
Preliminary Study of New Sustainable, Alkali-Activated Cements Using the Residual Fraction of the Glass Cullet Recycling as Precursor

 , , , , and
, , , , and
Abstract
:Featured Application
Abstract
1. Introduction
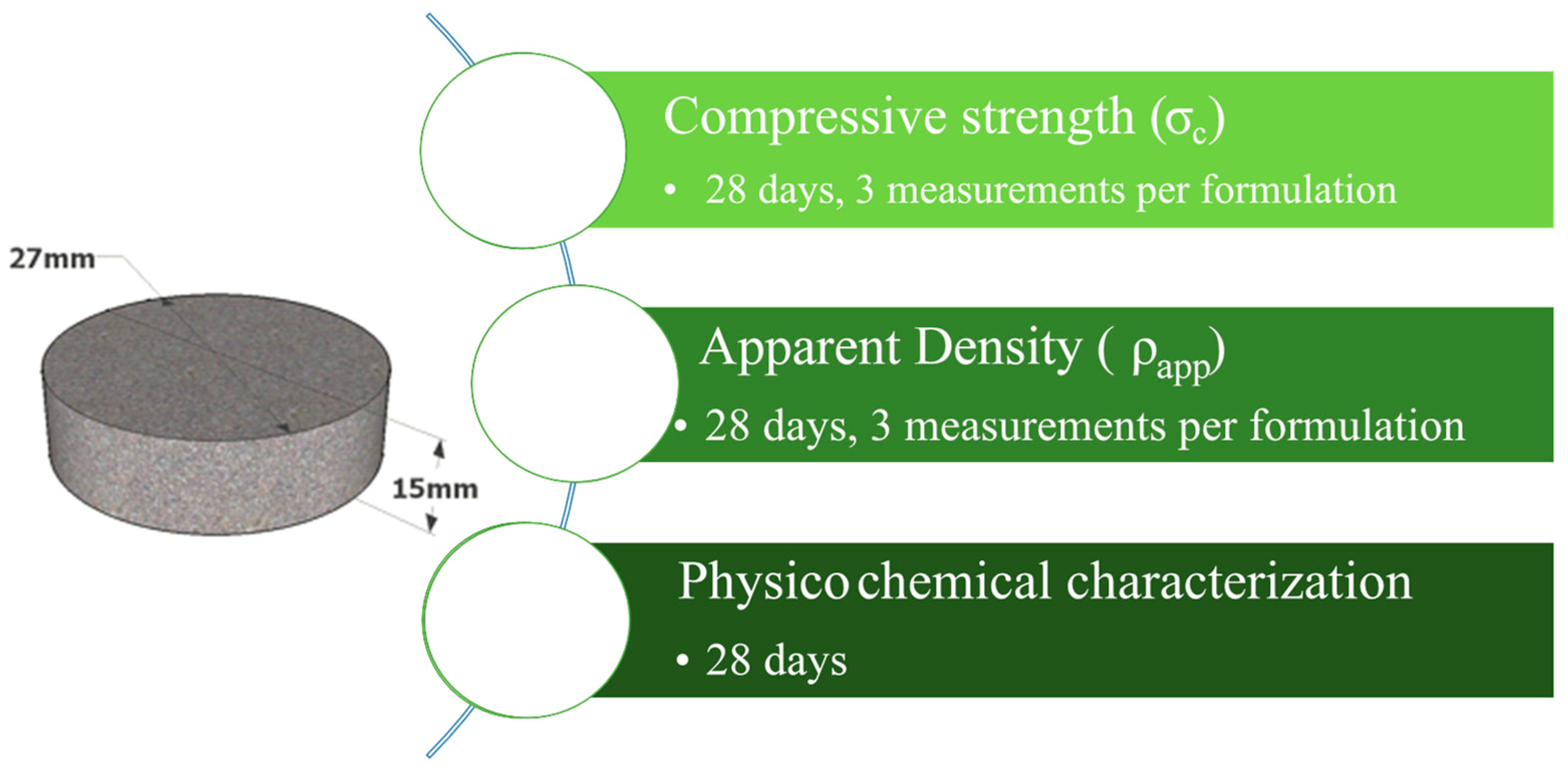
2. Materials and Methods
3. Results
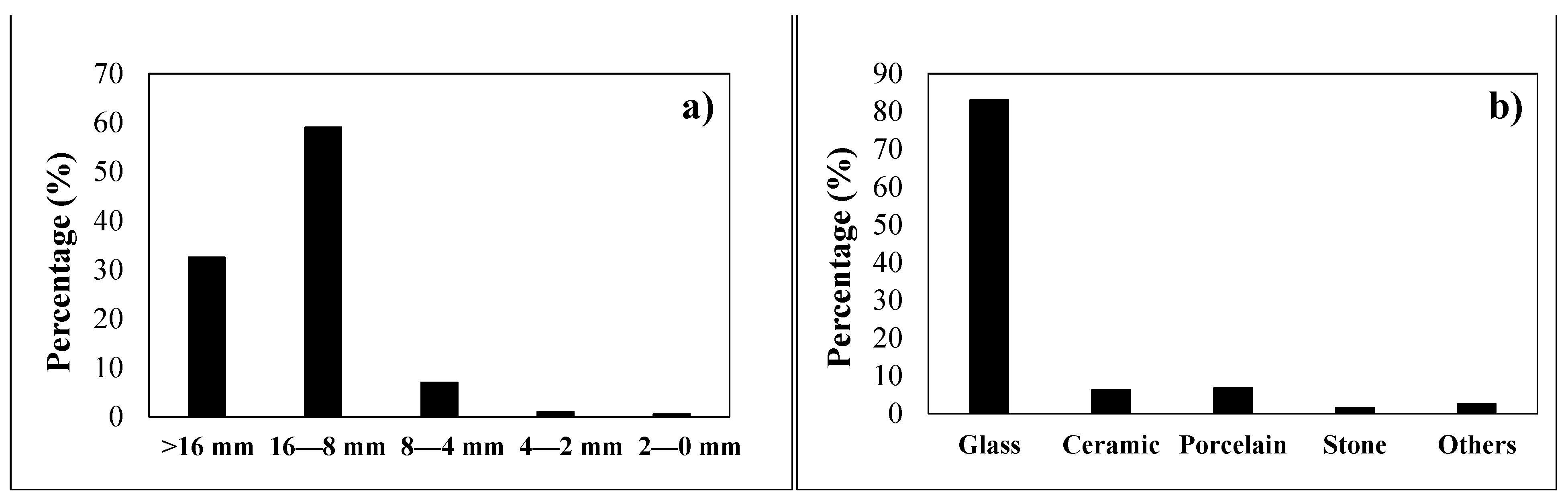
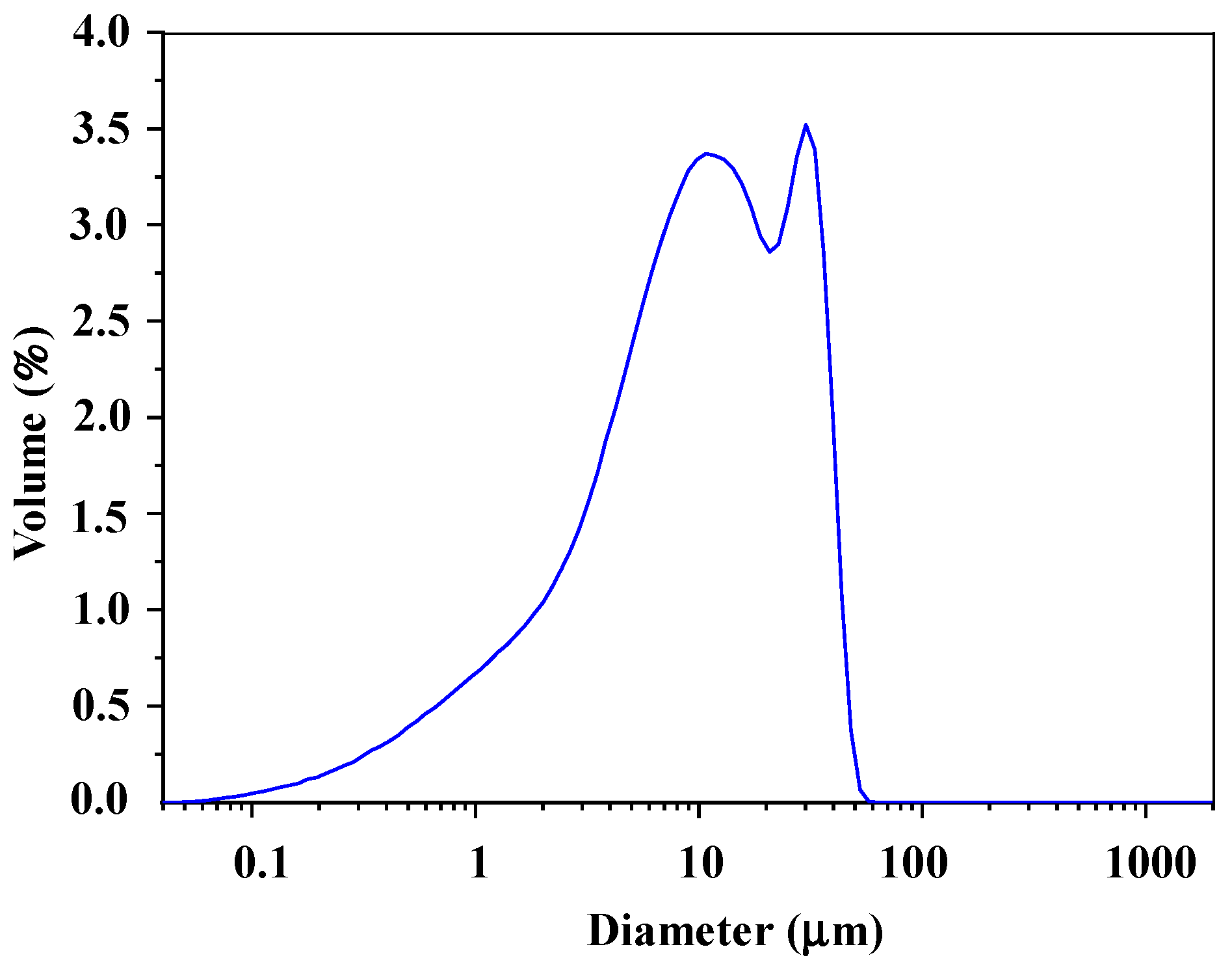
3.1. CSP Characterization
3.2. AAC Characterization
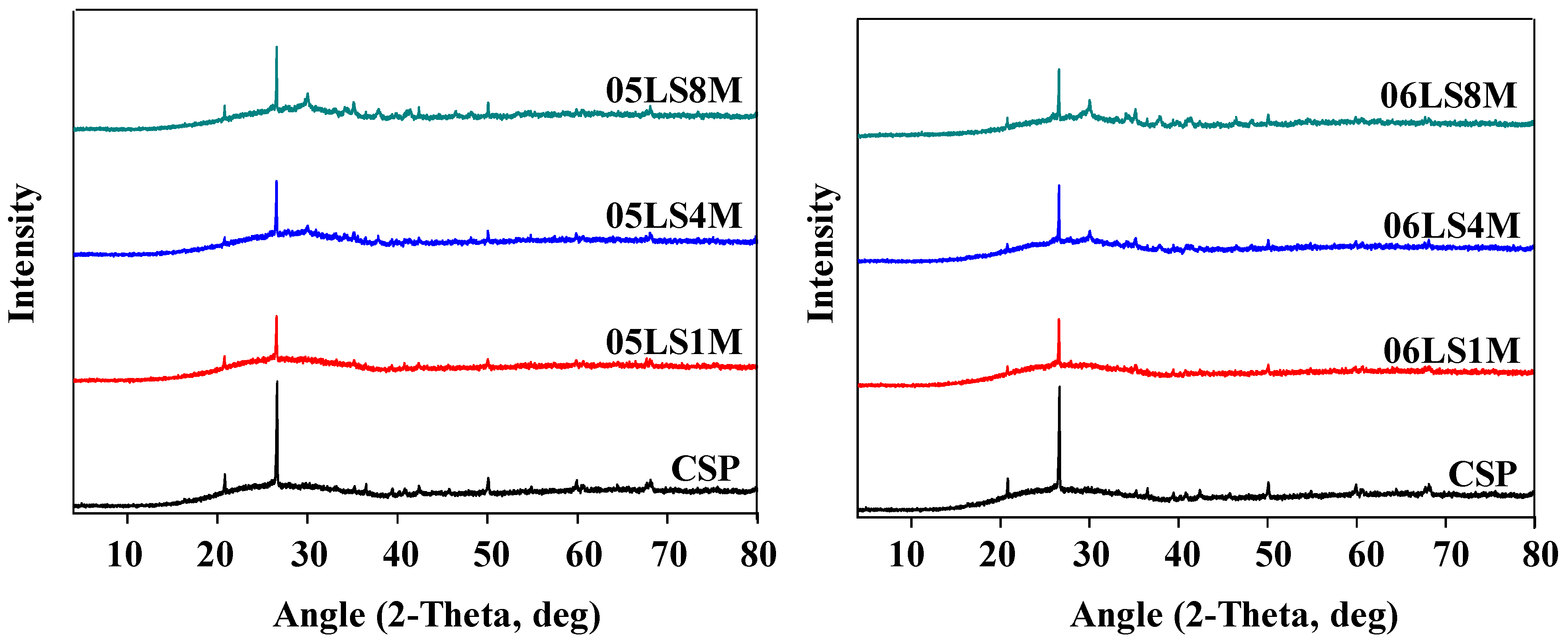
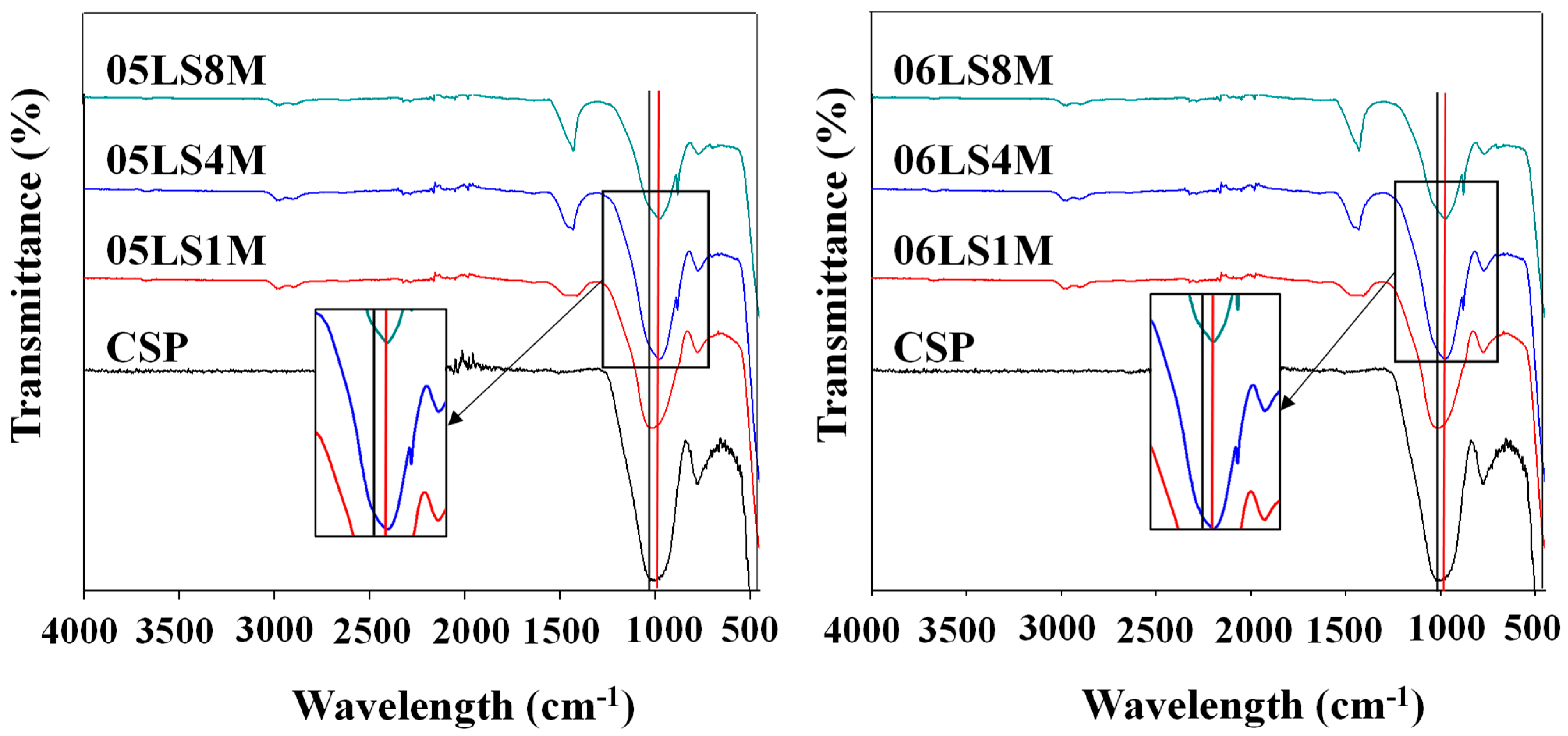
3.2.1. AAC Physico-Chemical Characterization
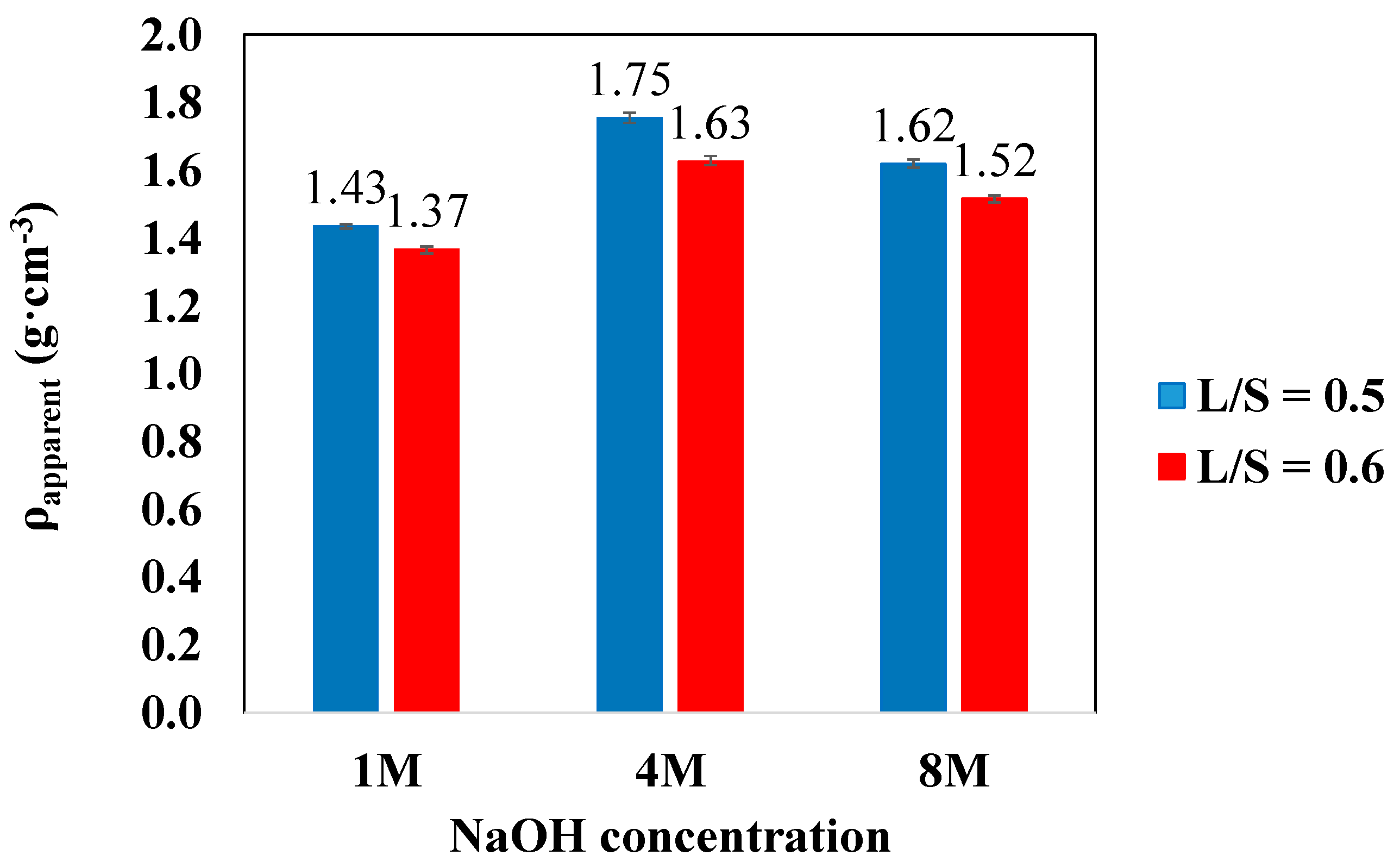
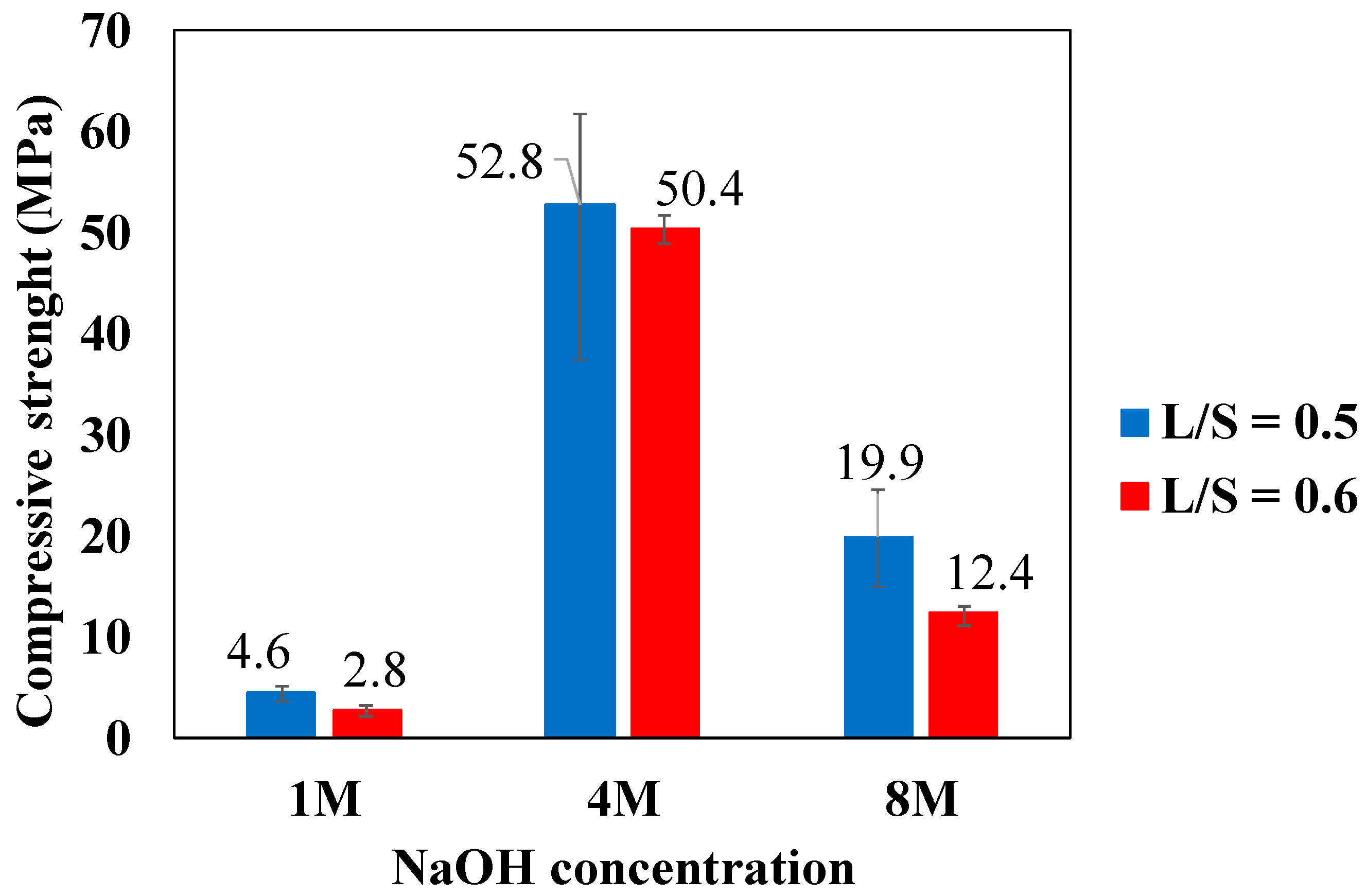
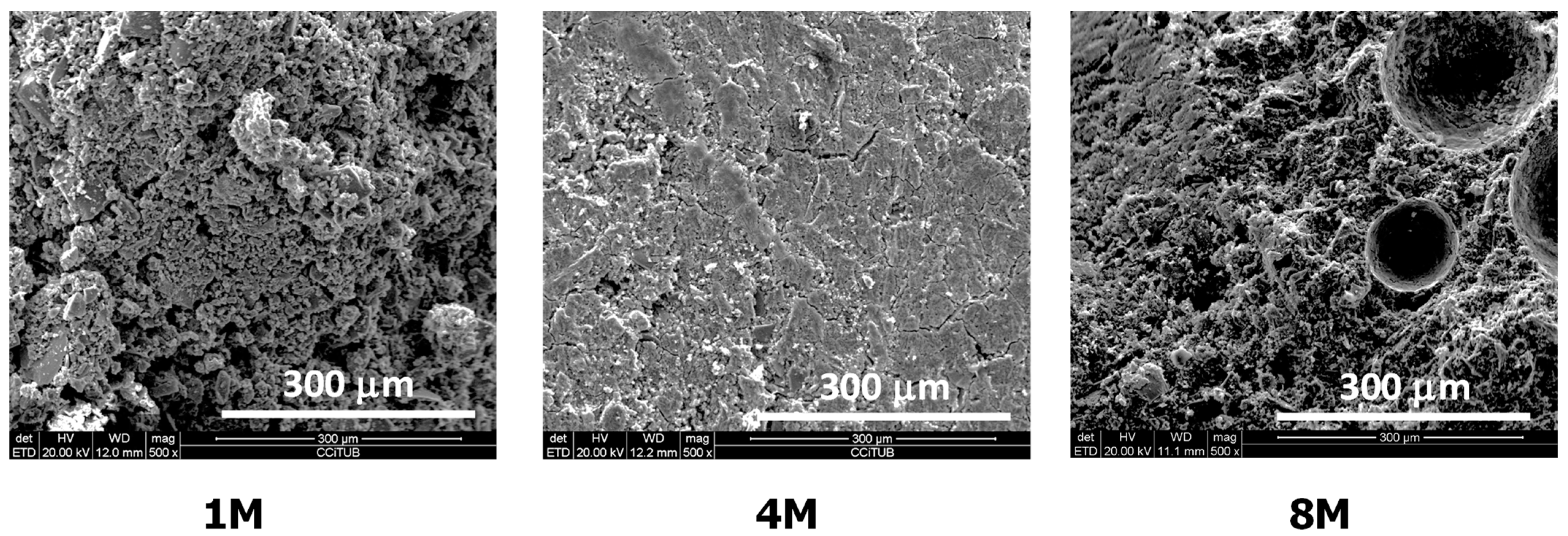
3.2.2. AAC Physical and Mechanical Characterization
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- European Commission. An EU Action Plan for the Circular Economy. 2015. Available online: https://ec.europa.eu/environment/strategy/circular-economy-action-plan_en (accessed on 14 April 2021).
- Giro-Paloma, J.; Maldonado-Alameda, A.; Formosa, J.; Barbieri, L.; Chimenos, J.M.; Lancellotti, I. Geopolymers based on the valorization of Municipal Solid Waste Incineration residues. IOP Conf. Ser. Mater. Sci. Eng. 2017, 251, 012125. [Google Scholar] [CrossRef]
- Maldonado-Alameda, A.; Lacasta, A.M.; Giro-Paloma, J.; Chimenos, J.M.; Haurie, L.; Formosa, J. Magnesium phosphate cements formulated with low grade magnesium oxide incorporating phase change materials for thermal energy storage. Constr. Build. Mater. 2017, 155. [Google Scholar] [CrossRef] [Green Version]
- McLellan, B.C.; Williams, R.P.; Lay, J.; Van Riessen, A.; Corder, G.D. Costs and carbon emissions for geopolymer pastes in comparison to ordinary portland cement. J. Clean. Prod. 2011, 19, 1080–1090. [Google Scholar] [CrossRef] [Green Version]
- Lancellotti, I.; Cannio, M.; Bollino, F.; Catauro, M.; Barbieri, L.; Leonelli, C. Geopolymers: An option for the valorization of incinerator bottom ash derived “end of waste”. Ceram. Int. 2015, 41, 2116–2123. [Google Scholar] [CrossRef]
- Morales, M.; Formosa, J.; Xuriguera, E.; Niubó, M.; Segarra, M.; Chimenos, J.M. Elastic modulus of a chemically bonded phosphate ceramic formulated with low-grade magnesium oxide determined by Nanoindentation. Ceram. Int. 2015, 41. [Google Scholar] [CrossRef]
- European Commission. Directive of the European Parliament and of the Council—Amending Directive 94/62/EC on Packaging and Packaging Waste. 2015. Available online: https://www.eea.europa.eu/policy-documents/directive-eu-2018-852-of (accessed on 14 April 2021).
- Eurostat, Recycling Rates for Glass Packaging Waste. 2018; Available online: https://ec.europa.eu/eurostat/databrowser/product/view/ENV_WASPACR (accessed on 2 February 2018).
- The European Container Glass Federation: Glass Packaging Closed Loop Recycling Up to 74% in the EU. 2016. Available online: https://feve.org/glass-packaging-closed-loop-recycling-74-eu/ (accessed on 14 April 2021).
- Beerkens, R.; Kers, G.; Van Santen, E.; TNO Glass Group. Recycling of Post-Consumer Glass: Energy Savings, CO2 Emissions Reduction, Effects on Glass Quality and Glass Melting. Available online: https://repository.tno.nl/islandora/object/uuid%3Ae2aab36a-2fa0-4cff-b085-f34d992aed79 (accessed on 14 April 2021).
- Agència de Residus de Catalunya. Balanç de les Dades Estadístiques de Residus Municipals de L’any 2016; Agència de Residus de Catalunya: Barcelona, Spain, 2017. [Google Scholar]
- Marını, P.; Bellopede, R.; Zanottı, G.; Ramon, V. Waste of the secondary glass waste (glass waste 3): New solutions for a sustainable industrial recovery. In Proceedings of the 15th International Conference on Environmental Science and Technology, Rhodes, Greece, 31 August–2 September 2017. [Google Scholar]
- Beerkens, R.; Van Santen, E. Recycling in container glass production present problems in European glass industry. In Proceedings of the 66th Conference on Glass Problems: Collection of Papers Presented at the 66th Conference on Glass Problems, The University of Illinois at Urbana-Champaign, Champaign, IL, USA, 24–26 October 2005; John Wiley & Sons: Hoboken, NJ, USA, 2004; pp. 181–202. [Google Scholar]
- Dutch Waste Management Association. Closing the Glass Recycling Loop; Dutch Waste Management Association: Hertogenbosch, The Netherlands, 2015; pp. 1–5. [Google Scholar]
- Mogensen GmbH &, Co. KG Glass Recycling. 2008. Available online: https://koasltd.com/ckfinder/userfiles/images/PDF/Glass_Recycling_2008.pdf (accessed on 14 April 2021).
- European Commission. Directive of the European Parliament and of the Council—Amending Directive 2008/98/EC on Waste. 2015. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A52015PC0595 (accessed on 14 April 2021).
- Lou, X.F.; Nair, J. The impact of landfilling and composting on greenhouse gas emissions—A review. Bioresour. Technol. 2009, 100, 3792–3798. [Google Scholar] [CrossRef] [PubMed]
- Kasassi, A.; Rakimbei, P.; Karagiannidis, A.; Zabaniotou, A.; Tsiouvaras, K.; Nastis, A.; Tzafeiropoulou, K. Soil contamination by heavy metals: Measurements from a closed unlined landfill. Bioresour. Technol. 2008, 99, 8578–8584. [Google Scholar] [CrossRef] [PubMed]
- Assmuth, T.W.; Strandberg, T. Ground water contamination at Finnish landfills. Water. Air. Soil Pollut. 1993, 69, 179–199. [Google Scholar] [CrossRef]
- Marijan, A.; Mikac, N.; Cosovic, B.; Prohic, E.; Soukup, V. The impact of contamination from a municipal solid waste landfill (Zagreb, Croatia) on underlying soil. Water Sci. Technol. 1998, 37, 203–210. [Google Scholar]
- Huete-Hernández, S.; Maldonado-Alameda, A.; Giro-Paloma, J.; Chimenos, J.M.; Formosa, J. Fabrication of sustainable magnesium phosphate cement micromortar using design of experiments statistical modelling: Valorization of ceramic-stone-porcelain containing waste as filler. Ceram. Int. 2020. [Google Scholar] [CrossRef]
- Komnitsas, K.; Zaharaki, D. Geopolymerisation: A review and prospects for the minerals industry. Miner. Eng. 2007, 20, 1261–1277. [Google Scholar] [CrossRef]
- Duxson, P.; Fernández-Jiménez, A.; Provis, J.L.; Lukey, G.C.; Palomo, A.; Van Deventer, J.S.J. Geopolymer technology: The current state of the art. J. Mater. Sci. 2007, 42, 2917–2933. [Google Scholar] [CrossRef]
- Alonso, S.; Palomo, A. Calorimetric study of alkaline activation of calcium hydroxide-metakaolin solid mixtures. Cem. Concr. Res. 2001, 31, 25–30. [Google Scholar] [CrossRef]
- Zhu, W.; Chen, X.; Zhao, A.; Struble, L.J.; Yang, E.H. Synthesis of high strength binders from alkali activation of glass materials from municipal solid waste incineration bottom ash. J. Clean. Prod. 2019, 212, 261–269. [Google Scholar] [CrossRef]
- Tho-In, T.; Sata, V.; Boonserm, K.; Chindaprasirt, P. Compressive strength and microstructure analysis of geopolymer paste using waste glass powder and fly ash. J. Clean. Prod. 2016, 172, 2892–2898. [Google Scholar] [CrossRef]
- Xiao, R.; Ma, Y.; Jiang, X.; Zhang, M.; Zhang, Y.; Wang, Y.; Huang, B.; He, Q. Strength, microstructure, efflorescence behavior and environmental impacts of waste glass geopolymers cured at ambient temperature. J. Clean. Prod. 2020, 252, 119610. [Google Scholar] [CrossRef]
- Part, W.K.; Ramli, M.; Cheah, C.B. An overview on the influence of various factors on the properties of geopolymer concrete derived from industrial byproducts. Handb. Low Carbon Concr. 2016, 77, 263–334. [Google Scholar] [CrossRef]
- Bernal, S.A.; Rodríguez, E.D.; Kirchheim, A.P.; Provis, J.L. Management and valorisation of wastes through use in producing alkali-activated cement materials. J. Chem. Technol. Biotechnol. 2016, 91, 2365–2388. [Google Scholar] [CrossRef]
- Torres-Carrasco, M.; Puertas, F. Waste glass in the geopolymer preparation. Mechanical and microstructural characterisation. J. Clean. Prod. 2015, 90, 397–408. [Google Scholar] [CrossRef]
- Torres-Carrasco, M.; Puertas, F. Waste glass as a precursor in alkaline activation: Chemical process and hydration products. Constr. Build. Mater. 2017, 139, 342–354. [Google Scholar] [CrossRef]
- Lu, J.X.; Poon, C.S. Use of waste glass in alkali activated cement mortar. Constr. Build. Mater. 2018, 160, 399–407. [Google Scholar] [CrossRef]
- Cyr, M.; Idir, R.; Poinot, T. Properties of inorganic polymer (geopolymer) mortars made of glass cullet. J. Mater. Sci. 2012, 47, 2782–2797. [Google Scholar] [CrossRef]
- Cheng, J.; Xiao, Z.; Yang, K.; Wu, H. Viscosity, fragility and structure of Na2O-CaO-Al2O3-SiO2 glasses of increasing Al/Si ratio. Ceram. Int. 2013, 39, 4055–4062. [Google Scholar] [CrossRef]
- Norton, M.G.; Carter, C.B. Ceramic Materials Science and Engineering; Springer: New York, NY, USA, 2007. [Google Scholar]
- García-Lodeiro, I.; Fernández-Jiménez, A.; Palomo, A.; Macphe, D.E. Effect of calcium additions on N–A–S–H cementitious gels. J. Am. Ceram. Soc. 2010, 1934–1940. [Google Scholar] [CrossRef]
- Onisei, S.; Pontikes, Y.; Van Gerven, T.; Angelopoulos, G.N.; Velea, T.; Predica, V.; Moldovan, P. Synthesis of inorganic polymers using fly ash and primary lead slag. J. Hazard. Mater. 2012, 205–206, 101–110. [Google Scholar] [CrossRef] [PubMed]
- Criado, M.; Aperador, W.; Sobrados, I. Microstructural and mechanical properties of alkali activated Colombian raw materials. Materials 2016, 9, 158. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | CSP (g) | NaOH Solution (g) | L/S (wt %) | ||
|---|---|---|---|---|---|
| 1 M | 4 M | 8 M | |||
| 05LS1M | 16 | 8.0 | 0.5 | ||
| 05LS4M | 16 | 8.0 | 0.5 | ||
| 05LS8M | 16 | 8.0 | 0.5 | ||
| 06LS1M | 16 | 9.6 | 0.6 | ||
| 06LS4M | 16 | 9.6 | 0.6 | ||
| 06LS8M | 16 | 9.6 | 0.6 | ||
| Compounds | CSP (wt %) |
|---|---|
| SiO2 | 70.78 |
| Na2O | 11.15 |
| CaO | 9.37 |
| Al2O3 | 4.81 |
| MgO | 1.61 |
| K2O | 0.94 |
| Fe2O3 | 0.57 |
| TiO2 | 0.13 |
| P2O5 | 0.04 |
| MnO | 0.02 |
| LOI | 0.99 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Giro-Paloma, J.; Maldonado-Alameda, A.; Alfocea-Roig, A.; Mañosa, J.; Chimenos, J.M.; Formosa, J. Preliminary Study of New Sustainable, Alkali-Activated Cements Using the Residual Fraction of the Glass Cullet Recycling as Precursor. Appl. Sci. 2021, 11, 3528. https://doi.org/10.3390/app11083528
Giro-Paloma J, Maldonado-Alameda A, Alfocea-Roig A, Mañosa J, Chimenos JM, Formosa J. Preliminary Study of New Sustainable, Alkali-Activated Cements Using the Residual Fraction of the Glass Cullet Recycling as Precursor. Applied Sciences. 2021; 11(8):3528. https://doi.org/10.3390/app11083528
Chicago/Turabian StyleGiro-Paloma, Jessica, Alex Maldonado-Alameda, Anna Alfocea-Roig, Jofre Mañosa, Josep Maria Chimenos, and Joan Formosa. 2021. "Preliminary Study of New Sustainable, Alkali-Activated Cements Using the Residual Fraction of the Glass Cullet Recycling as Precursor" Applied Sciences 11, no. 8: 3528. https://doi.org/10.3390/app11083528