
Mobile Robots and Cobots Integration: A Preliminary Design of a Mechatronic Interface by Using MBSE Approach

 ,
,  , , ,
, , ,
Abstract
:1. Introduction
2. State of Art
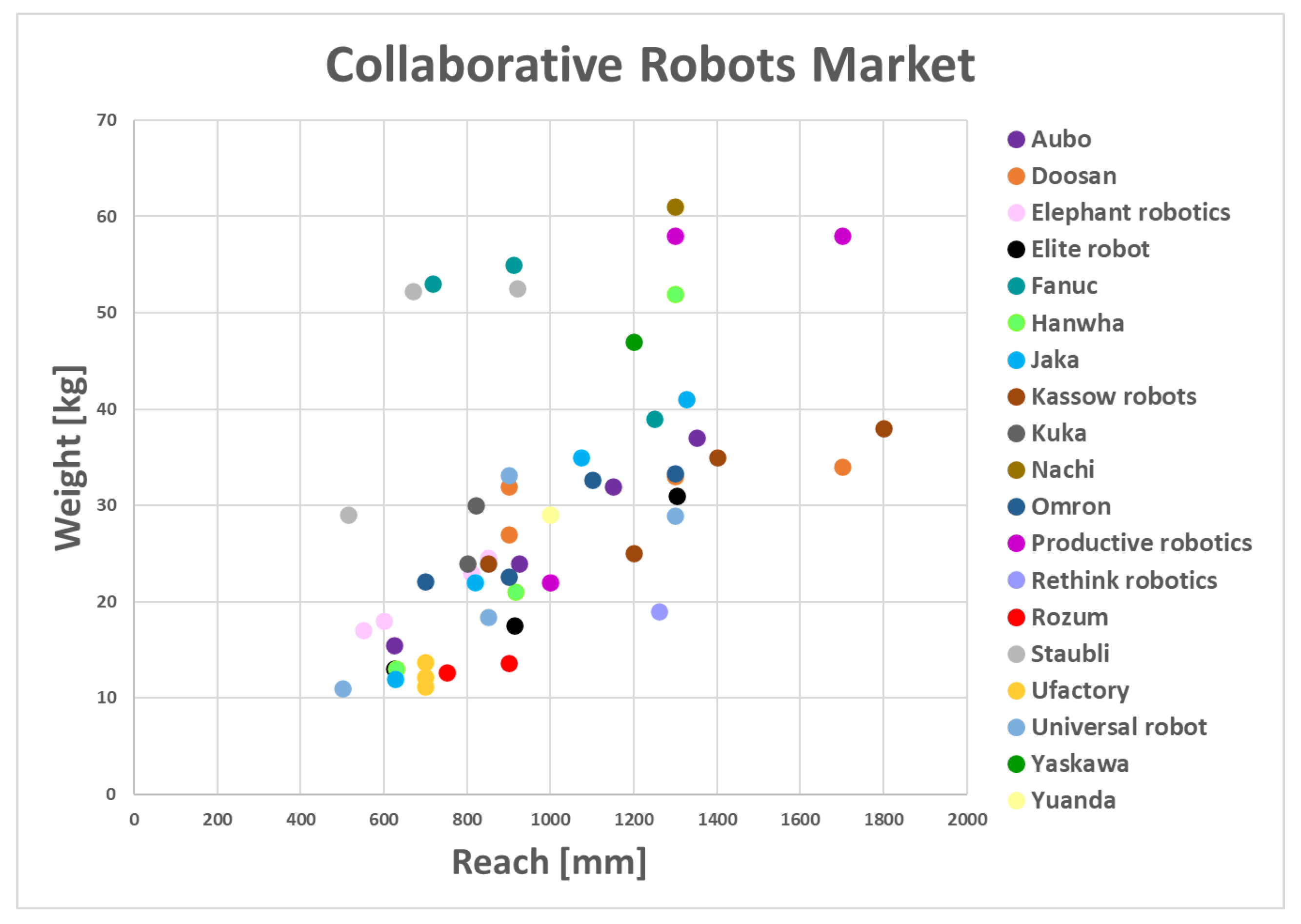
2.1. Collaborative Robots
- 1.
- weight up to 40 kg,
- 2.
- payload between 2 and 18 kg,
- 3.
- reach from 500 to 1800 mm and
- 4.
- footprint up to 230 mm.
2.2. Mobile Robots
- 1.
- payload: the mobile robot has to bear the load of the cobots and the workpiece;
- 2.
- battery life: for the autonomy of the mobile robot.
- 3.
- height: for the reachability of the human body part;
- 1.
- Height up to 400 mm,
- 2.
- Payload between 90 and 1000 kg,
- 3.
- Battery charge between 8 and 15 h.
2.3. Mobile Manipulators
Safety and Control of Mobile Manipulators
2.4. Contribution of the Present Paper
3. Materials and Methods
3.1. Systems Engineering and Model-Based Systems Engineering
3.2. V-Model and RFLP Approach
3.3. Black Box and White Box Analysis
4. System-Level Design
4.1. Requirement Definition
“The system must allow the integration between cobots and mobile robots belonging to the identified systems set, by improving safety and minimizing cost, height and energy consumption”.
- Power source: it gives power to the system;
- Environment: dust and dirt always present in every environment;
- Cobot: it is physically connected to the system and it exerts its weight on it;
- Mobile Robot: the system is mounted on it and it provides for the handling of the system;
- External device: it is the device used to allow communication with the system. It exchanges data about cobot and mobile robot required motion with the system.
- Human operator: he operates in the same workspace of the system or its sub-systems.
- Data acquisition and elaboration: the external device sends data while the cobot receives data.
- Motion: the power source powers the system to allow the motion of the cobot;
- Safety stop: if collision occurs, the system stops and an alert is sent to a human operator.
4.2. Functional and Logical Architecture Definition
- 1.
- Data acquisition and elaboration: the system acquires and elaborates data coming from the external interfaces to give the command signal to move or stop.
- 2.
- Measurement: in this phase, data about motion, such as position and speed, are collected and sent as feedback. Data are also relative to the power consumption of the electric motor.
- 3.
- Motion: it is a rotation around its own axis that starts when a signal commands motion.
- 4.
- Safety stop: this activity takes place when an impact occurs. In this case, an alert is sent to the human operator.
5. Detailed System Design
5.1. Preliminary Remarks on Safety Aspects
5.2. Speed and Torque Features Setting
6. System Modelling and Simulation
- “Microcontroller board”—it is the part that allows the control of the system;
- “Electrical motor”—it is the part that provides motion to the system;
- “Gearbox”—it is the part that adapts the torque to the needed one;
- “Mechanical system”—it is the part that represents the mechanical interface.
7. Results
8. Conclusions
Future Works
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Maskuriy, R.; Selamat, A.; Ali, K.N.; Maresova, P.; Krejcar, O. Industry 4.0 for the Construction Industry—How Ready Is the Industry? Appl. Sci. 2019, 9, 2819. [Google Scholar] [CrossRef] [Green Version]
- Robla-Gómez, S.; Becerra, V.M.; Llata, J.R.; González-Sarabia, E.; Torre-Ferrero, C.; Pérez-Oria, J. Working Together: A Review on Safe Human-Robot Collaboration in Industrial Environments. IEEE Access 2017, 5, 26754–26773. [Google Scholar] [CrossRef]
- Di Marino, C.; Rega, A.; Vitolo, F.; Patalano, S.; Lanzotti, A. A new approach to the anthropocentric design of human–robot collaborative environments. ACTA IMEKO 2020, 9, 80–87. [Google Scholar] [CrossRef]
- Vitolo, F.; Pasquariello, A.; Patalano, S.; Gerbino, S. A Multi-layer Approach for the Identification and Evaluation of Collaborative Robotic Workplaces Within Industrial Production Plants. In Design Tools and Methods in Industrial Engineering, Proceedings of the International Conference of the Italian Association of Design Methods and Tools for Industrial Engineering, Modena, Italy, 9–10 September 2019; Rizzi, C., Andrisano, A.O., Leali, F., Gherardini, F., Pini, F., Vergnano, A., Eds.; Lecture Notes in Mechanical Engineering; Springer International Publishing: Cham, Switzerland, 2020; pp. 719–730. [Google Scholar] [CrossRef]
- Davarzani, H.; Norrman, A. Toward a relevant agenda for warehousing research: Literature review and practitioners’ input. Logist. Res. 2015, 8, 1. [Google Scholar] [CrossRef] [Green Version]
- Oyekanlu, E.A.; Smith, A.C.; Thomas, W.P.; Mulroy, G.; Hitesh, D.; Ramsey, M.; Kuhn, D.J.; Mcghinnis, J.D.; Buonavita, S.C.; Looper, N.A.; et al. A Review of Recent Advances in Automated Guided Vehicle Technologies: Integration Challenges and Research Areas for 5G-Based Smart Manufacturing Applications. IEEE Access 2020, 8, 202312–202353. [Google Scholar] [CrossRef]
- Hvilshøj, M.; Bøgh, S.; Skov Nielsen, O.; Madsen, O. Autonomous industrial mobile manipulation (AIMM): Past, present and future. Ind. Robot. Int. J. 2012, 39, 120–135. [Google Scholar] [CrossRef]
- Iriondo, A.; Lazkano, E.; Susperregi, L.; Urain, J.; Fernandez, A.; Molina, J. Pick and place operations in logistics using a mobile manipulator controlled with deep reinforcement learning. Appl. Sci. 2019, 9, 348. [Google Scholar] [CrossRef] [Green Version]
- Peshkin, M.; Colgate, J.; Wannasuphoprasit, W.; Moore, C.; Gillespie, R.; Akella, P. Cobot architecture. IEEE Trans. Robot. Autom. 2001, 17, 377–390. [Google Scholar] [CrossRef]
- ISO 10218-2:2011. Robots and Robotic Devices-Safety Requirements for Industrial Robots-Part 2: Robot Systems and Integration; International Organization for Standardization: Geneva, Switzerland, 2011. [Google Scholar]
- Di Marino, C.; Rega, A.; Vitolo, F.; Patalano, S.; Lanzotti, A. The anthropometric basis for the designing of collaborative workplaces. In Proceedings of the II Workshop on Metrology for Industry 4.0 and IoT (MetroInd4.0 IoT), Naples, Italy, 4–6 June 2019; pp. 98–102. [Google Scholar] [CrossRef]
- Villani, V.; Pini, F.; Leali, F.; Secchi, C. Survey on human–robot collaboration in industrial settings: Safety, intuitive interfaces and applications. Mechatronics 2018, 55, 248–266. [Google Scholar] [CrossRef]
- Ullrich, G. The History of Automated Guided Vehicle Systems. In Automated Guided Vehicle Systems: A Primer with Practical Applications; Ullrich, G., Ed.; Springer: Berlin/Heidelberg, Germany, 2015; pp. 1–14. [Google Scholar] [CrossRef]
- Li, L.; Wang, F.Y. Advanced Motion Control and Sensing for Intelligent Vehicles; Springer: Boston, MA, USA, 2007. [Google Scholar] [CrossRef]
- Bostelman, R.; Hong, T.; Legowik, S. Mobile robot and mobile manipulator research towards ASTM standards development. In Multisensor, Multisource Information Fusion: Architectures, Algorithms, and Applications 2016; Braun, J.J., Ed.; International Society for Optics and Photonics, SPIE: Bellingham, WA, USA, 2016; Volume 9872, pp. 111–120. [Google Scholar] [CrossRef] [Green Version]
- ISO\TS 15066:2016. Robots and Robotic Devices: Collaborative Robots; International Organization for Standardization: Geneva, Switzerland, 2016. [Google Scholar]
- Helms, E.; Schraft, R.; Hagele, M. rob@work: Robot assistant in industrial environments. In Proceedings of the 11th IEEE International Workshop on Robot and Human Interactive Communication, Berlin, Germany, 25–27 September 2002; pp. 399–404. [Google Scholar] [CrossRef]
- Bostelman, R.; Hong, T.; Marvel, J. Survey of research for performance measurement of mobile manipulators. J. Res. Natl. Inst. Stand. Technol. 2016, 121, 342–366. [Google Scholar] [CrossRef] [PubMed]
- Unger, H.; Markert, T.; Müller, E. Evaluation of use cases of autonomous mobile robots in factory environments. Procedia Manuf. 2018, 17, 254–261. [Google Scholar] [CrossRef]
- D’Souza, F.; Costa, J.; Pires, J.N. Development of a solution for adding a collaborative robot to an industrial AGV. Ind. Robot. Int. J. Robot. Res. Appl. 2020, 47, 723–735. [Google Scholar] [CrossRef]
- ISO 10218-1:2011. Robots and Robotic Devices-Safety Requirements for Industrial Robots-Part 1: Robots; International Organization for Standardization: Geneva, Switzerland, 2011. [Google Scholar]
- ISO 3691-4:2020. Industrial Trucks—Safety Requirements and Verification—Part 4: Driverless Industrial Trucks and Their Systems; International Organization for Standardization: Geneva, Switzerland, 2020. [Google Scholar]
- Markis, A.; Papa, M.; Kaselautzke, D.; Rathmair, M.; Sattinger, V.; Brandstötter, M. Safety of mobile robot systems in industrial applications. In Proceedings of the ARW & OAGM Workshop, Steyr, Austria, 9–10 May 2019; pp. 26–31. [Google Scholar] [CrossRef]
- Schlotzhauer, A.; Kaiser, L.; Brandstötter, M. Safety of Industrial Applications with Sensitive Mobile Manipulators—Hazards and Related Safety Measures. In Proceedings of the Austrian Robotics Workshop, Innsbruck, Austria, 17–18 May 2018; p. 43. [Google Scholar] [CrossRef]
- Bonci, A.; Cheng, P.; Indri, M.; Nabissi, G.; Sibona, F. Human-robot perception in industrial environments: A survey. Sensors 2021, 21, 1–29. [Google Scholar] [CrossRef] [PubMed]
- ANSI/RIA R15.08-1-2020. Industrial Mobile Robots-Safety Requirements—Part 1: Requirements for the Industrial Mobile Robot; American National Standards Institute: Washington, DC, USA, 2020. [Google Scholar]
- Marvel, J.; Bostelman, R. Towards mobile manipulator safety standards. In Proceedings of the 2013 IEEE International Symposium on Robotic and Sensors Environments (ROSE), Washington, DC, USA, 21–23 October 2013; pp. 31–36. [Google Scholar] [CrossRef] [Green Version]
- Marvel, J.A.; Bostelman, R. Test methods for the evaluation of manufacturing mobile manipulator safety. J. Robot. Mechatron. 2016, 28, 199–214. [Google Scholar] [CrossRef]
- Bostelman, R.; Marvel, J. Control fusion for safe multi-robot coordination. In Multisensor, Multisource Information Fusion: Architectures, Algorithms, and Applications 2014; International Society for Optics and Photonics: Bellingham, WA, USA, 2014; Volume 9121, p. 91210P. [Google Scholar] [CrossRef]
- Systems Engineering. Available online: https://www.incose.org/systems-engineering (accessed on 7 October 2021).
- Biahmou, A. Systems Engineering. In Concurrent Engineering in the 21st Century: Foundations, Developments and Challenges; Stjepandić, J., Wognum, N., Verhagen, W.J.C., Eds.; Springer International Publishing: Cham, Switzerland, 2015; pp. 221–254. [Google Scholar] [CrossRef]
- Estefan, J.A. Survey of model-based systems engineering (MBSE) methodologies. Incose Mbse Focus Group 2007, 25, 1–12. [Google Scholar]
- Madni, A.M.; Sievers, M. Model-based systems engineering: Motivation, current status, and research opportunities. Syst. Eng. 2018, 21, 172–190. [Google Scholar] [CrossRef]
- Gausemeier, J.; Moehringer, S. VDI 2206—A New Guideline for the Design of Mechatronic Systems. IFAC Proc. Vol. 2002, 35, 785–790. [Google Scholar] [CrossRef]
- Simscape. Available online: https://it.mathworks.com/products/simscape.html (accessed on 19 May 2021).
- Mhenni, F.; Choley, J.Y.; Penas, O.; Plateaux, R.; Hammadi, M. A SysML-based methodology for mechatronic systems architectural design. Adv. Eng. Inform. 2014, 28, 218–231. [Google Scholar] [CrossRef]
- Drillis, R.; Contini, R.; Bluestein, M. Body Segment Parameters: A Survey of Measurement Techniques. Artif. Limbs 1964, 8, 44–66. [Google Scholar]
- Shigley, J.; Budynas, R.; Nisbett, J.; Amodio, D.; Santucci, G. Progetto e Costruzione di Macchine; McGraw-Hill Education: New York, NY, USA, 2013. [Google Scholar]
- Welcome to SKF. Available online: https://www.skf.com/group/support/splash (accessed on 19 May 2021).
- Discover the Maxon’s World of Drive Technology. Available online: https://www.maxongroup.com/maxon/view/content/index (accessed on 19 May 2021).























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ID | Requirement |
|---|---|
| 1 | The system shall allow the integration between cobots and mobile robots belonging to target groups, by improving safety and minimizing cost, height, and energy consumption. |
| 1.1 | The system shall allow the relative motion of cobot with respect to mobile robot around a vertical axis. |
| 1.1.1 | The system shall have a part rigidly fixed to mobile robot |
| 1.1.2 | The system shall have a part rigidly fixed to cobot |
| 1.1.3 | The system shall be actuated |
| 1.2 | The system shall adapt to cobot and mobile robot. |
| 1.2.1 | The system shall have dimensions compatible with cobot and mobile robot. |
| 1.2.2 | The system shall hold the weight of cobot. |
| 1.3 | The system shall be safe for human operators. |
| 1.3.1 | The system shall recognize possible collision with a human operator. |
| 1.3.1.1 | The system shall alert the human operator in case of a possible collision. |
| 1.3.1.2 | The system shall slow down or stop in case of possible collision |
| 1.3.2 | The system shall determine limited impact force with human operator |
| 1.4 | The system shall have a minimum cost. |
| 1.5 | The system shall have a minimum height. |
| 1.6 | The system shall work with energy-saving. |
| 2 | The system shall be maintainable. |
| 3 | The system shall be easily assembled and disassembled fulfilling ergonomic constraints. |
| 4 | The system shall be protected from dust and dirt. |
| 5 | he system shall ensure a high accuracy in the cobot motion. |
| 6 | The system shall have a minimum weight. |
| 7 | The system shall operate autonomously. |
| 8 | The system shall be powered by a mobile robot battery. |
| 9 | The system shall receive data about the requested task and send data about its status. |
| 9.1 | The system shall receive information when the mobile robot reached its position. |
| 9.2 | The system shall receive information about the required cobot rotation. |
| 9.3 | The system shall send data to cobot when the rotation is completed. |
| Activity | Logical Components | Description |
|---|---|---|
| Data acquisition and elaboration | Microcontroller board | A microcontroller is needed to receive and send data. The microcontroller board should allow a wireless connection. |
| Measurement | Current sensor | A collision can be detected by measuring the current absorbed by the electric motor. |
| Position and speed sensor | Position and speed measurements are required to ensure accuracy in the interface positioning. | |
| Motion | Base | It is the part fixed to AGV. |
| Rotating platform | It is the part that rotates with respect to the base. The cobot is fixed on it. | |
| Electric motor | It is the actuation system used to allow motion. A motor driver is also needed. | |
| Gearbox | It is needed to adapt torque or angular speed to the required ones. | |
| Safety stop | Alert device | When a collision occurs, a visual or sound alert must be sent to the human operator by an appropriate device |
| Body Region | Maximum Force | Stiffness | Effective Mass | Reduced Mass | Maximum Speed |
|---|---|---|---|---|---|
| , [N] | k, [N/mm] | , [kg] | , [kg] | , [m/s] | |
| Skull and forehead | 130 | 150 | 4.4 | 3.91 | 0.17 |
| Face | 65 | 75 | 4.4 | 3.91 | 0.12 |
| Lower legs | 260 | 60 | 75 | 24.10 | 0.216 |
| Thighs and knees | 440 | 50 | 75 | 24.10 | 0.401 |
| Chest | 280 | 25 | 40 | 18.81 | 0.408 |
| Abdomen | 220 | 10 | 40 | 18.81 | 0.408 |
| Pelvis | 360 | 25 | 40 | 18.81 | 0.507 |
| Upper arms | 300 | 30 | 3 | 2.77 | 1.041 |
| Lower arms | 320 | 40 | 2 | 1.89 | 1.163 |
| Hands | 280 | 75 | 0.6 | 0.59 | 1.331 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vitolo, F.; Rega, A.; Di Marino, C.; Pasquariello, A.; Zanella, A.; Patalano, S. Mobile Robots and Cobots Integration: A Preliminary Design of a Mechatronic Interface by Using MBSE Approach. Appl. Sci. 2022, 12, 419. https://doi.org/10.3390/app12010419
Vitolo F, Rega A, Di Marino C, Pasquariello A, Zanella A, Patalano S. Mobile Robots and Cobots Integration: A Preliminary Design of a Mechatronic Interface by Using MBSE Approach. Applied Sciences. 2022; 12(1):419. https://doi.org/10.3390/app12010419
Chicago/Turabian StyleVitolo, Ferdinando, Andrea Rega, Castrese Di Marino, Agnese Pasquariello, Alessandro Zanella, and Stanislao Patalano. 2022. "Mobile Robots and Cobots Integration: A Preliminary Design of a Mechatronic Interface by Using MBSE Approach" Applied Sciences 12, no. 1: 419. https://doi.org/10.3390/app12010419