
On the Feasibility of Using Industrial Urea to Mitigate Thermal and Shrinkage Cracking in Concrete


Department of Architectural Engineering, Dankook University, Yongin-si 16890, Gyeonggi-do, Korea
Appl. Sci. 2021, 11(6), 2483; https://doi.org/10.3390/app11062483
Submission received: 2 February 2021
/
Revised: 4 March 2021
/
Accepted: 4 March 2021
/
Published: 10 March 2021
(This article belongs to the Section Civil Engineering)
Abstract
:Industrial urea is an organic compound that is widely used for various physiological processes and for producing nitrogen fertilizers. This study hypothesized that mixing urea with concrete would decrease the temperature and expansion of the cement microstructure abruptly due to the reaction with water and a cement hydration product. This study tested the hypothesis by experiments. The performance of concrete was evaluated after setting the mixing ratio of industrial urea was to 0%, 5%, 10%, and 15%. The results showed that temperature decreased drastically immediately after mixing and the decrease in temperature increased with a higher mixing ratio. Consequently, condensation was delayed, and heat of hydration decreased. It was found that when considering workability and compressive strength development performance, the proper mixing ratio of urea was around 10%. This study proposed the mixing design technique of concrete mixed with urea. Additionally, this study reported better carbonation resistance and mitigated shrinkage strain of concrete mixed with urea compared to existing low-heat mixing ratios.
1. Introduction
Cracks in concrete may be caused by material or environmental factors and structural defects. Cracks occur in concrete because of structural forces, such as external forces, and material or environmental factors other than external forces. Cracks caused by material factors can generally be somewhat controlled by suitably selecting the materials used for making concrete or the combination of mixing design factors, such as the water/cement (W/C) ratio, types of admixtures, and unit water content [1]. It was found that urea (CO(NH2)2) triggered a strongly endothermic reaction with water when used as an additive for cement composites [2]. Industrial urea is an organic compound that is widely used for various physiological processes and nitrogen fertilizers [3,4]. Kim [2] reported that dissolution of urea in water showed an endothermic reaction that drastically decreased the ambient temperature, which was an important finding. It is believed that this endothermic reaction is due to the rapid evaporation of ammonia gas that is produced from the dissolution reaction of urea [5,6]. The previous experiments [2] showed that when industrial urea was dissolved in water at 20 °C, the temperatures of 20% and 40% solutions decreased immediately and significantly to 15.1 °C and 11.3 °C, respectively. This phenomenon may produce an effect similar to the existing technique of precooling a material to be mixed in concrete for reducing the cement hydration temperature. In particular, it should contribute greatly to reducing the placing temperature of mass concrete or concrete in hot tropical environments [7,8].
Previous studies revealed that carbonic acid (H2CO3), produced in the reaction of urea and water, reacted with calcium hydroxide (Ca(OH)2), and generated during the hydration of cement to produce calcium carbonate (CaCO3) [6,9]. Since it is expected to occur during the hydration process, the occurrence time of this reaction is different from that of the endothermic reaction. CaCO3, one of the products of cement hydration, expands properties and heals cracks within the cement microstructure [10,11]. Recent studies [12,13] suggested that precipitating CaCO3 within the cement microstructure by mixing bacteria made of urease, which catalyzes the hydrolysis of urea with concrete, was helpful for enhancing the strength and durability of cement and self-healing cracks [14,15,16]. In general, these bacteria are made through the hydrolysis of urea and are fixed to other substances such as ceramsite or graphite nanoplatelets and hydrogels for mixing with concrete [17,18,19]. In recent years, urea-based bacteria have been increasingly used for healing cracks in concrete because CaCO3, a reaction product, is completely compatible with the cement matrix; therefore, this approach is efficient and sustainable [20,21]. Many studies have investigated different types of bacteria and urea hydrolysis techniques [9,22]. However, almost no studies have investigated the direct mixing of industrial urea with concrete for limiting crack formation and shrinkage.
As mentioned above, the reaction properties of cement composites mixed with urea strongly influence the process of generating cracks in concrete. The primary reaction of urea with water decreases the initial temperature of concrete and reduces thermal cracks in concrete. Moreover, the secondary reaction, expanding the internal cement matrix and producing CaCO3 production, reduces shrinkage cracking before and after cement hardening. Thermal and shrinkage cracks cause the greatest damage and occur most frequently among concrete cracks caused by material factors [1,23]. In reality, if industrial urea used as a concrete additive can positively control the two abovementioned causal factors of cracks, it will produce eco-friendly concrete composites and reduce costs by automatically repairing cracks in concrete. This is because industrial urea is produced mainly using CO2 and NH3, both of which criteria material [24,25]. The speed at which the environment load of substances such as CO2 in the air is consumed could be accelerated through sufficient use of and demand for industrial urea (approximately 6 million m3/year) along with the use of ready-mixed concrete. At the same time, the use of industrial urea could lead to increases in concrete prices in some countries, including Korea, where facilities for CO2 capture and storage have not yet been established.
This study examined the feasibility of commercializing concrete mixed with urea through comparisons with the performance of existing low-heat mixtures to reduce cracks in concrete. This study evaluated various physical and mechanical properties caused by the mixing of urea in structural concrete, for which there was not enough data. Furthermore, the optimal mixing design, with a suitable mixing technology and mixing rate of materials, was examined.
2. Research Significance
Many studies have noted that the main causes of cracks in concrete are the mechanical strain as a result of physical volume changes and the high hydration heat due to drying shrinkage in the end. Since these mechanisms are frequently observed in concrete, can be caused by many factors, and have many potential solutions, only a few studies have evaluated them at the same time. Most previous studies have analyzed these two mechanisms separately. In contrast, this study aimed to control both factors by using novel and eco-friendly materials.
I have been researching to achieve this goal in a step-by-step approach. The first step was to establish a scientific theory examining the chemical reaction properties and microstructure of urea in cement composites [2]. The second step is to conduct a laboratory test that compares the design techniques of mixing concrete with urea and the various performances of concrete. Finally, I plan to evaluate the field application at an actual construction site or through a mock-up. This study is the second step of the process, and the objective of this study was to evaluate the performance of concrete composites mixed with urea-based on the chemical reactivity of urea found in the previous study [2].
3. Experimental Design
3.1. Materials
The industrial urea used in this study comprises white particles with a mean size of 0.5–5 mm (Figure 1). Due to its strong water-soluble property, urea is produced in a globular form encapsulated using polymethyl methacrylate. Its solubility in water can be up to 525 g at 25 °C, and it reacts with and dissolves immediately in water. In particular, when urea is mixed in concrete, its dissolution performance improves due to the forceful mixing of the mixer. The reaction characteristics that can appear when urea is mixed with cement composites, described above, can be explained by Equations (1) and (2). Table 1 lists the physical and chemical properties of the urea used in the present experiment.
CO(NH2)2 + 2H2O → H2CO3 + 2NH3,
H2CO3 + Ca(OH)2 → CaCO3 + 2H2O,
Ordinary Portland cement (OPC, density: 3140 kg/m3, fineness: 343 m2/kg), ground granulated blast-furnace slag (GGBS, density: 2910 kg/m3, fineness: 438 m2/kg; ASTM C989 [26]), and fly ash (FA, density: 2230 kg/m3, fineness: 372 m2/kg; ASTM C618 Class F [27]) were used as binders in this study. In addition, low-heat Portland cement (LPC, density: 3220 kg/m3, fineness: 366 m2/kg; ASTM C150 type IV [28]) was mainly used for lowering the hydration heat when exposing concrete to an extreme temperature or for massive members for performing relative comparisons of different urea mixtures. The chemical compositions of the cementitious materials used in this study are listed in Table 2. The fine and coarse aggregates had a density of 2610 and 2670 kg/m3, a maximum dimension of 5 and 25 mm, and a water absorption rate of 1.05% and 1.28%, respectively. A superplasticizer from the polycarboxylate series and a viscosity agent from the methylcellulose series were used as agents.
3.2. Mixture Design
Table 3 shows the mixture proportions of the concrete used in the experiments. The water/binder ratio (W/B) was fixed at 0.5 for all mixtures, and three urea mixture ratios (5%, 10%, and 15% mass) were used based on the mass of the binder. Due to the strong water-soluble property of urea, a higher urea mixing ratio increased the volume (mixing water + urea) of the aqueous solution proportionally. Therefore, as shown in Table 3, the increase in aqueous urea volume with increasing urea mixture proportion must be considered carefully. Because the urea that dissolves and exists in water does not impact cement hydration, as a rule, it does not affect the W/B (weight proportion of water required for hydration of a binder) of concrete. However, when the amount of aqueous solution is increased while keeping the amount of binder fixed, the surplus amount that does not affect hydration increases, and this could result in decreased strength of cement composites after hardening [2,4]. In particular, increasing the amount of aqueous solution in unhardened concrete is expected to strongly influence flow properties such as the slump. In this study, two solutions are suggested for resolving the issue of excessive increase in the amount of unhardened concrete in which more than 15% of urea is mixed. One solution is to adjust the viscosity of cement paste by adding a viscosity agent (U15V in Table 3). This method maintains the initially designed mixture proportion and controls the segregation that is likely to occur owing to the surplus amount by making the paste more viscous. The other solution is to reduce the unit water content to ~89% compared to the standard (U15W in Table 3). The volume will reduce upon lowering the unit water content; to counteract this feature, the overall volume of concrete is fixed by increasing the ratio of fine aggregates and coarse aggregates. In the second solution (i.e., U15W), namely, reducing the amount of water, the W/B ratio will be lower than the initially set value of 0.5; therefore, the mechanical properties should be evaluated accordingly. Both solutions were tested through experiments to identify the one that is more advantageous in terms of the engineering performance of concrete.
Meanwhile, a control group with different types of binders was prepared to evaluate comparatively the reduction in the cement hydration heat, which is the main purpose of mixing. Low-heat binders are often mixed in the existing mass of concrete, as investigated herein through Cases 1 and 2. Case 1 is ternary blended cement in which FA and GGBS, both of which are representative supplementary cementitious materials (SCM), are converted to 20% and 30%, respectively. In Case 2, OPC was completely replaced by LPC and then FA was applied after 20% conversion. These two types of blended cement are very effective in reducing the cement hydration heat because they significantly increase the proportion of SiO2 among the components of a binder.
3.3. Methods
The slump and air content of unhardened concrete were measured in accordance with ASTM C143 [29] and ASTM C231 [30], respectively. To measure the setting time, a penetration resistance test was conducted according to ASTM C403 [31] by using fresh mortar with coarse aggregates being removed using a 4.75-mm sieve immediately after mixing fresh concrete. To measure the compressive strength of concrete, a cylinder specimen with dimensions of 100 mm × 200 mm was made in accordance with ASTM C39 [32], and water curing at a temperature of 21 ± 2 °C up to a certain age was implemented. A specimen with accelerated carbonation was produced in a 100 mm × 100 mm × 400 mm cubic mold. This specimen was cured for 28 days, and then, its two ends were coated with epoxy resin to ensure that carbon dioxide (CO2) could penetrate only into the specimens in a two-dimensional model. The specimen was inserted in an accelerated carbonation tester produced to maintain a temperature of 20 ± 2 °C with relative moisture of 50 ± 5% and CO2 concentration of 10 ± 0.5%, and the carbonation depth was measured using phenolphthalein solution. In general, for experimentally evaluating the shrinkage strain of concrete, the shrinkage of concrete is calculated by measuring the shrinkage length of a specimen; however, this may cause experimental errors owing to external environmental factors and specimen damage during curing. In this experiment, a strain gauge (Tokyo Sokki Kenkyujo, Tokyo, Japan) was embedded in the center of a mold with dimensions of 100 mm × 100 mm × 400 mm, and the shrinkage was measured subsequently using the data-logger at 30-min intervals was collected and recorded automatically. For measuring the hydration heat of concrete simply and easily, a T-type thermocouple was installed at the center of a mold (internal dimension: 220 mm × 220 mm × 230 mm, insulation thickness: 25 mm) made of compressed polystyrene for maintaining insulation. Then, the concrete temperature owing to hydration heat was measured automatically for up to seven days of aging at 30-min intervals using a device connected with the thermocouple. While measuring the shrinkage strain and hydration heat, the specimen was kept in an environment with a temperature of 20 ± 2 °C and relative moisture of 50 ± 5%.
4. Results and Discussion
4.1. Slump and Setting Time
Due to its strong aqueous substrate, urea increases the amount when it is mixed with concrete, and it thereby impacts the physical properties of fresh concrete. Table 4 shows the experimental results of unhardened concrete for each designed mixture.
The urea mixture shows a proportional increase in slump according to the increase in the phase of the mixture amount. Relative to the standard OPC mixture, the slump of the U5 and U10 mixtures increased by 20 mm and ~35 mm, respectively. Because this phenomenon may cause segregation due to an excessive increase in liquidity during mass production, additional care must be taken when using it. The slump decreased to 220 mm in the mixture with up to 15% of urea (U15V) because a viscosity agent was added to this mixture and the unit water content decreased. This slump was the same as that of the U10 mixture, because the total volume of urea aqueous solution in the U10 and U15W mixtures was similar: U10, 165 (w) + 28 (u) = 193 L; U15W, 147 (w) + 42 (u) = 189 L.
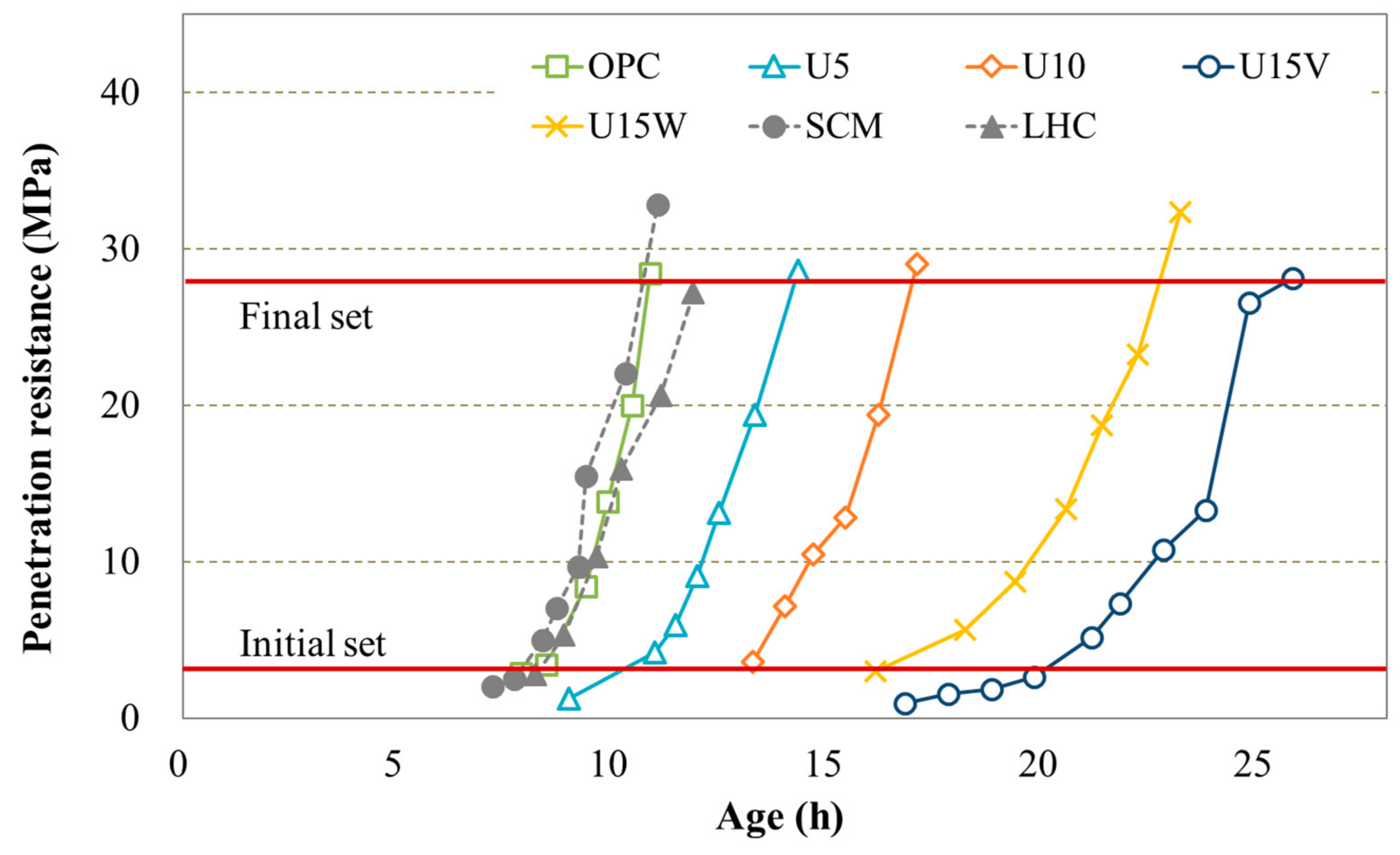
Figure 2 shows the results of setting tests conducted according to ASTM C191 [32] in which the penetration resistance of concrete was measured 30–60 min after placing. The main focus of the assessment of the initial and final setting points of cement is the retardation performance of elements. Because the elements show a sharp decrease in temperature owing to the reaction with water, cement composites with a low temperature at early placing require a greatly increased setting time. The experimental results indicate that in contrast to the slope of the curve, which is similar in almost all mixtures until the final setting time is reached after the initial setting, the starting point of the curve, that is, the initial setting point, differs greatly for different mixtures. For the U15V mixture with considerable urea and the U15W mixture, the initial setting point was retarded by up to more than 12 h and 8 h, respectively, relative to that of OPC. This phenomenon is attributed to the fact that the top surface is left in a wet state for a long time owing to the increased amount of initial bleeding as the amount in an unhardened state increases; furthermore, the concrete placing temperature decreases sharply immediately after mixing [33]. The SCM and LHC mixtures showed similar tendencies to the standard OPC mixture, indicating that the initial reaction of low-heat cementitious materials does not have a significant effect on the setting properties.
4.2. Compressive Strength
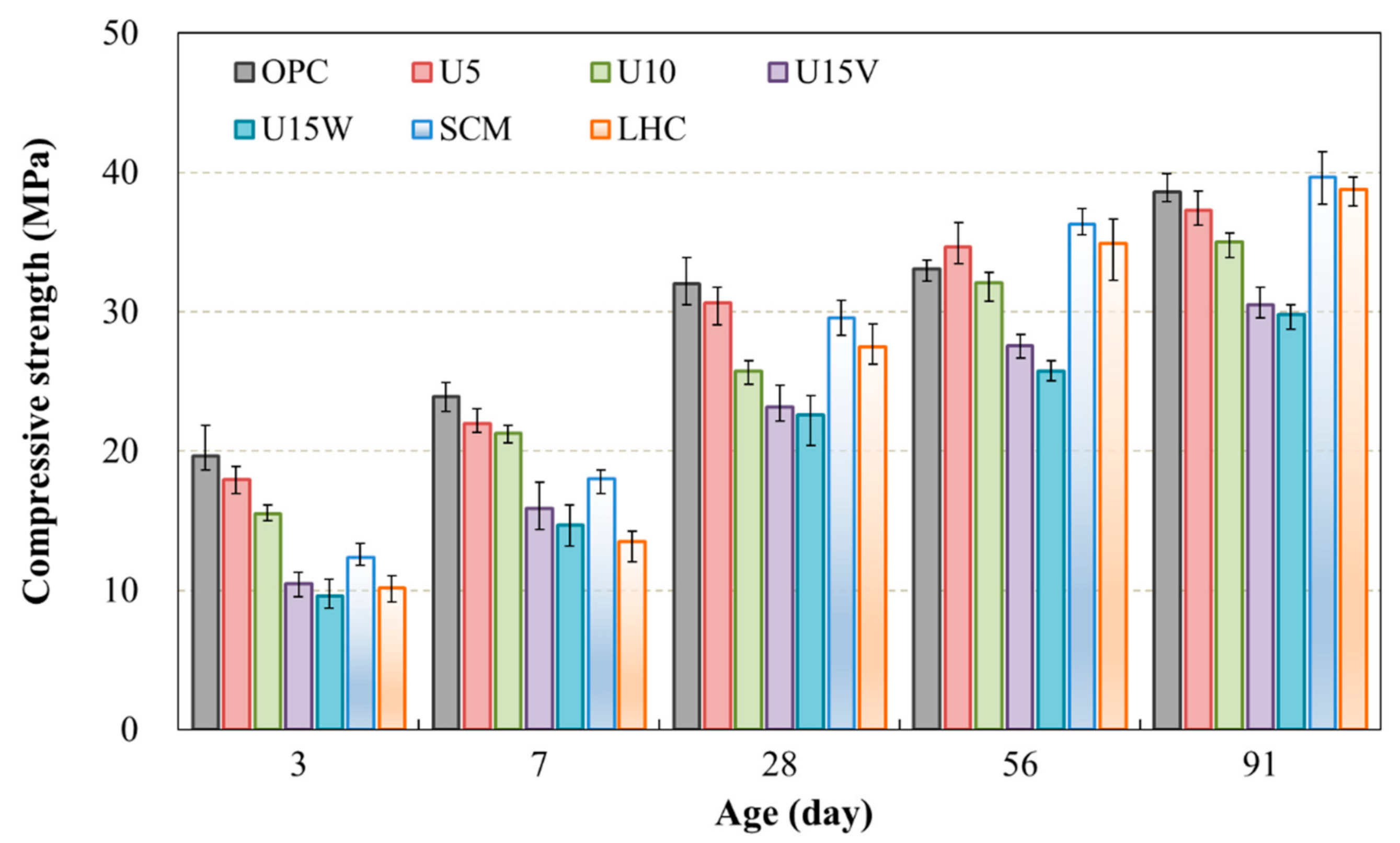
The compressive strength measurements of three specimens were averaged for each low-heat mixture including the urea mixture ratio (Figure 3). Concrete with relatively low hydration heat is known to show slow strength development, and therefore, the compressive strength was measured for up to 91 days. Relative to the OPC mixture, the mixture with urea shows ~60% strength with initial aging for three and seven days. This tendency becomes more distinctive as the urea mixture proportion is increased gradually. As in SCM or LHC, the hydration temperature is controlled by adjusting the reaction velocity (or reacting dose) of cement hydration or inducing the pozzolanic reaction. On the contrary, because mixing urea in concrete results in a temperature decrease as soon as it dissolves in water, it is considered to affect the speed of strength development through cement hardening and retardation. With long-term aging for more than 56 days, LHC containing urea showed a strength close to that of the standard OPC mixture. This result is attributed to the continuous reaction of cement particles over time that are not hydrated sufficiently in the early stage, and it can be considered a typical strength property of a low-heat mixture. However, U15V and U15W mixtures showed ~78% strength development with long-term aging for 91 days compared to the standard OPC mixture. Considering the required safety factor for a given site, separate measures must be taken to enhance the concrete strength; a urea mixture proportion of within 10% is considered appropriate.
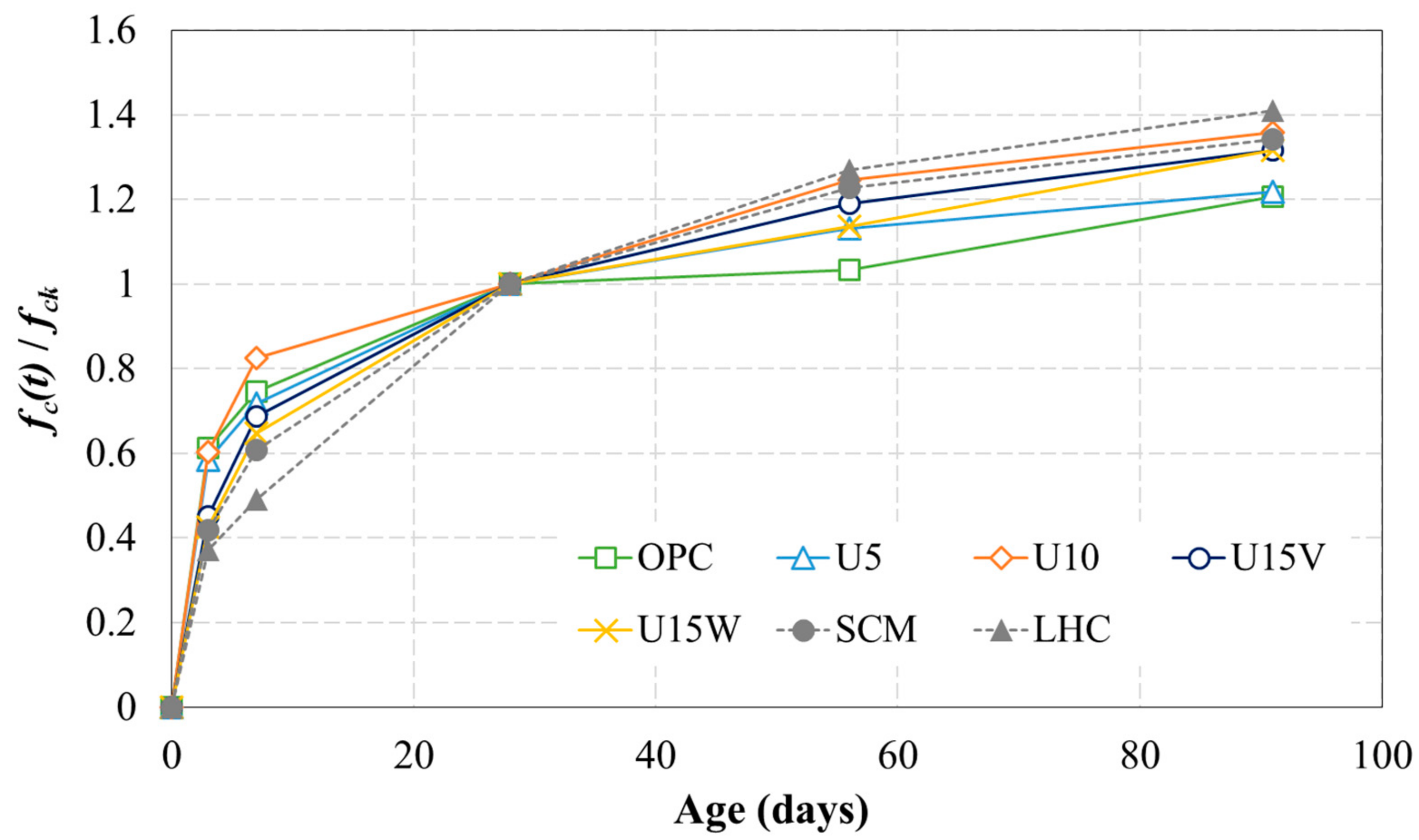
Figure 4 shows the typical compressive strength gain ratio measured in the experiment. The compressive strength (fc(t)) of a specimen with an aging of t days was normalized on the basis of the compressive strength (fcu) at 28 days to examine the strength development with early aging (<28 days) and long-term aging (>28 days). The strength gain ratio at 3 days relative to the 28-day strength of a mixture with urea was between 0.42 (U15W) and 0.60 (U5), and that at 91 days was between 1.21 (U5) and 1.36 (U15V). The long-term strength gain ratio of all mixtures exceeded the conventional value of 1.05–1.2 for plain concrete as presented in ACI 318 [29], thus enabling the evaluation of strength development in low-heat mixtures.
4.3. Accelerated Carbonation
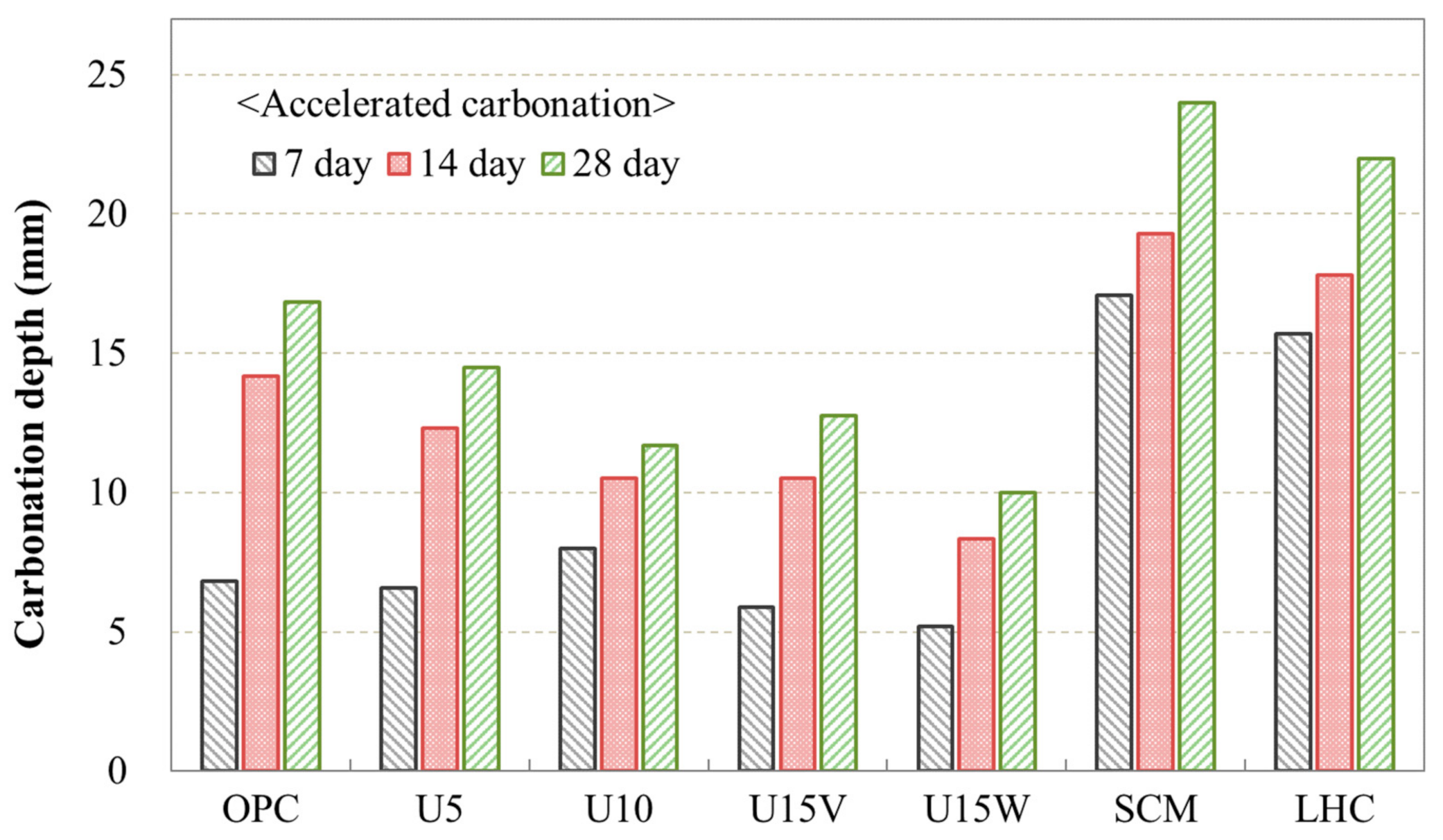
Figure 5 shows the results of the experiments performed to assess the resistance to CO2 penetrating concrete from the air. The experimental results indicated that an increasing urea mixture proportion resulted in higher resistance to CO2 penetration. This result is mainly attributed to the strong alkalinity; in contrast to the pH of a general cement composite, which is known to be 12–13, it reduces to ~9 by carbonation [30]. As shown in Table 1, the pH of urea is ~12.8. Therefore, concrete is more likely to maintain its alkalinity with an increase in the urea mixture proportion, and this may increase the resistance of the structures to carbonation. On the other hand, SCM and LHC specimens showed much greater carbonation depths than other mixture ratios. The SCM and LHC mixtures have a high proportion of SiO2 in the binders because a mineral admixture is used, and they both consume Ca(OH)2 in cement through a hydration process [23]. Ca(OH)2 is a key element that maintains the alkalinity of concrete, and an alternative mineral admixture for avoiding the deterioration of the carbonation durability of concrete has not been found thus far. Mixing urea in concrete could solve the carbonation durability problem.
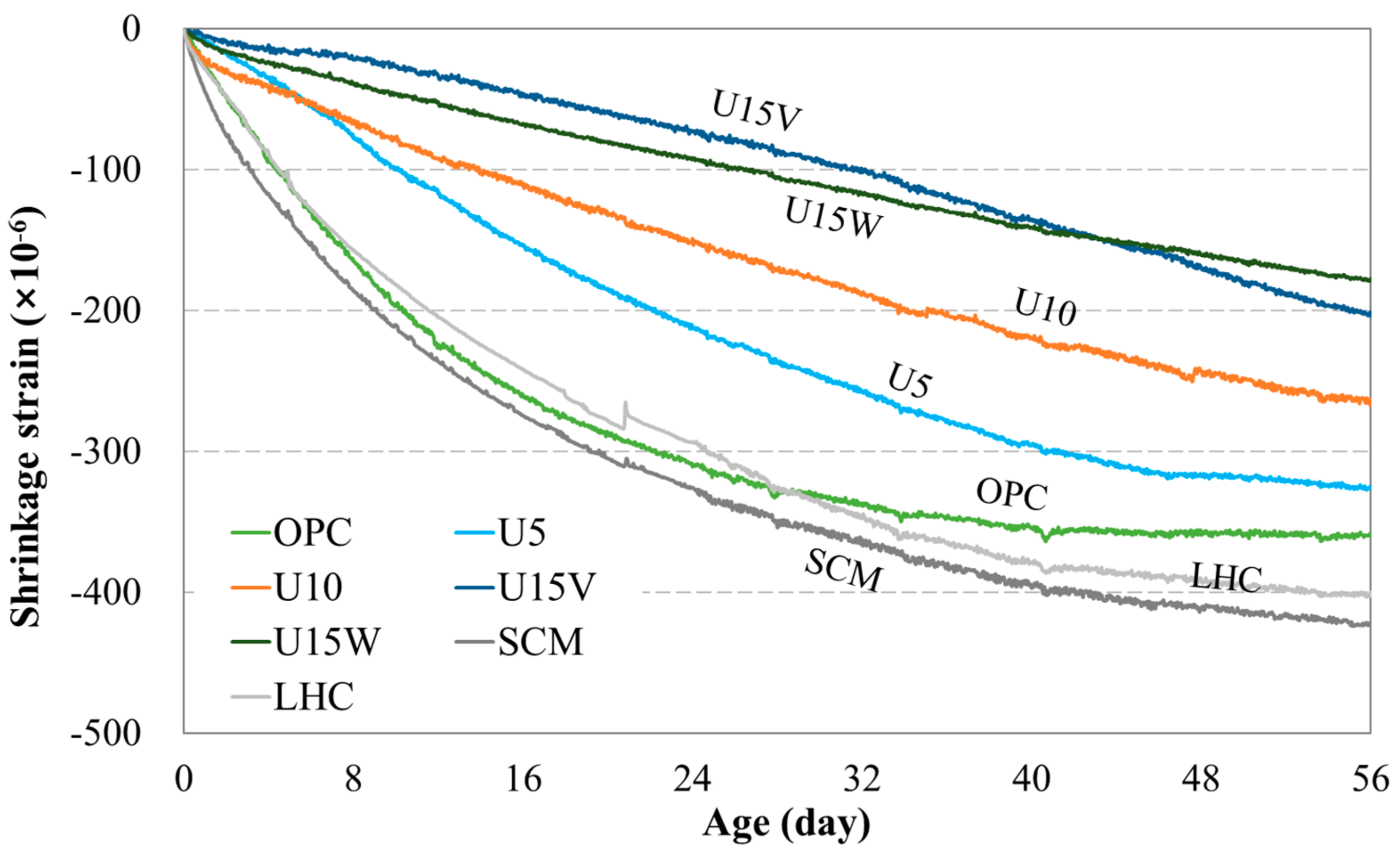
4.4. Dry Shrinkage Strain
CaCO3 production as given by Equation (2) restricts crack formation in concrete and is expected to not only make the cement microstructure compact but also offset a certain portion of the dry shrinkage strain. Figure 6 shows the dry shrinkage strain results measured at 30-min intervals using an embedded strain gauge. OPC showed a sharp strain during early aging and a stable tendency after 40-day aging. The highest strain of 3.58 × 10−6 was seen with 56-day aging; this was in the range of the general shrinkage rate of concrete. By contrast, urea mixtures showed a 7.6% (U5), 23.4% (U10), 41.0% (U15V), and 48.7% (U15W) lower shrinkage rate compared to that of OPC. The shrinkage reduction in concrete mixed with urea is considered attributable to CaCO3 production. This assumption is supported by the fact that the urea flow-out phenomenon was observed during the experiment (Figure 7). Consequently, it is believed that CaCO3, a reaction product of urea, is closely associated with shrinkage strain.
Existing low-heat mixtures such as SCM and LHC show a strain similar to that of OPC. In general, the early hydration of LHC is slow, and the strength development takes a long time to end [7]. Therefore, it is more likely to cause dry shrinkage because the remaining water quantity is relatively high without contributing to hydration during early placing [12,31]. This is one of the reasons why it is difficult to control both dry shrinkage and hydration heat simultaneously. However, high durability is required in dams or marine structures, and concrete mixed with urea could be a promising alternative for these applications.
4.5. Simplify Hydration Heat Development
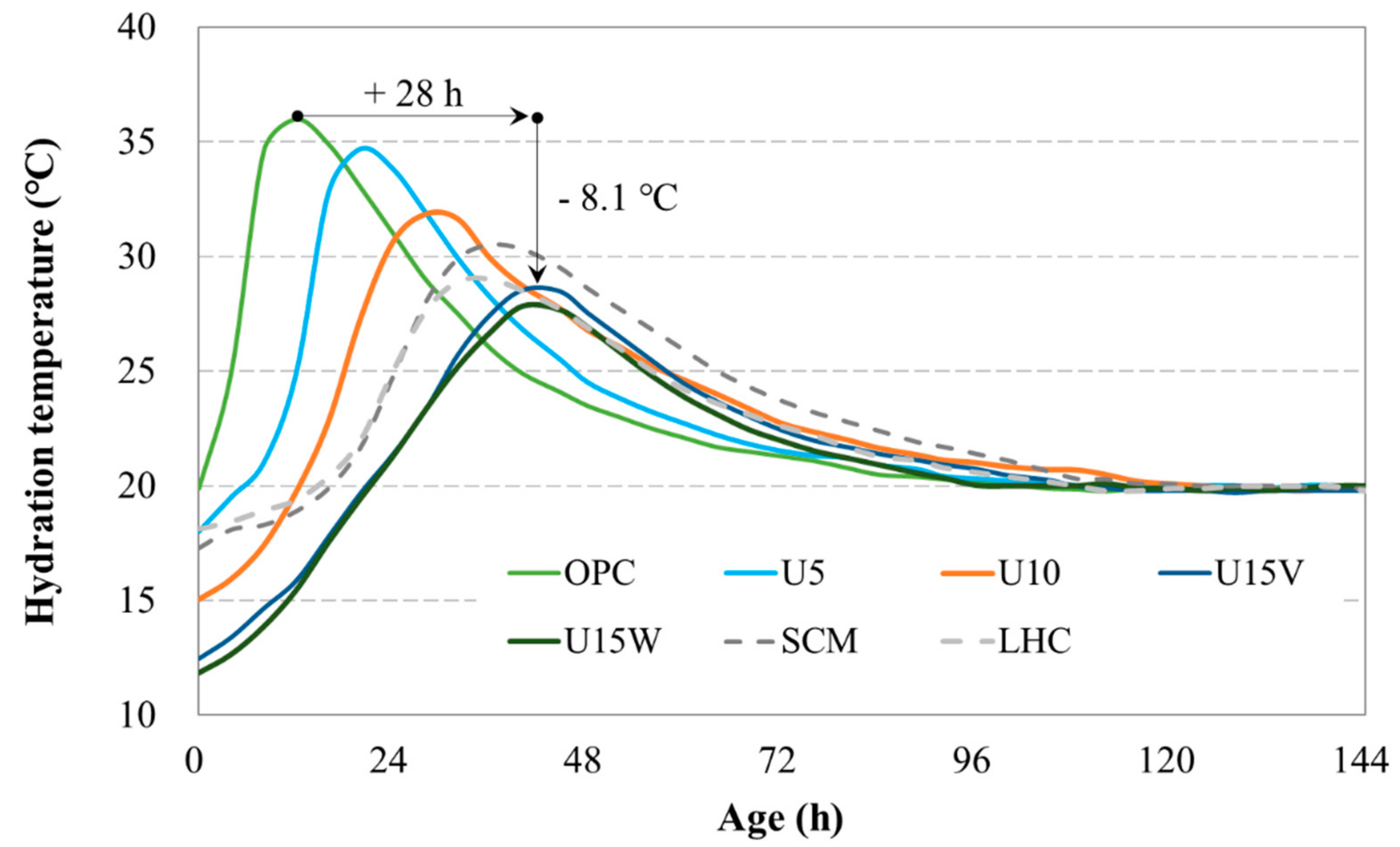
As a simple method to assess the heat of concrete relatively, the hydration heat history of the center was recorded with the time after producing a concrete specimen in the insulated mold. This experiment provides a relative comparison of the temperature at initial placing, peak temperature, and the time required to reach the peak temperature, as shown in Figure 8.
The urea mixture proportion was confirmed to strongly influence three factors. Compared to OPC, with an increase in the urea mixture proportion, the time required to reach the peak temperature was delayed by ~8 h, 16.5 h, and 28 h for U5, U10, and both U15V and U15W, respectively. Furthermore, the peak temperature caused by the hydration heat decreased by 1.3 °C (U5), 4.2 °C (U10), 7.5 °C (U15V), and 8.1 °C (U15W) compared with that of OPC. Concrete mixed with urea showed a lower peak temperature because the temperature immediately after mixing was very low even though the subsequent temperature increase was generally similar. This suggests that the added urea keeps the temperature low constantly even after the rapid heat absorption reaction occurs upon contact with water. In conclusion, urea addition reduced the temperature of concrete immediately after placing, thereby proportionally reducing the peak temperature. Furthermore, it did not impact the hydration development of cement. SCM and LHC showed reduced temperatures corresponding to moderate levels of U10 and U15 in terms of factors such as the peak temperature and the time required to reach the peak temperature.
5. Conclusions
This study investigated industrial urea as an additive to concrete for limiting crack formation. As a result, concrete mixed with urea showed relatively excellent performance in terms of carbonation durability and shrinkage reduction, and a sharp decrease in temperature at an early age. In particular, the possibility of controlling both the dry shrinkage strain and the high hydration heat simultaneously was demonstrated. The experimental comparisons with existing mixtures provided the following results:
- The increase in the urea mixing ratio strongly influenced the workability of concrete. A separate measure is required to prevent segregation when the mixing ratio of urea exceeds 15% of the binder weight. Although this study considered reducing water content and inserting additional viscosity agents, as the workability and compressive strength development of concrete, a urea mixing ratio of ~10% was believed appropriate;
- The abrupt temperature variations occurring immediately after mixing concrete with urea strongly affected diverse factors such as the setting time, strength development at the initial aging stage, and the hydration heat curve. Compared to conventional mixing ratios, it was found that the initial setting time was delayed by up to 12 h compared to the standard mixing ratio. Moreover, the results of the hydration heat development revealed that the time required to reach the peak temperature was delayed by up to 28 h. Since excessive condensation delay may result in unexpected consequences in the construction process, it should be considered in determining the mixing ratio of urea;
- Mixing with urea can considerably decrease the strength of concrete at an early age due to a low-temperature condition. The strength characteristics of long-term aged concrete showed that the strength of 5% and 10% urea mixing ratios recovered to that of conventional low-heat mixing ratio using supplementary cementitious materials. However, that of the 15% mixing ratio was only 70% of the conventional ratio;
- Concrete mixed with urea showed excellent resistance to carbonation compared to existing low-heat mixtures with SCM. It was due to the pH of urea in the microstructure. Even after most of the hydration of the cement is completed, urea in the microstructure of cement composites can maintain the alkalinity of them;
- A higher mixing ratio of urea greatly mitigated the drying shrinkage, a disadvantage of low-heat concrete, more. It decreased the shrinkage reduction rate up to 48.7% compared to the control specimen. It was found that the decrease of dry shrinkage strain was proportional to the increased ratio of urea. This could be caused by the expansion of the microstructure due to CaCO3 production.
Funding
This research was funded by a grant (19AUDP-B147695-05) from the Architecture and Urban Development Research Program funded by the Ministry of Land, Infrastructure, and Transport of the Korean Government.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Acknowledgments
This research was supported by a grant (19AUDP-B147695-05) from the Architecture and Urban Development Research Program funded by the Ministry of Land, Infrastructure, and Transport of the Korean Government.
Conflicts of Interest
The author declares no conflict of interest.
References
- Claisse, P.A. (Ed.) Chapter 23—Creep, Shrinkage, and Cracking of Concrete. In Civil Engineering Materials; Butterworth-Heinemann: Oxford, UK, 2016; pp. 241–249. [Google Scholar]
- Kim, H.Y. Urea Additives for Reduction of Hydration Heat in Cement Composites. Constr. Build. Mater. 2017, 156, 790–798. [Google Scholar] [CrossRef]
- Lewis, G.N.; Burrows, G.H. The Free Energy of Organic Compounds. I. The Reversible Synthesis of Urea and of Ammonium Cyanate. J. Am. Chem. Soc. 1912, 34, 1515–1529. [Google Scholar] [CrossRef]
- Mwaluwinga, S.; Ayano, T.; Sakata, K. Influence of Urea in Concrete. Cem. Concr. Res. 1997, 27, 733–745. [Google Scholar] [CrossRef]
- Ikeguchi, M.; Nakamura, S.; Shimizu, K. Molecular Dynamics Study on Hydrophobic Effects in Aqueous Urea Solutions. J. Am. Chem. Soc. 2001, 123, 677–682. [Google Scholar] [CrossRef]
- Stumpe, M.C.; Grubmüller, H. Aqueous Urea Solutions: Structure, Energetics, and Urea Aggregation. J. Phys. Chem. B 2007, 111, 6220–6228. [Google Scholar] [CrossRef] [PubMed]
- Rastrup, E. Heat of Hydration in Concrete. Mag. Concr. Res. 1954, 6, 79–92. [Google Scholar] [CrossRef]
- Seo, T.-S.; Kim, S.-S.; Lim, C.-K. Experimental Study on Hydration Heat Control of Mass Concrete by Vertical Pipe Cooling Method. J. Asian Archit. Build. Eng. 2015, 14, 657–662. [Google Scholar] [CrossRef]
- Krajewska, B. Urease-Aided Calcium Carbonate Mineralization for Engineering Applications: A Review. J. Adv. Res. 2018, 13, 59–67. [Google Scholar] [CrossRef] [PubMed]
- Van Tittelboom, K.; de Belie, N.; de Muynck, W.; Verstraete, W. Use of Bacteria to Repair Cracks in Concrete. Cem. Concr. Res. 2010, 40, 157–166. [Google Scholar] [CrossRef]
- Restuccia, L.; Reggio, A.; Ferro, G.A.; Tulliani, J.M. New Self-Healing Techniques for Cement-Based Materials. Procedia Struct. Integr. 2017, 3, 253–260. [Google Scholar] [CrossRef]
- Van Tittelboom, K.; Gruyaert, E.; Rahier, H.; de Belie, N. Influence of Mix Composition on the Extent of Autogenous Crack Healing by Continued Hydration or Calcium Carbonate Formation. Constr. Build. Mater. 2012, 37, 349–359. [Google Scholar] [CrossRef]
- Li, V.C.; Yang, E.H. Self Healing in Concrete Materials. In Springer Series in Materials Science; Springer: Dordrecht, The Netherlands, 2007; pp. 161–193. [Google Scholar]
- Luo, M.; Qian, C. Influences of Bacteria-Based Self-Healing Agents on Cementitious Materials Hydration Kinetics and Compressive Strength. Constr. Build. Mater. 2016, 121, 659–663. [Google Scholar] [CrossRef]
- Siddique, R.; Chahal, N.K. Effect of Ureolytic Bacteria on Concrete Properties. Constr. Build. Mater. 2011, 25, 3791–3801. [Google Scholar] [CrossRef]
- De Muynck, W.; Debrouwer, D.; de Belie, N.; Verstraete, W. Bacterial Carbonate Precipitation Improves the Durability of Cementitious Materials. Cem. Concr. Res. 2008, 38, 1005–1014. [Google Scholar] [CrossRef]
- Wang, J.; Dewanckele, J.; Cnudde, V.; van Vlierberghe, S.; Verstraete, W.; de Belie, N. X-ray Computed Tomography Proof of Bacterial-Based Self-Healing in Concrete. Cem. Concr. Compos. 2014, 53, 289–304. [Google Scholar] [CrossRef]
- Chen, H.; Qian, C.; Huang, H. Self-Healing Cementitious Materials Based on Bacteria and Nutrients Immobilized Respectively. Constr. Build. Mater. 2016, 126, 297–303. [Google Scholar] [CrossRef]
- Bang, S.S.; Galinat, J.K.; Ramakrishnan, V. Calcite Precipitation Induced by Polyurethane-Immobilized Bacillus pasteurii. Enzyme Microb. Technol. 2001, 28, 404–409. [Google Scholar] [CrossRef]
- Jonkers, H.M.; Thijssen, A.; Muyzer, G.; Copuroglu, O.; Schlangen, E. Application of Bacteria as Self-Healing Agent for the Development of Sustainable Concrete. Ecol. Eng. 2010, 36, 230–235. [Google Scholar] [CrossRef]
- De Belie, N.; Gruyaert, E.; Al-Tabbaa, A.; Antonaci, P.; Baera, C.; Bajare, D.; Darquennes, A.; Davies, R.; Ferrara, L.; Jefferson, T.; et al. A Review of Self-Healing Concrete for Damage Management of Structures. Adv. Mater. Interfaces 2018, 5, 1800074. [Google Scholar] [CrossRef]
- Hammes, F.; Boon, N.; de Villiers, J.; Verstraete, W.; Siciliano, S.D. Strain-Specific Ureolytic Microbial Calcium Carbonate Precipitation. Appl. Environ. Microbiol. 2003, 69, 4901–4909. [Google Scholar] [CrossRef] [Green Version]
- Jung, S.H.; Choi, Y.C.; Choi, S. Use of Ternary Blended Concrete to Mitigate Thermal Cracking in Massive Concrete Structures—A Field Feasibility and Monitoring Case Study. Constr. Build. Mater. 2017, 137, 208–215. [Google Scholar] [CrossRef]
- Rahimpour, M.R. A Non-Ideal Rate-Based Model for Industrial Urea Thermal Hydrolyser. Chem. Eng. Process. Process Intensif. 2004, 43, 1299–1307. [Google Scholar] [CrossRef]
- Chen, H.J.; Huang, Y.H.; Chen, C.C.; Maity, J.P.; Chen, C.Y. Microbial Induced Calcium Carbonate Precipitation (MICP) Using Pig Urine as an Alternative to Industrial Urea. Waste Biomass Valorization 2019, 10, 2887–2895. [Google Scholar] [CrossRef]
- A. C989/C989M. Standard Specification for Slag Cement for Use in Concrete and Mortars; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- ACC—09. Aggregates, Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- ASTM C150/C150M. Standard Specification for Portland Cement; ASTM International: West Conshohocken, PA, USA, 2011. [Google Scholar]
- ACI Committee 318. Building Code Requirement for Structural Concrete (ACI 318–14); American Concrete Institute: Farmington Hills, MI, USA, 2014. [Google Scholar]
- You, K.; Jeong, H.; Hyung, W. Effects of Accelerated Carbonation on Physical Properties of Mortar. J. Asian Archit. Build. Eng. 2014, 13, 217–221. [Google Scholar] [CrossRef]
- Li, W.; Lang, L.; Lin, Z.; Wang, Z.; Zhang, F. Characteristics of Dry Shrinkage and Temperature Shrinkage of Cement-Stabilized Steel Slag. Constr. Build. Mater. 2017, 134, 540–548. [Google Scholar] [CrossRef]
- ASTM C39/C39M. Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Yoon, S.; Mun, K.; Hyung, K. Physical properties of activated slag concrete using phosphogypsum and waste lime as an activator. J. Asian Archit. Build. Eng. 2015, 14, 189–195. [Google Scholar] [CrossRef] [Green Version]
Figure 1.
Industrial urea used in the current experiment.

Figure 2.
Setting time of the concrete mixture.

Figure 3.
Compressive strength of the concrete mixture.

Figure 4.
Typical compressive strength gain ratio of the concrete mixture.

Figure 5.
Carbonation depths of the concrete mixture.

Figure 6.
Dry shrinkage strain of the concrete mixture.

Figure 7.
Flow out of urea after hardening of concrete.

Figure 8.
Hydration heat history of the concrete mixture.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Properties of industrial urea [2].
Table 1.
Properties of industrial urea [2].
| Chemical Formula | Appearance | Density (kg/m3) | pH Value 1 | Solubility (g) | Molecular Weight | |
|---|---|---|---|---|---|---|
| Urea | CO(NH2)2 | White sphere | 1320 | 12.2 | 545 | 60.06 |
1 10% solution at 25 °C.
Table 2.
Chemical composition of cementitious materials (mass%).
| Binder | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | K2O | Na2O | TiO2 | SO3 | LOI 1 |
|---|---|---|---|---|---|---|---|---|---|---|
| OPC 2 | 21.2 | 6.5 | 2.8 | 62.5 | 3.3 | 0.57 | 0.32 | 0.3 | 2.2 | 0.31 |
| GGBS 3 | 32.5 | 15.5 | 0.44 | 42.1 | 5.7 | 0.4 | 0.18 | 0.9 | 2.08 | 0.2 |
| FA 4 | 54.7 | 27.3 | 7.8 | 6.4 | 1.3 | 0.83 | 0.54 | - | 0.82 | 0.31 |
| LHC 5 | 25.3 | 2.5 | 3.6 | 62.5 | 2.0 | - | 0.2 | - | 1.9 | 2.0 |
1 Loss on ignition. 2 Ordinary Portland cement. 3 Ground granulated blast-furnace slag. 4 Fly ash. 5 Low-heat Portland cement (ASTM C150 type IV).
Table 3.
Mixture proportion of concrete (W/B: 0.5, superplasticizer: 2.64 kg/m3) 1.
| Type of Binder | Mixture ID (Urea Ratio) | Unit Volume Weight (kg/m3) | Volume Fraction of Aqueous Urea Relative to Binder | Actual Measured Air Content (%) | |||||
|---|---|---|---|---|---|---|---|---|---|
| Water | Binder | Urea | Fine Aggregate | Coarse Aggregate | V.A. 2 | ||||
| OPC | OPC | 165 (165 L) | 330 (105 L) | - | 850 (332 L) | 943 (353 L) | - | 0.500 | 4.5 |
| U5 (5%) | 18.3 (14 L) | 835 (326 L) | 926 (347 L) | - | 0.542 | 4.3 | |||
| U10 (10%) | 36.7 (28 L) | 819 (320 L) | 909 (340 L) | - | 0.585 | 4.2 | |||
| U15V (15%) | 55 (42 L) | 804 (314 L) | 892 (334 L) | 0.99 | 0.627 | 4.0 | |||
| U15W (15%) | 147 (147 L) | 55 (42 L) | 826 (322 L) | 916 (343 L) | - | 0.573 | 4.1 | ||
| OPC:GGBS:FA = 5:3:2 by mass | SCM | 165 (165 L) | 330 (117 L) | - | 835 (326 L) | 926 (347 L) | - | 0.560 | 4.5 |
| LHC:FA = 8:2 by mass | LHC | 330 (112 L) | - | 841 (328 L) | 933 (349 L) | - | 0.586 | 4.6 | |
1 Numbers in brackets indicate volumes of each component per cubic meter. 2 Viscosity agent.
Table 4.
Test results of fresh concrete.
| Mixture ID | Slump (mm) | Air Content (%) | Setting Time (h) | Wet Density (kg/m3) | |
|---|---|---|---|---|---|
| Initial | Final | ||||
| OPC | 165 | 5.4 | 8.5 | 10.8 | 2246 |
| U5 | 185 | 4.9 | 10.5 | 14.2 | 2230 |
| U10 | 220 | 4.5 | 13.2 | 17.0 | 2209 |
| U15V | 145 | 3.6 | 20.9 | 25.7 | 2204 |
| U15W | 220 | 5.7 | 16.5 | 22.7 | 2231 |
| SCM | 120 | 3.5 | 8.8 | 10.7 | 2217 |
| LHC | 140 | 3.4 | 8.4 | 12.0 | 2228 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Kim, H.-Y. On the Feasibility of Using Industrial Urea to Mitigate Thermal and Shrinkage Cracking in Concrete. Appl. Sci. 2021, 11, 2483. https://doi.org/10.3390/app11062483
AMA Style
Kim H-Y. On the Feasibility of Using Industrial Urea to Mitigate Thermal and Shrinkage Cracking in Concrete. Applied Sciences. 2021; 11(6):2483. https://doi.org/10.3390/app11062483
Chicago/Turabian StyleKim, Hak-Young. 2021. "On the Feasibility of Using Industrial Urea to Mitigate Thermal and Shrinkage Cracking in Concrete" Applied Sciences 11, no. 6: 2483. https://doi.org/10.3390/app11062483
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.