
Improvement of the Method for Fixing a Punch in the Punch Holder


Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
- Fcutting is the cutting force in N;
- Rg/blank = 0.8 × Rt/blank is the sheet metal shear breaking strength in MPa;
- Rt/blank is the sheet metal tensile strength in MPa;
- Ppunch is the perimeter of the cutting surface of the punch in mm;
- epunch is the thickness of the metal sheet in mm.
3. Results
3.1. Observations
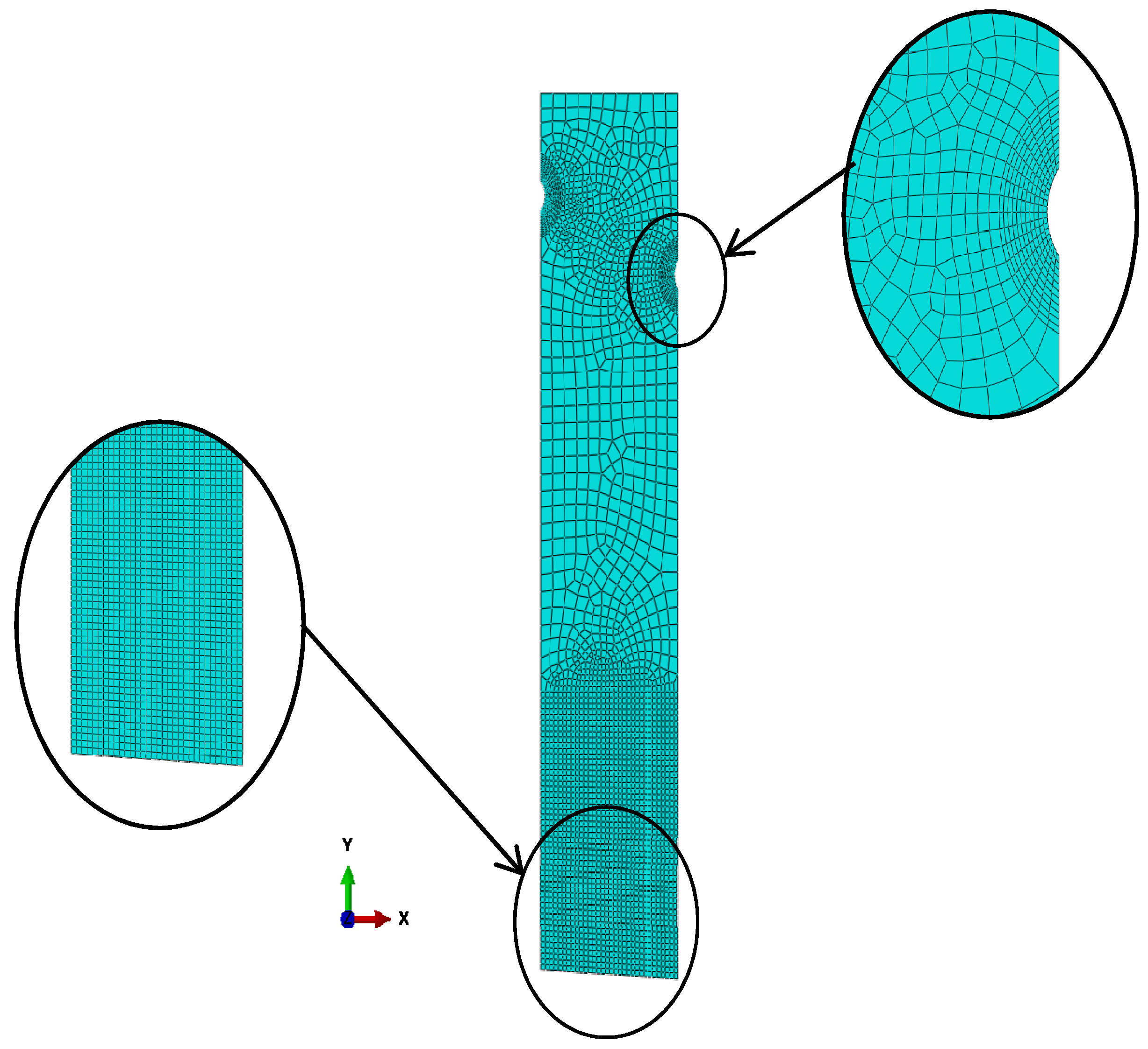
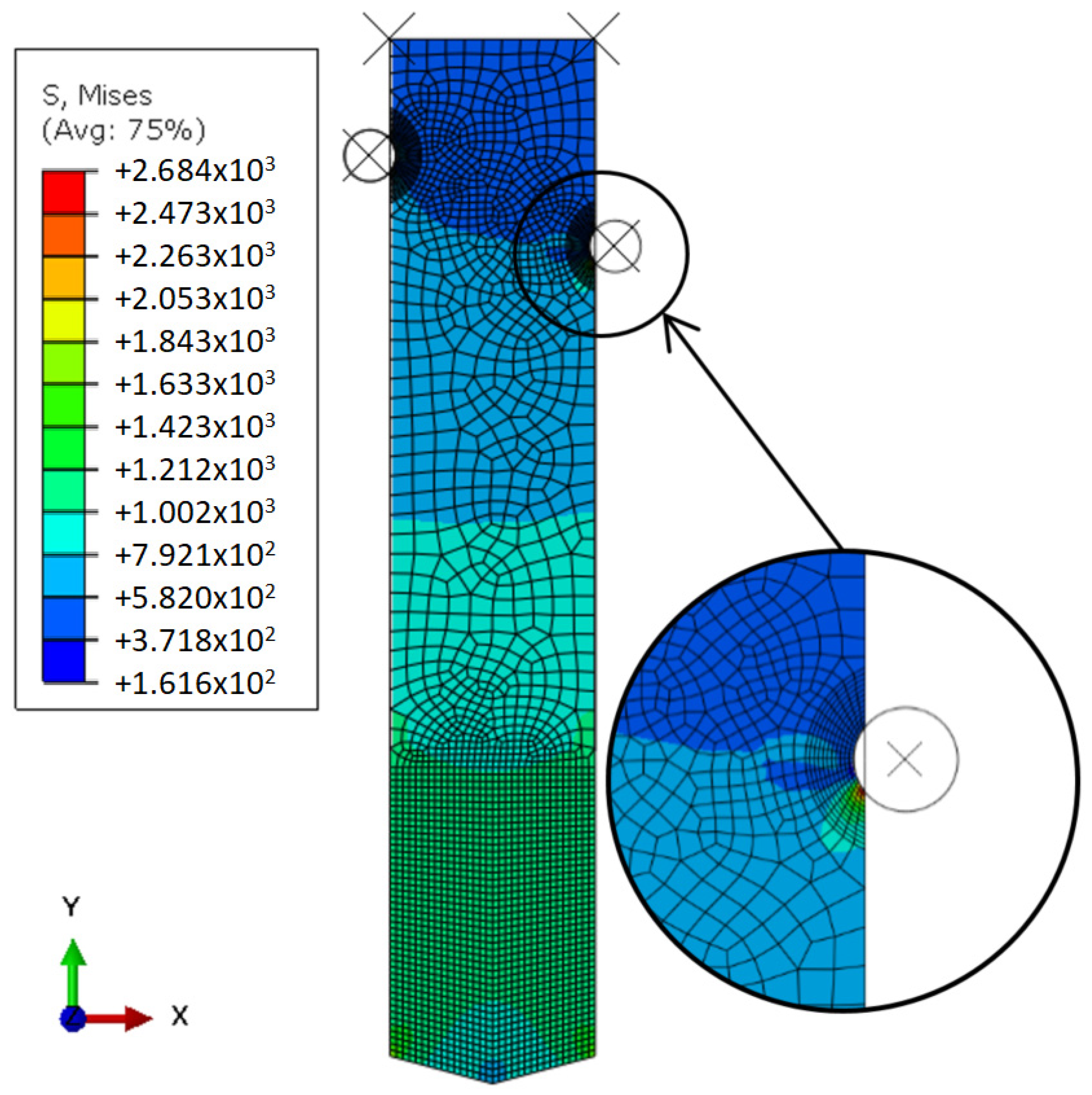
3.2. Numerical Analysis
3.2.1. Initial 2D Model
- Tangential metal–metal contacts with a friction coefficient of 0.2, a classical coefficient for metal–metal contact;
- Hard contact.
3.2.2. Associated 3D Model
4. Discussion
4.1. First Improvement of the Tool
4.2. Second Improvement of the Tool
- Amin = e (𝑤 − dmax) is the minimum area of the punch;
- Fcutting = 20 000 is the cutting force calculated previously in N;
- Re_punch = 2500 is the elastic limit of the punch in MPa;
- 𝑤 = 15.75 is the width of the punch in mm;
- e = 0.9 is the thickness of the punch in mm.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Uddeholm and SSAB. Tooling Solutions for Advanced High Strength Steels, Selection Guidelines. 2008. pp. 18–23. Available online: https://www.ssab.ru/-/media/files/en/docol/334en-docol-tooling-solutions-for-advanced-high-strength-steels.pdf?m=20210122120609 (accessed on 14 November 2021).
- Tekiner, Z.; Nalbant, M.; Gürün, H. An experimental study for the effect of different clearances on burr, smooth-sheared and blanking force on aluminum sheet metal. Mater. Des. 2006, 27, 1134–1138. [Google Scholar] [CrossRef]
- Gréban, F. Découpabilité du Cuivre et des Alliages Cuivreux. Ph.D. Thesis, University of Franche-Comté, Besançon, France, 2006. [Google Scholar]
- Picas, I.; Hernandez, R.; Casellas, D.; Valls, I. Strategies to increase the tool performance in punching operations of UHSS. In Proceedings of the IDDRG, Graz, Austria, 31 May–2 June 2010. [Google Scholar]
- Hambli, R. Etude Expérimentale, Numérique et Théorique du Découpage des Tôles en vue de L’optimisation du Procédé. Ph.D. Thesis, ENSAM of Angers, Angers, France, 1996. [Google Scholar]
- Falconnet, E.; Chambert, J.; Makich, H.; Monteil, G.; Picart, P. Analyse de sensibilité d’un modèle d′usure de poinçon lors du découpage d’alliages cuivreux. In Proceedings of the Congrès Français de Mécanique, Besançon, France, 29 August–2 September 2011. [Google Scholar]
- Gürün, H.; Göktaş, M.; Guldas, A. Experimental Examination of Effects of Punch Angle and Clearance on Shearing Force and Estimation of Shearing Force Using Fuzzy Logic. Trans. Famena 2016, 40, 19–28. [Google Scholar] [CrossRef] [Green Version]
- Kurniawan, Y.; Mahardika, M.; Suyitno. Effect of punch velocity on punch force and burnish height of punched holes in punching process of pure titanium sheet. J. Phys. Conf. Ser. IOP Sci. 2020, 1430, 12053. [Google Scholar] [CrossRef]
- Touache, A. Contribution à la Caractérisation et à la Modélisation de L’influence de la Vitesse et de la Température sur le Comportement en Découpage de Tôles Minces. Ph.D. Thesis, University of Franche-Comté, Besançon, France, 2006. Available online: https://tel.archives-ouvertes.fr/tel-00132399/ (accessed on 14 November 2021).
- Johnson, W.; Slater, R.A.C. A Survey of the Slow and Fast Blanking of Metals at Ambient and High Temperatures. In Proceedings of the International Conference on Manufacturing Technology (CIRP-ASTME), Ann Arbor, MI, USA, 25–28 September 1967; pp. 825–851. [Google Scholar]
- Balendra, R.; Travis, F. Static and dynamic blanking of sheet of varying hardness. Int. J. Mach. Tools Manuf. 1970, 10, 265–275. [Google Scholar] [CrossRef]
- Available online: https://www.mate.com/fr/technical-resources/tips-techniques/punching/punch-die-maintenance/factors-affecting-tool-wear/ (accessed on 14 November 2021).
- Monteil, G.; Gréban, F.; Roizard, X. In Situ punch wear measurement in a blanking tool, by means of thin layer activation. Wear 2008, 265, 630–632. [Google Scholar] [CrossRef]
- Cheung, C.F.; Lee, W.B.; Chiu, W.M. An investigation of tool wear in the dam-bar cutting of integrated circuit packages. Wear 2000, 237, 274–282. [Google Scholar] [CrossRef]
- Won, C.; Lee, S.; Seo, J.; Park, S.H.; Yoon, J. Stripping failure of punching pin in GPa-grade steels. Int. J. Adv. Manuf. Technol. 2019, 94, 73–83. [Google Scholar] [CrossRef]
- He, B. Failure and Protective Measures on Punch & Die for Cold Extrusion. In Proceedings of the 2012 International Conference on Computer Application and System Modeling, ICCASM, Taiyuan, China, 27–29 July 2012. Advances in Intelligent Systems Research. [Google Scholar] [CrossRef] [Green Version]
- Haddadou, M.; Aichoun, M. Etude et Conception de Deux Outils de Découpage-Poinçonnage et de Pliage Pour Clapet Air Bruleur. Ph.D. Thesis, University Mouloud Mammeri de Tizi-Ouzou, Tizi-Ouzou, Algeria, 2014. Available online: https://sociale.ummto.dz/handle/ummto/6041 (accessed on 14 November 2021).
- Makich, H. Etude Théorique et Expérimentale de L’usure des Outils de Découpe: Influence sur la Qualité des Pièces Découpées. Ph.D. Thesis, University of Franche-Comté, Besançon, France, 2011. Available online: https://tel.archives-ouvertes.fr/tel-01068646 (accessed on 14 November 2021).
- Singh, U.P.; Streppel, A.H.; Kals, H.J.J. Design study of the geometry of a punching/blanking tool. J. Mater. Proc. Tech. 1992, 33, 331–345. [Google Scholar] [CrossRef] [Green Version]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Mo | W | Co | V |
|---|---|---|---|---|---|
| 1.28 | 4.0 | 5.0 | 6.4 | - | 3.1 |
| E (GPa) | ρ (g/cm3) | ν | Rc (MPa) |
|---|---|---|---|
| 230 | 8 | 0.3 | 2500 |
| Rmc (MPa) | Hardness (HRC) | Rt (MPa) | Rmt (MPa) |
| 3333 | 61 | 2270 | 3026 |
| Name | Length (mm) | Area (mm2) | Radius (mm) | Diameter (mm) | Angle (deg.) |
|---|---|---|---|---|---|
| AR0 | 5 | 7.844 | 3.138 | 6.276 | 91.292 |
| AR1 | 5.013 | 6.856 | 2.735 | 5.471 | 104.993 |
| Diameter (mm) | σcmax (MPa) | σtmax (MPa) |
|---|---|---|
| 2 | 1639 | 2199 |
| 3 | 1798 | 1530 |
| 4 | 1793 | 1043 |
| 5 | 2037 | 976 |
| 6 | 2161 | 864 |
| Shape | Max Stress in Compression (MPa) | Max Stress in Tension (MPa) |
|---|---|---|
| Round | 1793 | 1043 |
| Square | 1879 | 2551 |
| Oblong | 1772 | 1318 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Semaan, M.; Castex, V.; Ruiz Arramendy, E.; Paredes, M. Improvement of the Method for Fixing a Punch in the Punch Holder. Appl. Sci. 2021, 11, 11013. https://doi.org/10.3390/app112211013
Semaan M, Castex V, Ruiz Arramendy E, Paredes M. Improvement of the Method for Fixing a Punch in the Punch Holder. Applied Sciences. 2021; 11(22):11013. https://doi.org/10.3390/app112211013
Chicago/Turabian StyleSemaan, Melissa, Victor Castex, Eneko Ruiz Arramendy, and Manuel Paredes. 2021. "Improvement of the Method for Fixing a Punch in the Punch Holder" Applied Sciences 11, no. 22: 11013. https://doi.org/10.3390/app112211013