
Solid-State Foaming Process Optimization for the Production of Shape Memory Polymer Composite Foam


Abstract
:1. Introduction
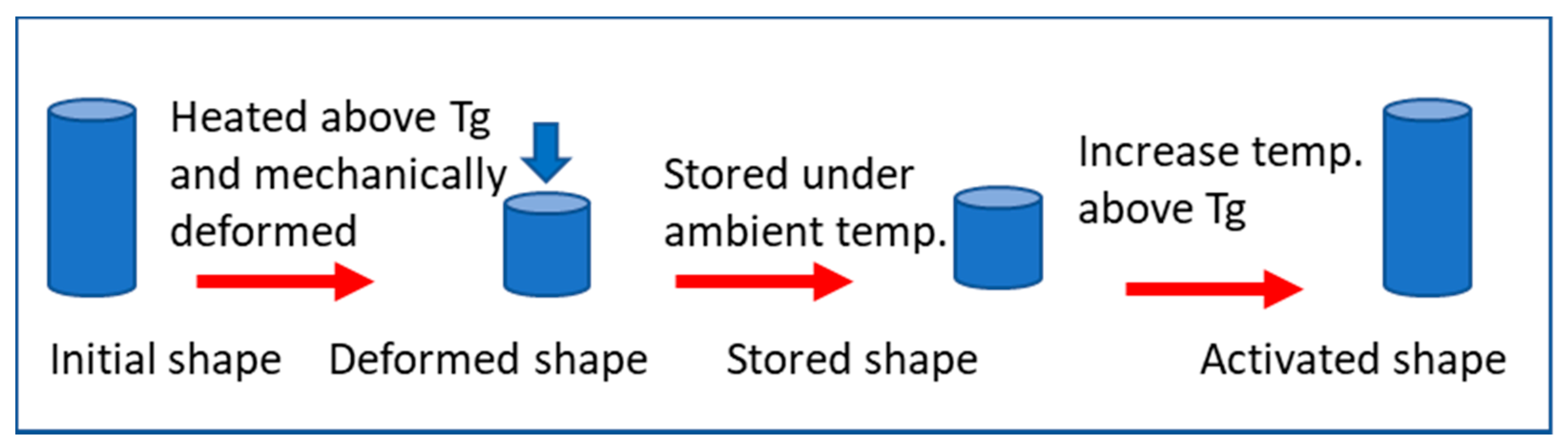
1.1. Shape Memory Foam
1.2. Shape Memory Polymer Composites
2. Experimental Method
2.1. Materials
2.2. Material Characterization
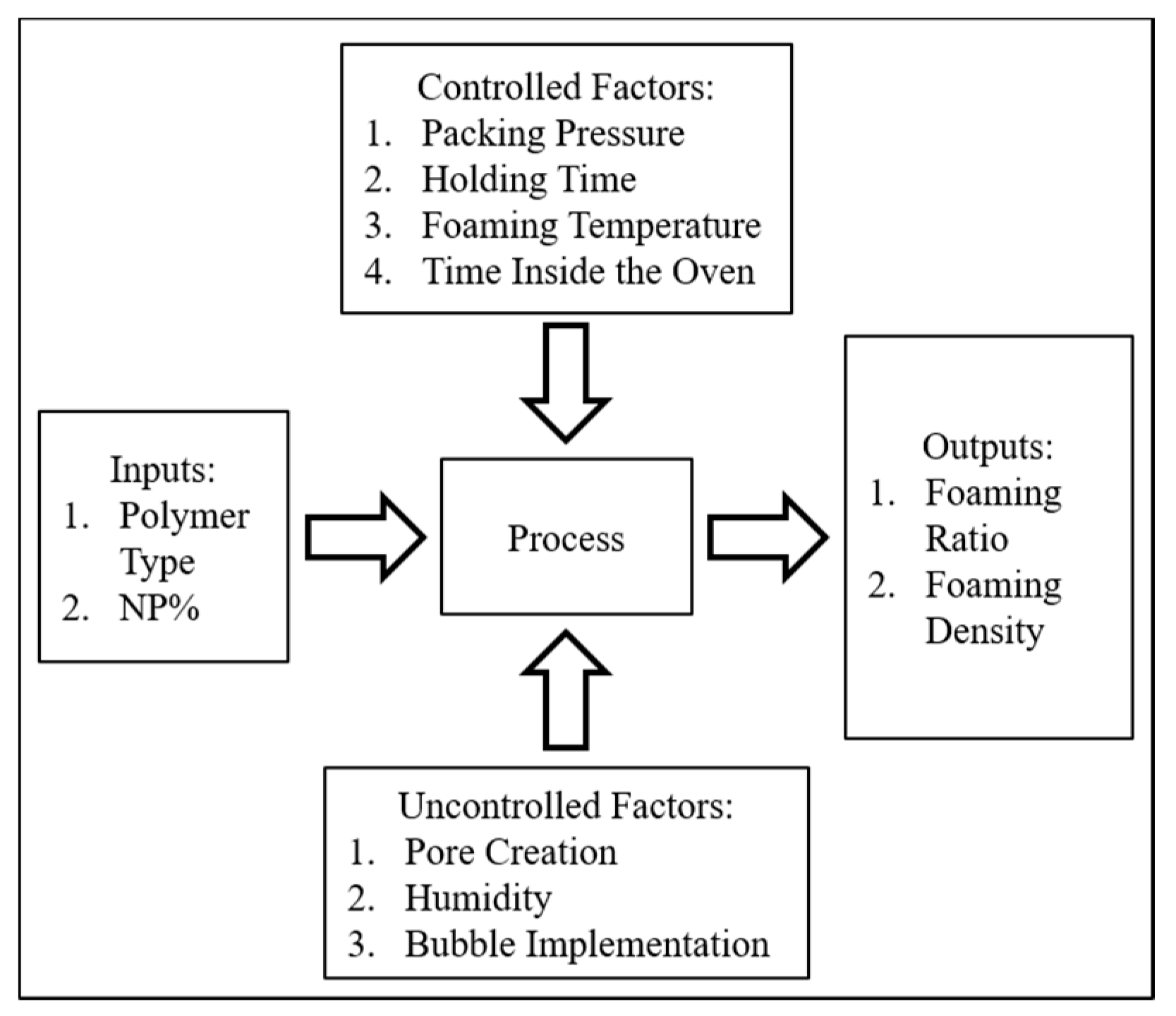
2.3. Taguchi Design
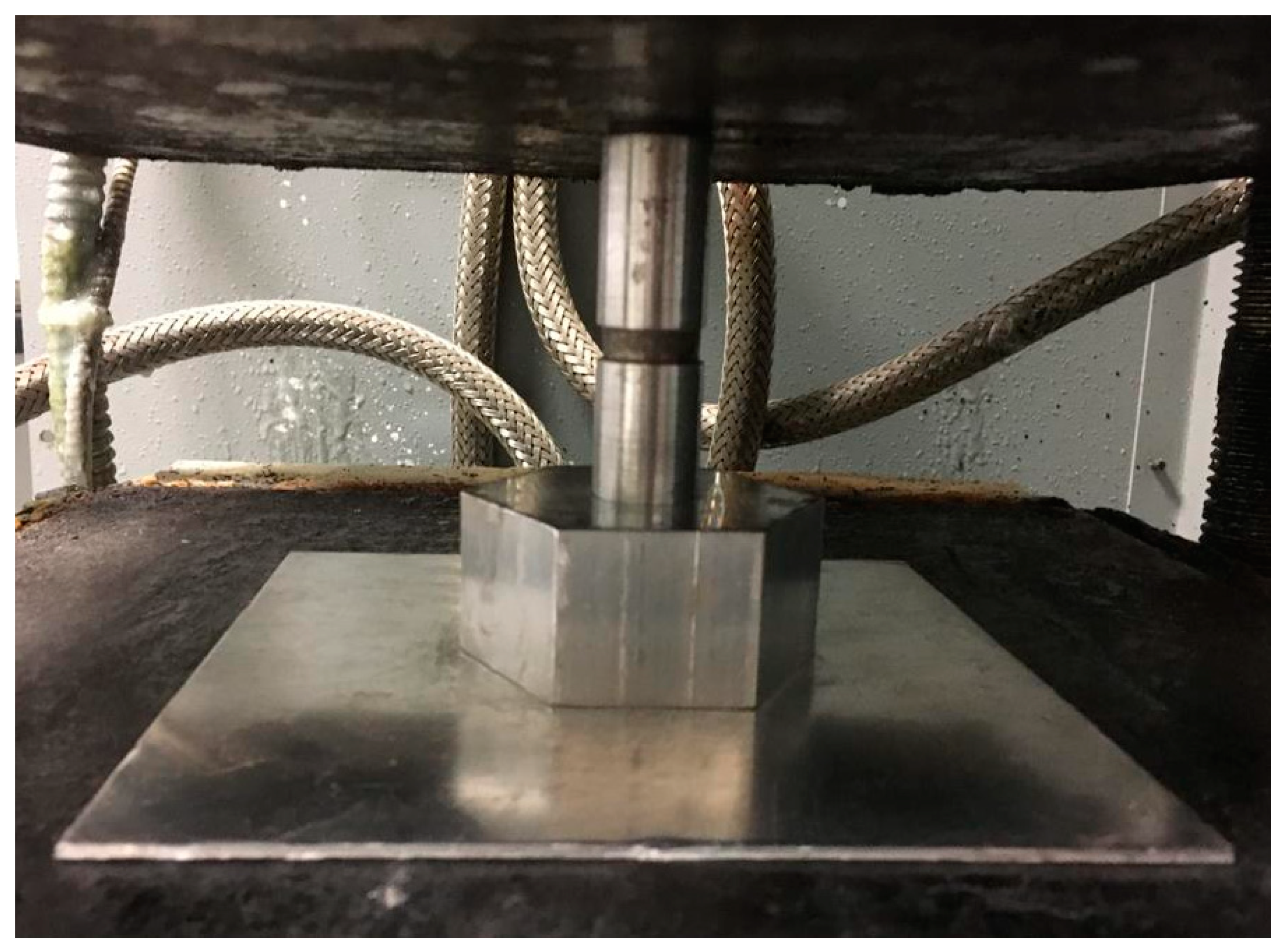
2.4. Tablet Preparation
2.5. Tablet Foaming
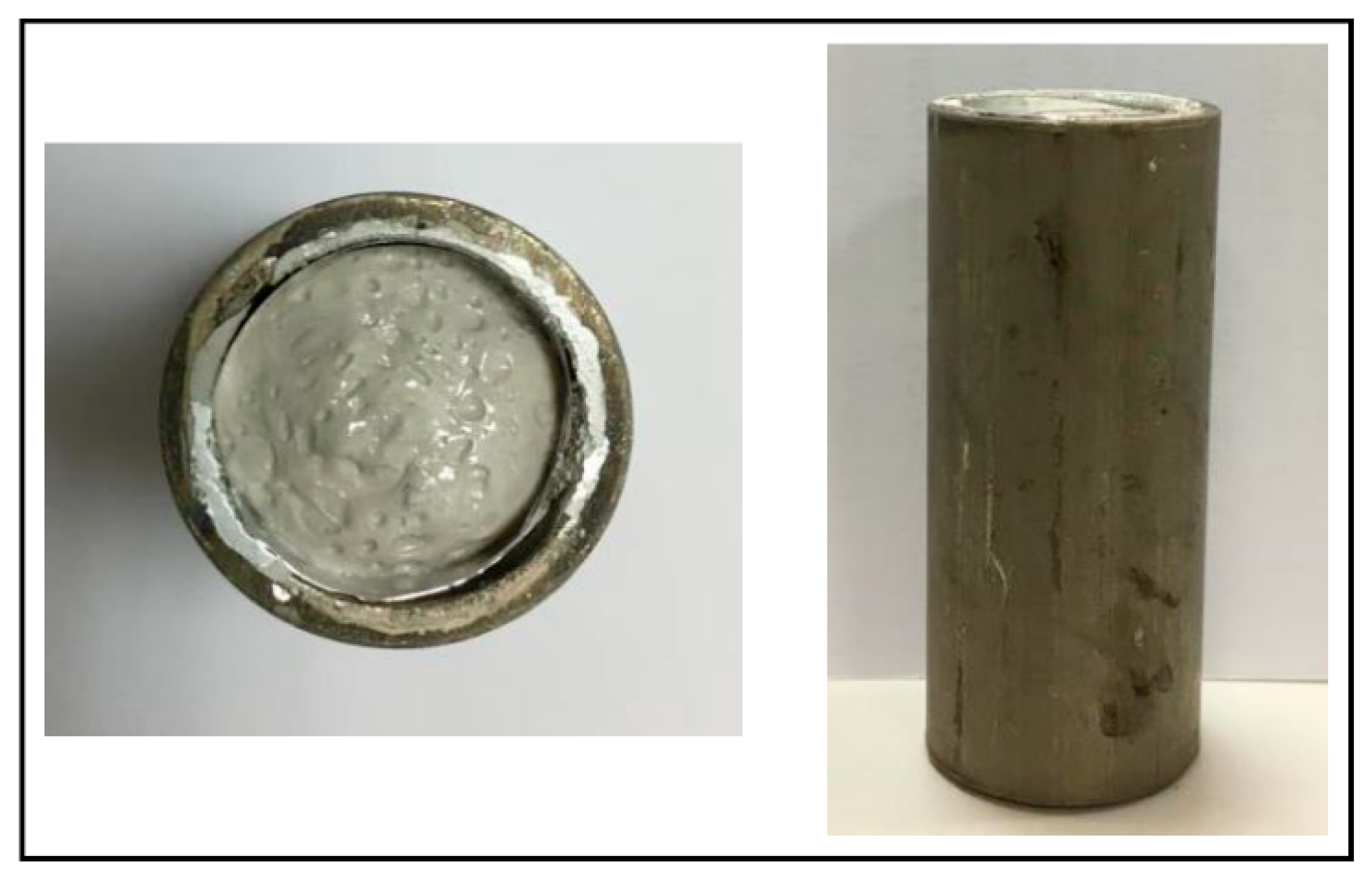
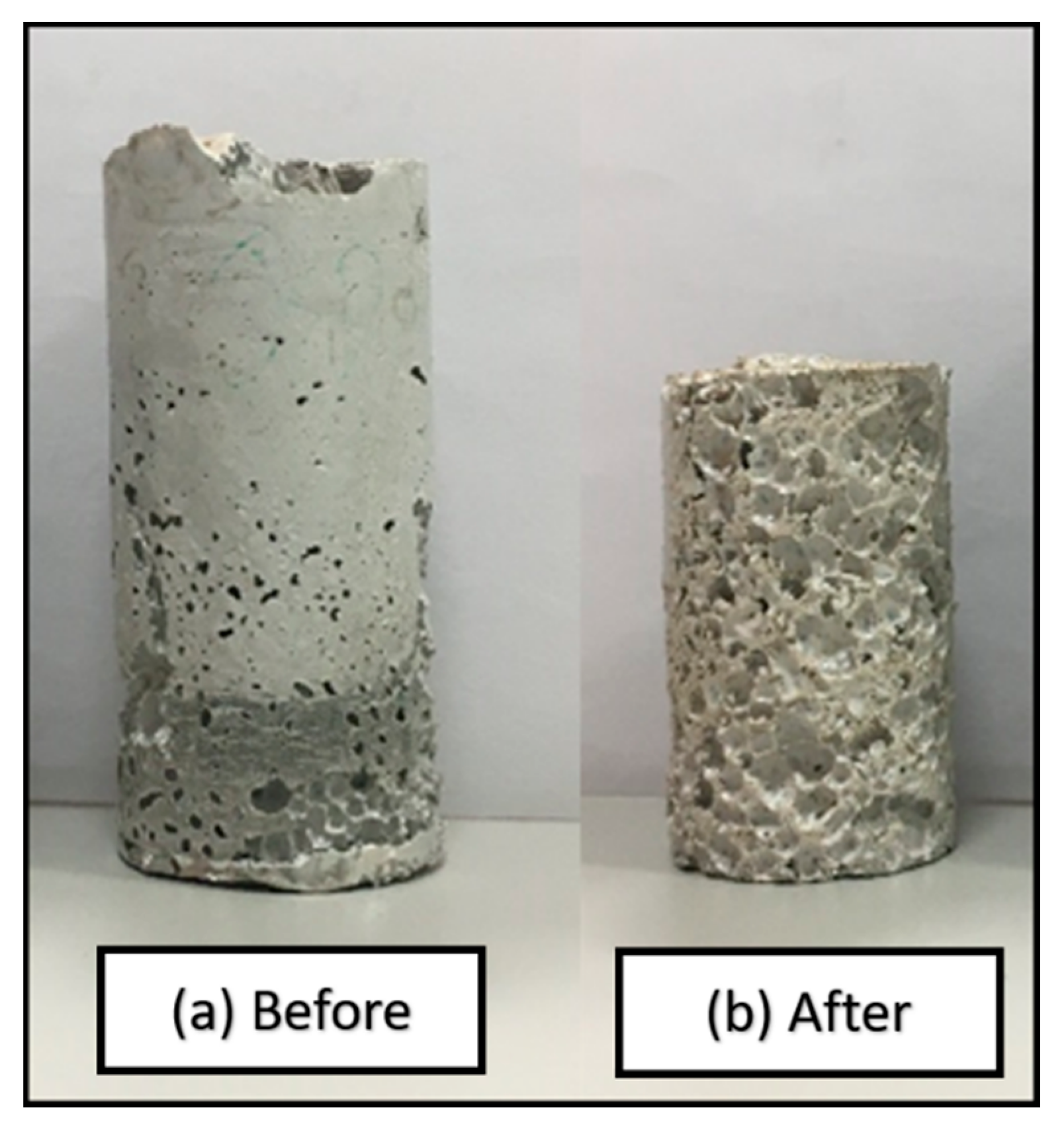
2.6. Sample Machining
2.7. Foaming Ratio Determination
2.8. Foaming Temperature Determination
3. Results and Discussion
3.1. Material Characterization
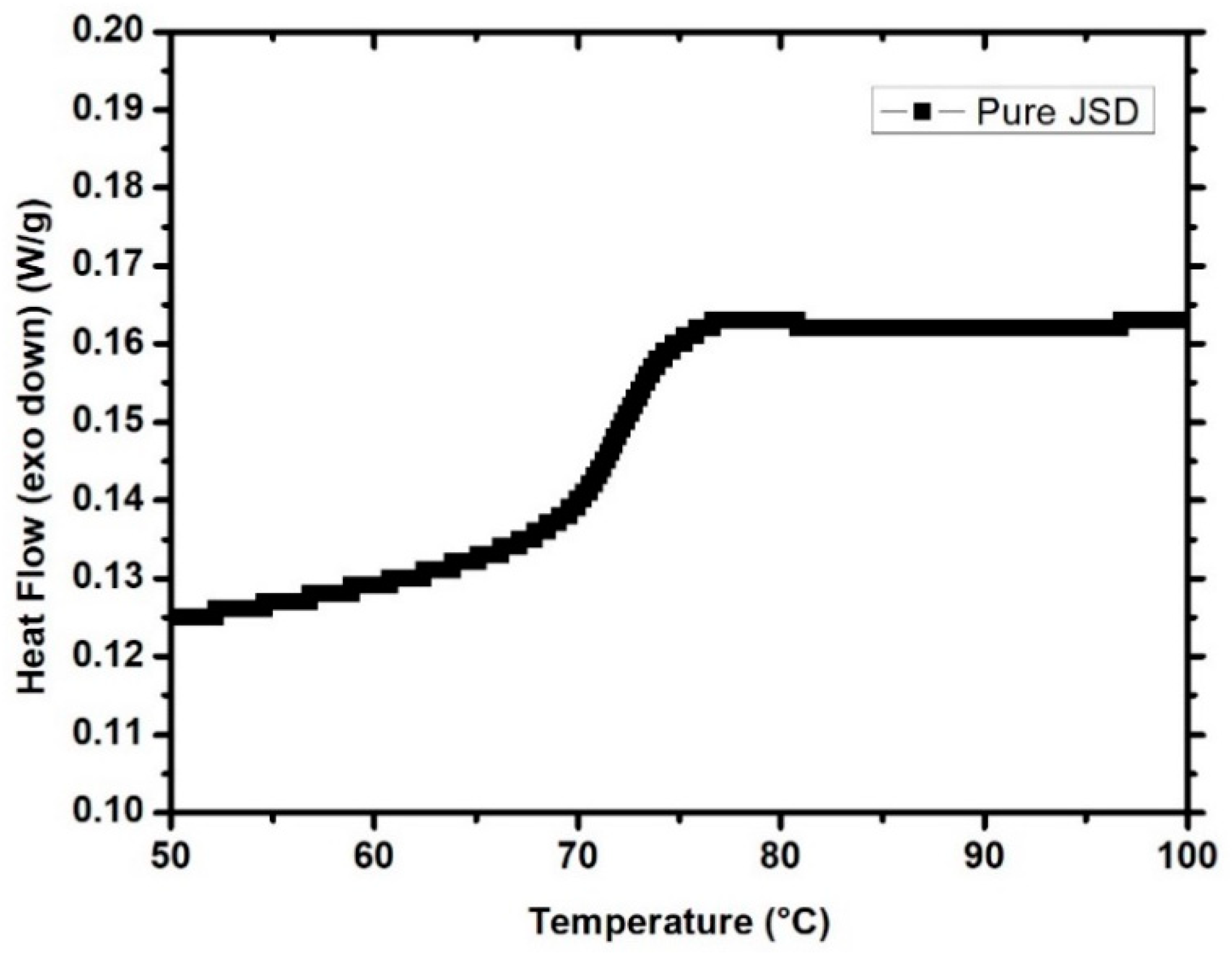
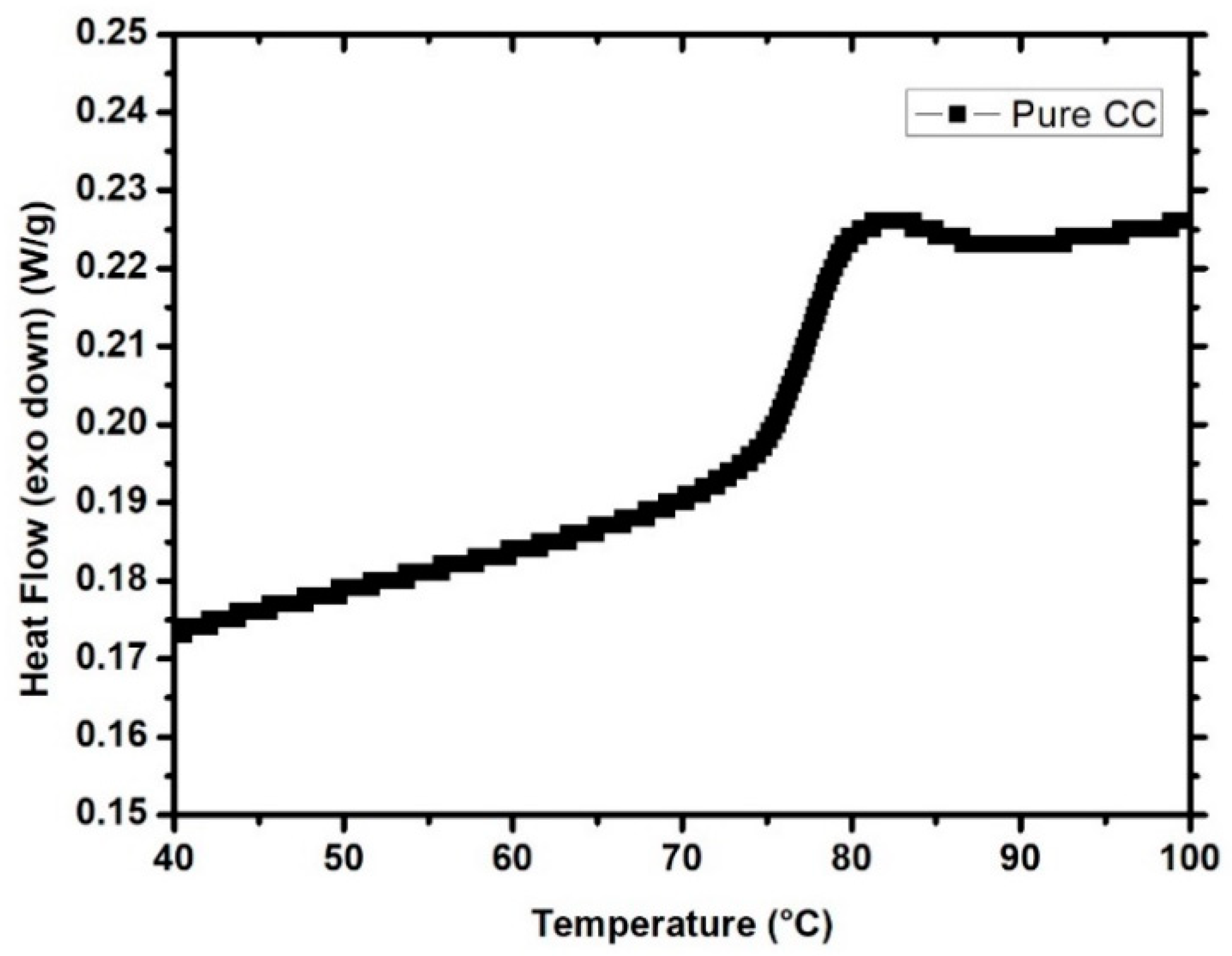
3.1.1. Differential Scanning Calorimetry (DSC)
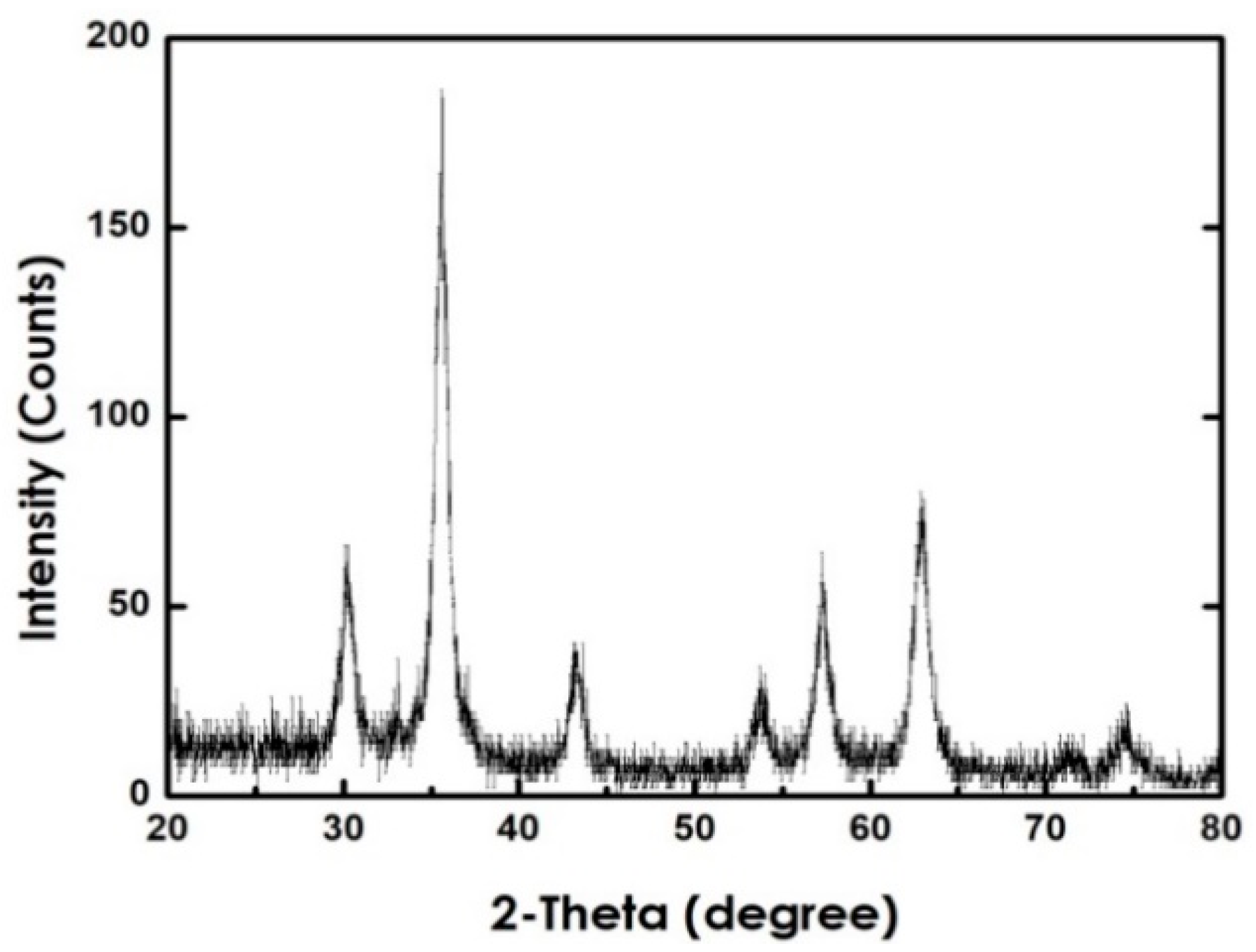
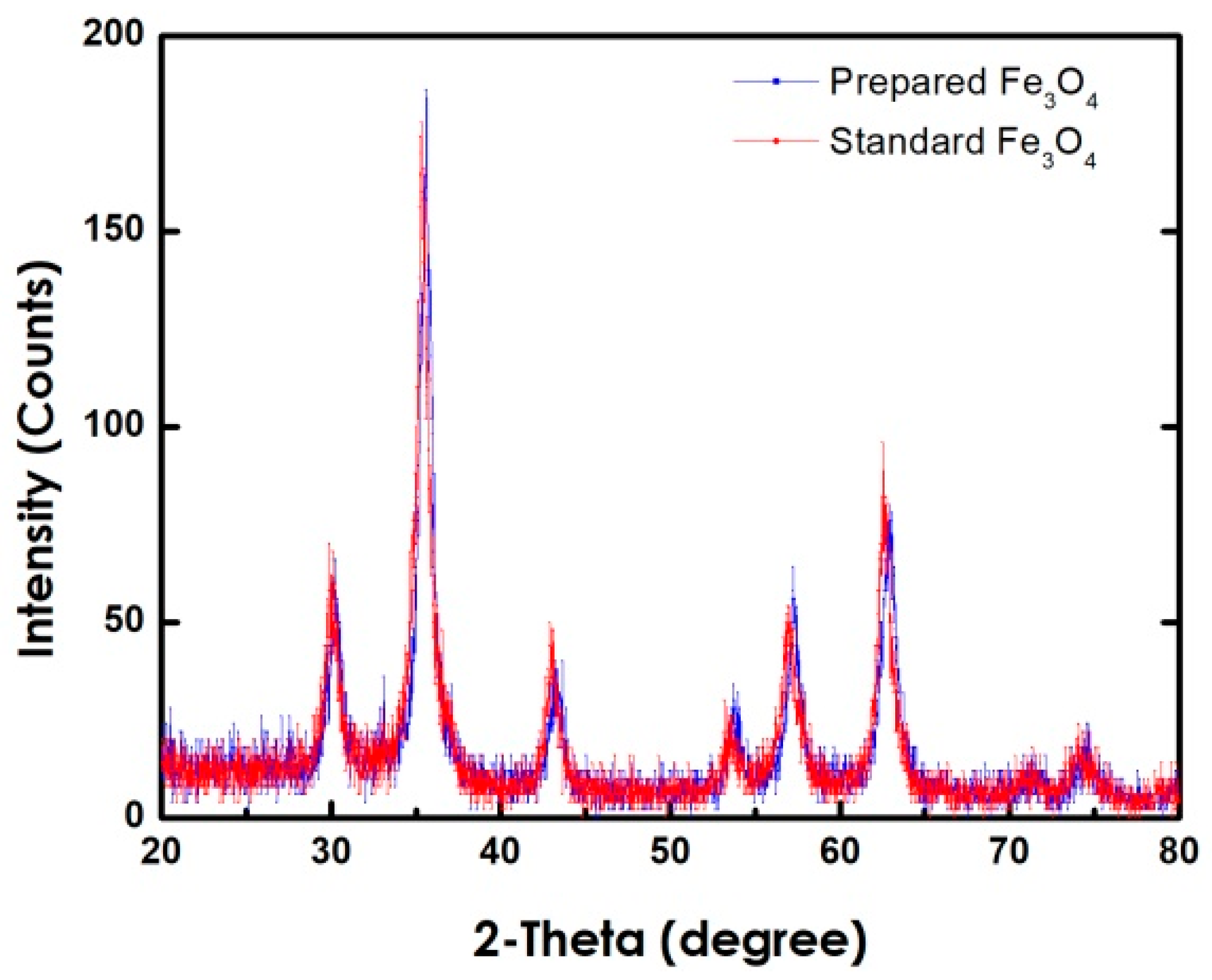
3.1.2. X-ray Diffractometer (XRD)
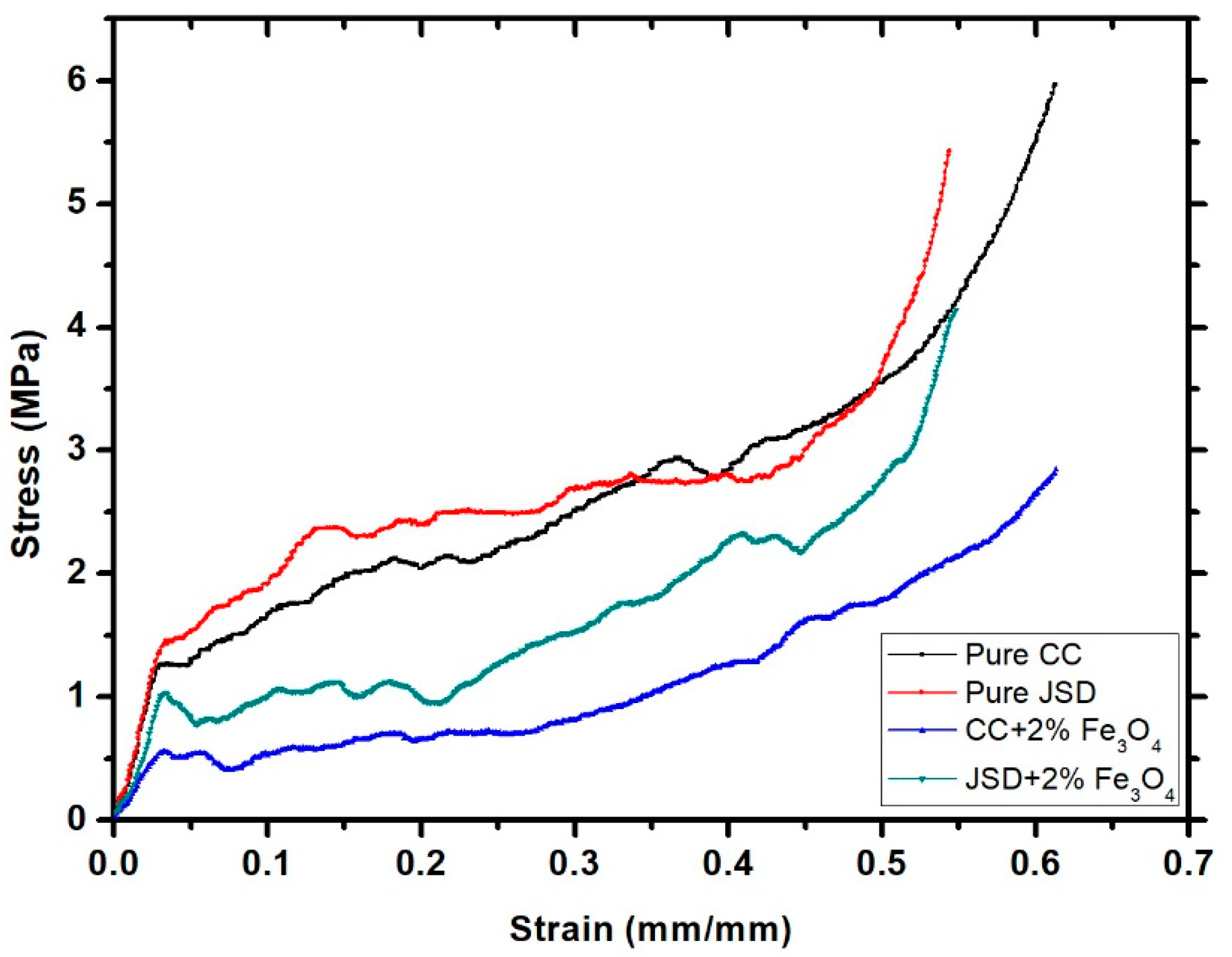
3.1.3. Mechanical Testing
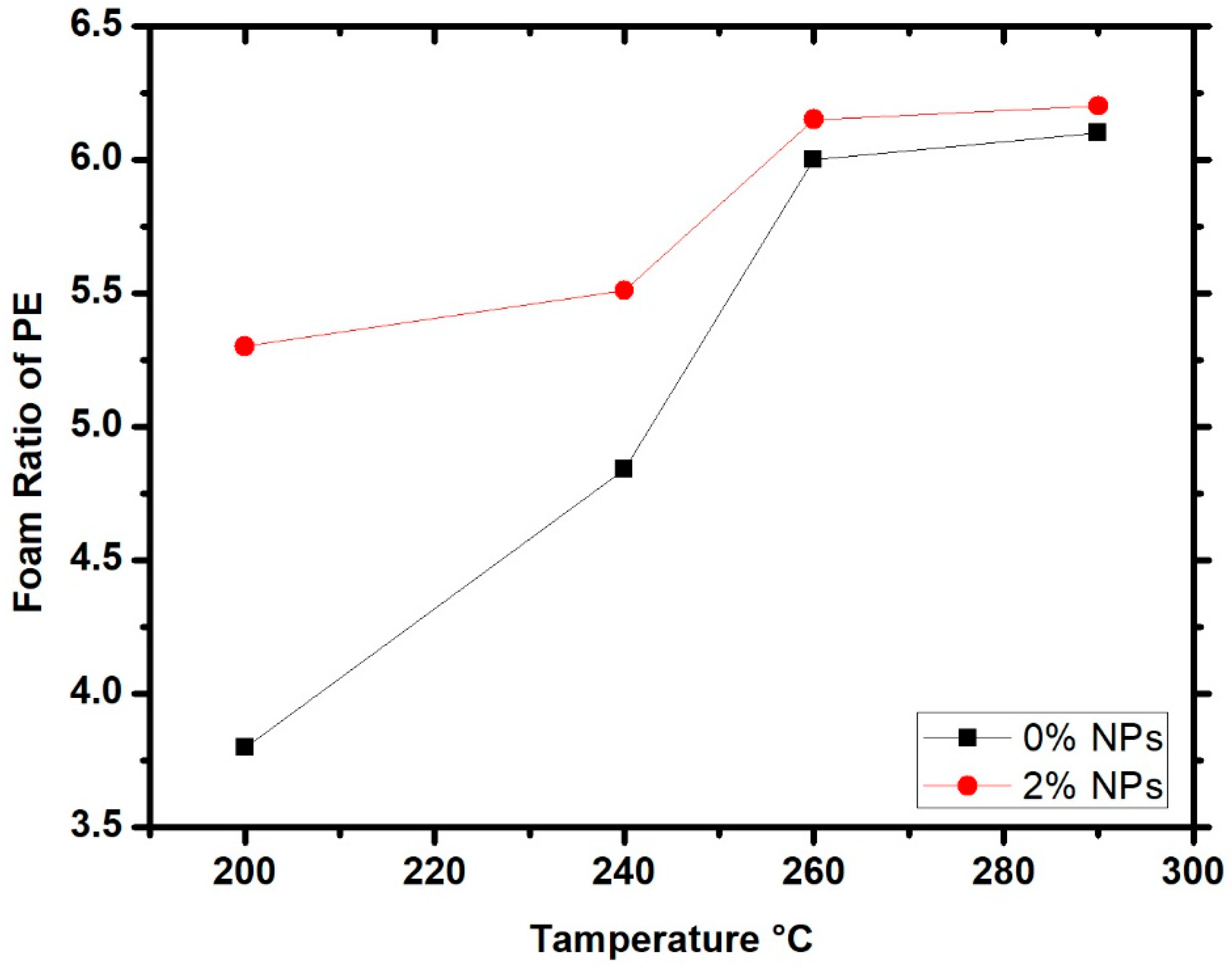
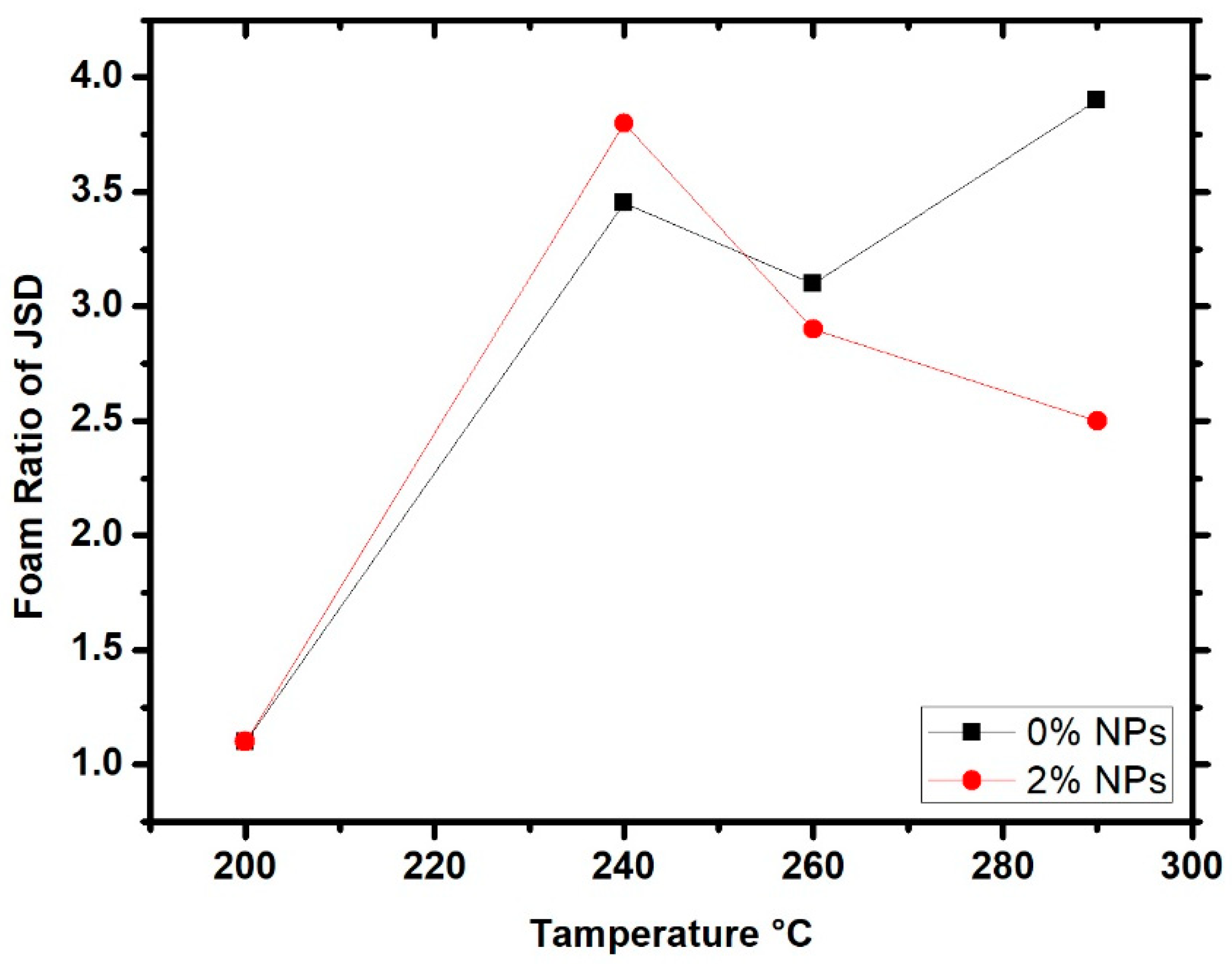
3.2. Foaming Ratio and Density
3.3. Confirmation Experiment
3.3.1. Taguchi Optimum Process Parameters
3.3.2. Modified Optimal Parameters as Suggested by the Taguchi Design
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Carrell, J.; Tate, D.; Wang, S.; Zhang, H.-C. Shape memory polymer snap-fits for active disassembly. J. Clean. Prod. 2011, 19, 2066–2074. [Google Scholar] [CrossRef]
- Chiodo, J.; Jones, N. Smart materials use in active disassembly. Assem. Autom. 2012, 32, 8–24. [Google Scholar] [CrossRef]
- Ziout, A.; Azab, A.; Atwan, M. A holistic approach for decision on selection of end-of-life products recovery options. J. Clean. Prod. 2014, 65, 497–516. [Google Scholar] [CrossRef]
- Banyay, G.; Shaltout, M.; Tiwari, H.; Mehta, B. Polymer and composite foam for hydrogen storage application. J. Mater. Process. Technol. 2007, 191, 102–105. [Google Scholar] [CrossRef]
- Zhang, Y.; Jin, T.; Li, S.; Ruan, D.; Wang, Z.; Lu, G. Sample size effect on the mechanical behavior of aluminum foam. Int. J. Mech. Sci. 2019, 151, 622–638. [Google Scholar] [CrossRef]
- Nam, Y.S.; Park, T.G. Biodegradable polymeric microcellular foams by modified thermally induced phase separation method. Biomaterials 1999, 20, 1783–1790. [Google Scholar] [CrossRef]
- Zheng, X.; Zhou, S.; Xiao, Y.; Yu, X.; Li, X.; Wu, P. Shape memory effect of poly(d,l-lactide)/Fe3O4 nanocomposites by inductive heating of magnetite particles. Colloids Surf. B Biointerfaces 2009, 71, 67–72. [Google Scholar] [CrossRef] [PubMed]
- Abdullah, S.I.; Ansari, M.N.M. Mechanical properties of graphene oxide (GO)/epoxy composites. HBRC J. 2015, 11, 151–156. [Google Scholar] [CrossRef]
- Fei, G.; Li, G.; Wu, L.; Xia, H. A spatially and temporally controlled shape memory process for electrically conductive polymer–carbon nanotube composites. Soft Matter 2012, 8, 5123–5126. [Google Scholar] [CrossRef]
- A Squeo, E.; Quadrini, F. Shape memory epoxy foams by solid-state foaming. Smart Mater. Struct. 2010, 19, 105002. [Google Scholar] [CrossRef]
- Kulkarni, S.A.; Sawadh, P.; Palei, P.K.; Kokate, K.K. Effect of synthesis route on the structural, optical and magnetic properties of Fe3O4 nanoparticles. Ceram. Int. 2014, 40, 1945–1949. [Google Scholar] [CrossRef]
- Quadrini, F.; Squeo, E.A. Solid-State Foaming of Epoxy Resin. J. Cell. Plast. 2008, 44, 161–173. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | NPs% | Polymer Type * | Packing Pressure (lbs.) | Holding Time (Minutes) | Foaming Temperature (°C) | Foaming Time (Minutes) | |
|---|---|---|---|---|---|---|---|
| Run # | |||||||
| 1 | 0 | 1 | 7500 | 1 | 260 | 15 | |
| 2 | 0 | 1 | 7500 | 3 | 290 | 10 | |
| 3 | 0 | 2 | 10,000 | 1 | 260 | 10 | |
| 4 | 0 | 2 | 10,000 | 3 | 290 | 15 | |
| 5 | 2 | 1 | 10,000 | 1 | 290 | 15 | |
| 6 | 2 | 1 | 10,000 | 3 | 260 | 10 | |
| 7 | 2 | 2 | 7500 | 1 | 290 | 10 | |
| 8 | 2 | 2 | 7500 | 3 | 260 | 15 | |
| Weight in Air | Weight in Water | Absolute Density (g/mm3) | |
|---|---|---|---|
| CC | 3.83 | 3.77 | 0.064 |
| JSD | 3.19 | 3.13 | 0.053 |
| CC + 2% NPs | 3.36 | 3.29 | 0.048 |
| JSD + 2% NPs | 2.46 | 2.33 | 0.019 |
| Run # | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|
| Average foaming ratio | 5.43 | 5.54 | 3.18 | 3.96 | 6.21 | 5.79 | 2.56 | 2.96 |
| Standard deviation of the foaming ratio | 0.049 | 0.23 | 0.157 | 0.247 | 0.11 | 0.10 | 0.25 | 0.45 |
| Average foam density (g/mm3) | 0.25 | 0.23 | 0.31 | 0.28 | 0.21 | 0.20 | 0.37 | 0.37 |
| Standard deviation of the foaming density | 0.01 | 0.001 | 0.02 | 0.012 | 0.002 | 0.002 | 0.016 | 0.05 |
| Sample Number | Sample Height (mm) | Foam Height (mm) | Mass (g) | Volume (cm3) | Foam Ratio | Foam Density (g/mm3) |
|---|---|---|---|---|---|---|
| S1 | 9 | 49.12 | 4.08 | 16.141 | 5.45 | 0.252 |
| S2 | 9.1 | 47.44 | 4.25 | 15.22 | 5.21 | 0.279 |
| S3 | 9 | 49.33 | 4.07 | 16.17 | 5.48 | 0.251 |
| Std. dev. | 0.05 | 0.84 | 0.082 | 0.44 | 0.12 | 0.013 |
| Process Parameter | Value | Unit |
|---|---|---|
| NP% | 0% | N/A |
| Polymer Type | CC | N/A |
| Packing Pressure | 10,000 | lbs. |
| Holding Time | 3 | Minutes |
| Foaming Temperature | 290 | °C |
| Foaming Time | 15 | Minutes |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salah, T.; Ziout, A. Solid-State Foaming Process Optimization for the Production of Shape Memory Polymer Composite Foam. Appl. Sci. 2021, 11, 3433. https://doi.org/10.3390/app11083433
Salah T, Ziout A. Solid-State Foaming Process Optimization for the Production of Shape Memory Polymer Composite Foam. Applied Sciences. 2021; 11(8):3433. https://doi.org/10.3390/app11083433
Chicago/Turabian StyleSalah, Tamem, and Aiman Ziout. 2021. "Solid-State Foaming Process Optimization for the Production of Shape Memory Polymer Composite Foam" Applied Sciences 11, no. 8: 3433. https://doi.org/10.3390/app11083433