
The Use of UAV with Infrared Camera and RFID for Airframe Condition Monitoring


Abstract
:1. Introduction
2. Materials and Methods
2.1. Case Study
2.2. Monitored Aircraft Type
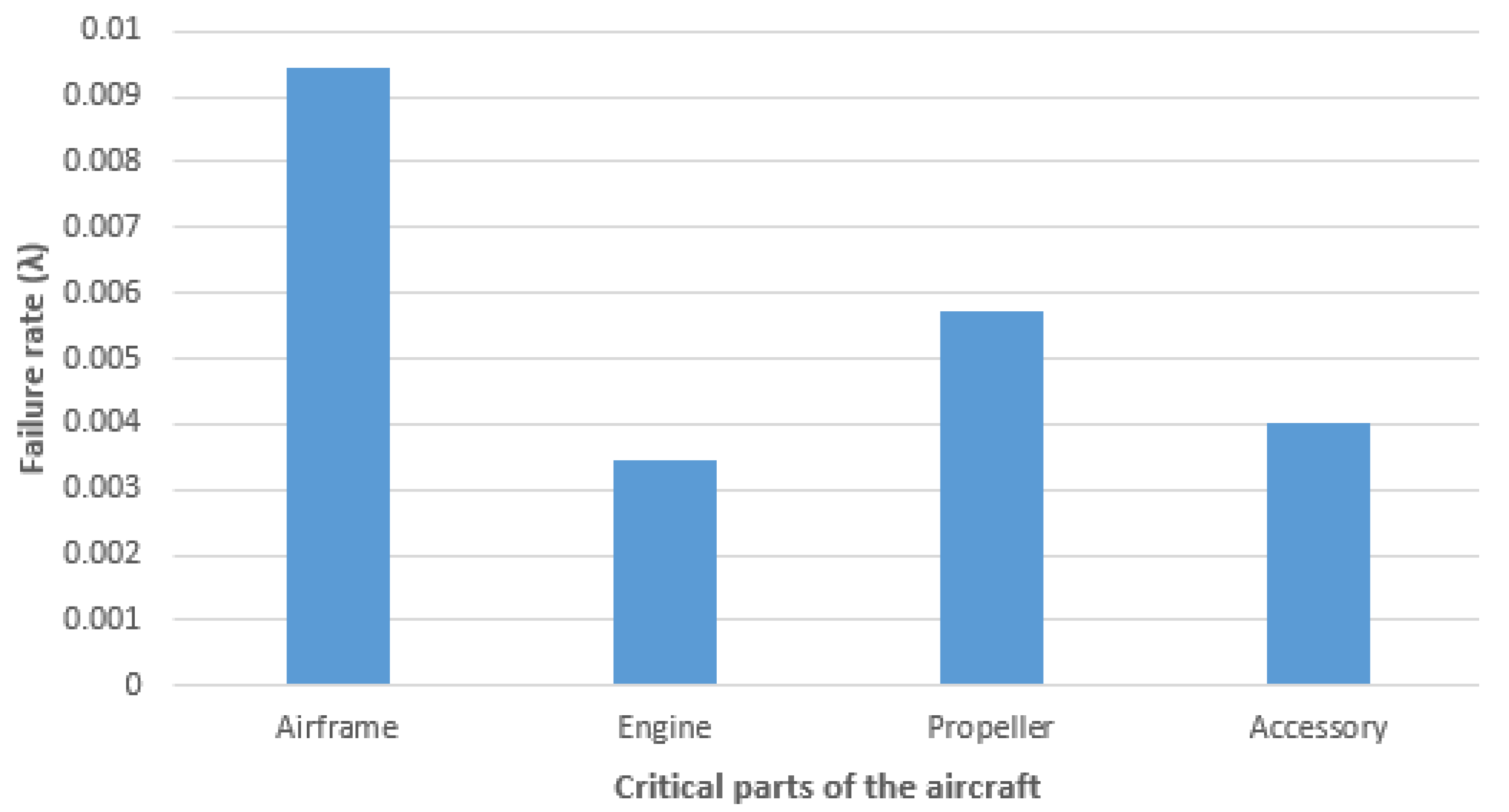
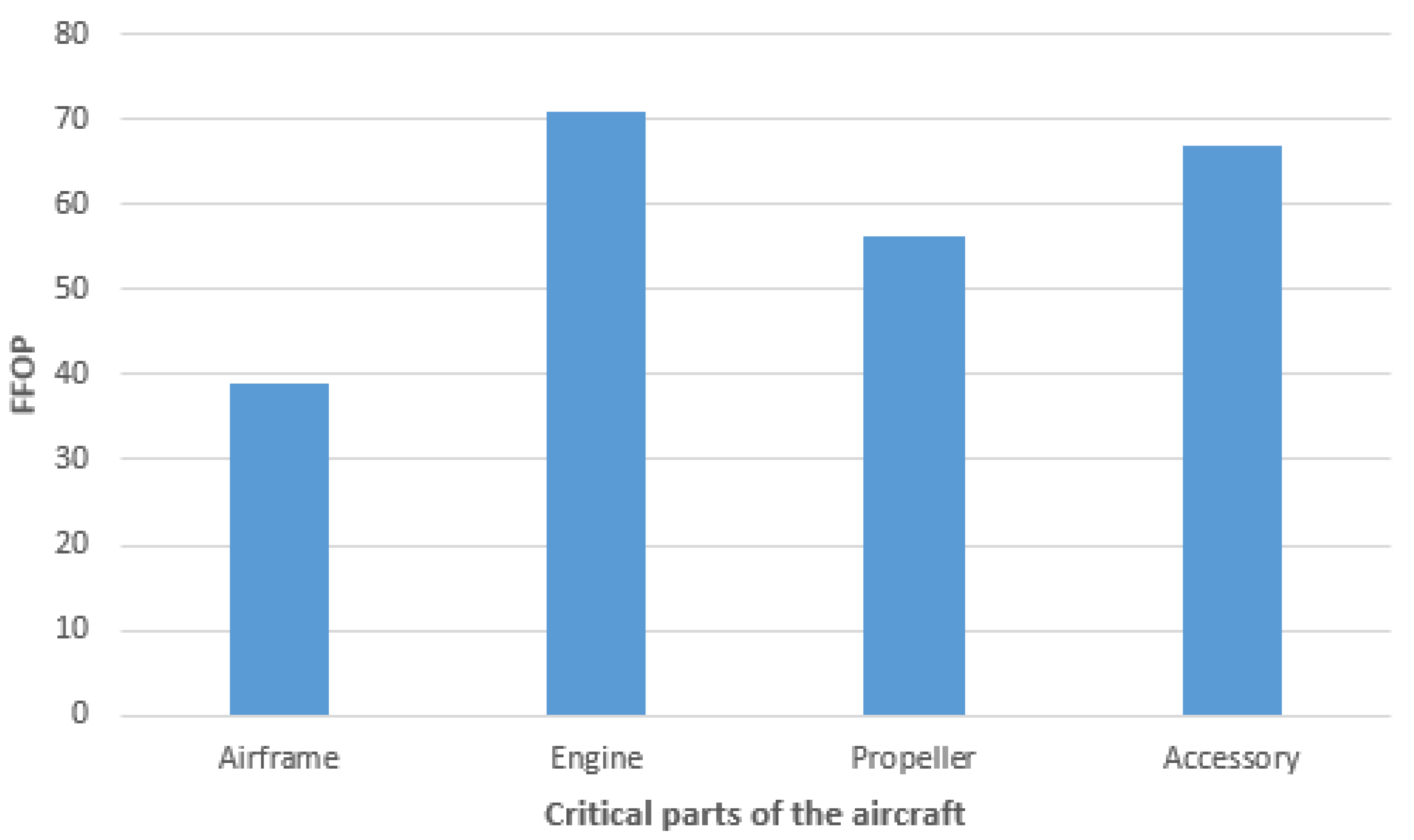
- Airframe
- Engine
- Propeller
- Accessory (including aircraft instruments and avionics)
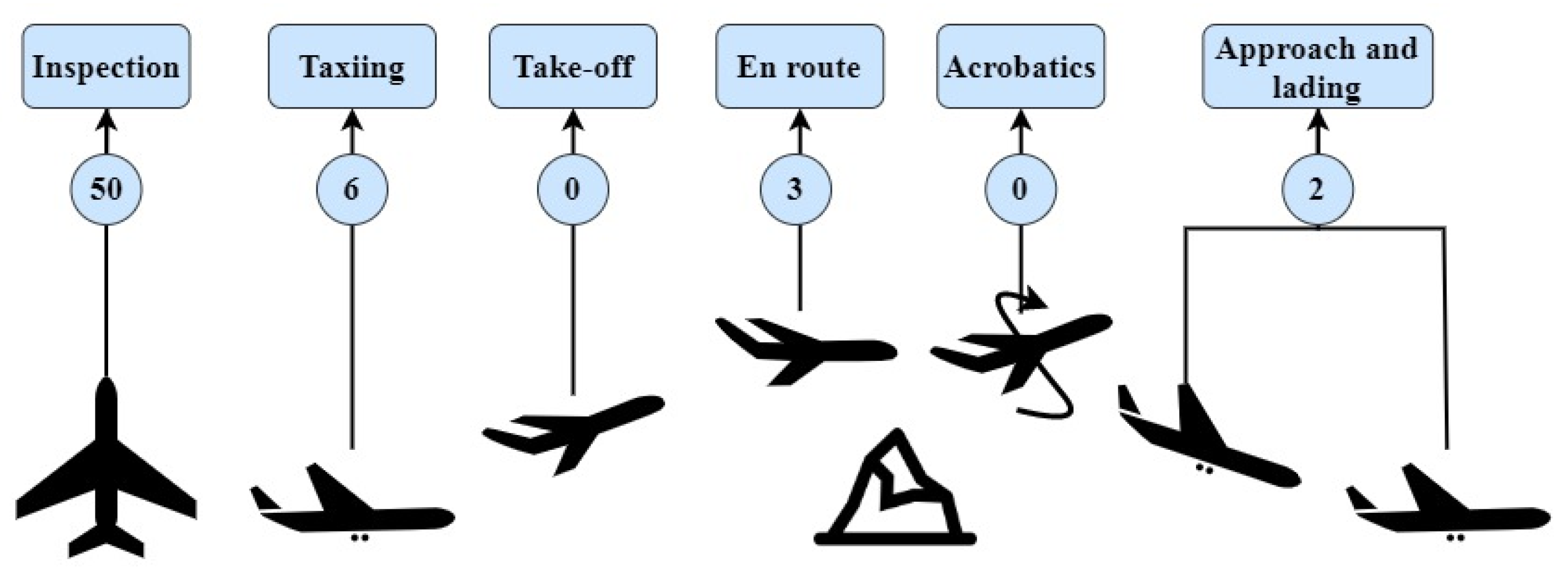
2.3. Failure Indexes
2.4. Case Study Results
3. Results
3.1. The Implementation Suggestions
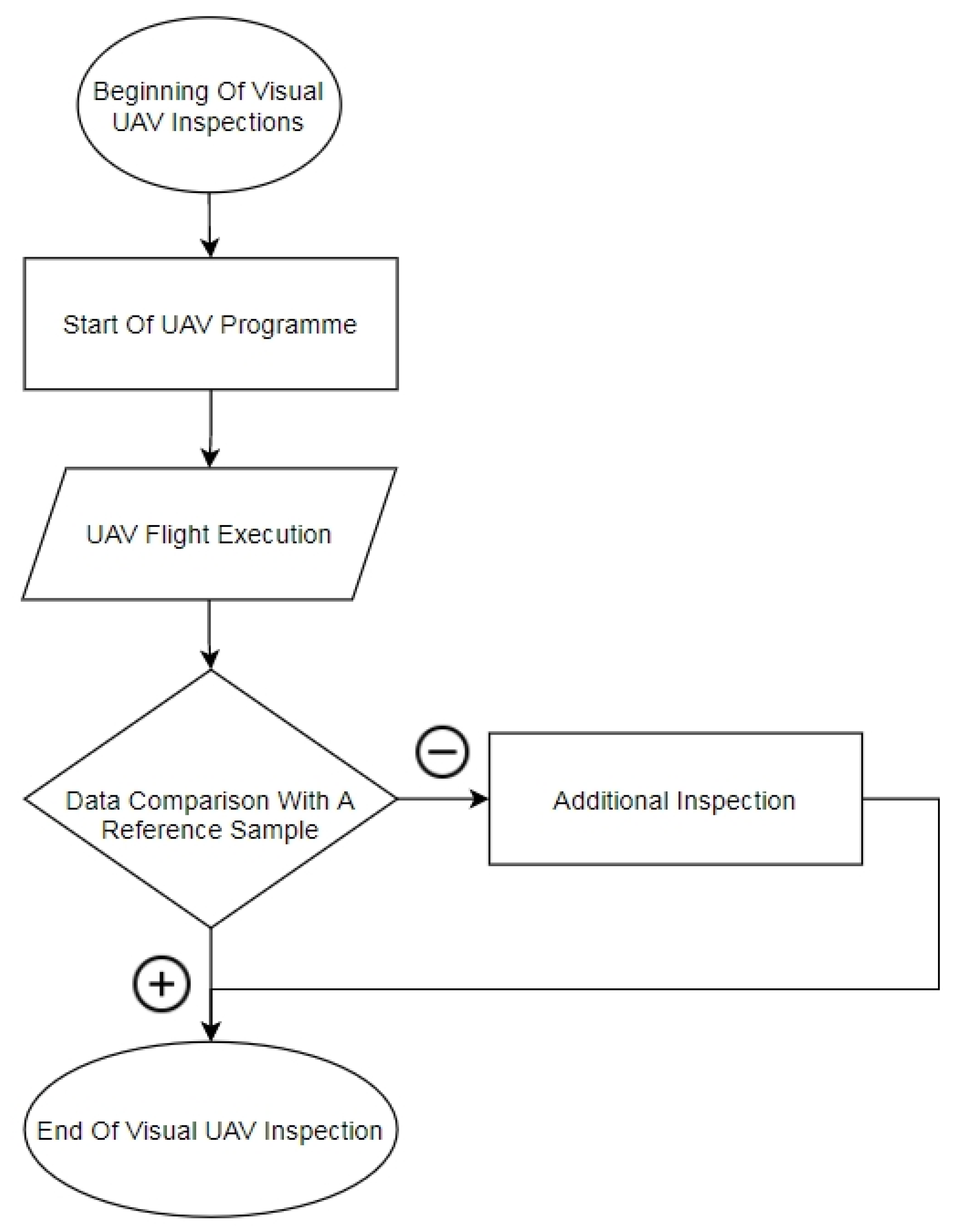
3.2. Visual Inspection Performed by UAV and IR Camera
- Image Acquisition
- Preprocessing
- Segmentation
- Feature Extraction
- Classification and Recognition
- Post Processing
- Reduce dust particles as much as possible in an inspection environment.
- Identify the movement of the UAV, the position of personnel with respect to safety (equipped with obstacle anti-collision sensors).
3.3. Detection of Structural Damages
3.4. Time-Saving Prognosis
3.5. Structural Repair and Airframe Condition Monitoring by Using RFID and CMB
3.5.1. Contact Memory Button (CMB)
3.5.2. RAIN RFID Tags
3.5.3. RFID as a Labeling Tool
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| A/C | Aircraft |
| BVID | Barely visible impact damage |
| CAMO | Continuing Airworthiness Management Organization |
| CMB | Contact memory button |
| DIS | Defect identification subsystem |
| FAA | Federal Aviation Administration |
| FFOP | Probability of trouble or failure free operation |
| FPI | Fluorescent penetrant inspection |
| HF | High frequency |
| IFR | Instrumental Flight Rules |
| IR | Infrared Radiation |
| LF | Lower frequency |
| MRO | Maintenance and Repair Organization |
| MTBF | Mean time between failure |
| NDT | Non-destructive testing |
| RAIN | Radio frequency identification |
| RFID | Radio frequency identification |
| UHF | Ultra high frequency |
| UAV | Unmanned Aerial Vehicle |
| UNIZA | University of Žilina |
| VFR | Visual Flight Rules |
| VIS | Visual inspection system |
| WLI | White light interferometry |
References
- Valdés, R.A.; Comendador, V.F.G.; Sanz, A.R.; Castán, J.P. Aviation 4.0: More Safety through Automation and Digitization. Aircr. Technol. 2018, 7, 225–236. [Google Scholar] [CrossRef] [Green Version]
- Chen, T.; Tsai, H.-R. Ubiquitous manufacturing: Current practices, challenges, and opportunities. Robot. Comput. Manuf. 2017, 45, 126–132. [Google Scholar] [CrossRef]
- Keivanpour, S.; Kadi, D.A. The Effect of “Internet of Things” on Aircraft Spare Parts Inventory Management. IFAC-PapersOnLine 2019, 52, 2343–2347. [Google Scholar] [CrossRef]
- Federal Aviation Administration. Aviation Maintenance Technician Handbook–General, FAA-H-8083-30A. 2018. Available online: https://www.faa.gov/regulations_policies/handbooks_manuals/aircraft/media/amt_general_handbook.pdf (accessed on 16 March 2021).
- Nowlan, F.S.; Heap, H.F. Reliability-Centered Maintenance; Maintenance Quality Systems LLC: San Francisco, CA, USA, 1978. [Google Scholar]
- Keivanpour, S.; Kadi, D.A. A sustainable approach to Aircraft Engine Maintenance. IFAC-PapersOnLine 2015, 48, 977–982. [Google Scholar] [CrossRef]
- Eschen, H.; Kötter, T.; Rodeck, R.; Harnisch, M.; Schüppstuhl, T. Augmented and Virtual Reality for Inspection and Maintenance Processes in the Aviation Industry. Procedia Manuf. 2018, 19, 156–163. [Google Scholar] [CrossRef]
- Bacim, F.; Ragan, E.; Scerbo, S.; Polys, N.F.; Setareh, M.; Jones, B.D. The effects of display fidelity, visual complexity, and task scope on spatial understanding of 3d graphs. Proc. Graph. Interf. 2013, 2013, 25–32. [Google Scholar]
- Bischoff, R.; Kazi, A. Perspectives on augmented reality based human-robot interaction with industrial robots. In Proceedings of the 2004 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS) (IEEE Cat. No.04CH37566), Sendai, Japan, 28 September–2 October 2004; Institute of Electrical and Electronics Engineers (IEEE): Piscataway, NJ, USA, 2005; Volume 4, pp. 3226–3231. [Google Scholar]
- Chong, J.; Ong, S.; Nee, A.; Youcef-Youmi, K. Robot programming using augmented reality: An interactive method for planning collision-free paths. Robot. Comput. Manuf. 2009, 25, 689–701. [Google Scholar] [CrossRef]
- Goldman Sachs. “Drones: Reporting for work”, Goldman Sachs Research. 2016. Available online: www.goldmansachs.com/insights/technology-driving-innovation/drones/ (accessed on 6 February 2019).
- Mazur, M.; Wiśniewski, A. “Clarity from above”, PwC Polska Sp. z o.o. 2016. Available online: https://www.pwc.com/hu/hu/kiadvanyok/assets/pdf/clarity-from-above-leveraging-drone-technologies-to-secure-utilities-systems-pwc.pdf (accessed on 22 August 2018).
- Kurdel, P.; Sedláčková, A.N.; Labun, J. UAV flight safety close to the mountain massif. Transp. Res. Procedia 2019, 43, 319–327. [Google Scholar] [CrossRef]
- Škultéty, F.; Badánik, B.; Bartoš, M.; Kandera, B. Design of Controllable Unmanned Rescue Parachute Wing. Transp. Res. Procedia 2018, 35, 220–229. [Google Scholar] [CrossRef]
- Dale, J.; Burnside, N.; Hill-Butler, C.; Berg, M.; Strong, C.; Burgess, H. The Use of Unmanned Aerial Vehicles to Determine Differences in Vegetation Cover: A Tool for Monitoring Coastal Wetland Restoration Schemes. Remote Sens. 2020, 12, 4022. [Google Scholar] [CrossRef]
- Li, B.; Gan, Z.; Chen, D.; Aleksandrovich, D.S. UAV Maneuvering Target Tracking in Uncertain Environments Based on Deep Reinforcement Learning and Meta-Learning. Remote Sens. 2020, 12, 3789. [Google Scholar] [CrossRef]
- Sedlackova, A.N.; Kurdel, P.; Mrekaj, B. Synthesis criterion of ergatic base complex with focus on its reliability. In Proceedings of the 2017 IEEE 14th International Scientific Conference on Informatics, Poprad, Slovakia, 14–16 November 2017; Institute of Electrical and Electronics Engineers (IEEE): Piscataway, NJ, USA, 2017; pp. 318–321. [Google Scholar]
- Sedláčková, A.N.; Kurdel, P.; Labun, J. Simulation of Unmanned Aircraft Vehicle Flight Precision. Transp. Res. Proced. 2020, 44, 313–320. [Google Scholar] [CrossRef]
- Ceruti, A.; Marzocca, P.; Liverani, A.; Bil, C. Maintenance in aeronautics in an Industry 4.0 context: The role of Augmented Reality and Additive Manufacturing. J. Comput. Des. Eng. 2019, 6, 516–526. [Google Scholar] [CrossRef]
- Domaschke, T.; Schueppstuhl, T.; Otto, M. Robot Guided White Light Interferometry for Crack Inspection on Airplane Engine Components. ISR/Robotik 2014. In Proceedings of the 41st International Symposium on Robotics, Munich, Germany, 2–3 June 2014; pp. 1–7. [Google Scholar]
- Shin, H.; Abbas, S.H.; Thanh Ch, T. A Proof-of-concept of Smart Hangar for Composite Aircraft. In Proceedings of the International Conference on Composite Materials, Copenhagen, Denmark, 19–24 July 2015. [Google Scholar] [CrossRef]
- Ciampoli, L.B.; Gagliardi, V.; Ferrante, C.; Calvi, A.; D’Amico, F.; Tosti, F. Displacement Monitoring in Airport Runways by Persistent Scatterers SAR Interferometry. Remote Sens. 2020, 12, 3564. [Google Scholar] [CrossRef]
- Holl, J. Hangar of the future Excelling in MRO. 6 December 2016. Airbus S.A.S. Available online: https://www.airbus.com/newsroom/news/en/2016/12/Hangar-of-the-future.html (accessed on 10 December 2020).
- Hrúz, M.; Pecho, P.; Mariášová, T.; Bugaj, M. Innovative changes in maintenance strategies of ATO’s aircraft based on their operational status. Transp. Res. Procedia 2020, 51, 261–270. [Google Scholar] [CrossRef]
- Janovec, M.; Smetana, M.; Bugaj, M. Eddy Current Array Inspection of Zlin 142 Fuselage Riveted Joints. Transp. Res. Procedia 2019, 40, 279–286. [Google Scholar] [CrossRef]
- Smith, R.; Mobley, R.K. Chapter 17: MTBF User Guide: Measuring Mean Time between Failures. In Rules of Thumb for Maintenance and Reliability Engineers; Butterworth-Heinemann Elsevier Ltd.: Oxford, UK, 2008; p. 336. ISBN 978-0-7506-7862-9. [Google Scholar]
- Bugaj, M. Failure Analysis—Basic Step of Applying Reliability Centered Maintenance in General Aviation. Transp. Probl. Int. Sci. J. 2012, 7, 77–86. [Google Scholar]
- Wiksten, J.; Johansson, M. Maintenance and Reliability with Focus on Aircraft Maintenance and Spares Provisioning. Ph.D. Thesis, Luleå University of Technology, Luleå, Sweden, 2006. [Google Scholar]
- Li, Q.Y.; Zhong, Z.D.; Liu, M.; Fang, W.W. Chapter 14: Smart Railway Based on the Internet of Things. In Intelligent Data-Centric Systems Big Data Analytics for Sensor-Network Collected Intelligence; Academic Press: London, UK, 2017; pp. 280–297. ISBN 9780128093931. [Google Scholar]
- Novák, A.; Sedláčková, A.N.; Bugaj, M.; Kandera, B.; Lusiak, T. Use of Unmanned Aerial Vehicles in Aircraft Maintenance. Transp. Res. Procedia 2020, 51, 160–170. [Google Scholar] [CrossRef]
- Yadav, A.; Yadav, P. Digital Image Processing, 1st ed.; Laxmi Publications: Boston, MA, USA, 2009; p. 234. ISBN 9788131805244. [Google Scholar]
- Mishra, V.K.; Kumar, S.; Shukla, N. Image Acquisition and Techniques to Perform Image Acquisition. SAMRIDDHI J. Phys. Sci. Eng. Technol. 2017, 9, 21–24. [Google Scholar] [CrossRef]
- Sugimura, D.; Mikami, T.; Yamashita, H.; Hamamoto, T. Enhancing Color Images of Extremely Low Light Scenes Based on RGB/NIR Images Acquisition with Different Exposure Times. IEEE Trans. Image Process. 2015, 24, 3586–3597. [Google Scholar] [CrossRef]
- Fabra, F.; Zamora, W.; Sangüesa, J.; Calafate, C.T.; Cano, J.-C.; Manzoni, P. A Distributed Approach for Collision Avoidance between Multirotor UAVs Following Planned Missions. Sensors 2019, 19, 2404. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bugaj, M.; Novak, A.; Stelmach, A.; Lusiak, T. Unmanned Aerial Vehicles and Their Use for Aircraft Inspection. In Proceedings of the 2020 New Trends in Civil Aviation (NTCA), Prague, Czech Republic, 23–24 November 2020; IEEE: Piscataway, NJ, USA, 2020; pp. 45–50. [Google Scholar]
- FLIR Systems, Inc. 2020. Available online: https://www.flir.eu/instruments/science/ndt-materials-testing (accessed on 20 November 2020).
- DJI. Mavic 2 Enterprise Advanced. Available online: https://enterprise.dji.com (accessed on 20 February 2021).
- Wu, S.; Zhang, K.; Li, S.; Yan, J. Learning to Track Aircraft in Infrared Imagery. Remote Sens. 2020, 12, 3995. [Google Scholar] [CrossRef]
- Ciampa, F.; Mahmoodi, P.; Pinto, F.; Meo, M. Recent Advances in Active Infrared Thermography for Non-Destructive Testing of Aerospace Components. Sensors 2018, 18, 609. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Montesano, J.; Bougherara, H.; Fawaz, Z. Application of infrared thermography for the characterization of damage in braided carbon fiber reinforced polymer matrix composites. Compos. Part B Eng. 2014, 60, 137–143. [Google Scholar] [CrossRef]
- InfraTec. Thermography in Aerospace Industry. Available online: https://www.infratec.eu/thermography/industries-applications/aerospace-industry/ (accessed on 20 February 2021).
- Doğru, A.; Bouarfa, S.; Arizar, R.; Aydoğan, R. Using Convolutional Neural Networks to Automate Aircraft Maintenance Visual Inspection. Aerospace 2020, 7, 171. [Google Scholar] [CrossRef]
- The Boeing Company, RFID Optimizes Maintenance Efficiency. Aeromagazine, a Quarterly Publication, 2012, QTR 01, 12. Available online: https://www.boeing.com/commercial/aeromagazine/articles/2012_q1/pdfs/AERO_2012q1_article2.pdf (accessed on 8 April 2021).
- Impinj (NASDAQ: PI) Connectivity Platform: A Foundation for IoT Solutions. Types of RFID Systems. Available online: https://www.impinj.com/products/technology/how-can-rfid-systems-be-categorized (accessed on 19 March 2021).







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of A/C | Quantity of A/C | Age of A/C |
|---|---|---|
| Z-142 | 4 | 36 |
| Z-42 | 3 | 38 |
| Z-43 | 2 | 36 |
| PA-34 | 2 | 6;29 |
| PA-28 | 2 | 31;37 |
| Year | Flight Hours | Amount of Starts |
|---|---|---|
| 2012 | 659 h 0 min | 2022 |
| 2013 | 533 h 0 min | 1463 |
| 2014 | 304 h 0 min | 770 |
| 2015 | 584 h 20 min | 1653 |
| 2016 | 653 h 15 min | 1798 |
| 2017 | 762 h 55 min | 2597 |
| Sum | 3495 h | 10,303 |
| Year | Airframe | Engine | Propeller | Accessory | Sum |
|---|---|---|---|---|---|
| 2012 | 6 | 2 | 0 | 4 | 12 |
| 2013 | 8 | 0 | 0 | 1 | 9 |
| 2014 | 4 | 2 | 0 | 0 | 6 |
| 2015 | 5 | 3 | 0 | 0 | 8 |
| 2016 | 5 | 2 | 2 | 5 | 14 |
| 2017 | 5 | 3 | 0 | 4 | 12 |
| Sum | 33 | 12 | 2 | 14 | 61 |
| Visual Inspection | Evaluation Process | Release Airworthiness Review Certificate | ||
|---|---|---|---|---|
| Post Processing | Verification Process | |||
| Drone Inspection | 5 min | 30 min | 30 min | 120 min |
| Mechanic Inspection | 30 min | 0 | 60 min | 180 min |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hrúz, M.; Bugaj, M.; Novák, A.; Kandera, B.; Badánik, B. The Use of UAV with Infrared Camera and RFID for Airframe Condition Monitoring. Appl. Sci. 2021, 11, 3737. https://doi.org/10.3390/app11093737
Hrúz M, Bugaj M, Novák A, Kandera B, Badánik B. The Use of UAV with Infrared Camera and RFID for Airframe Condition Monitoring. Applied Sciences. 2021; 11(9):3737. https://doi.org/10.3390/app11093737
Chicago/Turabian StyleHrúz, Michal, Martin Bugaj, Andrej Novák, Branislav Kandera, and Benedikt Badánik. 2021. "The Use of UAV with Infrared Camera and RFID for Airframe Condition Monitoring" Applied Sciences 11, no. 9: 3737. https://doi.org/10.3390/app11093737