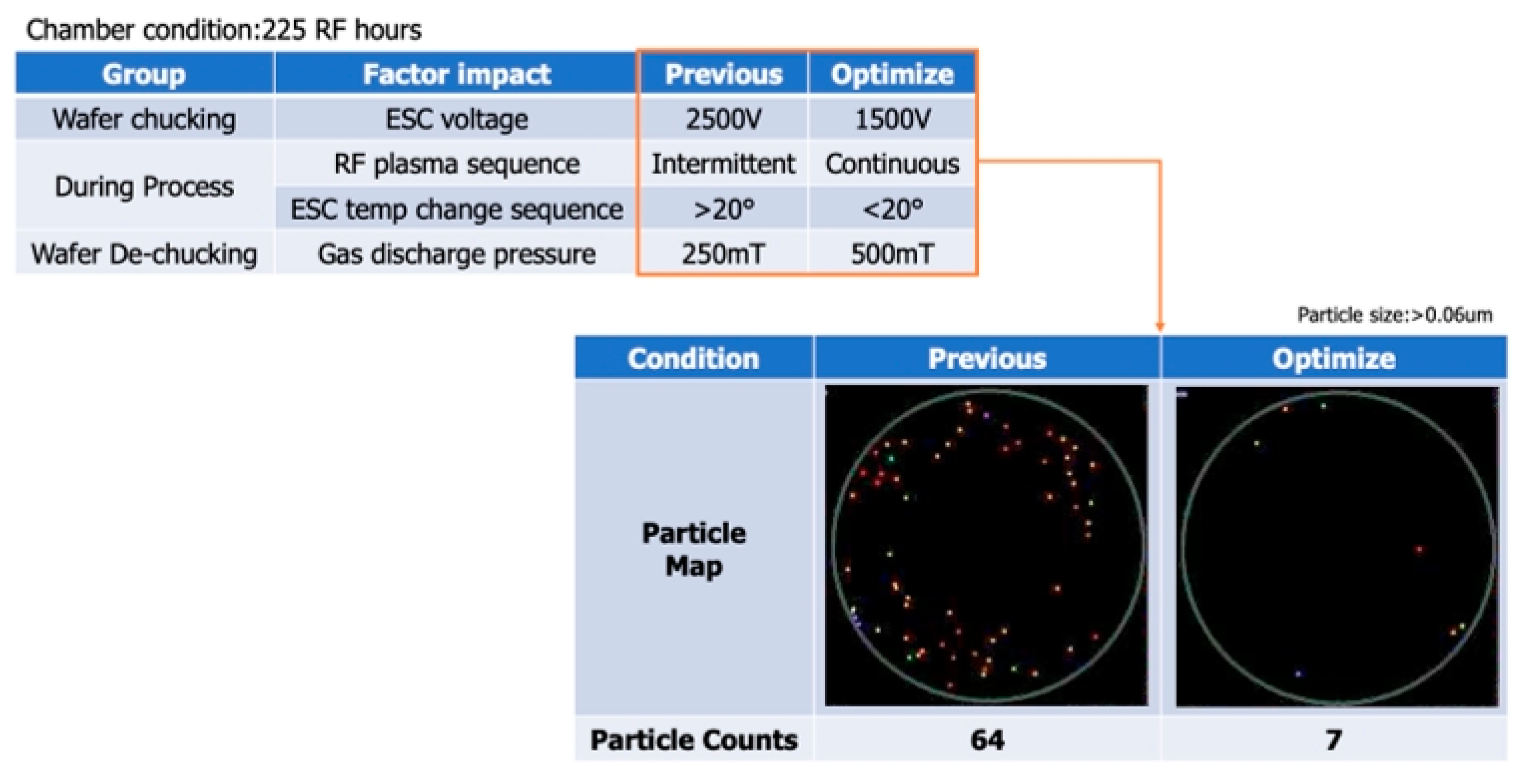
4.9. Gas Purge Discharge Pressure Control during Wafer De-Chucking
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Selwyn, G.S.; Heidenreich, J.E.; Haller, K.L. Particle trapping phenomena in radio frequency plasmas. Appl. Phys. Lett. 1990, 57, 1876. [Google Scholar] [CrossRef]
- Selwyn, G.S.; Heidenreich, J.E.; Haller, K.L. Rastered laser light scattering studies during plasma processing: Particle contamination trapping phenomena. J. Vac. Sci. Technol. A 1991, 9, 2817. [Google Scholar] [CrossRef]
- Sommerer, T.J.; Barnes, M.S.; Keller, J.H.; McCaughey, M.J.; Kushner, M.J. Monte Carlo-fluid hybrid model of the accumulation of dust particles at sheath edges in radio-frequency discharges. Appl. Phys. Lett. 1991, 59, 638. [Google Scholar] [CrossRef] [Green Version]
- Barnes, M.S.; Keller, J.H.; Forster, J.C.; O’Neill, J.A.; Coultas, D.K. Transport of dust particles in glow-discharge plasmas. Phys. Rev. Lett. 1992, 68, 313. [Google Scholar] [CrossRef] [PubMed]
- Watanabe, Y.; Shiratani, M.; Yamashita, M. Observation of growing kinetics of particles in a helium-diluted silane RF plasma. Appl. Phys. Lett. 1992, 61, 1510. [Google Scholar] [CrossRef]
- Sato, N.; Uchida, G.; Kaneko, T.; Shimizu, S.; Iizuka, S. Dynamics of fine particles in magnetized plasmas. Phys. Plasmas 2001, 8, 1786. [Google Scholar] [CrossRef]
- Blain, M.G.; Tipton, G.D.; Holber, W.M.; Selwyn, G.S.; Westerfield, P.L.; Maxwell, K.L. Particle behaviour in an electron cyclotron resonance plasma etch tool. Plasma Source Sci. Technol. 1994, 3, 325. [Google Scholar] [CrossRef]
- Fukuzawa, T.; Obata, K.; Kawasaki, H.; Shiratani, M.; Watanabe, Y. Detection of particles in rf silane plasmas using photoemission method. J. Appl. Phys. 1996, 80, 3202. [Google Scholar] [CrossRef]
- Tan, C.M.; Luo, M.; Leng, I.C.H. Maintenance scheduling of plasma etching chamber in wafer fabrication for high-yield etching process. IEEE Trans. Semicond. Manuf. 2014, 27, 204–211. [Google Scholar] [CrossRef]
- Burghard, R.; Moriya, T.; Matsuzaki, K.; Nagaike, H.; Nakayama, H. (Eds.) In Situ Particle Monitors: The Next Level of Yield Control for Critical Processes. In Proceedings of the 2006 IEEE International Symposium on Semiconductor Manufacturing, Tokyo, Japan, 25–27 September 2006. [Google Scholar]
- Uesugi, F.; Ito, N.; Moriya, T.; Doi, H.; Sakamoto, S.; Hayashi, Y. In situ monitoring of particles generated in tungsten etch-back processing. J. Vac. Soc. Jpn. 1998, 41, 776–781. [Google Scholar] [CrossRef]
- Uesugi, F.; Ito, N.; Moriya, T.; Doi, H.; Sakamoto, S.; Hayashi, Y. Observation of the trajectories of particles in process equipment by an insitu monitoring system using a laser light scattering method. J. Vac. Sci. Technol. B 1998, 16, 3339. [Google Scholar] [CrossRef]
- Uesugi, F.; Ito, N.; Moriya, T.; Doi, H.; Sakamoto, S.; Hayashi, Y. Real-time monitoring of scattered laser light by a single particle of several tens of nanometers in the etching chamber in relation to its status with the equipment. J. Vac. Sci. Technol. A 1998, 16, 1189. [Google Scholar] [CrossRef]
- Moriya, T.; Nagaike, H.; Denpoh, K.; Morimoto, T.; Aomori, M.; Kawaguchi, S.; Shimada, M.; Okuyama, K. Observation and evaluation of flaked particle behavior in magnetically enhanced reactive ion etching equipment using a dipole ring magnet. J. Vac. Sci. Technol. B 2004, 22, 1688–1693. [Google Scholar] [CrossRef]
- Selwyn, G.S.; Singh, J.; Bennett, R.S. In situ laser diagnostic studies of plasma-generated particulate contamination. J. Vac. Sci. Technol. A 1989, 7, 2758–2765. [Google Scholar] [CrossRef]
- Khawaja, Y.; Felker, S.; Desanti, T. (Eds.) Implementation of an In-Situ Particle Monitoring Methodology in a Production Environment. In Proceedings of the IEEE/SEMI Advanced Semiconductor Manufacturing Conference and Workshop, Cambridge, MA, USA, 12–14 November 1996; pp. 281–291. [Google Scholar]
- Miwa, K.; Sawai, T.; Aoyama, M.; Inoue, F.; Oikawa, A.; Imaoka, K. (Eds.) Particle Reduction Using Y2O3 Material in an Etching Tool. In Proceedings of the IEEE International Symposium on Semiconductor Manufacturing, Santa Clara, CA, USA, 15–17 October 2007; pp. 1–4. [Google Scholar]
- Moriya, T.; Nakayama, H.; Nagaike, H.; Kobayashi, Y.; Shimada, M.; Okuyama, K. Particle reduction and control in plasma etching equipment. IEEE Trans. Semicond. Manuf. 2005, 18, 477–486. [Google Scholar] [CrossRef]
- Moriya, T.; Murakami, T.; Nakayama, H.; Nagaike, H.; Sugawara, E.; Kobayashi, Y.; Shimada, M.; Okuyama, K. (Eds.) Reduction of Particle Contamination in an Actual Plasma Etching Process. In Proceedings of the ISSM 2005—IEEE International Symposium on Semiconductor Manufacturing, San Jose, CA, USA, 13–15 September 2005. [Google Scholar]
- Zou, L.; Vaghese, A.; Pai, V.; Shearer, J.; Skordas, S. Particle Reduction in Back End of Line Plasma-Etching Process: CFM: Contamination Free Manufacturing. In Proceedings of the 2018 29th Annual SEMI Advanced Semiconductor Manufacturing Conference (ASMC), Saratoga Springs, NY, USA, 30 April–3 May 2018. [Google Scholar]
- Biryukov, S.A. Particle Resuspension in the High Gradient Alternating Electric Field. In Proceedings of the Abstracts of the 1996 European Aerosol Conference, Delft, The Netherlands, 9–12 September 1996; pp. S213–S214. [Google Scholar]
- Ito, N.; Moriya, T.; Uesugi, F.; Matsumoto, M.; Liu, S.; Kitayama, Y. Reduction of particle contamination in plasma-etching equipment by dehydration of chamber wall. Jpn. J. Appl. Phys. 2008, 47, 3630. [Google Scholar] [CrossRef]
- Sugimoto, M. (Ed.) Characterization Algorithm of Equipment-Caused Particle Trend for LSI Yield Improvement. In Proceedings of the 2008 International Symposium on Semiconductor Manufacturing (ISSM), Tokyo, Japan, 27–29 October 2008. [Google Scholar]
- Huang, S.W. An Improvement on Wafer Edge Defects & Arcing Issues Reductions in Etching Processes 2014. Ph.D. Thesis, National Kaohsiung University of Applied Sciences, Kaohsiung City, Taiwan, 2014. [Google Scholar]
- Wei, Y.J. Particle Reduction and Taguchi Analysis for Semi-Conductor Plasma Etching Equipment 2016. Ph.D. Thesis, National Cheng Kung University, Tainan, Taiwan, 2016. [Google Scholar]
- Paeva, G.V. Sheath Phenomena in Dusty Plasmas; Technische Universiteit Eindhoven: Eindhoven, The Netherlands, 2005. [Google Scholar]
- Qin, S.; McTeer, A. Wafer dependence of Johnsen-Rahbek type electrostatic chuck for semiconductor processes. J. Appl. Phys. 2007, 102, 0649016. [Google Scholar] [CrossRef]



























Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ku, C.-M.; Cheng, S. Factor Design for the Oxide Etching Process to Reduce Edge Particle Contamination in Capacitively Coupled Plasma Etching Equipment. Appl. Sci. 2022, 12, 5684. https://doi.org/10.3390/app12115684
Ku C-M, Cheng S. Factor Design for the Oxide Etching Process to Reduce Edge Particle Contamination in Capacitively Coupled Plasma Etching Equipment. Applied Sciences. 2022; 12(11):5684. https://doi.org/10.3390/app12115684
Chicago/Turabian StyleKu, Ching-Ming, and Stone Cheng. 2022. "Factor Design for the Oxide Etching Process to Reduce Edge Particle Contamination in Capacitively Coupled Plasma Etching Equipment" Applied Sciences 12, no. 11: 5684. https://doi.org/10.3390/app12115684