
Design of a Variable-Stiffness Compliant Skin for a Morphing Leading Edge



Abstract
:Featured Application
Abstract
1. Introduction
2. Definition of Optimal Aerodynamic Profile
3. Structural Concept of Morphing Leading Edge
4. Optimization Method
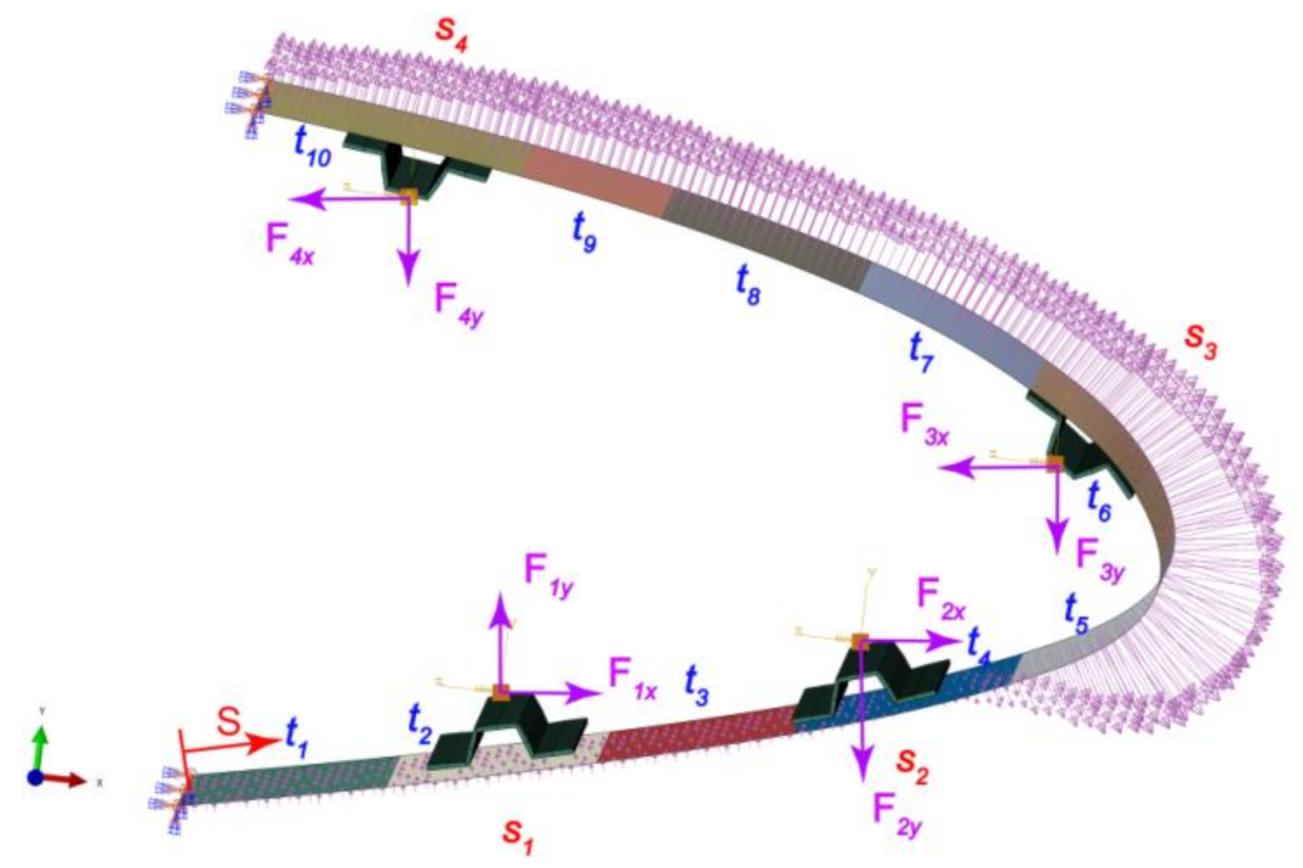
4.1. FEM Model
4.2. Optimization Model
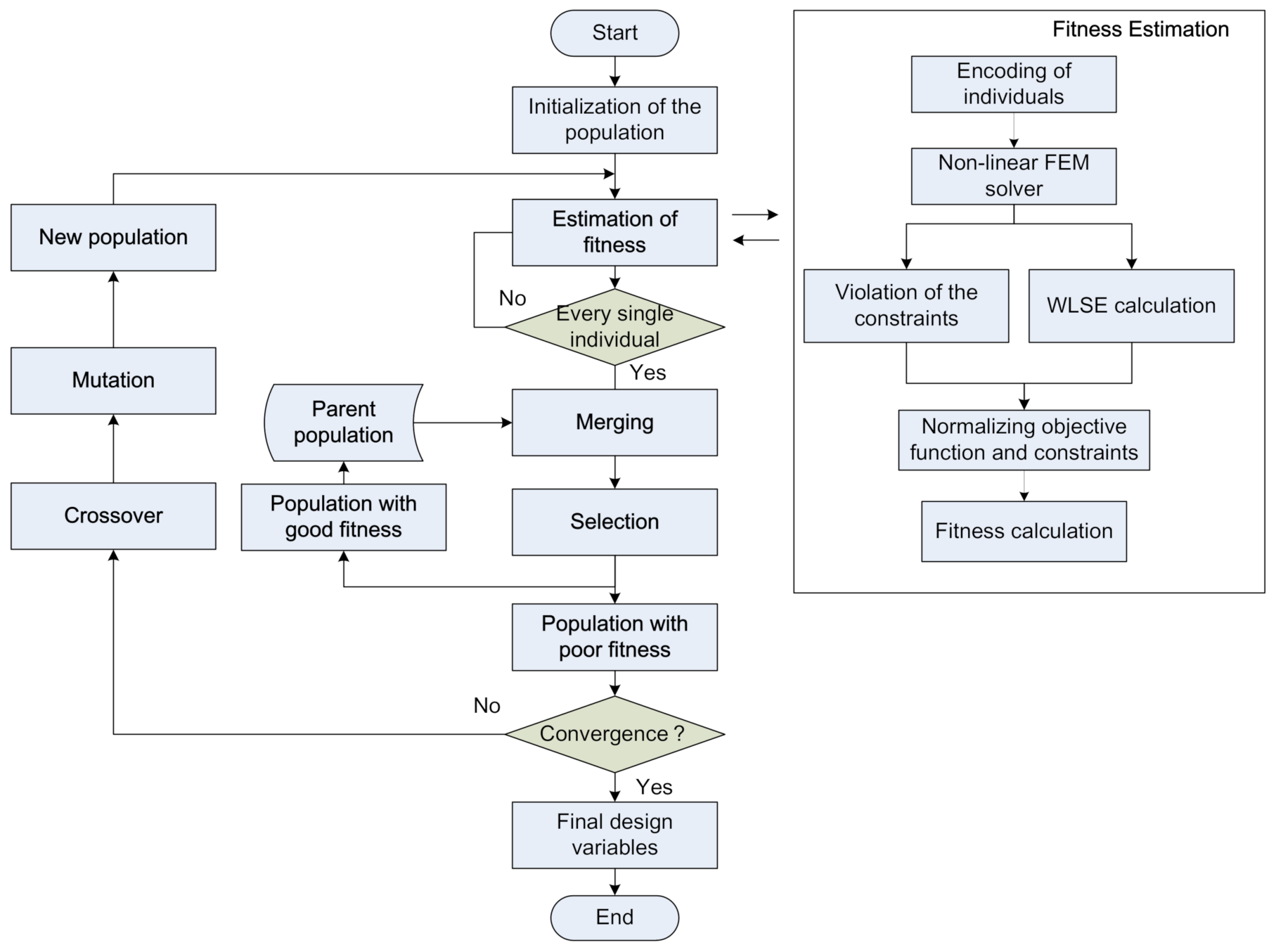
4.3. Optimization Algorithm
4.4. Optimization Results
5. Layup Adjustment Method
- Employing a symmetry and balance layup to the greatest extent to avoid warping produced by stiffness coupling;
- Avoiding a layup including two consecutive sheets with the same direction and otherwise ensuring that the number of the sheets with the same direction is lower than four;
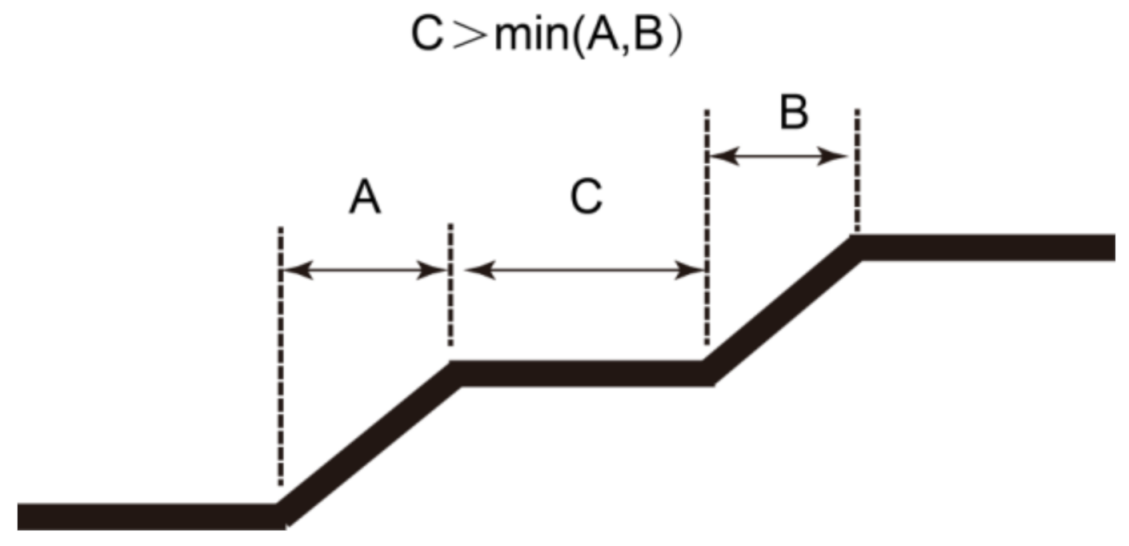
- If possible, ensuring that the length of a constant thickness region is larger than the minimum value of the length of the two neighboring transition regions when continuous transition regions occur (as shown in Figure 15, the length of C should be longer than the minimum lengths of A and B);
- Employing the preferred pattern shown in Figure 16 for transition regions (the second pattern is preferred as it can reduce the impact of stress concentration);
- Reserving a compensating distance of 3–5 mm for assembling convenience, as shown in Figure 17.
6. Analysis of Results
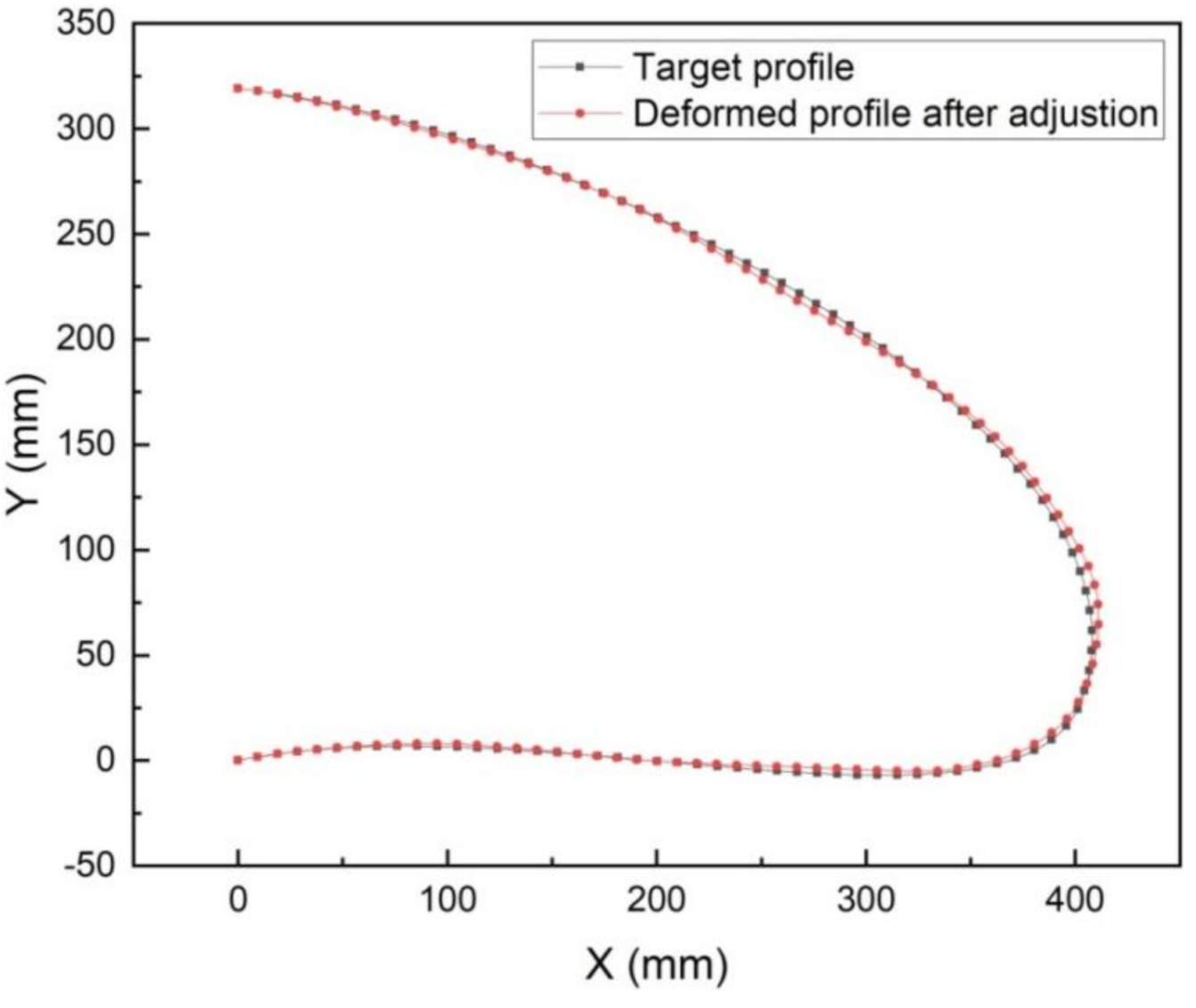
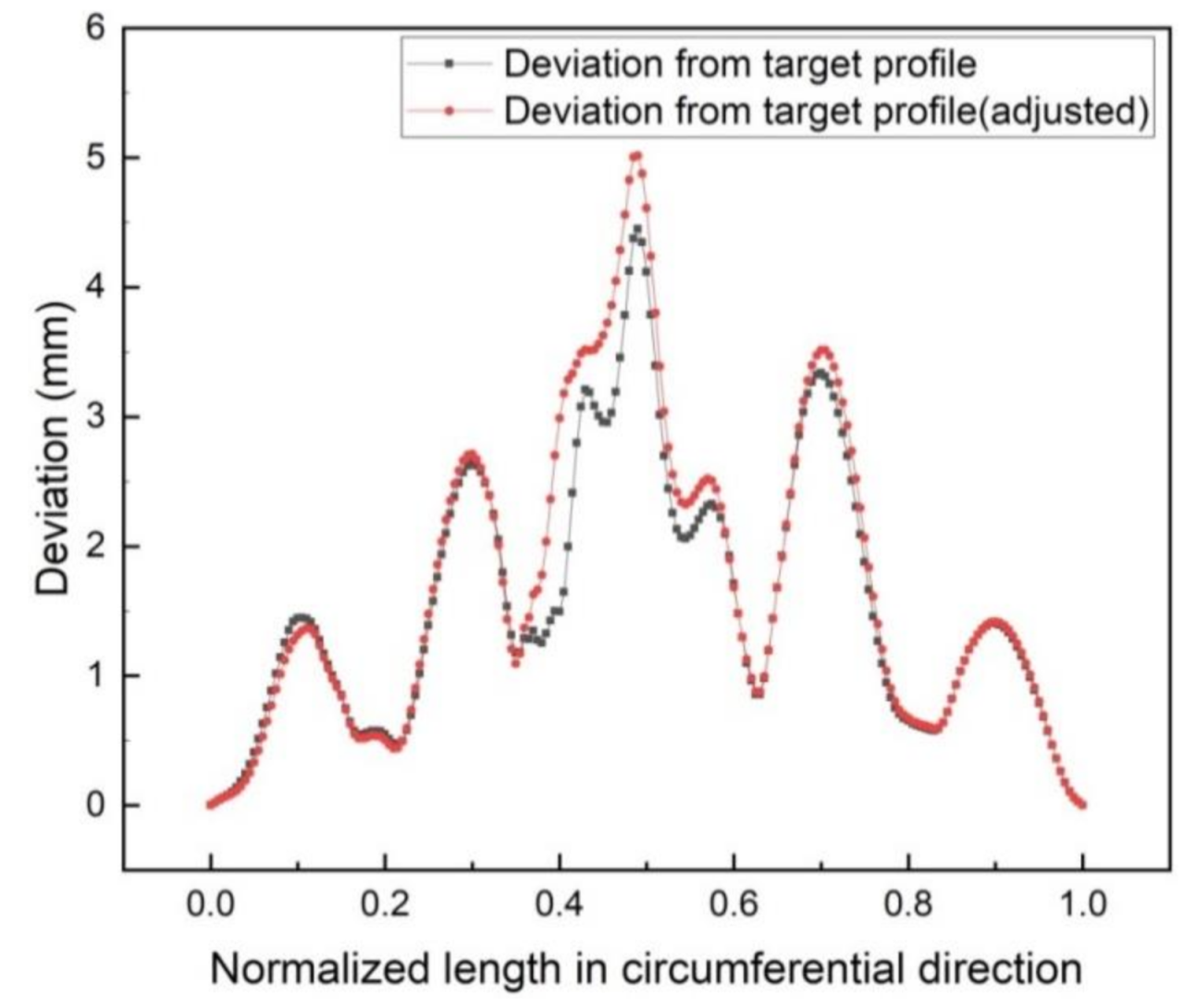
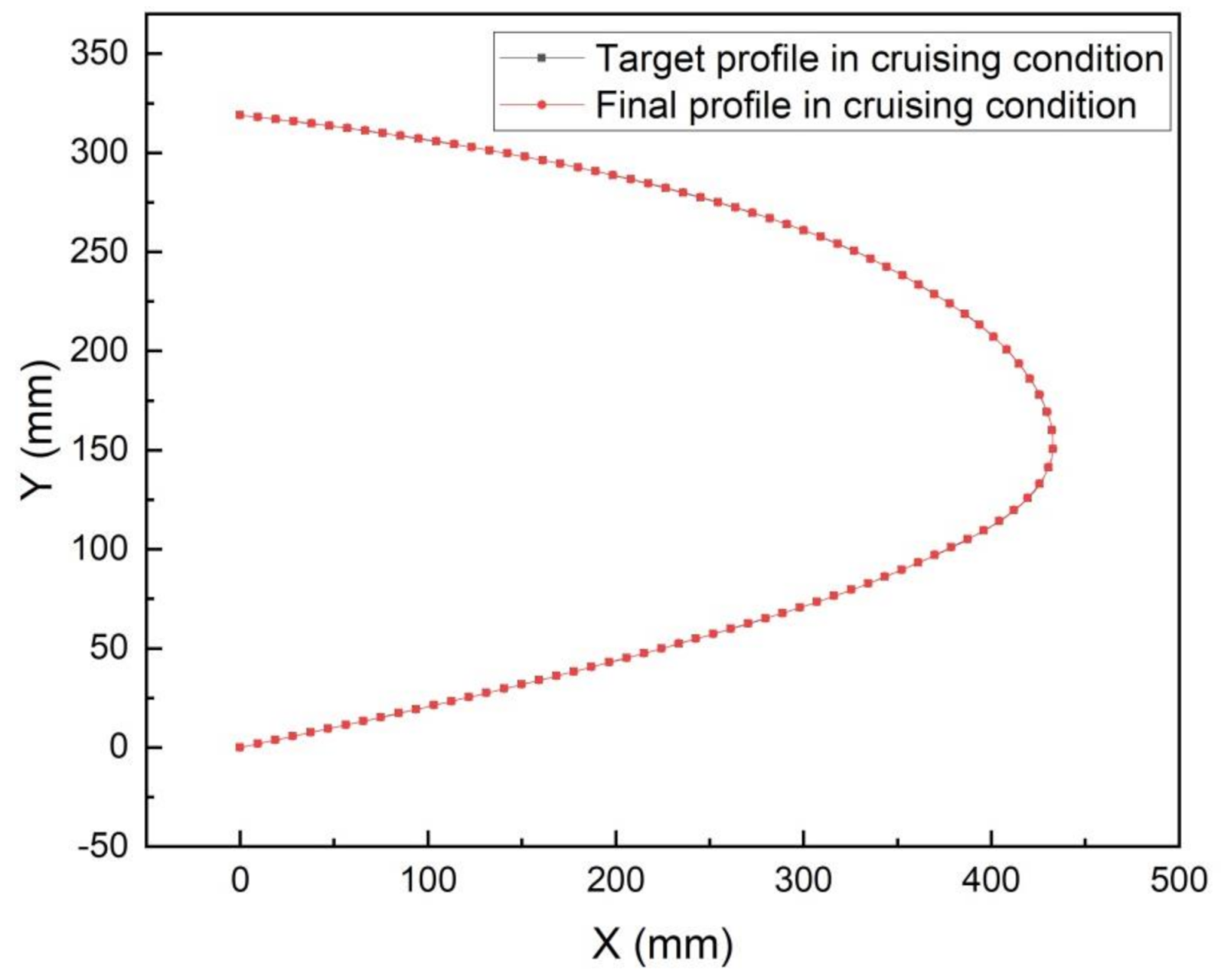
6.1. Shape Accuracy
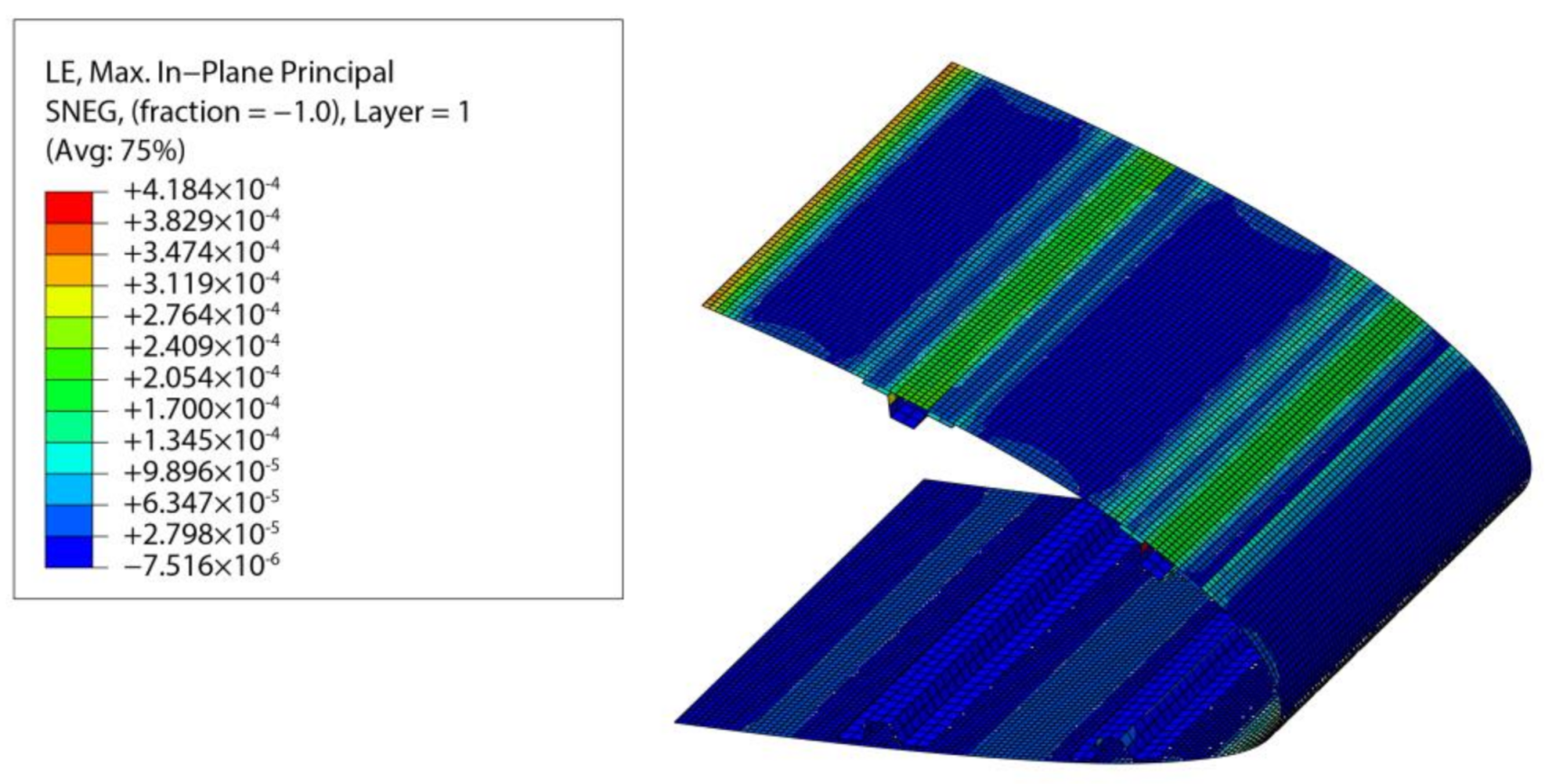
6.2. Strength Assessment
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| di | Deformation value of the ith control point |
| , | Actuating load exerted on the ith stringer in x and y directions |
| (,), (,) | Lower and upper load limit of the ith stringer in x and y directions |
| LSE | Least square error |
| n | Number of the control points |
| s | The normalized length along the circumferential direction of the leading edge profile |
| t | Maximum allowable thickness |
| Maximum thickness along the circumferential direction of the leading edge profile | |
| w | Weighted factor |
| WLSE | Weighted least square error |
| x | x component of the coordinate of every control point |
| y | y component of the coordinate of every control point |
| Material limit in terms of strain | |
| Curvature variation |
References
- Randy, T. Commercial Market Outlook 2019–2038. Available online: https://www.boeing.com/resources/boeingdotcom/commercial/market/commercial-market-outlook/assets/downloads/cmo-sept-2019-report-final.pdf (accessed on 17 February 2021).
- Lin, Z.-M. Making aviation green. Adv. Manuf. 2013, 1, 42–49. [Google Scholar] [CrossRef] [Green Version]
- Ameduri, S.; Concilio, A. Morphing wings review: Aims, challenges, and current open issues of a technology. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2020. [Google Scholar] [CrossRef]
- Barbarino, S.; Saavedra Flores, E.I.; Ajaj, R.M.; Dayyani, I.; Friswell, M.I. A review on shape memory alloys with applications to morphing aircraft. Smart Mater. Struct. 2014, 23, 063001. [Google Scholar] [CrossRef]
- Li, D.; Zhao, S.; Da Ronch, A.; Xiang, J.; Drofelnik, J.; Li, Y.; Zhang, L.; Wu, Y.; Kintscher, M.; Monner, H.P.; et al. A review of modelling and analysis of morphing wings. Prog. Aerosp. Sci. 2018, 100, 46–62. [Google Scholar] [CrossRef] [Green Version]
- Woods, B.K.S.; Parsons, L.; Coles, A.B.; Fincham, J.H.S.; Friswell, M.I. Morphing elastically lofted transition for active camber control surfaces. Aerosp. Sci. Technol. 2016, 55, 439–448. [Google Scholar] [CrossRef] [Green Version]
- Bowman, J.; Sanders, B.; Weisshaar, T. Evaluating the impact of morphing technologies on aircraft performance. In Proceedings of the 43rd AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics, and Materials Conference, Denver, CO, USA, 22–25 April 2002; p. 1631. [Google Scholar] [CrossRef]
- Peter, F.; Lammering, T.; Risse, K.; Franz, K.; Stumpf, E. Economic assessment of morphing leading edge systems in conceptual aircraft design. In Proceedings of the 51st AIAA Aerospace Sciences Meeting Including the New Horizons Forum and Aerospace Exposition, Grapevine, TX, USA, 7–10 January 2013; p. 145. [Google Scholar] [CrossRef]
- Cavalieri, V.; De Gaspari, A.; Ricci, S. Optimization of compliant adaptive structures in the design of a morphing droop nose. Smart Mater. Struct. 2020, 29, 22. [Google Scholar] [CrossRef] [Green Version]
- Jakubinek, M.; Roy, S.; Palardy-Sim, M.; Ashrafi, B.; Shadmehri, F.; Renaud, G.; Barnes, M.; Martinez-Rubi, Y.; Rahmat, M.; Simard, B.; et al. Stretchable Structure for a Benchtop-Scale Morphed Leading Edge Demonstration. In Proceedings of the AIAA Scitech 2019 Forum, American Institute of Aeronautics and Astronautics, San Diego, CA, USA, 7–11 January 2019. [Google Scholar] [CrossRef]
- Sun, J.; Guan, Q.; Liu, Y.; Leng, J. Morphing aircraft based on smart materials and structures: A state-of-the-art review. J. Intell. Mater. Syst. Struct. 2016, 27, 2289–2312. [Google Scholar] [CrossRef]
- Thuwis, G.A.A.; Abdalla, M.M.; Gürdal, Z. Optimization of a variable-stiffness skin for morphing high-lift devices. Smart Mater. Struct. 2010, 19, 124010. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, Z.; Lyu, S. Comparative study of two lay-up sequence dispositions for flexible skin design of morphing leading edge. Chin. J. Aeronaut. 2020. [Google Scholar] [CrossRef]
- Cheung, K.; Cellucci, D.; Copplestone, G.; Cramer, N.; Fusco, J.; Jenett, B.; Kim, J.; Langford, A.; Mazhari, A.; Trinh, G. Development of Mission Adaptive Digital Composite Aerostructure Technologies (MADCAT). In Proceedings of the 17th AIAA Aviation Technology, Integration, and Operations Conference, Denver, CO, USA, 5–9 June 2017. [Google Scholar] [CrossRef]
- Cramer, N.B.; Cellucci, D.W.; Formoso, O.B.; Gregg, C.E.; Jenett, B.E.; Kim, J.H.; Lendraitis, M.; Swei, S.S.; Trinh, G.T.; Trinh, K.V. Elastic shape morphing of ultralight structures by programmable assembly. Smart Mater. Struct. 2019. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Campanile, L.F.; Sachau, D. The Belt-Rib Concept: A Structronic Approach to Variable Camber. J. Intell. Mater. Syst. Struct. 2000, 11, 215–224. [Google Scholar] [CrossRef]
- Fortin, F. Shape optimization of a stretchable drooping leading edge. In Proceedings of the AIAA Scitech 2019 Forum, San Diego, CA, USA, 7–11 January 2019; p. 2352. [Google Scholar] [CrossRef]
- Gaspari, A.D.; Ricci, S. A two levels approach for the optimal design of morphing wings based on compliant structures. J. Intell. Mater. Syst. Struct. 2010, 22, 1091–1111. [Google Scholar] [CrossRef]
- Kintscher, M. Method for the Pre-Design of a Smart Droop Nose using a Simplex Optimization Scheme. In Proceedings of the SAE Aerotech Congress and Exhibition, Seattle, WA, USA, 1 January 2009. [Google Scholar] [CrossRef]
- Kintscher, M.; Kärger, L.; Wetzel, A.; Hartung, D. Stiffness and failure behaviour of folded sandwich cores under combined transverse shear and compression. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1288–1295. [Google Scholar] [CrossRef] [Green Version]
- Kintscher, M.; Pantelakis, S.; Wiedemann, M.; Monner, H.P.; Heintze, O.; Kühn, T. Design of a smart leading edge device for low speed wind tunnel tests in the European project SADE. Int. J. Struct. Integr. 2011, 2, 383–405. [Google Scholar] [CrossRef]
- Monner, H.P.; Kintscher, M.; Lorkowski, T.; Storm, S. Design of a smart droop nose as leading edge high lift system for transportation aircrafts. In Proceedings of the 50th AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics, and Materials Conference, Palm Springs, CA, USA, 4–7 May 2009. [Google Scholar] [CrossRef]
- Kintscher, M.; Geier, S.; Monner, H.P.; Wiedemann, M. Investigation of multi-material laminates for smart droop nose devices. In Proceedings of the 29th Congress of the International Council of the Aeronautical Sciences, St. Petersburg, Russia, 7–12 September 2014; Available online: https://www.icas.org/ICAS_ARCHIVE/ICAS2014/data/papers/2014_0489_paper.pdf (accessed on 17 February 2021).
- Gilbert, W.W. Development of a Mission Adaptive Wing System for a Tactical Aircraft. In Proceedings of the Aircraft Systems Meeting, Anaheim, CA, USA, 4–6 August 2017. [Google Scholar] [CrossRef]
- Gabbink, R.; Wang, G.; Zhong, M. High speed wind tunnel test of the CAE-AVM for CFD validation purposes. AIAA Pap. 2017, 332. [Google Scholar] [CrossRef]
- Zhong, M.; Zheng, S.; Wang, G.; Hua, J.; Gebbink, R. Correlation analysis of combined and separated effects of wing deformation and support system in the CAE-AVM study. Chin. J. Aeronaut. 2018, 31, 429–438. [Google Scholar] [CrossRef]
- Hua, J. Transonic wing design for transport aircraft. In Proceedings of the 17th Congress of the International Council of the Aeronautical Sciences, Stockholm, Sweden, 9–14 September 1990; Available online: https://www.icas.org/ICAS_ARCHIVE/ICAS1990/ICAS-90-3.7.4.pdf (accessed on 17 February 2021).
- Hua, J.; Kong, F.; Wang, J.; Zhan, H.; Sun, R.; Qiu, D.; Fu, D.; Liu, J.; Zhang, Z. Recent examples on design aerodynamics for transport aircraft. In Proceedings of the ICAS 2002 Congress, Toronto, ON, Canada, 8–13 September 2002; Available online: http://icas.org/ICAS_ARCHIVE/ICAS2002/PAPERS/252.PDF (accessed on 17 February 2021).
- Yang, T.; Bai, J.; Wang, D.; Chen, S.; Xu, J.; Chen, Y. Aerodynamic optimization design for after-body of tail-mounted engine layout considering interference of engines. Hangkong Xuebao/Acta Aeronaut. Astronaut. Sin. 2014, 35, 1836–1844. [Google Scholar] [CrossRef]
- Hua, J.; Zheng, S.; Zhong, M.; Wang, G.; Chu, L.; Liu, F.; Bai, J. Design and verification study of an Aerodynamic Validation Model. In Proceedings of the 7th Asia-Pacific International Symposium on Aerospace Technology, Cairns, Australia, 25–27 November 2015; pp. 25–27. [Google Scholar]
- Hua, J. On the Progress of Civil Aviation. In Proceedings of the the Von Kamman Institute Lecture Series, VKI-GRAIN Lectures, Rhode-Saint-Genese, Belgium, 4–6 July 2011. [Google Scholar]
- Deb, K.; Pratap, A.; Agarwal, S.; Meyarivan, T. A fast and elitist multiobjective genetic algorithm: NSGA-Ⅱ. IEEE Trans. Evol. Comput. 2002, 6, 16. [Google Scholar] [CrossRef] [Green Version]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property Parameter | Value |
|---|---|
| Elastic modulus along fiber direction (GPa) | 23.20 |
| Elastic modulus transverse to fiber direction (GPa) | 23.20 |
| Poisson’s ratio | 0.12 |
| Shear modulus (GPa) | 2.97 |
| Tensile strength along fiber direction (MPa) | 477.00 |
| Compressive strength along fiber direction (MPa) | 302.00 |
| Tensile strength transverse to fiber orientation (MPa) | 477.00 |
| Compressive strength transverse to fiber orientation (MPa) | 302.00 |
| Shear strength (MPa) | 54.00 |
| Tensile ultimate strain transverse to fiber orientation (μ) | 33,166 |
| Compressive ultimate strain transverse to fiber orientation (μ) | 13,538 |
| Zone | Primitive Layup | Updated Layup | Thickness (mm) |
|---|---|---|---|
| 1 | [03/454/903/-453/90]s | [(45/0)7]s | 2.8 |
| 2 | [04/453/904/-454/902]s | [(45/0)6/45(45/0)2]s | 3.4 |
| 3 | [04/454/904/-454/902]s | [(45/0)9]s | 3.6 |
| 4 | [03/454/903/-454/902]s | [(45/0)8]s | 3.2 |
| 5 | [02/452/902/-452/90]s | [(45/0)2/0/45/45/0/45]s | 1.8 |
| 6 | [02/453/902/-452/903]s | [(45/0)2/(0/45)30]s | 2.1 |
| 7 | [04/454/904/-454/902]s | [(45/0)9]s | 3.6 |
| 8 | [04/454/904/-454/902]s | [(45/0)9]s | 3.6 |
| 9 | [04/454/904/-454/902]s | [(45/0)9]s | 3.6 |
| 10 | [03/454/904/-452/902]s | [(45/0)4/45/(45/0)3]s | 3.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Yang, Y. Design of a Variable-Stiffness Compliant Skin for a Morphing Leading Edge. Appl. Sci. 2021, 11, 3165. https://doi.org/10.3390/app11073165
Wang Z, Yang Y. Design of a Variable-Stiffness Compliant Skin for a Morphing Leading Edge. Applied Sciences. 2021; 11(7):3165. https://doi.org/10.3390/app11073165
Chicago/Turabian StyleWang, Zhigang, and Yu Yang. 2021. "Design of a Variable-Stiffness Compliant Skin for a Morphing Leading Edge" Applied Sciences 11, no. 7: 3165. https://doi.org/10.3390/app11073165