
Research on Creep Test of Compacted Graphite Cast Iron and Parameter Identification of Constitutive Model under Wide Range of Temperature and Stress

 ,
,
Abstract
:1. Introduction
2. Experimental Procedures
2.1. Casting Conditions for Compacted Graphite Iron Cylinder Heads
2.2. Tensile Test of Compacted Graphite Cast Iron
2.3. Creep Test of Compacted Graphite Cast Iron
3. Results and Discussion
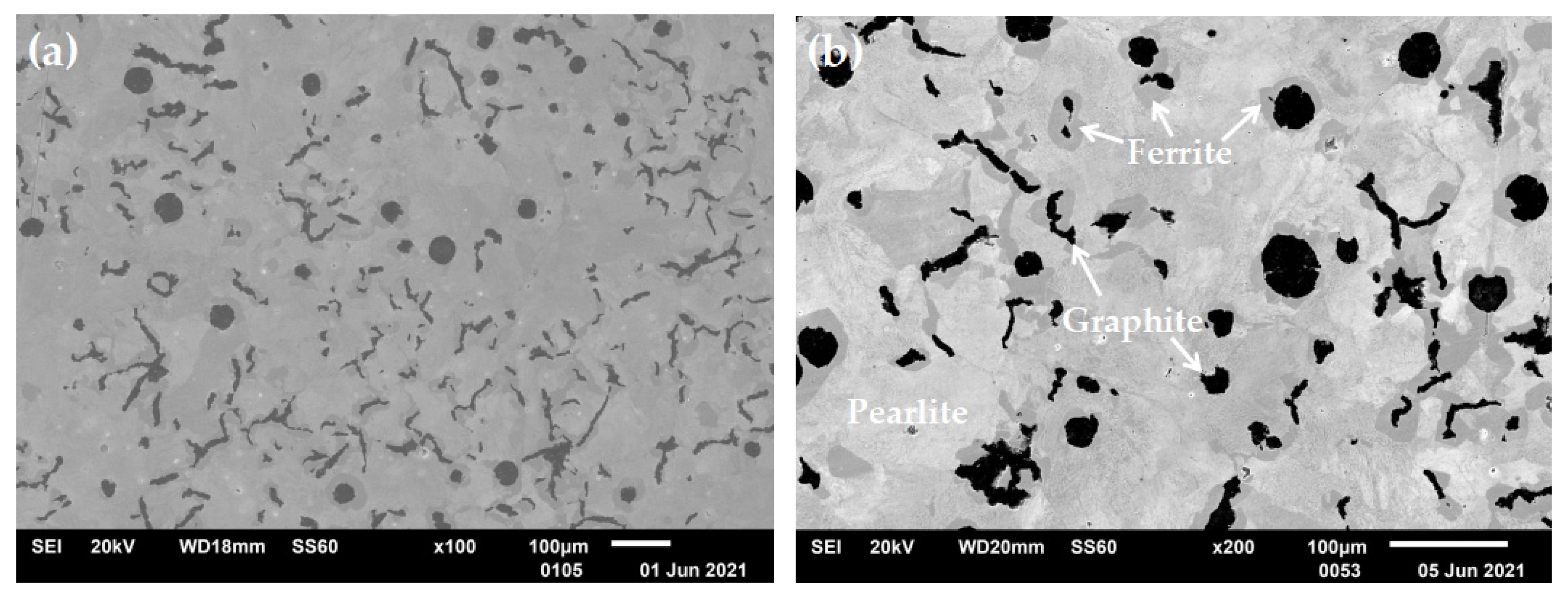
3.1. Microstructure of Compacted Graphite Iron
3.2. Creep Properties of Compacted Graphite Cast Iron
3.3. Deformation Mechanism-Based True Stress Creep Model
3.4. Fitting of Model Parameters
4. Conclusions
- At the temperature of 450~550 °C and the stress level of 100~300 MPa, the creep characteristics of CGI were related to the three factors of test stress, creep time, and test temperature. Compared with stress, the temperature had a greater impact on the creep damage of CGI. Therefore, priority can be given to improving the cooling performance of the engine cylinder head to reduce the temperature load to improve the reliability of the cylinder head and the engine;
- According to the DMTS model, the creep deformation of CGI was mainly caused by three mechanisms: GBS, IDG, and IDC. At different stress and temperature ranges in this study, creep was dominated by different mechanisms. As a result, according to the application range of CGI, its microstructure can be adjusted reasonably to suppress the dominant creep deformation mechanism in this range, thereby prolonging the service life of CGI;
- Under a wide range of temperature and stress, the DMTS creep model can reasonably express the minimum creep rate of CGI. Moreover, it has been proved that the multiobjective optimization method can solve the problem where the parameters cannot be fitted by the conventional linear regression method because of the small number of data points, so the method has good engineering practicability.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Guesser, W.L.; Duran, P.V.; Krause, W. Compacted graphite iron for diesel engine cylinder blocks. Congrès Le Diesel Aujourd’hui Et Demain Ec. Cent. 2004, 12–13. [Google Scholar]
- Dawson, S.; Hang, F. Compacted graphite iron-a material solution for modern diesel engine cylinder blocks and heads. China Foundry 2009, 6, 241–246. [Google Scholar]
- Essam, M.A.; Shash, A.Y.; Megahed, H.; El-Kashif, E. Effect of section thickness on microstructure and mechanical properties of compacted graphite iron for diesel engine application. Heliyon 2021, 7, e05930. [Google Scholar] [CrossRef] [PubMed]
- Hamm, T.; Rebbert, M.; Ecker, H.; Grafen, M. Cylinder head design for high peak firing pressures. SAE Int. J. Engines 2008, 1, 746–755. [Google Scholar] [CrossRef]
- Ren, P.-R.; Song, W.; Zhong, G.; Huang, W.-Q.; Zuo, Z.-X.; Zhao, C.-Z.; Yan, K.-J. High-cycle fatigue failure analysis of cast Al-Si alloy engine cylinder head. Eng. Fail. Anal. 2021, 127, 105546. [Google Scholar] [CrossRef]
- Jing, G.X.; Zhang, M.X.; Qu, S.; Pang, J.C.; Fu, C.M.; Dong, C.; Li, S.X.; Xu, C.G.; Zhang, Z.F. Investigation into diesel engine cylinder head failure. Eng. Fail. Anal. 2018, 90, 36–46. [Google Scholar] [CrossRef]
- Dehler, A.; Knirsch, S.; Srivastava, V.; Saage, H.; Heilmaier, M. Assessment of creep behaviour of the die-cast cylinder-head alloy AlSi6Cu4-T6. Int. J. Mater. Res. 2006, 97, 1679–1686. [Google Scholar] [CrossRef]
- Wang, Y.J.; Xu, Z.; Chen, M. Thermo-Mechanical Fatigue and life Prediction of Turbocharged Engine Cylinder Head; SAE Technical Paper; Report No.: 0148-7191; SAE International: Warrendale, PA, USA, 2020. [Google Scholar]
- Zhang, Q.; Zuo, Z.; Liu, J. Failure analysis of a diesel engine cylinder head based on finite element method. Eng. Fail Anal. 2013, 34, 51–58. [Google Scholar] [CrossRef]
- Guo, B.; Zhang, W.; Li, S.; Wang, X. High temperature low cycle fatigue and creep-fatigue behavior of a casting Al-9Si-CuMg alloy used for cylinder heads. Mater. Sci. Eng. A 2017, 700, 397–405. [Google Scholar] [CrossRef]
- Zhang, S.; Wang, Z.; Han, Y.; Zheng, Y.; Zhang, D. Experimental and theoretical studies on thermos-mechanical fatigue test for aluminium cast alloy. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 110–118. [Google Scholar] [CrossRef]
- Farrahi, G.H.; Azadi, M.; Winter, G.; Eichlseder, W. A new energy-based isothermal and thermos-mechanical fatigue lifetime prediction model for aluminium–silicon–magnesium alloy. Fatigue Fract. Eng. Mater. Struct. 2013, 36, 1323–1335. [Google Scholar] [CrossRef]
- Ma, Y.; Xia, F.; Zhan, L.; Xu, Y. Study on Multi-Step Creep Aging Behavior of Al-Li-S4 Alloy. Metals 2019, 9, 807. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Deng, Y.; Zhang, X. Constitutive modeling for creep age forming of heat-treatable strengthening aluminum alloys containing plate or rod shaped precipitates. Mater. Sci. Eng. A 2013, 563, 8–15. [Google Scholar] [CrossRef]
- Dong, Y.; Ye, L.; Tang, J.; Liu, X.; Sun, Q. The effects of temperature on the creep-aging behavior and mechanical properties of AA2050-T34 alloy. Mater. Sci. Eng. A 2020, 796, 140010. [Google Scholar] [CrossRef]
- Lei, C.; Li, H.; Fu, J.; Shi, N.; Zheng, G.; Bian, T. Damage in creep aging process of an Al-Zn-Mg-Cu alloy: Experiments and modeling. Metals 2018, 8, 285. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Wang, B.; Wang, H.; Zhang, C. Improvement in compressive creep resistance of Al-0.2 Zr alloy with L12 structured Sc-enriched precipitates. Mater. Charact. 2020, 159, 110024. [Google Scholar] [CrossRef]
- Qiu, Y.; Pang, J.; Yang, E.; Li, S.; Zhang, Z. Transition of tensile strength and damaging mechanisms of compacted graphite iron with temperature. Mater. Sci. Eng. A 2016, 677, 290–301. [Google Scholar] [CrossRef]
- Qiu, Y.; Pang, J.; Li, S.; Yang, E.; Fu, W.; Liang, M.; Zhang, Z. Influence of thermal exposure on microstructure evolution and tensile fracture behaviors of compacted graphite iron. Mater. Sci. Eng. A 2016, 664, 75–85. [Google Scholar] [CrossRef]
- Ma, Z.; Tao, D.; Yang, Z.; Guo, Y.; Li, J.; Liang, M.; Yeung, L.T.L. The effect of vermicularity on the thermal conductivity of vermicular graphite cast iron. Mater. Des. 2016, 93, 418–422. [Google Scholar] [CrossRef]
- Wu, Y.; Li, J.P.; Yang, Z.; Guo, Y.; Ma, Z.; Liang, M.; Yang, T.; Tao, D. Creep Behavior of a High Strength Compacted Graphite Cast Iron. Chin. J. Mater. Res. 2019, 33, 43–52. [Google Scholar]
- Liu, L.; Zhan, L.; Li, W. Creep aging behavior characterization of 2219 aluminum alloy. Metals 2016, 6, 146. [Google Scholar] [CrossRef] [Green Version]
- Ye, W.; Hu, X.; Song, Y. A new creep model and its application in the evaluation of creep properties of a titanium alloy at 500 °C. J. Mech. Sci. Technol. 2020, 34, 2317–2326. [Google Scholar] [CrossRef]
- Eisenträger, J.; Naumenko, K.; Altenbach, H. Calibration of a phase mixture model for hardening and softening regimes in tempered martensitic steel over wide stress and temperature ranges. J. Strain Anal. Eng. Des. 2018, 53, 156–177. [Google Scholar] [CrossRef]
- Naumenko, K.; Holm, A. Modeling High Temperature Materials Behavior for Structural Analysis; Springer: Berlin/Heidelberg, Germany, 2016. [Google Scholar]
- Rangaiah, G.P. (Ed.) Multi-Objective Optimization: Techniques and Applications in Chemical Engineering; World Scientific: Singapore, 2016. [Google Scholar]
- Venkataraman, P. Applied Optimization with MATLAB Programming; John Wiley & Sons: Hoboken, NJ, USA, 2009. [Google Scholar]
- Marler, R.T.; Arora, J.S. Survey of multi-objective optimization methods for engineering. Struct. Multidiscip. Optim. 2004, 26, 369–395. [Google Scholar] [CrossRef]
- Wang, Q.; Liu, F.; Wang, X. Multi-objective optimization of machining parameters considering energy consumption. Int. J. Adv. Manuf. Technol. 2014, 71, 1133–1142. [Google Scholar] [CrossRef]
- Zhang, X.Z.; Wu, X.J.; Liu, R.; Yao, M.X. Deformation-mechanism-based modeling of creep behavior of modified 9Cr-1Mo steel. Mater. Sci. Eng. A 2017, 689, 345–352. [Google Scholar] [CrossRef]
- Evans, R.W.; Wilshire, B. Creep of Metals and Alloys; U.S. Department of Energy: Oak Ridge, TN, USA, 1985.
- Altenbach, H.; Gorash, Y.; Naumenko, K. Steady-state creep of a pressurized thick cylinder in both the linear and the power law ranges. Acta Mech. 2008, 195, 263–274. [Google Scholar] [CrossRef]
- Wu, X.J.; Williams, S.; Gong, D. A true-stress creep model based on deformation mechanisms for polycrystalline materials. J. Mater. Eng. Perform. 2012, 21, 2255–2262. [Google Scholar] [CrossRef]
- Xiao, B.; Xu, L.; Zhao, L.; Jing, H.; Han, Y. Deformation-mechanism-based creep model and damage mechanism of G115 steel over a wide stress range. Mater. Sci. Eng. A 2019, 743, 280–293. [Google Scholar] [CrossRef]
- Lu, C.Y.; Wu, X.J.; He, Y.M.; Gao, Z.L.; Liu, R.; Chen, Z.; Zheng, W.J.; Yang, J. Deformation mechanism-based true-stress creep model for SA508 Gr. 3 steel over the temperature range of 450–750 °C. J. Nucl. Mater. 2019, 526, 151776. [Google Scholar] [CrossRef]
- Frost, H.J.; Ashby, M.F. Deformation Mechanism Maps; Pergamon Press: Oxford, UK, 1982. [Google Scholar]
- Nakayama, H. Multi-objective optimization and its engineering applications. In Dagstuhl Seminar Proceedings; Schloss Dagstuhl-Leibniz-Zentrum für Informatik: Wadern, Germany, 2005. [Google Scholar]
- Masuduzzaman; Rangaiah, G.P. Multi-Objective Optimization Applications in Chemical Engineering; (With CD-ROM); John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2009; pp. 27–59. [Google Scholar]
- Gunantara, N. A review of multi-objective optimization: Methods and its applications. Cogent Eng. 2018, 5, 1502242. [Google Scholar] [CrossRef]
- Riquelme, N.; Von Lücken, C.; Baran, B. Performance metrics in multi-objective optimization. In Proceedings of the 2015 Latin American Computing Conference (CLEI), Arequipa, Peru, 19–23 October 2015; IEEE: Arequipa, Peru, 2015; pp. 1–11. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cu | Mo | Sn | Fe |
|---|---|---|---|---|---|---|
| 3.9 | 1.8 | 0.16~0.20 | 0.52~0.56 | 0.19~0.22 | 0.03 | margin |
| Temperature/°C | Level 1/MPa | Level 2/MPa | Level 3/MPa | Level 4/MPa | Level 5/MPa |
|---|---|---|---|---|---|
| 450 | 300 | 275 | 250 | 225 | 200 |
| 500 | 275 | 250 | 225 | 200 | 150 |
| 550 | 225 | 200 | 175 | 150 | 100 |
| Temperature/°C | Stress/MPa | Minimum Creep Rate/h−1 |
|---|---|---|
| 450 | 300 | 2.407 × 10−1 |
| 275 | 7.855 × 10−3 | |
| 250 | 6.344 × 10−4 | |
| 225 | 2.135 × 10−4 | |
| 200 | 3.4729 × 10−5 | |
| 500 | 275 | 2.6643 |
| 250 | 3.432 × 10−1 | |
| 225 | 2.097 × 10−2 | |
| 200 | 6.18 × 10−3 | |
| 150 | 9.0978 × 10−5 | |
| 550 | 225 | 3.569 × 10−1 |
| 200 | 7.1102 × 10−2 | |
| 175 | 7.3234 × 10−3 | |
| 150 | 3.72 × 10−3 | |
| 100 | 1.8968 × 10−4 |
| Deformation Mechanism | Parameters | ||
|---|---|---|---|
| GBS | A0 | QA | p |
| 1.8183 × 10−15 | 3.8522 × 105 | 13.48 | |
| IDG | B0 | QB | n |
| 5.3853 × 10−33 | 5.0818 × 105 | 27.47 | |
| IDC | C0 | QC | m |
| 7.2431 × 10−4 | 2.1537 × 105 | 6.40 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jing, G.; Li, S.; Chen, G.; Wei, J.; Sun, S.; Zhang, J. Research on Creep Test of Compacted Graphite Cast Iron and Parameter Identification of Constitutive Model under Wide Range of Temperature and Stress. Appl. Sci. 2022, 12, 5032. https://doi.org/10.3390/app12105032
Jing G, Li S, Chen G, Wei J, Sun S, Zhang J. Research on Creep Test of Compacted Graphite Cast Iron and Parameter Identification of Constitutive Model under Wide Range of Temperature and Stress. Applied Sciences. 2022; 12(10):5032. https://doi.org/10.3390/app12105032
Chicago/Turabian StyleJing, Guoxi, Shubo Li, Guang Chen, Junchao Wei, Shuai Sun, and Junhai Zhang. 2022. "Research on Creep Test of Compacted Graphite Cast Iron and Parameter Identification of Constitutive Model under Wide Range of Temperature and Stress" Applied Sciences 12, no. 10: 5032. https://doi.org/10.3390/app12105032