1. Introduction
Based on customer requirements, a design engineer has to deal with increasingly complex design tasks on a daily basis, for which the available design time is shrinking. If the design process can be automated, market competitiveness can be improved by using optimization rather than a “what if”-based design process. This iteration-based process can be performed before the product is manufactured thanks to the numerical simulation methods, which shorten design time and reduce engineering work and cost. Finite element simulation-driven design processes could take anywhere from one minute to days to calculate, so task-specific engineering optimization methods are still being researched.
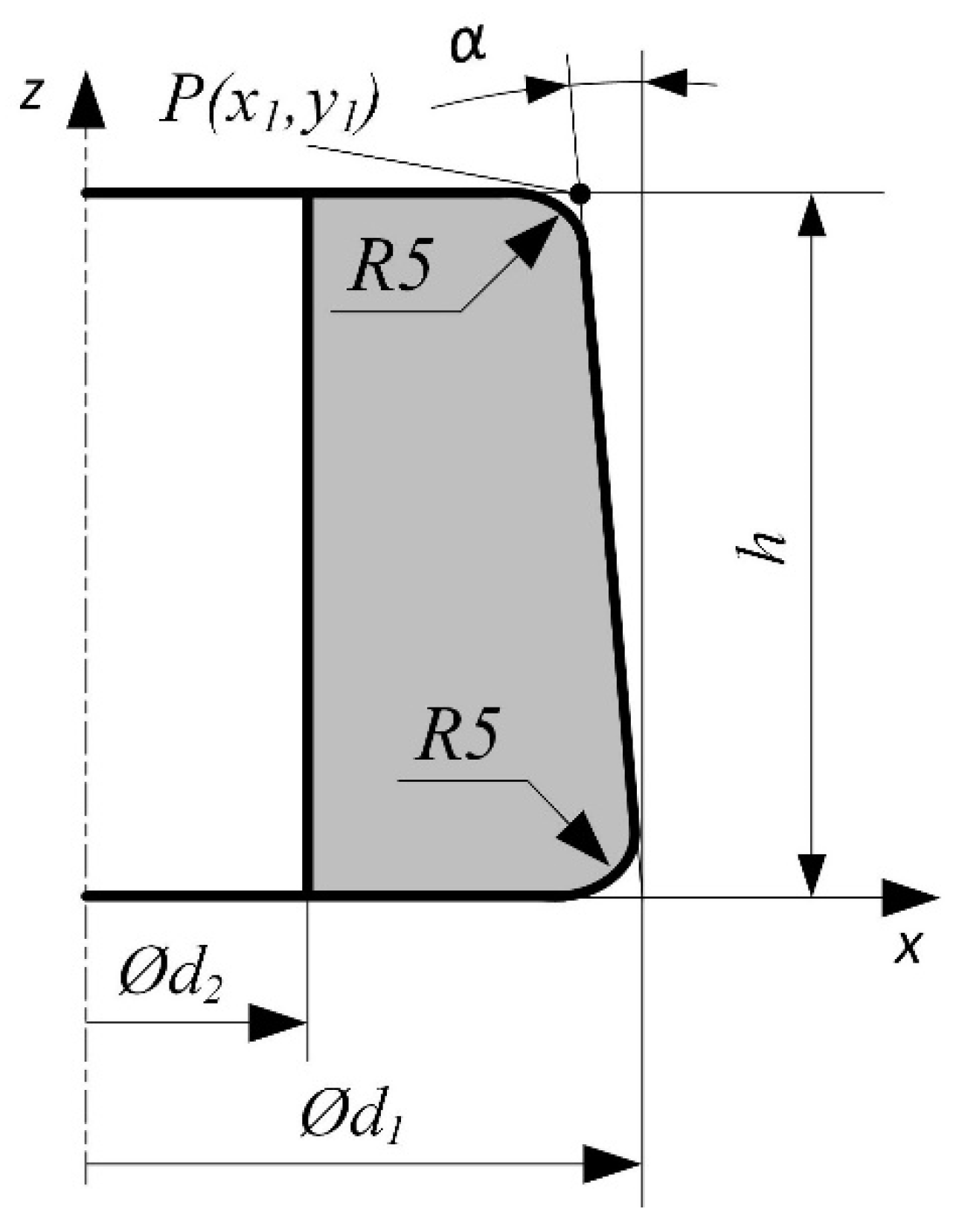
In this paper, the applicability of the method to be developed is demonstrated by solving a shape optimization problem of a rubber bumper built into air spring structures of lorries. One of the most important technical requirements for the investigated product is the force–displacement characteristics for a compressive load. By modifying the geometrical dimensions of the product, design engineers can achieve the desired working characteristics. This process is known as shape optimization. Owing to the continuum mechanics background and hyperelastic material model available [
1,
2,
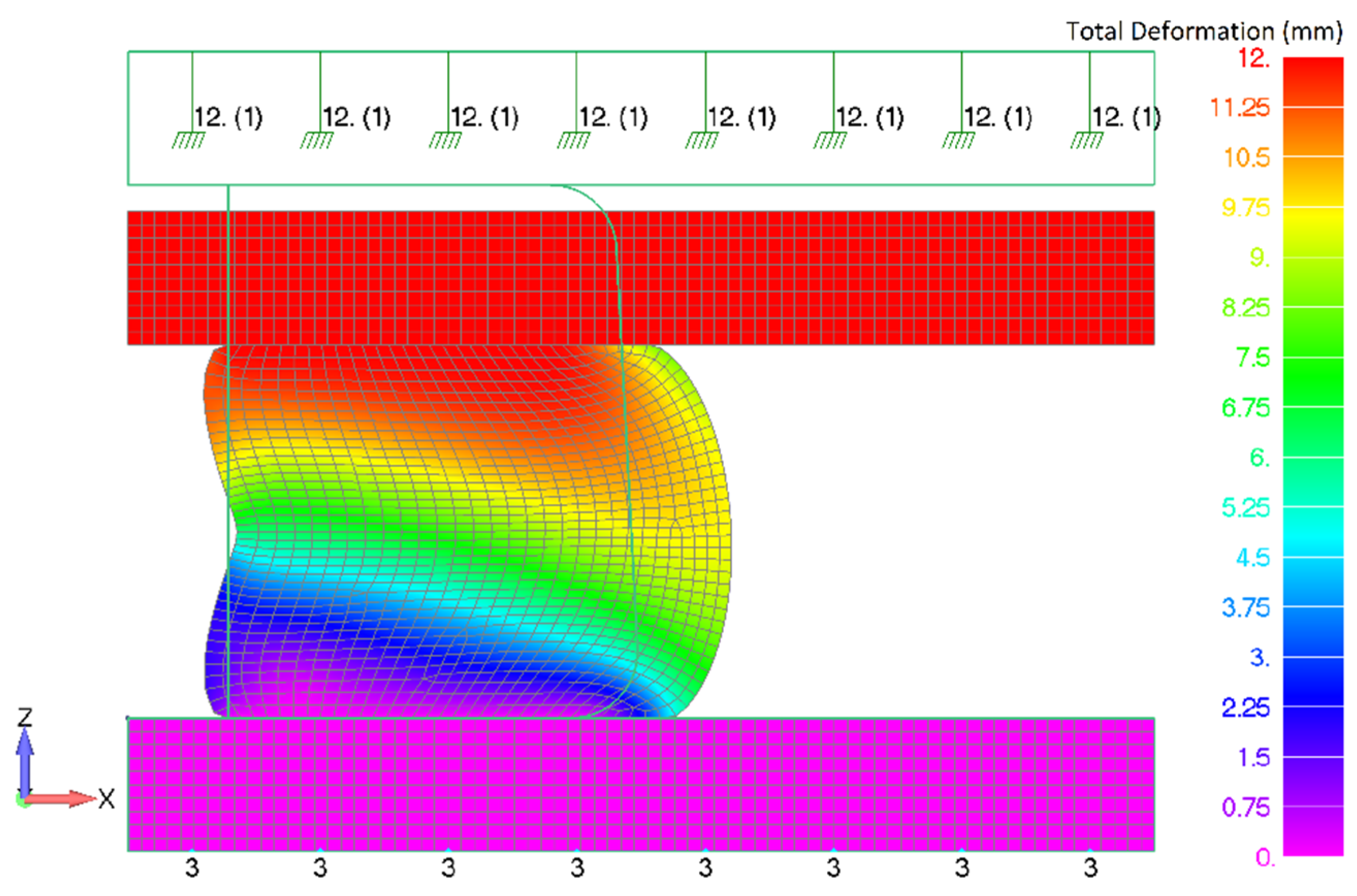
3], trials can be carried out by applying finite element analysis. The rubber product can be simulated with a simplified model due to the axisymmetric geometric and boundary conditions, so the running time is not significant despite the nonlinear simulation.
Design optimization uses a mathematical formulation of a design problem to support the selection of the optimal design [
4]. For the selection, the objective function is used, which is a scalar value formulated from a set of design responses; thus, it has different behaviors for a variety of problems. Several local and global search methods can be used if the computational cost of the optimization algorithm allows it to run on the model [
5]. Because the gradient of the objective function calculated by finite element simulation is not given in the analytical form, but with approximate differences, gradient-based methods such as nonlinear programming by quadratic Lagrangian [
6], mixed-integer sequential quadratic programming [
7] or robust optimization [
8] can be used to efficiently find the single global optimum. Direct methods, such as Powell’s method [
9] and the Nelder–Mead simplex method [
10,
11], can approach the local minimum by using the value of the objective function. If limited information is available about the objective function behavior, it is recommended to use global optimal search methods. These include nature-inspired metaheuristic search methods such as the genetic algorithm [
12], differential evolution [
13] or simulated annealing (SA) which guarantees approaching the global optimum with the right settings. On the other hand, these algorithms require the selection of a number of parameters based on the task.
2. Literature Review
Several researchers have performed finite element simulation to successfully design rubber products, out of which [
14,
15,
16,
17,
18,
19] are the least efficient “trial and error” procedures. The combination of the finite element analysis with optimum search methods is more effective. A differential, evolution algorithm-based shape optimization of a rubber bushing was investigated by Kaya [
20]. An engine mount using a parameter optimization method was designed by Kim [
21], and Fletcher’s method applying the concept of quadratic convergence was used as the optimization algorithm. In MATLAB, environment particle swarm and gravitational search optimization methods were hybridized to solve a multiobjective optimization task for a volumetric compression restrainer device under earthquake excitation [
22]. The shape optimization of fabric rubber seal used in aircraft doors was investigated in [
23]. For the optimization task, a high number of design variables, several geometric and functional optimization constraints and a weighted multiobjective function were defined. For the pre-processing of the Abaqus finite element model, a developed Python script, for the search of the adaptive simulated annealing algorithm found in the Isight software and for the post-processing MATLAB software, was used. Despite the complex task, the search algorithm and the developed method proved to be effective for finding a better design.
If the calculation of the objective function is computationally expensive, it is preferable to use a surrogate model-based optimization method [
24]. The aim is to explore the relation between the independent variables (input variables) and one or more dependent variables (response variables) with a lower calculation time. Different kinds of calculation efficient metamodels are known, such as the Kriging method, radial basis function, multivariable adaptive spline regression, neural networks, support vector regression (SVR) [
25] or the response surface methodology (RSM), which is an integration of statistical and mathematical techniques [
26]. The response surface generated by the genetic aggregation algorithm is the weighted combination of one or several metamodels out of full second-order polynomials, non-parametric regression, Kriging, and moving least squares; thus, it is a calculation demand solution [
27,
28,
29]. Nevertheless, deep learning techniques require a huge amount of data and computational capacity; thus, they are not advised for simulation-based optimization tasks. The design of experiments (DOE) statistical technique is useful to obtain an optimal response [
30]. DOE aims to determine how many and what kind of experiments have to be carried out optimally to obtain as much information as possible at the lowest cost [
31]. Several experiment designs exist based on statistical criteria, such as the general full or fractional factorial design, central composite design (CCD) [
26], the random and Latin hypercube design (LHD), Box–Behnken design [
32], Taguchi design and other procedures (Montgomery, 2017) [
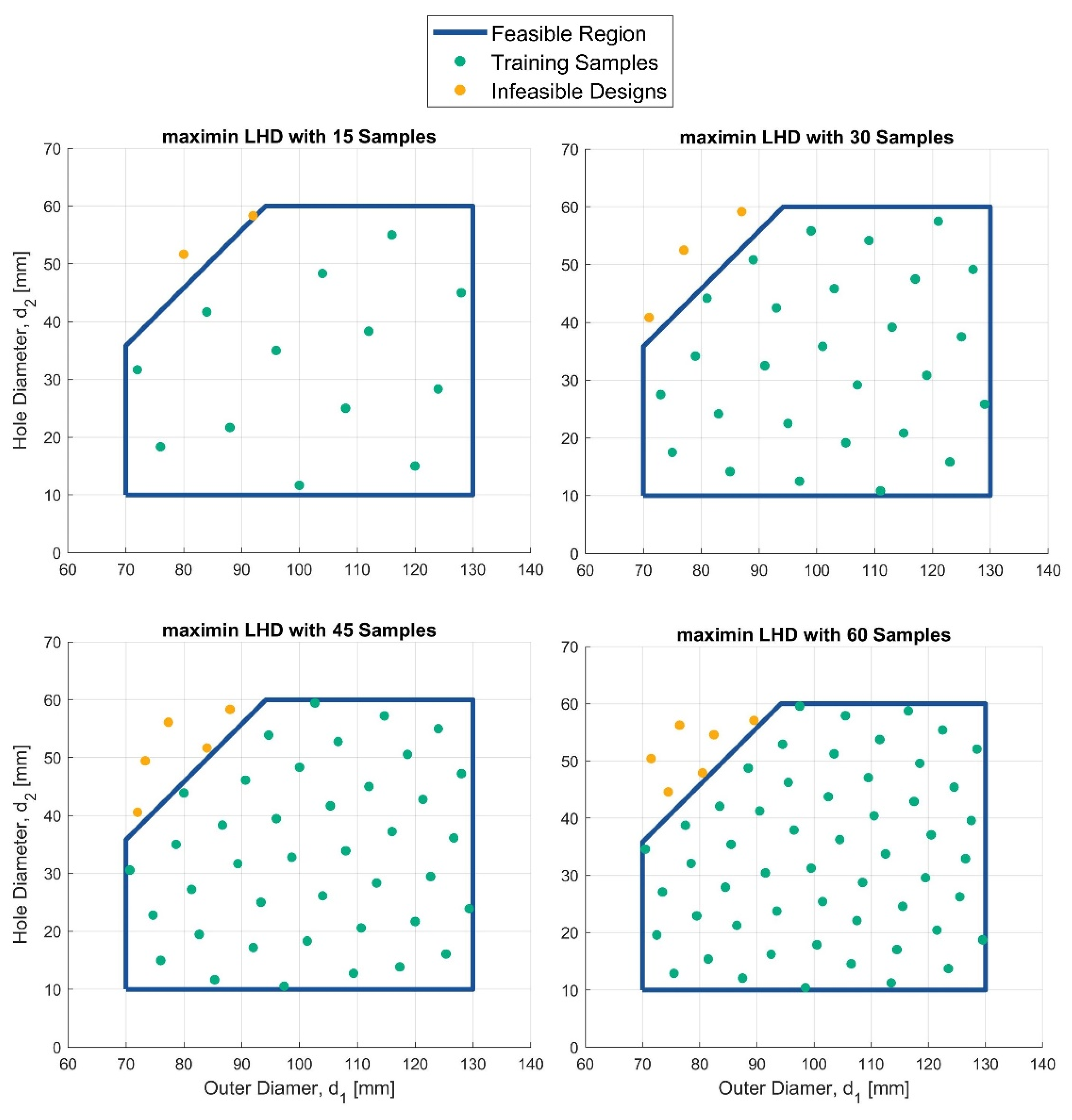
33]. The selection of an LHD that maximizes the minimum distance among the points and was named the maximin LHD was introduced in [
34]. Based on our previous research the response surface prediction precision fitted to the maximin Latin hypercube sampling method equals the tested CCD methods with identical sampling [
35].
Metamodel-based design optimization was used for rubber product design using finite element simulation in some papers. The orthogonal experiment table was adopted to train the error backpropagation neural network model, which defines the nonlinear global mapping relationship between the geometric parameters of the rubber mount and its primary stiffness in the three principal directions [
36]. The shape optimization task of rubber bumpers was investigated, where learning points were analyzed with finite element simulation. The SVR model was used to determine the given values of the objective functions of further constructions. Through a screening search algorithm, the optimal shape was determined [
37]. Dynamic simulations and the Taguchi method using an orthogonal table were used to optimize a rotary control head rubber core sealing’s performance and fatigue life [
38]. Support vector regression and random forest light-weight surrogate models were tuned to predict rubber suspension bushing stiffnesses for different load cases. The training dataset was selected using the DOE method based on 1D kernel density estimations, and the stiffnesses were calculated with finite element simulations [
39]. Laboratory tests were performed with different axial loads on rubber bushes used in dynamic vibration absorbers and showed good agreement with the finite element analysis results. Thus, these methods were used to obtain a large number of samples for which the neural network surrogate model was trained in MATLAB to approximate the behavior of rubber bushes [
40]. The cross-section of an automotive door sealing to reach a better door closing performance was optimized in [
41]. The relation between the cross-section parameters and compression load deflection property was approximated with a neural network surrogate model. The efficiency of the genetic algorithm and particle swarm optimization methods was compared with the average of 50 runs. The different parameters of the genetic algorithm were tested on the neural network model. The found metamodel based optimum shape was compared with the finite element simulation results and showed a 7.9% relative error. Mankovits and Huri found the support vector regression model with cubic kernel function suitable to predict the new geometric construction of rubber bumpers [
42,
43].
Limited information is known in advance about the objective functions determined for the industry-related shape optimization tasks, so this paper uses simulated annealing for the search process. Another advantage of simulated annealing is that the search can be restarted from a new candidate point if there is an analysis running issue, which is common due to large deformations. Numerous new variants of the SA algorithm have been implemented in the last years to optimize engineering design problems [
44,
45,
46,
47]. In [
48], two-dimensional structures subject to quasi-static loads were investigated using ANSYS, and the globally optimum shapes were obtained by the simulated annealing search algorithm. In [
49], the shape optimization of a steel shear key using SA and Abaqus was run to enhance its cycle fatigue performance. Based on the aforementioned articles, the algorithms were able to find a good environment of the global optimum effectively if the algorithm parameters were preselected with a trial-and-error method that requires much human interaction. If there is sufficient time to run a simulated annealing algorithm, it will perform well with a slow cooling function and a high initial temperature, as shown by Anily and Federgruen [
50]. However, a good solution has to be found by the searching algorithm in a short time when the cost function is calculated by expensive computer simulations. Therefore, numerous papers work on the parameter tuning of the simulated annealing algorithm considering the computational efficiency and accuracy [
51,
52]. The required number of function calls and the convergence speed of the algorithm highly depend on the treatment strategy of the temperature parameter, the effect of which has been examined in numerous research papers [
53,
54,
55]. The values of annealing parameters for a given cooling strategy provide an additional option to reduce the computational cost of the algorithm as investigated in [
56]. In [
57] the annealing parameters were tuned analytically, while in [
58] automatic parameter tuning using a genetic algorithm was studied. The appropriate choice of step size and initial temperature parameters was investigated for a wind turbine placement optimization task in [
59]. Using the adaptive step size against the constant, the results were significantly improved. The adaptive simulated annealing algorithm developed by Ingber [
60] uses an increasing number of parameters whose tuning process drastically enhances the complexity of the algorithm.
The accuracy of finite element simulations with a large deformation and hyperelastic material models is within the error limit of 5–10% accepted in engineering practice. The relative error can easily become unacceptable if additional uncertainty is expected in the design process, such as in the case of surrogate model-based optimization processes. Therefore, if enough time and computational capacity are available, the search procedure can run directly on the finite element model. The optimization methods used in the aforementioned articles were able to find a good solution from a technical aspect, but it has not been proved that the optimum found is the global one. None of the articles discussed how to automate the parameter tuning of algorithms while keeping accuracy and computational cost in mind. Therefore, the present work aims to develop a method suitable for such problems, specifically automating the algorithm tuning process for numerical simulation-driven design tasks. It also aims to shorten the time spent for testing and training the algorithm while increasing its robustness and eliminating the need for human interactions. A basic requirement for the algorithm is to approach the global optimum with enough precision to avoid increasing the modelling error. Another requirement is to estimate the number of iterations of the search algorithm so that computational resources and the time required for the optimization may be scheduled in advance.
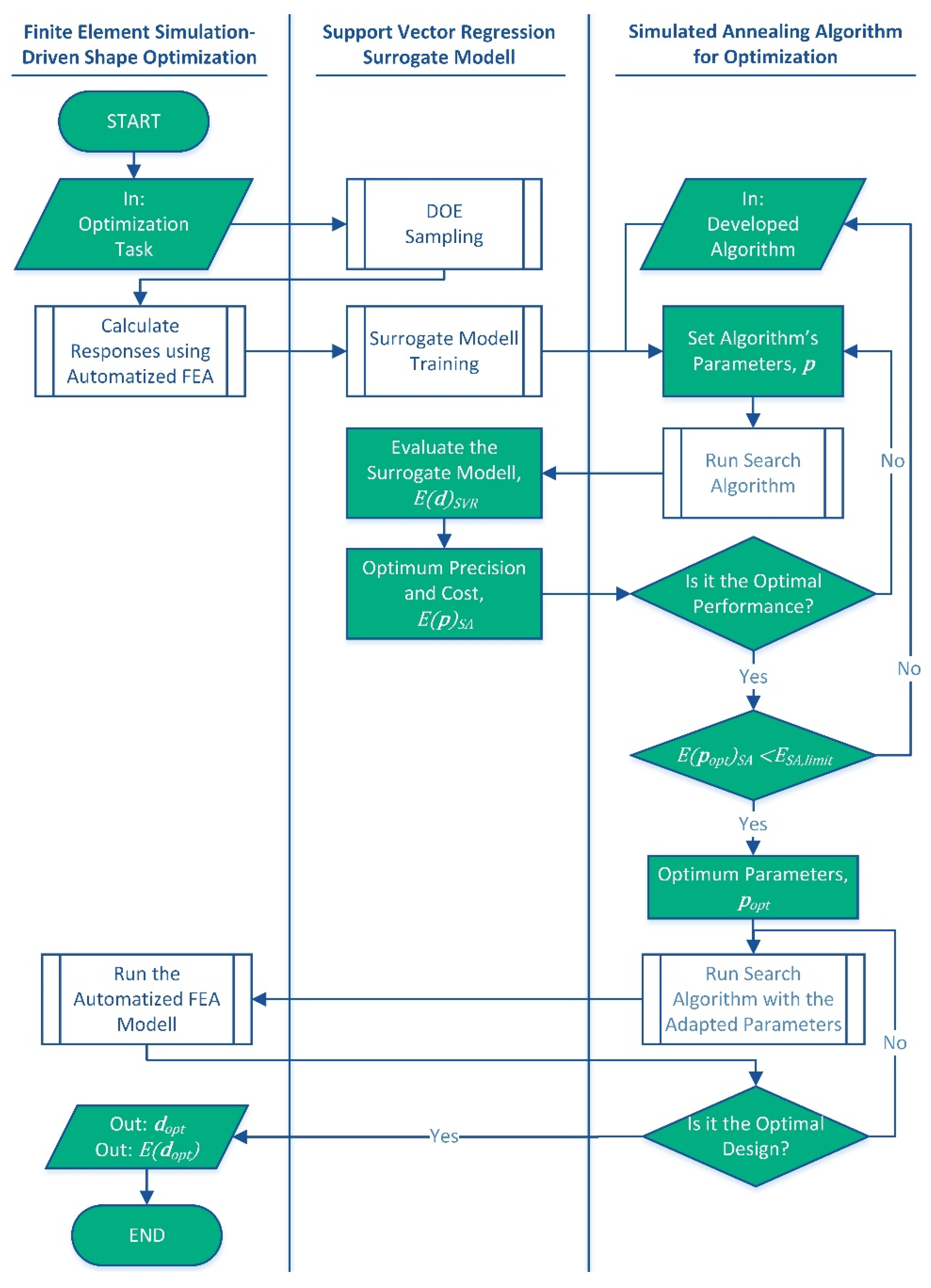
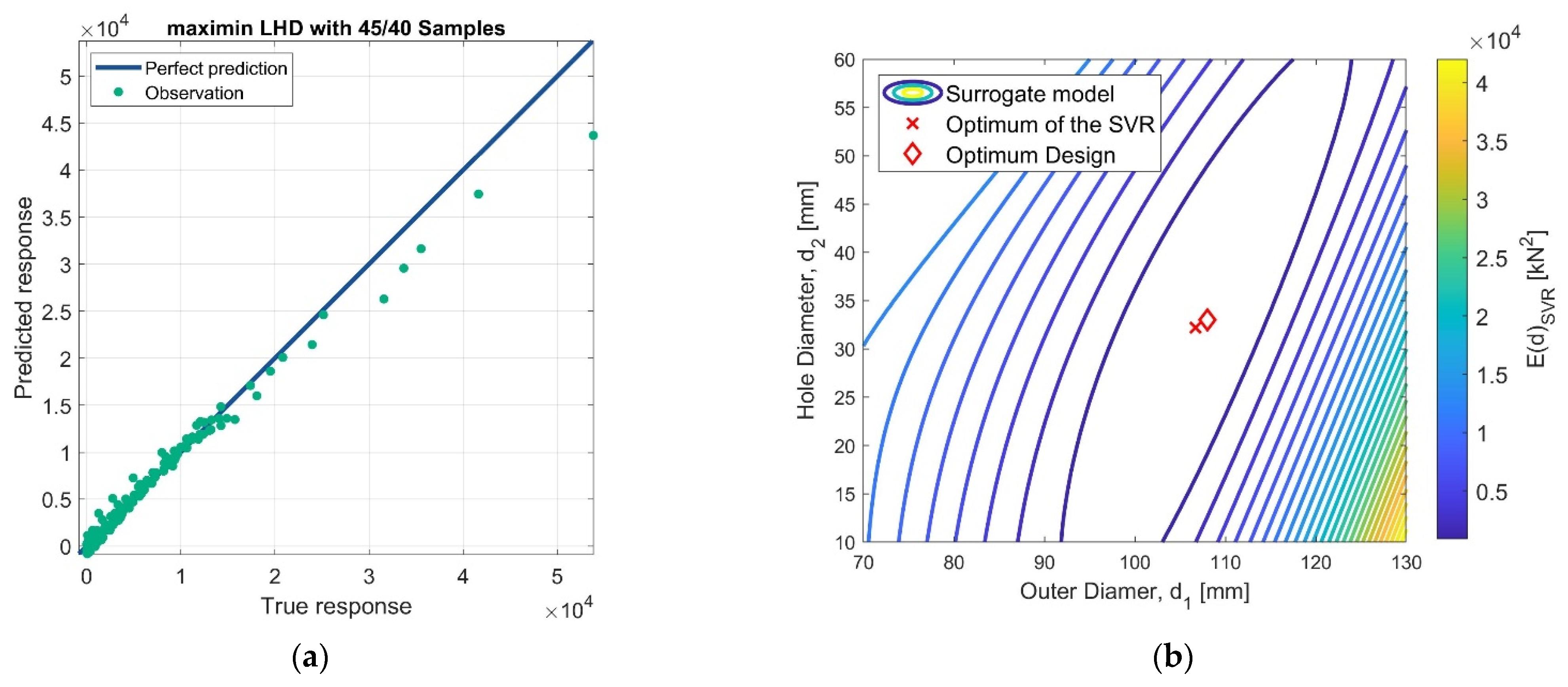
The novel approach is to perform the adaptation of the simulated annealing parameters while running on a surrogate model, which replaces the time-demanding numerical simulation-driven design process. The paper first introduces the developed method and the considerations that are necessary for the numerical simulation of the rubber product. In addition, because the task of the two-variable shape optimization of a rubber bumper is presented with the optimum known in advance, it can be used as a numerical optimization test function to evaluate the efficiency of the developed method. Using the optimal space-filling method, four datasets were prepared with different sample numbers to train the support vector regression surrogate model using the cubic kernel function. As an optimum search algorithm, a simulated annealing method with various cooling strategies was implemented in the MATLAB environment. The operation and robustness of the SA algorithm were tested by solving optimization test functions using the empirically obtained discrete parameter domain from the literature. Subsequently, the tuning of the SA parameters was performed by running the trained SVR surrogate model. Finally, the SA algorithm was used to perform the direct optimization of the finite element-based shape optimization problem with the previously determined parameter settings. Evaluating the results, the presented novel method proved to be accurate and efficient for the shape optimization of rubber bumpers. Due to its plannability and shorter design time, the method aids market competitiveness.
6. Conclusions
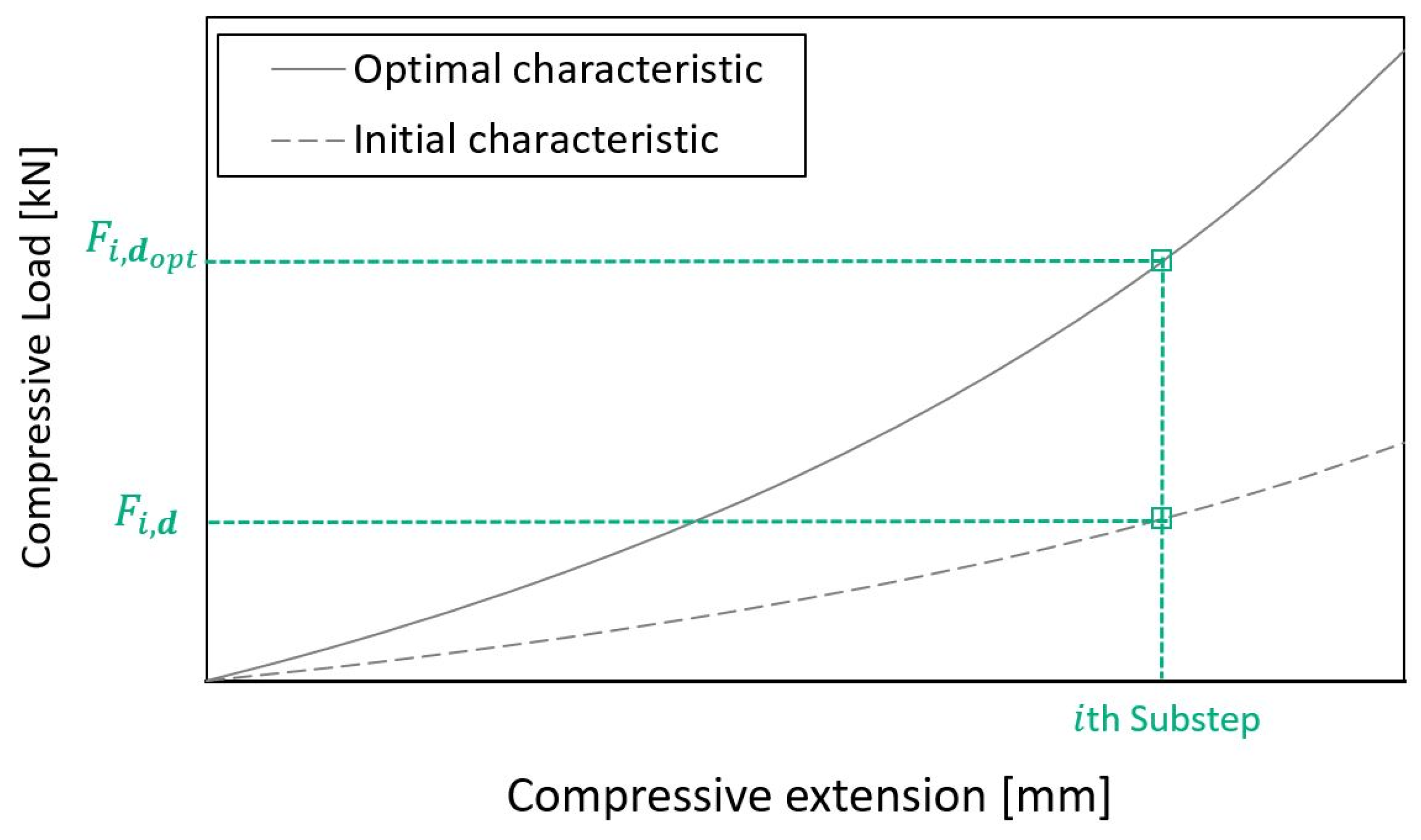
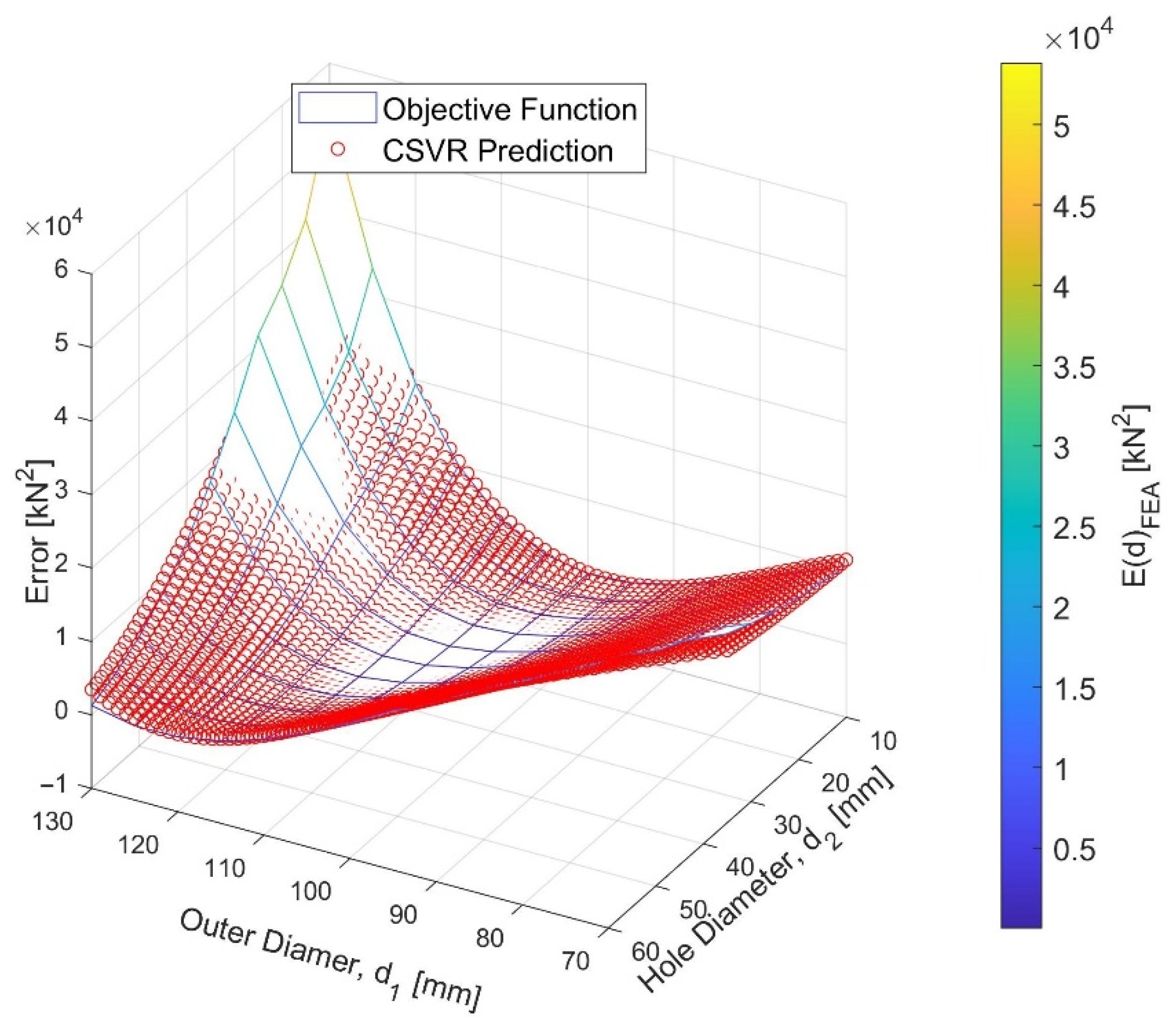
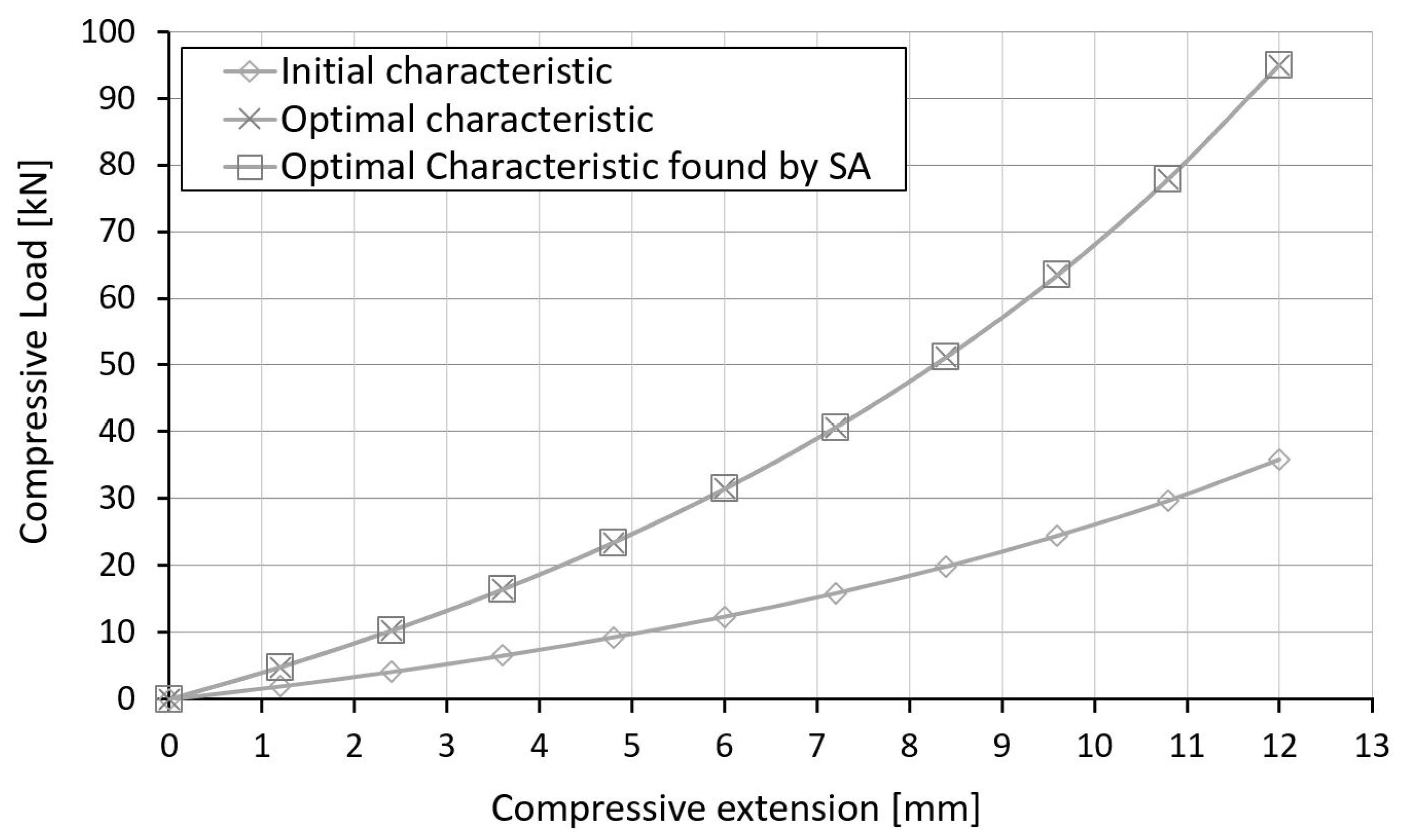
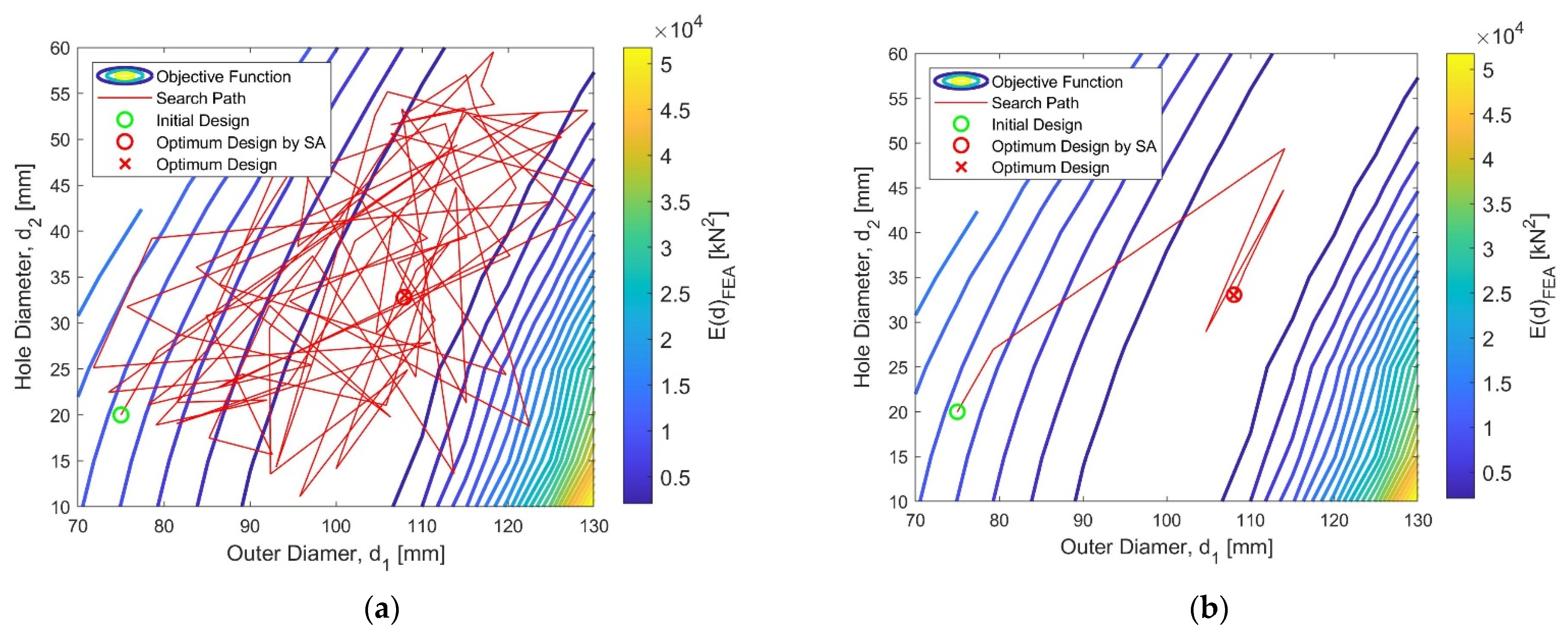
Foremost, a finite element simulation-based two-dimensional shape optimization problem was introduced. The objective function was determined as the difference between the initial and the optimum characteristic and showed a valley-shaped behavior, which is itself a challenging task for a search algorithm. A simulated annealing algorithm with an adaptive search space and different cooling schedules was implemented in a MATLAB environment. Because of the time-consuming objective function call and the stochastic behavior of the SA algorithm, the parameter tuning process is infeasible with the direct call of the finite element simulation task. To solve the tuning process, a novel procedure was introduced using an SVR surrogate model to test the optimization algorithm performance case-specifically. Sampling took place by means of the maximin Latin hypercube design method to perform the SVR training, where the dataset of 40 samples proved to be suitable to surrogate the two-dimensional shape optimization task of the rubber product.
The operation and robustness of the SA algorithm were tested by solving optimization test functions. The best performing parameters can be selected task-specifically using the empirically obtained discrete parameter domain from the literature. The optimum value is unknown by the algorithm, but it was able to approach it during the optimization of the mathematical test functions and the shape optimization task. This proves that the developed algorithm and its convergence criterion were correct. The tuned SA algorithm found an optimal design with negligible error from a technical aspect, thereby not increasing further the modelling errors due to nonlinear material behavior and large deformation.
Each step of the metamodel-based parameter tuning of the optimization algorithm can be automated, thus eliminating the need for engineering intervention in simulation-based design processes. The developed method enables the prediction of the development lead time in simulation-driven optimization processes. In terms of precision and number of function runs required for optimum determination, the tuned SA algorithm proved to be efficient. The determination of the initial temperature on the surrogate model is accurate and saves a significant amount of time. Regardless of the complexity of the simulation task, the time required for the developed method is solely determined by the computation time of the surrogate model. The method aids market competitiveness due to the plannability and shorter design time.
The newly introduced method opens up a slew of new research possibilities. One area is the large scale optimization problem for which the SVR surrogate model and SA algorithm are suitable methods. The surrogate model and optimization algorithm can be freely chosen in the developed parameter tuning process, allowing for the development of new methods as well as the assessment of their efficiency. Another extension of the developed method could be to perform a surrogate model-based parameter tuning of various global search algorithms to choose the best performer. In the future, the impact of the initial temperature of the SA can be investigated. The developed method is suitable for solving not only numerical simulation optimization problems but also for other computationally intensive model-driven optimizations.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}