
Sensor-Guided Assembly of Segmented Structures with Industrial Robots

 , , ,
, , , 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Related Work
3. Problem Statement and Solution Approach
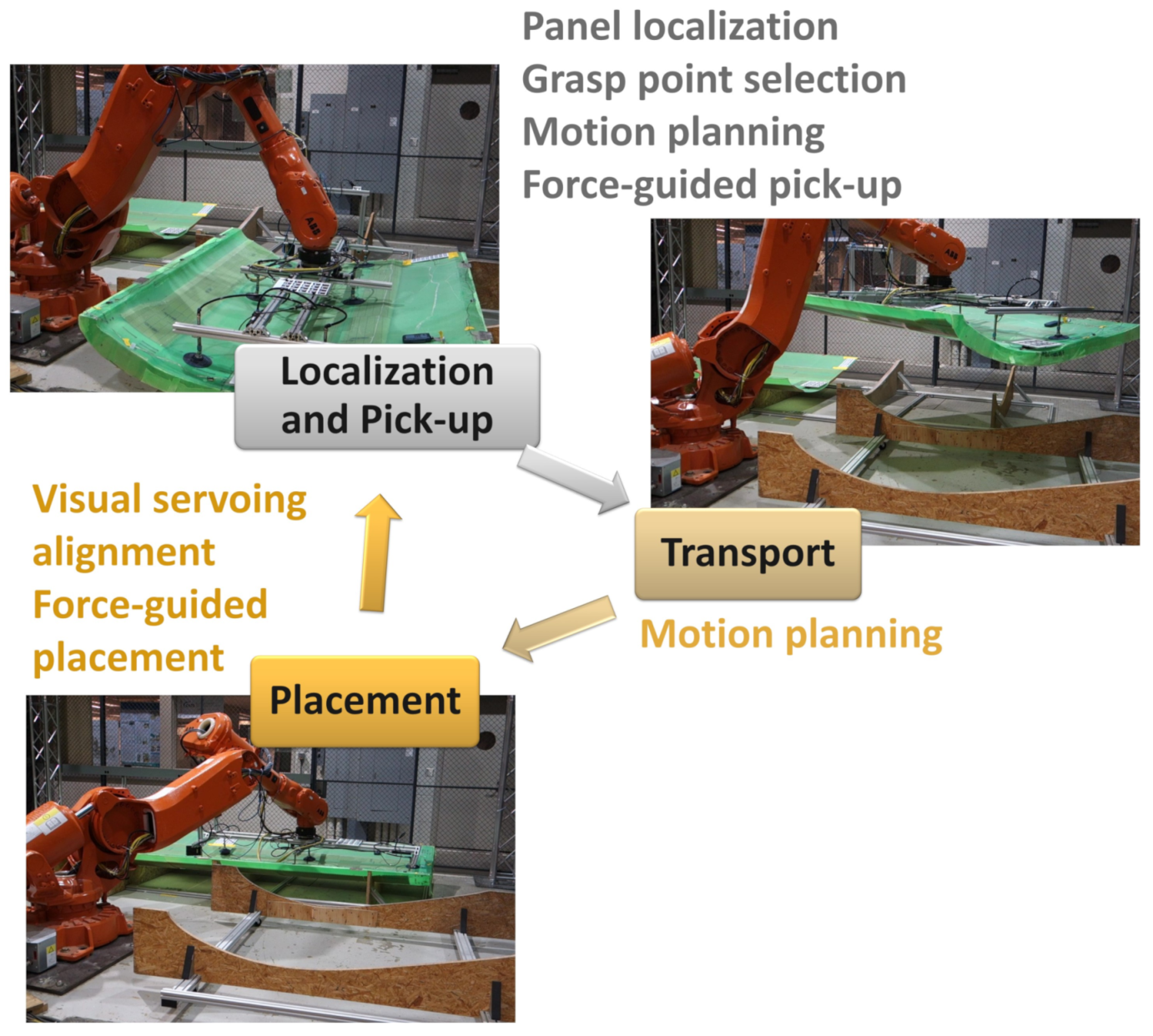
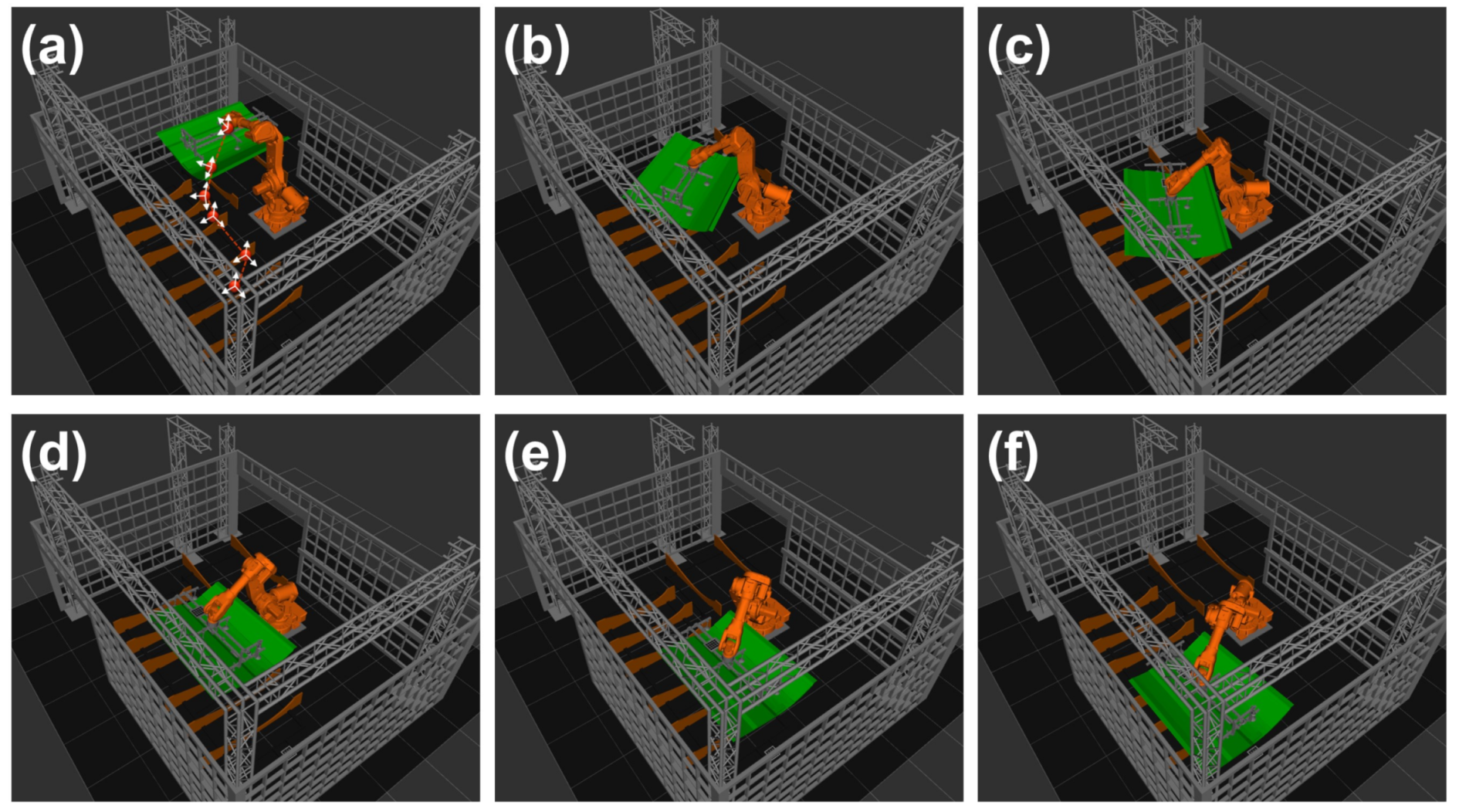
- Panel Localization and Pick-up: A panel is placed in an arbitrary configuration in a pick-up area. The system detects the panel and identifies its location. The robot then securely and gently picks up the panel.
- Panel Transport: The robot transports the panel quickly, without excessive vibration, to the assembly area.
- Panel Placement: The robot accurately and gently places the panel and returns to Step 1.
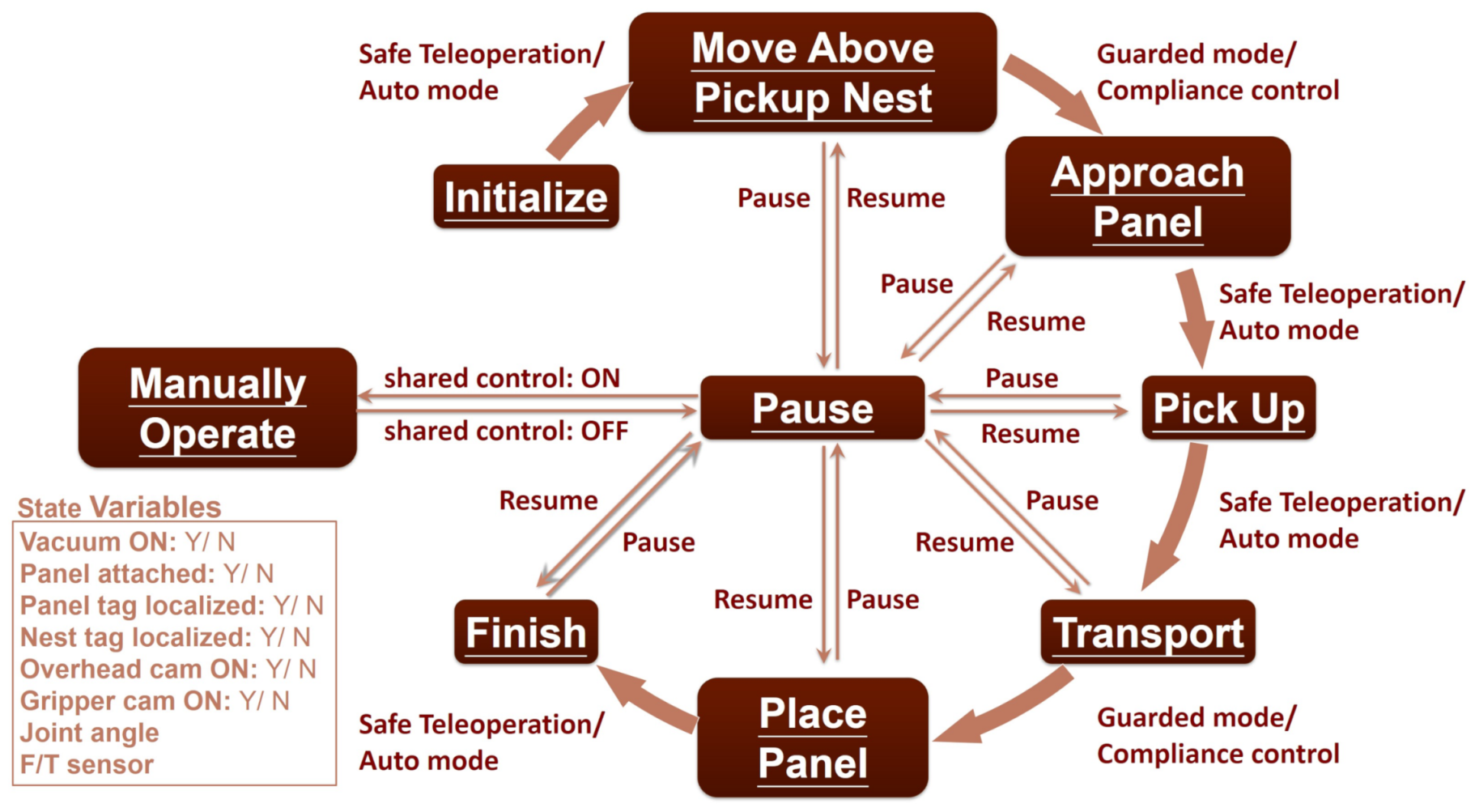
- Construct a state machine describing the transition between the steps in the assembly process and the interaction with the operator and the occurrence of exception condition.
- For panel pick-up localization, use the overhead camera and determine the grasp points based on the panel location and panel CAD geometry.
- For panel placement, use the robot wrist mounted cameras for vision-guided alignment
- For both pick-up and placement, the robot wrist-mounted force/torque sensors are used to avoid excessive contact force and alignment accuracy.
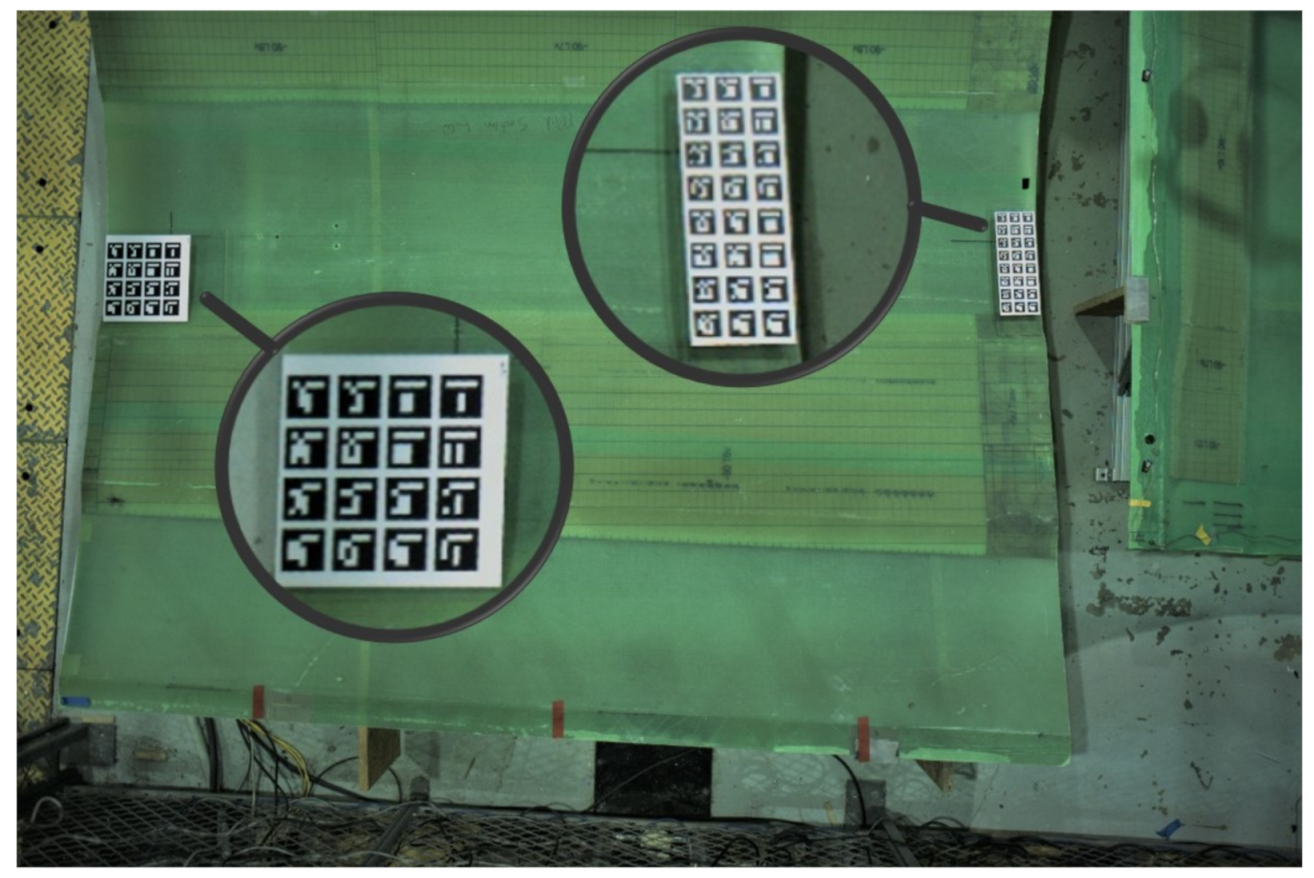
- Identify the frequency of the fundamental vibration mode of the panel using a high speed motion capture system. Specify the robot motion bandwidth to avoid exciting the dominant panel vibrational mode.
3.1. Resolved Motion with Quadratic Programming
3.2. User-Guided Path Planning
3.3. Visual Servoing
3.4. Compliant Force Control
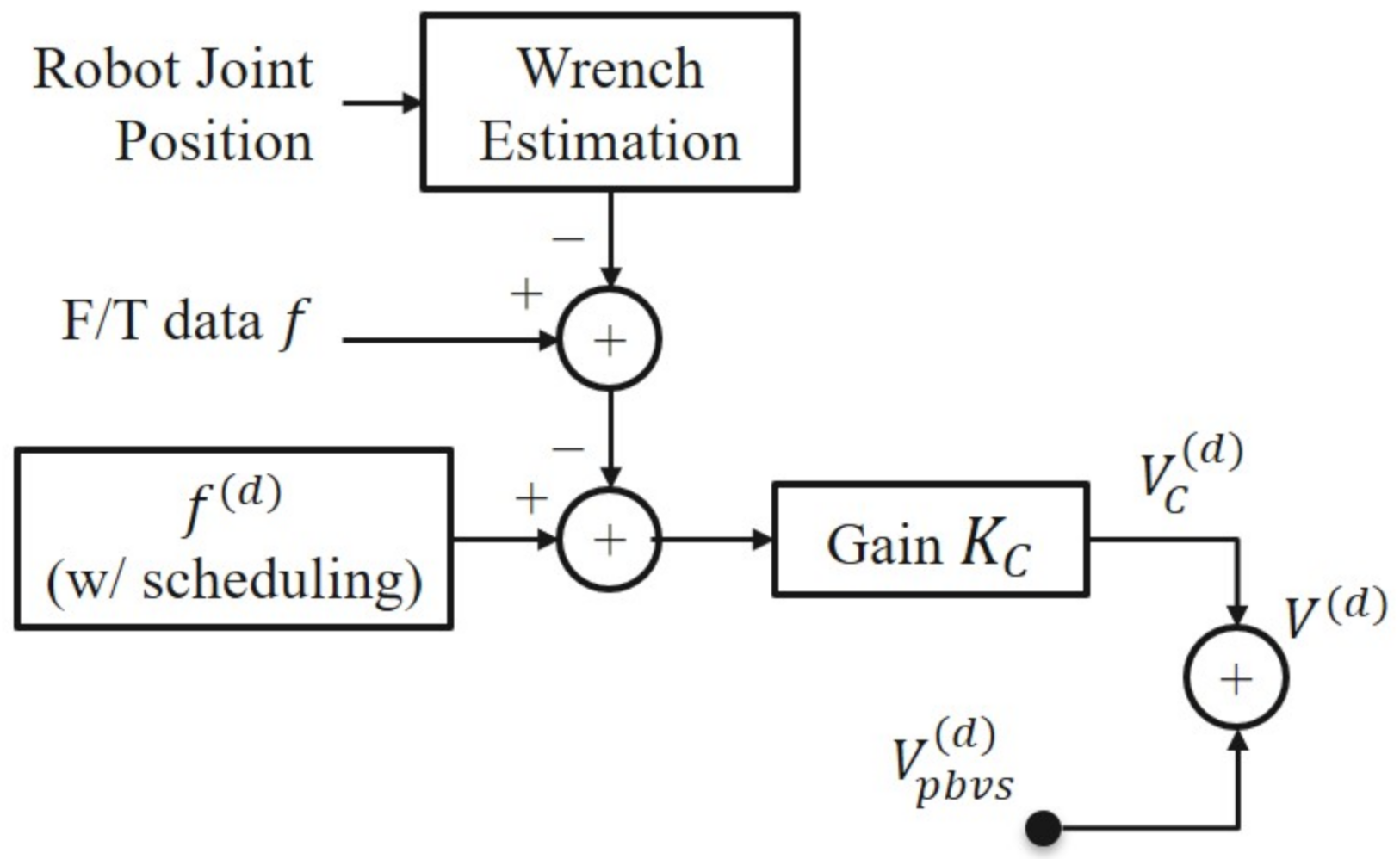
3.5. Combined Vision and Force Guided Motion
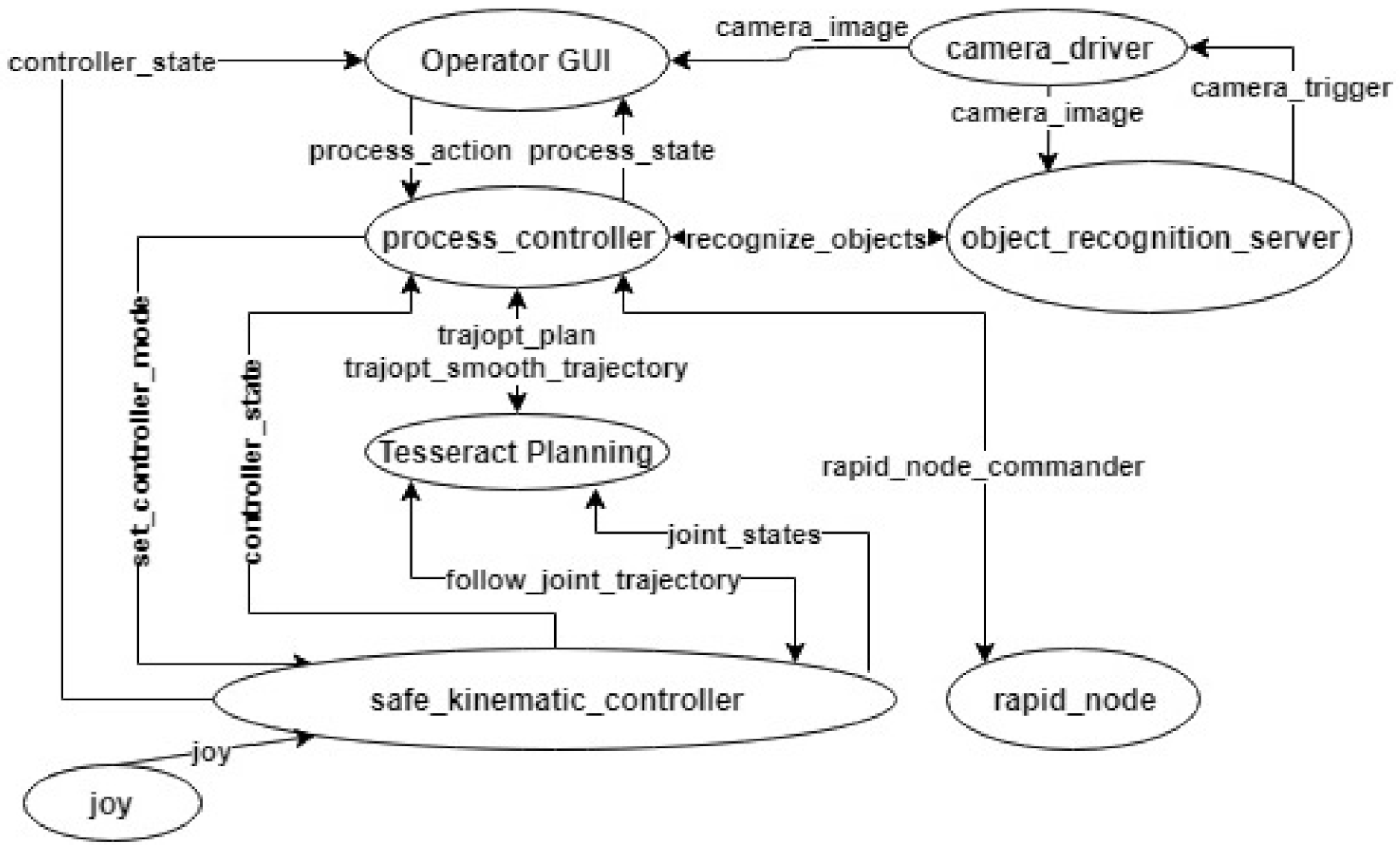
4. Software Architecture
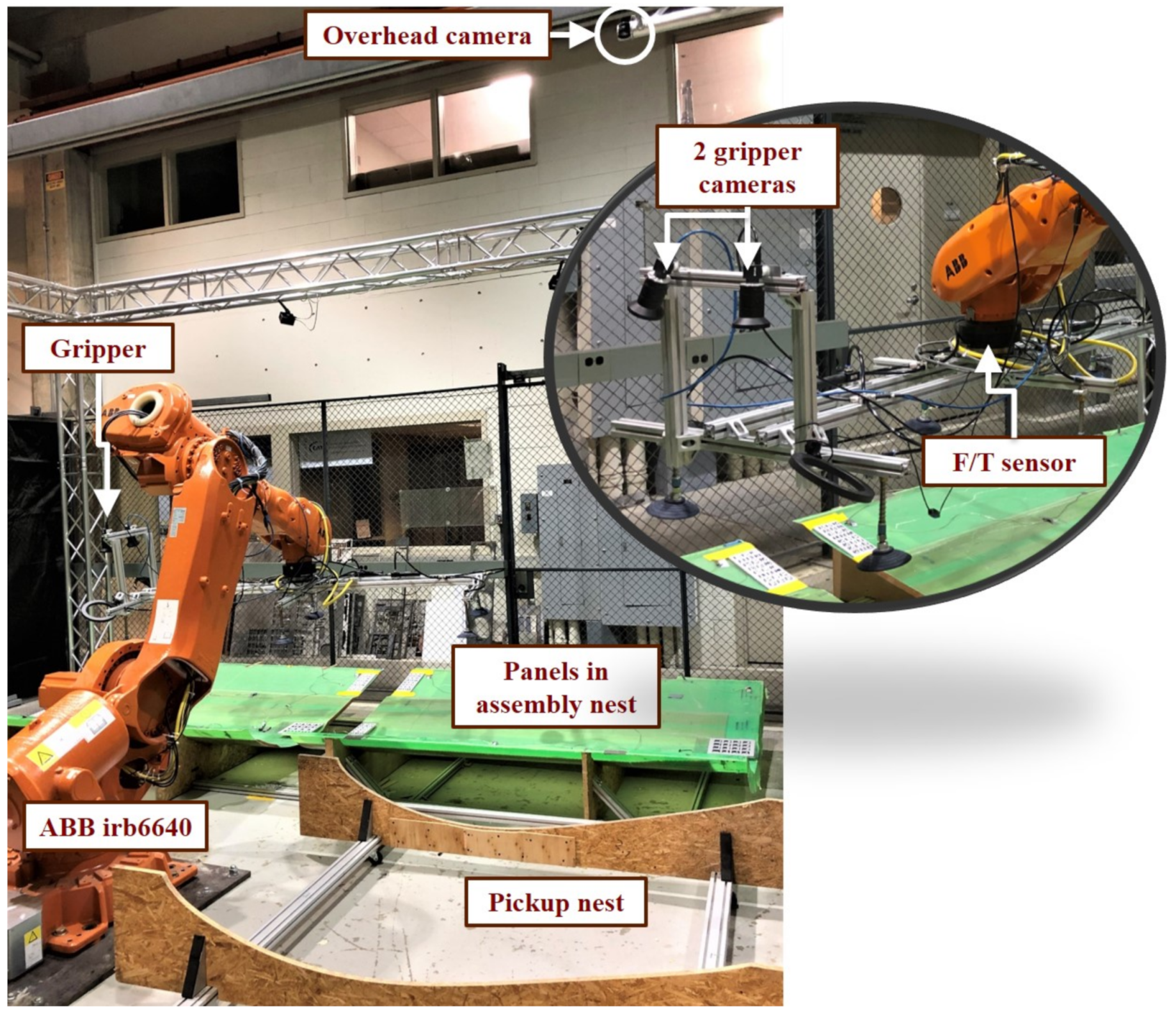
5. Testbed and Hardware
6. Experimental Results
6.1. Panel Pickup
6.2. Transport Path Generation
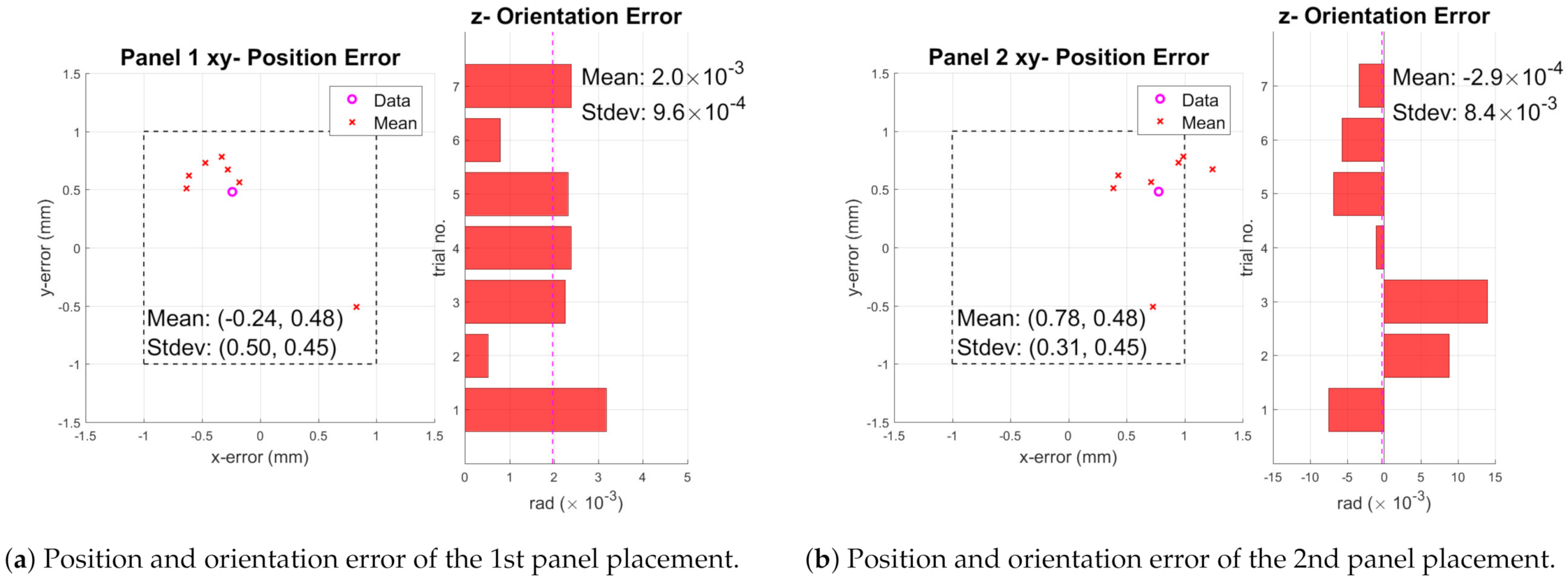
6.3. Panel Placement
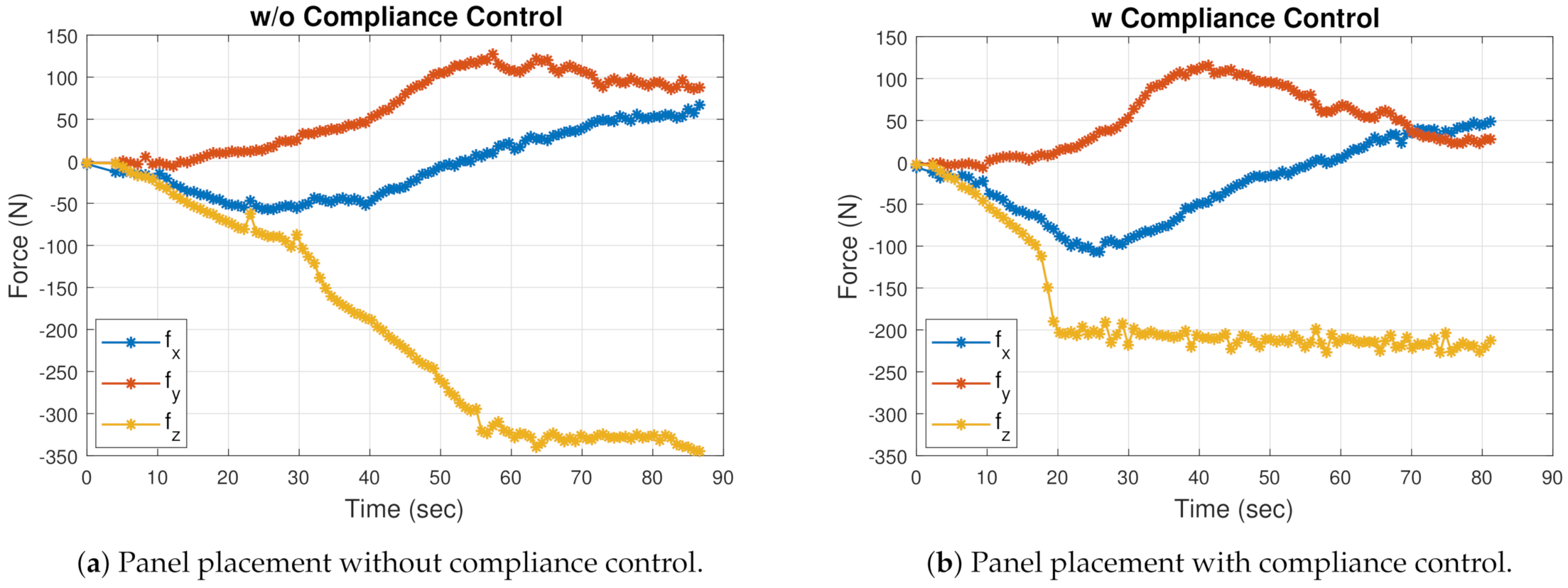
6.3.1. Compliance Control
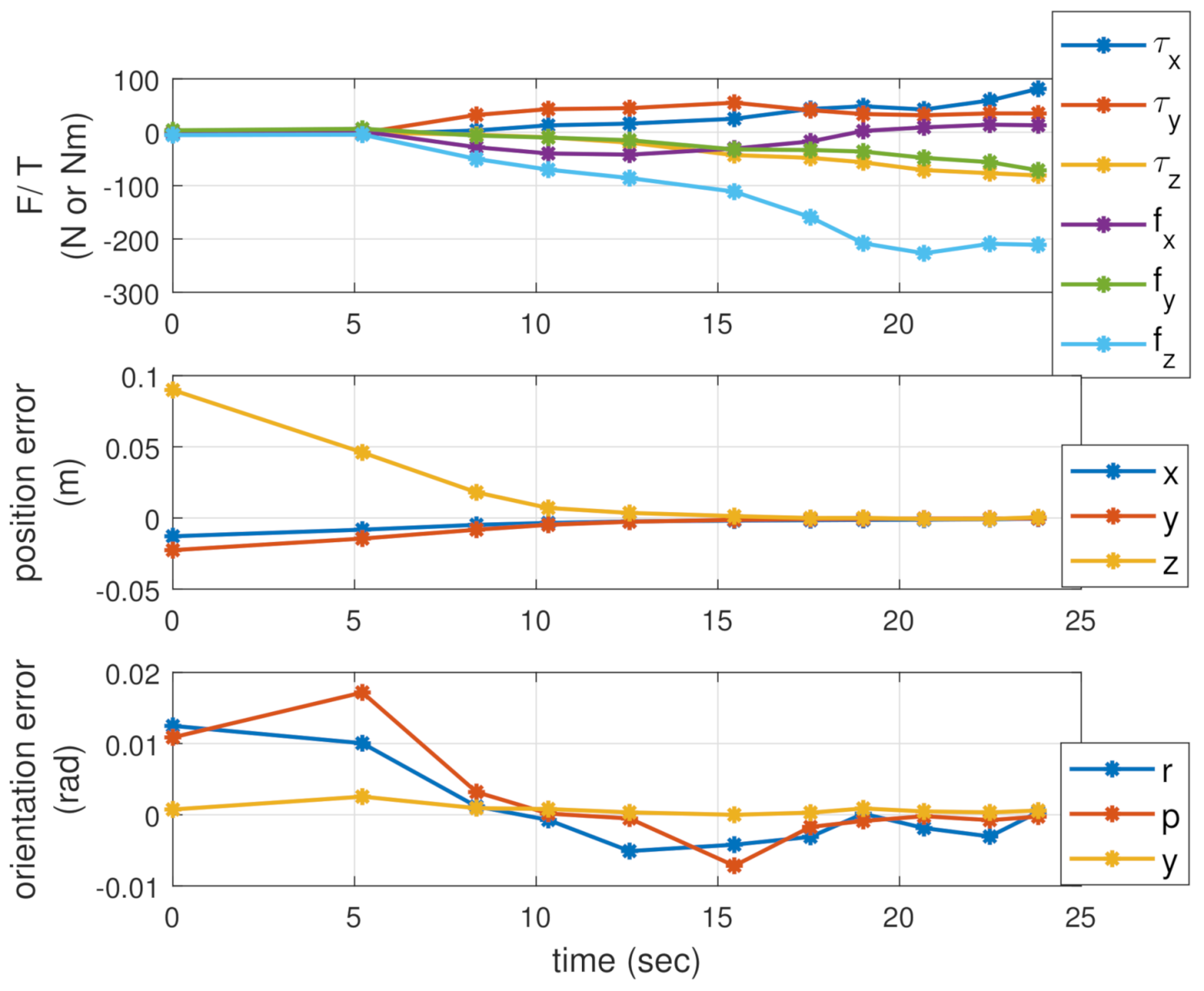
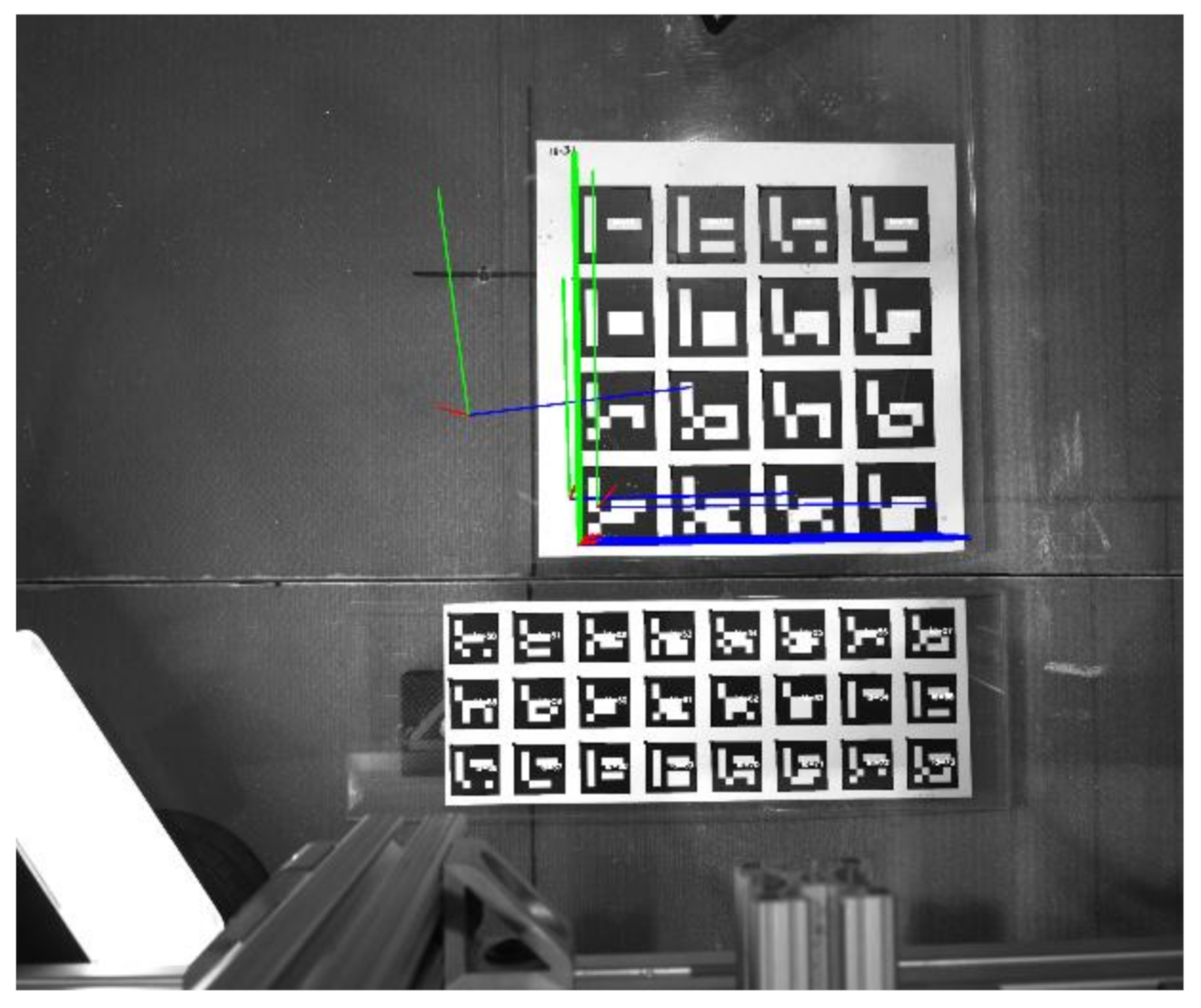
6.3.2. Placement with PBVS and Compliance Control
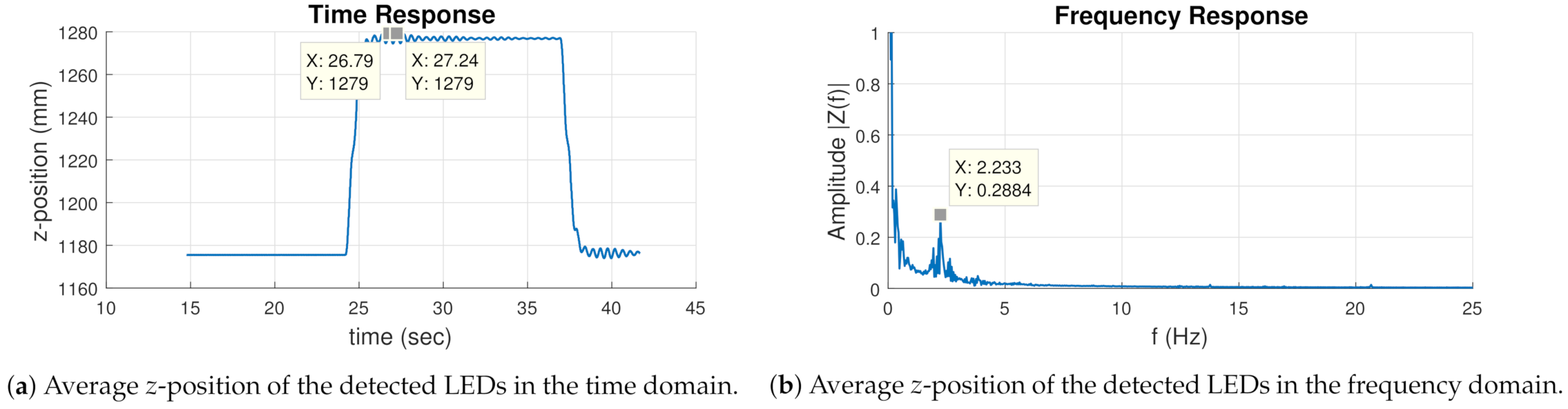
6.3.3. Panel Vibration Observation
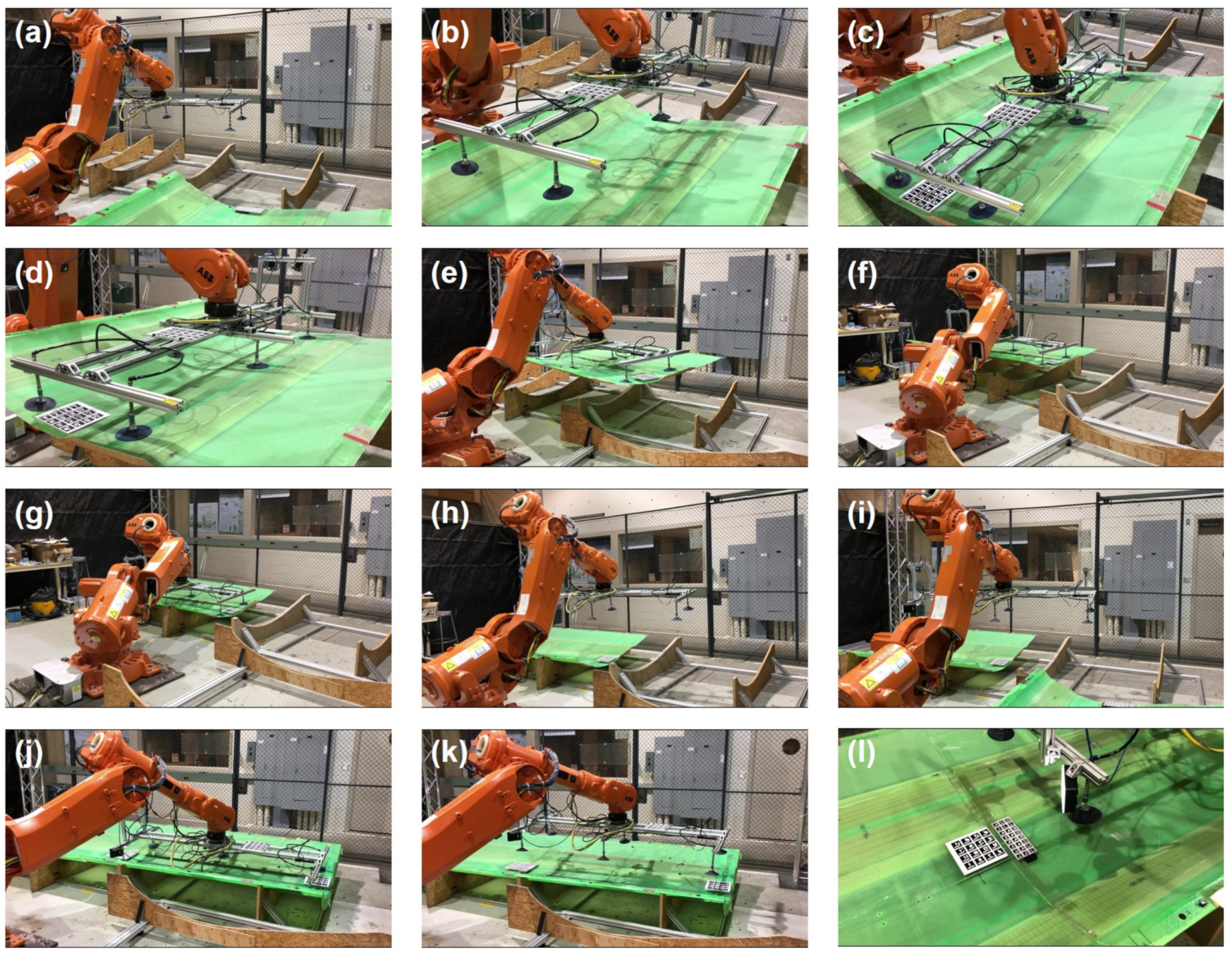
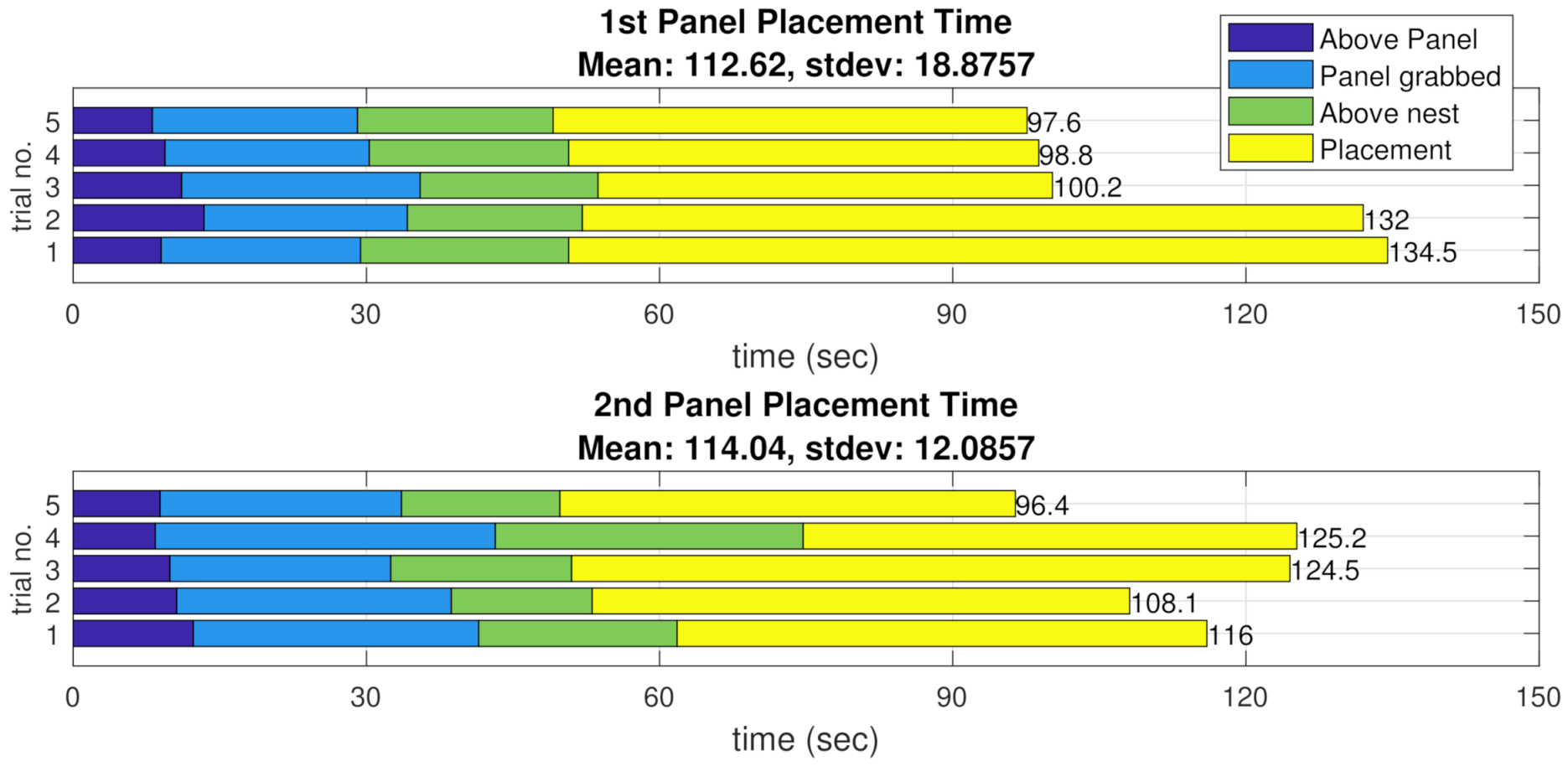
6.4. Continuous Panel Assembly Task
7. Conclusions and Future Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Smith, K.J.; Griffin, D.A. Supersized Wind Turbine Blade Study: R&D Pathways for Supersized Wind Turbine Blades; Technical Report; Lawrence Berkeley National Laboratory (LBNL): Berkeley, CA, USA, 2019. [CrossRef] [Green Version]
- ABB Robotics. Application Manual: Controller Software IRC5: RoboWare 6.04; ABB Robotics: Västerås, Sweden, 2016. [Google Scholar]
- Marcil, E. Motoplus-ROS Incremental Motion Interface; Yaskawa Motoman Robotics: Miamisburg, OH, USA, 2017. [Google Scholar]
- Stäubli. C Programming Interface for Low Level Robot Control; Stäubli: Pfäffikon, Switzerland, 2009. [Google Scholar]
- Schöpfer, M.; Schmidt, F.; Pardowitz, M.; Ritter, H. Open source real-time control software for the Kuka light weight robot. In Proceedings of the 2010 8th World Congress on Intelligent Control and Automation (WCICA), Jinan, China, 7–9 July 2010; pp. 444–449. [Google Scholar] [CrossRef]
- Quigley, M.; Conley, K.; Gerkey, B.; Faust, J.; Foote, T.; Leibs, J.; Wheeler, R.; Ng, A.Y. ROS: An open-source robot operating system. In Proceedings of the ICRA Workshop on Open Source Software, Kobe, Japan, 29 June 2009; Volume 3, p. 5. [Google Scholar]
- ROS-Industrial Consortium. ROS-Industrial; ROS-Industrial Consortium: Singapore, 2021. [Google Scholar]
- Bi, Z.M.; Zhang, W.J. Flexible fixture design and automation: Review, issues and future directions. Int. J. Prod. Res. 2001, 39, 2867–2894. [Google Scholar] [CrossRef]
- Pehlivan, S.; Summers, J.D. A review of computer-aided fixture design with respect to information support requirements. Int. J. Prod. Res. 2008, 46, 929–947. [Google Scholar] [CrossRef]
- Parvaz, H.; Nategh, M.J. A pilot framework developed as a common platform integrating diverse elements of computer aided fixture design. Int. J. Prod. Res. 2013, 51, 6720–6732. [Google Scholar] [CrossRef]
- Bakker, O.; Papastathis, T.; Popov, A.; Ratchev, S. Active fixturing: Literature review and future research directions. Int. J. Prod. Res. 2013, 51, 3171–3190. [Google Scholar] [CrossRef] [Green Version]
- Daniyan, I.A.; Adeodu, A.O.; Oladapo, B.I.; Daniyan, O.L.; Ajetomobi, O.R. Development of a reconfigurable fixture for low weight machining operations. Cogent Eng. 2019, 6, 1579455. [Google Scholar] [CrossRef]
- Schlather, F.; Hoesl, V.; Oefele, F.; Zaeh, M.F. Tolerance analysis of compliant, feature-based sheet metal structures for fixtureless assembly. J. Manuf. Syst. 2018, 49, 25–35. [Google Scholar] [CrossRef]
- Michalos, G.; Makris, S.; Papakostas, N.; Mourtzis, D.; Chryssolouris, G. Automotive assembly technologies review: Challenges and outlook for a flexible and adaptive approach. J. Manuf. Sci. Technol. 2010, 2, 81–91. [Google Scholar] [CrossRef]
- Hoska, D.R. Fixturless assembly manufacturing. Manuf. Eng. 1988, 100, 49–54. [Google Scholar]
- Plut, W.J.; Bone, G.M. Limited mobility grasps for fixtureless assembly. In Proceedings of the IEEE International Conference on Robotics and Automation (ICRA), Minneapolis, MN, USA, 22–28 April 1996; Volume 2, pp. 1465–1470. [Google Scholar]
- Bone, G.M.; Capson, D. Vision-guided fixtureless assembly of automotive components. Robot. Comput. Integr. Manuf. RCIM 2003, 19, 79–87. [Google Scholar] [CrossRef]
- Yeung, B.H.B.; Mills, J.K. Design of a six DOF reconfigurable gripper for flexible fixtureless assembly. IEEE Trans. Syst. Man Cybern. 2004, 34, 226–235. [Google Scholar] [CrossRef]
- Langley, C.S.; D’Eleuterio, G.M.T. Neural Network-based Pose Estimation for Fixtureless Assembly. In Proceedings of the 2001 IEEE International Symposium on Computational Intelligence in Robotics and Automation, Banff, AB, Canada, 29 July–1 August 2001; pp. 248–253. [Google Scholar]
- Corona-Castuera, J.; Rios-Cabrera, R.; Lopez-Juarez, I.; Pena-Cabrera, M. An Approach for Intelligent Fixtureless Assembly: Issues and Experiments. In Proceedings of the Mexican International Conference on Artificial Intelligence (MICAI), Monterrey, Mexico, 14–18 November 2005; pp. 1052–1061. [Google Scholar]
- Pena-Cabrera, M.; Lopez-Juarez, I.; Rios-Cabrera, R.; Corona, J. Machine vision approach for robotic assembly. Assem. Autom. 2005, 25, 204–216. [Google Scholar] [CrossRef]
- Navarro-Gonzalez, J.; Lopez-Juarez, I.; Rios-Cabrera, R.; Ordaz-Hernandez, K. On-line knowledge acquisition and enhancement in robotic assembly tasks. Robot. Comput. Integr. Manuf. RCIM 2015, 33, 78–89. [Google Scholar] [CrossRef]
- Jayaweera, N.; Webb, P. Adaptive robotic assembly of compliant aero-structure components. Robot. Comput. Integr. Manuf. RCIM 2007, 23, 180–194. [Google Scholar] [CrossRef]
- Tingelstad, L.; Capellan, A.; Thomessen, T.; Lien, T.K. Multi-Robot Assembly of High-Performance Aerospace Components. IFAC Proc. Vol. 2012, 45, 670–675. [Google Scholar] [CrossRef]
- Park, H.; Bae, J.H.; Park, J.H.; Baeg, M.H.; Park, J. Intuitive peg-in-hole assembly strategy with a compliant manipulator. In Proceedings of the IEEE ISR 2013, Seoul, Korea, 24–26 October 2013; pp. 1–5. [Google Scholar]
- Fang, S.; Huang, X.; Chen, H.; Xi, N. Dual-arm robot assembly system for 3C product based on vision guidance. In Proceedings of the 2016 IEEE International Conference on Robotics and Biomimetics (ROBIO), Qingdao, China, 3–7 December 2016; pp. 807–812. [Google Scholar]
- Sucan, I.A.; Moll, M.; Kavraki, L.E. The Open Motion Planning Library. IEEE Robot. Autom. Mag. 2012, 19, 72–82. [Google Scholar] [CrossRef] [Green Version]
- Ratliff, N.; Zucker, M.; Bagnell, J.A.; Srinivasa, S. CHOMP: Gradient optimization techniques for efficient motion planning. In Proceedings of the 2009 IEEE International Conference on Robotics and Automation (ICRA), Kobe, Japan, 12–17 May 2009; pp. 489–494. [Google Scholar] [CrossRef] [Green Version]
- Kalakrishnan, M.; Chitta, S.; Theodorou, E.; Pastor, P.; Schaal, S. STOMP: Stochastic trajectory optimization for motion planning. In Proceedings of the 2011 IEEE International Conference on Robotics and Automation (ICRA), Shanghai, China, 9–13 May 2011; pp. 4569–4574. [Google Scholar] [CrossRef]
- Schulman, J.; Duan, Y.; Ho, J.; Lee, A.; Awwal, I.; Bradlow, H.; Pan, J.; Patil, S.; Goldberg, K.; Abbeel, P. Motion planning with sequential convex optimization and convex collision checking. Int. J. Robot. Res. 2014, 33, 1251–1270. [Google Scholar] [CrossRef] [Green Version]
- Chen, S.; Peng, Y.C.; Wason, J.; Cui, J.; Saunders, G.; Nath, S.; Wen, J.T. Software Framework for Robot-Assisted Large Structure Assembly. In Proceedings of the ASME 13th MSEC, College Station, TX, USA, 18–22 June 2018. Paper V003T02A047. [Google Scholar] [CrossRef]
- Lu, L.; Wen, J.T. Human-directed coordinated control of an assistive mobile manipulator. Int. J. Intell. Robot. Appl. IJIRA 2017, 1, 104–120. [Google Scholar] [CrossRef]
- Ames, A.D.; Xu, X.; Grizzle, J.W.; Tabuada, P. Control barrier function based quadratic programs for safety critical systems. IEEE Trans. Autom. Control 2016, 62, 3861–3876. [Google Scholar] [CrossRef]
- Armstrong, L. Optimization motion planning with Tesseract and TrajOpt for industrial applications; ROS-Industrial Consortium: San Antonio, TX, USA, 2018. [Google Scholar]
- Chitta, S.; Sucan, I.; Cousins, S.B. MoveIt! ROS topics. IEEE Robot. Autom. Mag. 2012, 19, 18–19. [Google Scholar] [CrossRef]
- Chaumette, F.; Hutchinson, S. Visual servo control. I. Basic approaches. IEEE Robot. Autom. Mag. 2006, 13, 82–90. [Google Scholar] [CrossRef]
- Peng, Y.C.; Jivani, D.; Radke, R.J.; Wen, J. Comparing Position- and Image-Based Visual Servoing for Robotic Assembly of Large Structures. In Proceedings of the 2020 IEEE 16th International Conference on Automation Science and Engineering (CASE), Hong Kong, China, 20–21 August 2020; pp. 1608–1613. [Google Scholar] [CrossRef]
- Hogan, N. Impedance control: An approach to manipulation. In Proceedings of the 1984 American Control Conference (ACC), San Diego, CA, USA, 6–8 June 1984; pp. 304–313. [Google Scholar]
- Peng, Y.C.; Carabis, D.S.; Wen, J.T. Collaborative manipulation with multiple dual-arm robots under human guidance. Int. J. Intell. Robot. Appl. IJIRA 2018, 2, 252–266. [Google Scholar] [CrossRef]
- ABB Robotics. Operating Manual—Introduction to RAPID; ABB Robotics: Västerås, Sweden, 2007. [Google Scholar]
- PhaseSpace. PhaseSpace Impulse X2E: Data Sheet; PhaseSpace: San Leandro, CA, USA, 2017. [Google Scholar]
- Peng, Y.C. Robotic Assembly of Large Structures with Vision and Force Guidance. Available online: https://youtu.be/TFZpfg433n8 (accessed on 15 February 2020).
- Lawler, W.; Wason, J. RPI ARM Composites Manufacturing. Available online: https://github.com/rpiRobotics/rpi_arm_composites_manufacturing (accessed on 15 February 2020).














Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, Y.-C.; Chen, S.; Jivani, D.; Wason, J.; Lawler, W.; Saunders, G.; J. Radke, R.; Trinkle, J.; Nath, S.; T. Wen, J. Sensor-Guided Assembly of Segmented Structures with Industrial Robots. Appl. Sci. 2021, 11, 2669. https://doi.org/10.3390/app11062669
Peng Y-C, Chen S, Jivani D, Wason J, Lawler W, Saunders G, J. Radke R, Trinkle J, Nath S, T. Wen J. Sensor-Guided Assembly of Segmented Structures with Industrial Robots. Applied Sciences. 2021; 11(6):2669. https://doi.org/10.3390/app11062669
Chicago/Turabian StylePeng, Yuan-Chih, Shuyang Chen, Devavrat Jivani, John Wason, William Lawler, Glenn Saunders, Richard J. Radke, Jeff Trinkle, Shridhar Nath, and John T. Wen. 2021. "Sensor-Guided Assembly of Segmented Structures with Industrial Robots" Applied Sciences 11, no. 6: 2669. https://doi.org/10.3390/app11062669