
The Optimal Performance of the Energy Efficiency of a Pulse Dust Collection System towards Sustainability

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Literature Review
2.1. Sustainable Development
2.2. Pulse Dust Collection System
2.3. Operating Parameters of Dust Collector and Applications
3. Optimal Design of Pulse Dust Collection System
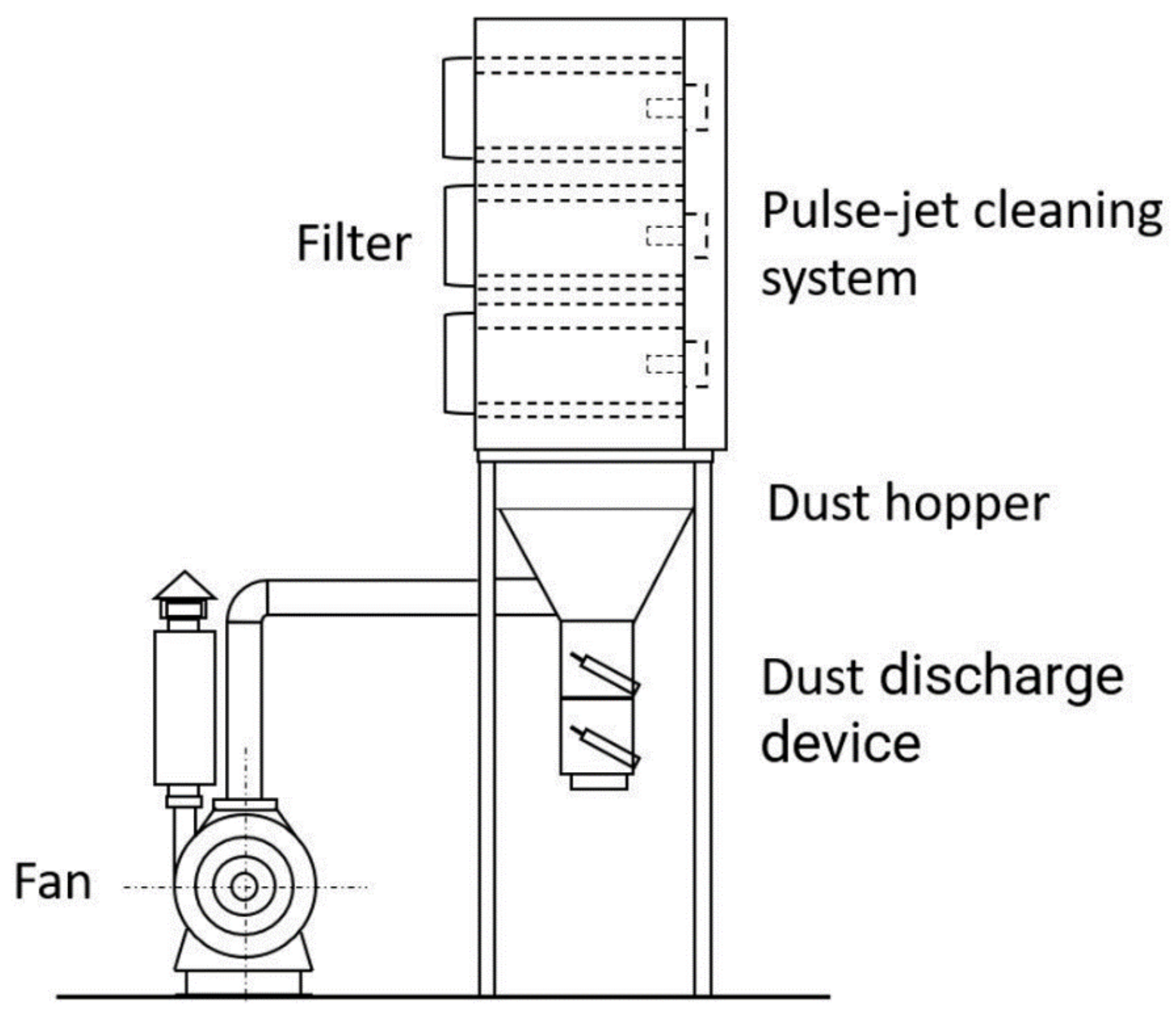
3.1. Concept Design
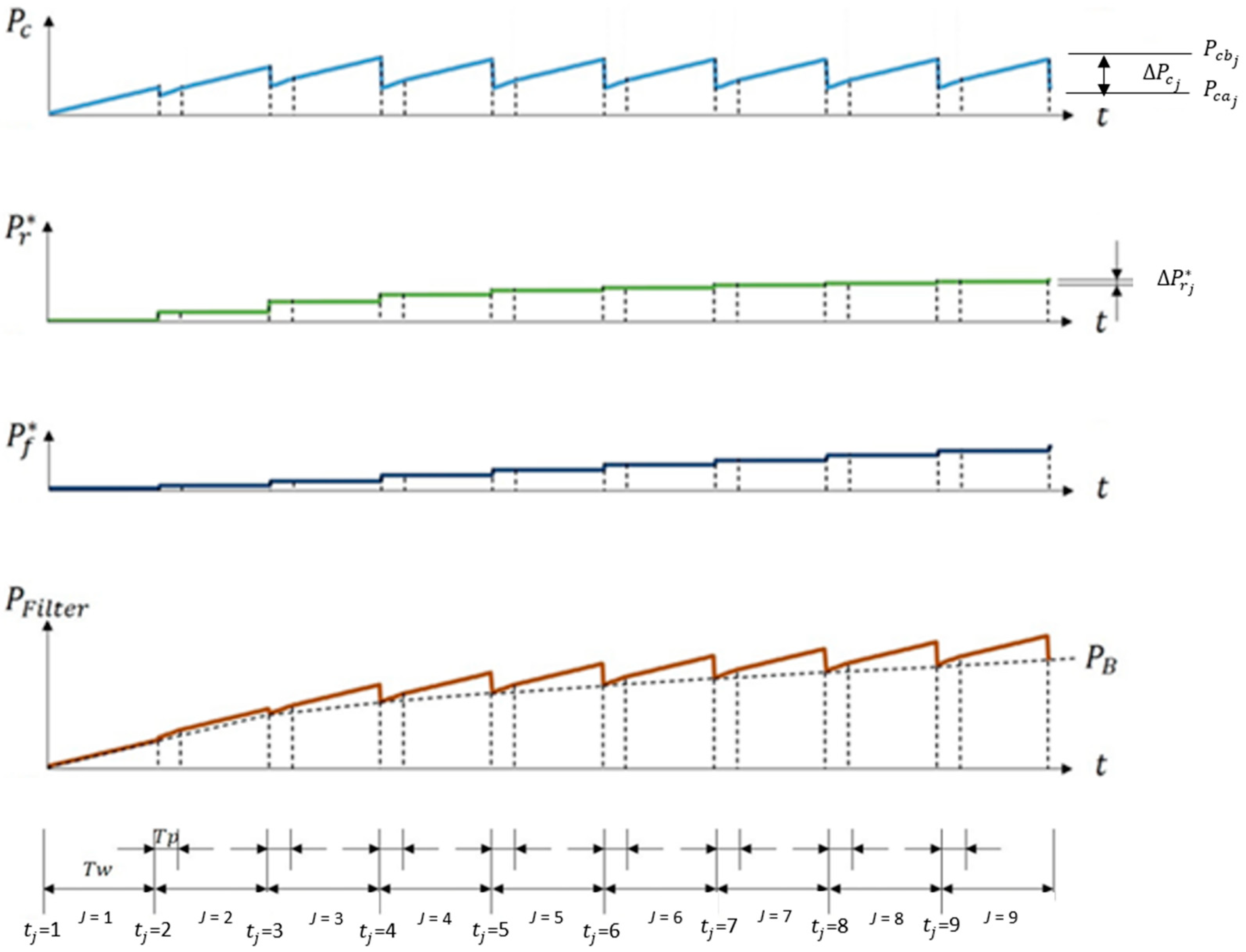
3.2. Working Principles of Pulse Dust Collector with Multiple Filter Groups
- (1)
- Filtration speed
- (2)
- The pressure drop of the temporary powder cake
- (3)
- The pressure drop of the residual powder cake
- (4)
- The pressure drop of the filter
- (5)
- Total pressure drop of the filter
3.3. Optimized Analysis on Energy Saving and Cost Reduction
4. Results of Simulation
4.1. Building the Parameters of Simulation
4.2. Simulation Test of Optimal Parameters
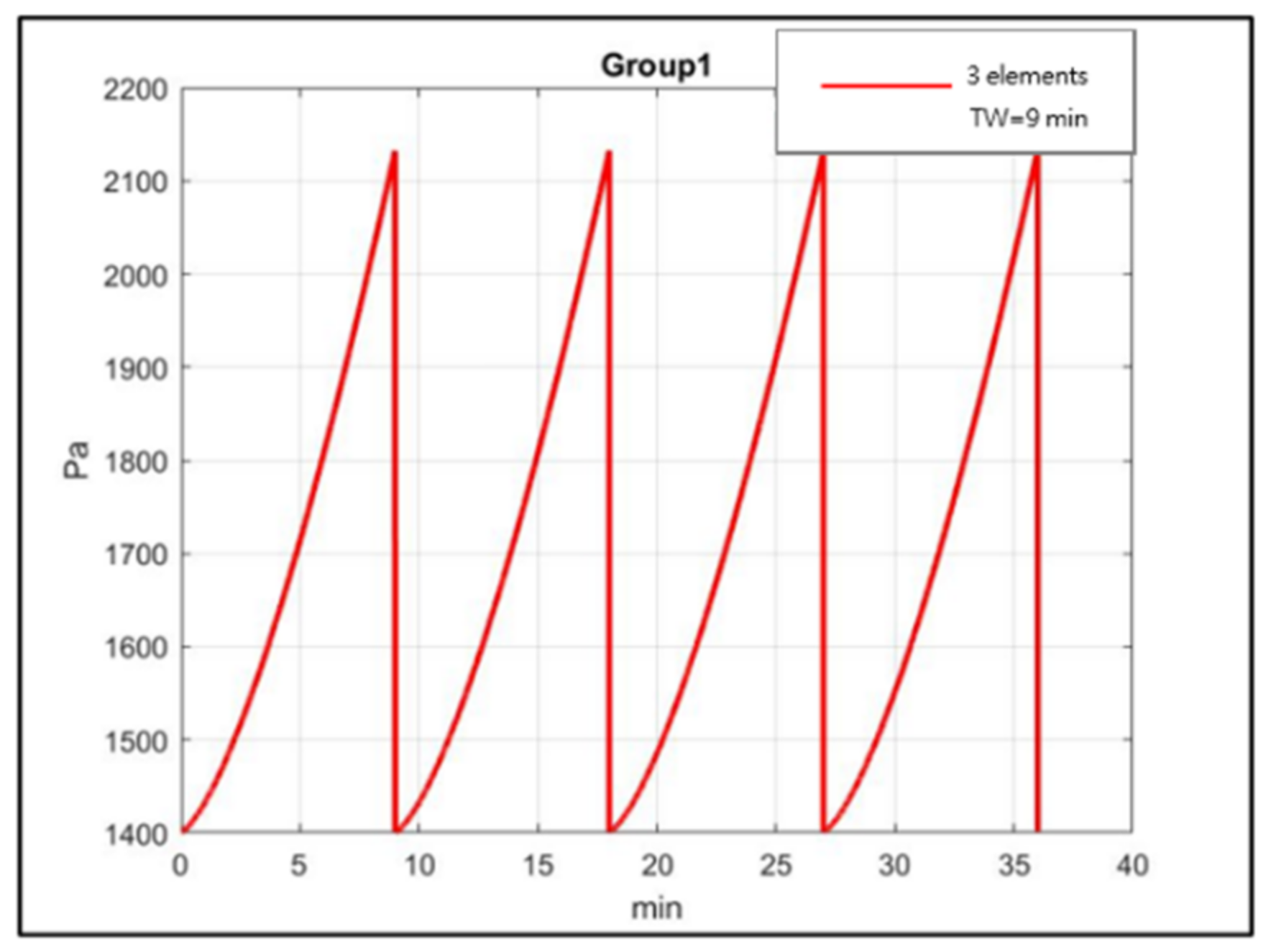
4.2.1. Simulation of Energy Consumption on Different Pulse Interval Times
4.2.2. Simulation of Energy Consumption on Different Pulse Times
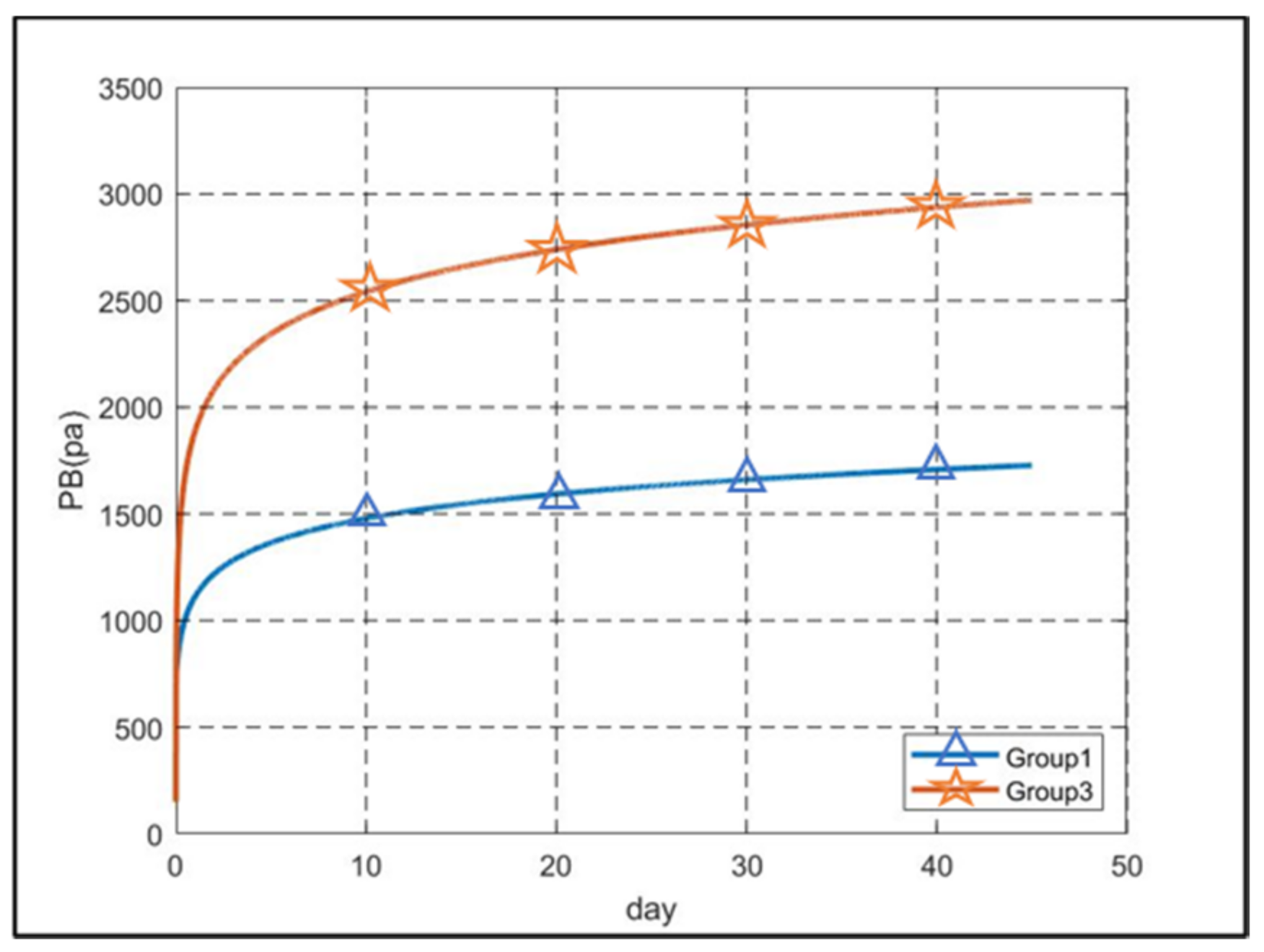
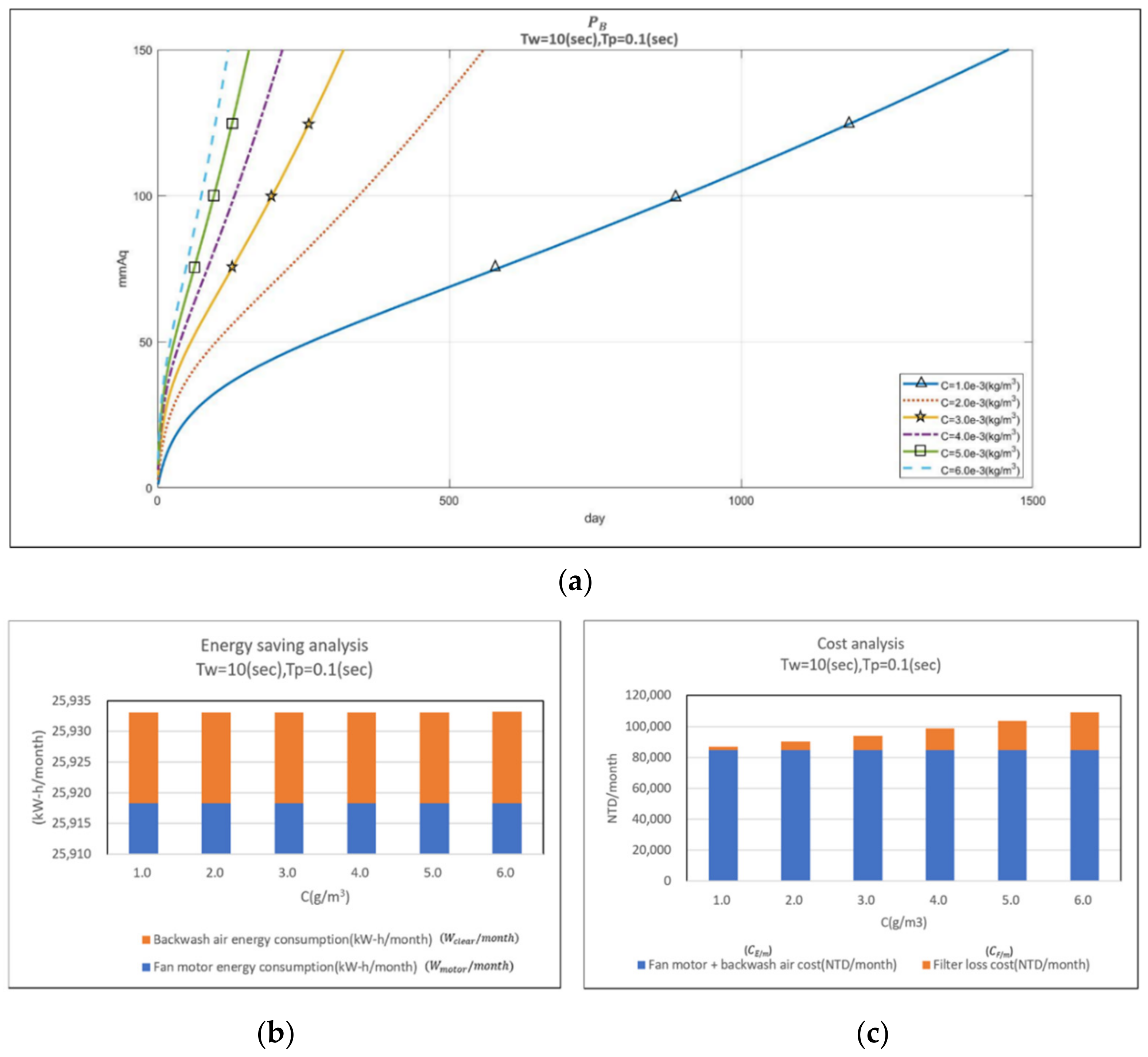
4.2.3. Simulation of Energy Consumption on Different Dust Concentrations
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bureau of Energy. The Annual Energy Outlook in Energy-Saving and Carbon-Reduction Services of Manufacturing Industries 2018, Ministry of Economic Affairs in Taiwan. Available online: https://www.moeaboe.gov.tw/ECW/populace/home/Home.aspx (accessed on 8 November 2021).
- Choi, J.H.; Bak, Y.C.; Jang, H.J.; Kim, J.H.; Kim, J.H. Experimental investigation into compression properties of integrated coal gasification combined cycle fly ashes on a ceramic filter. Korean J. Chem. Eng. 2004, 21, 726–732. [Google Scholar] [CrossRef]
- Endo, Y.; Chen, D.R.; Pui, D. Effects of particle polydispersity and shape factor during dust cake loading on air filters. Powder Technol. 1998, 98, 241–249. [Google Scholar] [CrossRef]
- World Commission on Environment and Development (WCED). Our Common Future; Oxford University Press: Oxford, UK, 1987. [Google Scholar]
- AL-ALwani, M. Towards Sustainable Middle Eastern Cities: A Local Sustainability Assessment Framework; School of Architecture, Design, and Environment, University of Plymouth: Plymouth, UK, 2014. [Google Scholar]
- Kong, L. Improbable art: The creative economy and sustainable cluster development in a Hong Kong industrial district. Eurasian Geogr. Econ. 2013, 53, 182–196. [Google Scholar] [CrossRef]
- Kengpol, A.; Boonkanit, P. The decision support Framework for developing ecodesign at conceptual phase based upon ISO/TR 14062. Int. J. Prod. Econ. 2011, 131, 4–14. [Google Scholar] [CrossRef]
- OECD. Sustainable Mnufacturing and Eco-Innovation: Framework, Pactices and Masurement; OECD: Paris, France, 2009. [Google Scholar]
- Maxwell, D.; Sheate, W.; Van Der Vorst, R. Functional and systems aspects of the sustainable product and service development approach for Industry. J. Clean. Prod. 2006, 14, 1466–1479. [Google Scholar] [CrossRef]
- Gond, J.; Grubnic, S.; Herzig, C.; Moon, J. Configuring management control systems: Theorizing the integration of strategy and sustainability. Manag. Account. Res. 2012, 23, 205–223. [Google Scholar] [CrossRef] [Green Version]
- Carrillo-Hermosilla, J.; del Rio, P.; Konnola, T. Diversity of eco-innovations: Reflections from selected case studies. J. Clean. Prod. 2010, 18, 1073–1083. [Google Scholar] [CrossRef]
- Reich-Weiser, C.; Vijayaraghavan, A.; Dornfeld, D. Appropriate use of green manufacturing frameworks. In Proceedings of the CIRP Life Cycle Engineering Conference, Hefei, China, 19–21 May 2010. [Google Scholar]
- Tan, J.; Zailani, S. Green value chain in the context of sustainability development and sustainable competitive advantage. Glob. J. Environ. Res. 2009, 3, 234–245. [Google Scholar]
- Ambec, S.; Lanoie, P. Does it pay to be green: A systematic overview. Acad. Manag. Perspect. 2008, 22, 45–62. [Google Scholar]
- Tonelli, F.; Evans, S.; Taticchi, P. Industrial sustainability: Challenges, perspectives, actions. Int. J. Bus. Innov. Res. 2013, 7, 143–163. [Google Scholar] [CrossRef]
- Sutherland, J.W.; Skerlos, S.J.; Haapala, K.R.; Cooper, D.; Zhao, F.; Huang, A. Industrial sustainability: Reviewing the past and envisioning the future. J. Manuf. Sci. Eng. 2020, 142, 110806. [Google Scholar] [CrossRef]
- Arena, M.; Ciceri, N.D.; Terzi, S.; Bengo, I.; Azzone, G.; Garetti, M. A state-of-the-art of industrial sustainability: Definitions, tools and metrics. Int. J. Prod. Lifecycle Manag. 2009, 4, 207–251. [Google Scholar] [CrossRef]
- Ramani, K.; Ramanujan, D.; Bernstein, W.Z.; Zhao, F.; Sutherland, J.; Handwerker, C.; Choi, J.K.; Kim, H.; Thurston, D. Integrated sustainable life cycle design: A review. J. Mech. Des. 2010, 132, 091004. [Google Scholar] [CrossRef] [Green Version]
- Chen, Z.; Bao, B.; Zhu, W.; Lin, Z. Effect of test dust on performance test for a pleated filter cartridge. Aerosol Air Qual. Res. 2015, 15, 2436–2444. [Google Scholar] [CrossRef] [Green Version]
- Li, S.; Wang, F.; Xin, J.; Xie, B.; Hu, S.; Jin, H. Study on effects of particle size and maximum pressure drop on the filtration and pulse-jet cleaning performance of pleated cartridge filter. Process Saf. Environ. Prot. 2019, 123, 99–104. [Google Scholar] [CrossRef]
- Choi, J.H.; Ha, S.J.; Bak, Y.C.; Park, Y.O. Particle size effect on the filtration drag of fly ash from a coal power plant. Korean J. Chem. Eng. 2002, 19, 1085–1090. [Google Scholar] [CrossRef]
- Saleem, M.; Krammer, G. On the stability of pulse-jet regenerated-bag. Chem. Eng. Technol. 2012, 35, 877–884. [Google Scholar] [CrossRef]
- Li, J.; Li, S.; Zhou, F. Effect of cone installation in a pleated filter cartridge during pulse-jet cleaning. Powder Technol. 2015, 284, 245–252. [Google Scholar] [CrossRef]
- Park, B.; Kim, S.; Jo, Y.; Lee, M.H. Filtration characteristics of fine particulate matters in a PTFE/Glass composite bag filter. Aerosol Air Qual. Res. 2012, 12, 1030–1036. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Zhou, F.; Li, S. Experimental study on the dust filtration performance with participation of water mist. Process Saf. Environ. Prot. 2017, 109, 357–364. [Google Scholar] [CrossRef]
- Tanabe, E.; Barros, P.; Rodrigues, K.; Aguiar, M. Experimental investigation of deposition and removal of particles during gas filtration with various fabric filters. Sep. Purif. Technol. 2011, 80, 187–195. [Google Scholar] [CrossRef]
- Lu, H.C.; Tsai, C.J. Influence of different cleaning conditions on cleaning performance of pilot-Scale pulse-jet Baghouse. J. Environ. Eng. 2003, 129, 811–818. [Google Scholar] [CrossRef] [Green Version]
- Calle, S.; Contal, P.; Thomas, D.; Bemer, D.; Leclerc, D. Evolutions of efficiency and pressure drop of filter media during clogging and cleaning cycles. Powder Technol. 2002, 128, 213–217. [Google Scholar] [CrossRef]
- Simon, X.; Thomas, D.; Bémer, S.D.; Calle, S.; Régnier, R.; Contal, P. Influence of cleaning parameters on pulse-jet filter bags performances. Filtration 2004, 4, 253–260. [Google Scholar]
- Lo, L.M.; Chen, D.R.; Pui, D. Experimental study of pleated fabric cartridges in a pulse-jet cleaned dust collector. Powder Technol. 2010, 197, 141–149. [Google Scholar] [CrossRef]
- Lo, L.M.; Hu, S.C.; Chen, D.R.; Pui, D. Numerical study of pleated fabric cartridges during pulse-jet cleaning. Powder Technol. 2010, 198, 75–81. [Google Scholar] [CrossRef]
- Li, Q.; Zhang, M.; Qian, Y.; Geng, F.; Song, J.; Chen, H. The relationship between peak pressure and residual dust of a pulse-jet cartridge filter. Powder Technol. 2015, 283, 302–307. [Google Scholar] [CrossRef]
- Li, S.; Hu, S.; Xie, B.; Jin, H.; Xin, J.; Wang, F.; Zhou, F. Influence of pleat geometry on the filtration and cleaning characteristics of filter media. Sep. Purif. Technol. 2019, 210, 38–47. [Google Scholar] [CrossRef]
- Kim, J.; Lee, M.H. Measurement of effective filtration area of pleated bag filter for pulse-jet cleaning. Powder Technol. 2019, 343, 662–670. [Google Scholar] [CrossRef]
- Kim, J.H.; Kim, Y.C.; Choi, J.H. Characteristics of pressure drop during the pulse-jet cleaning of a ceramic filter for high temperature and high pressure. Korean J. Chem. Eng. 2016, 33, 726–734. [Google Scholar] [CrossRef]
- Cheng, Y.H.; Tsai, C.J. Factors influencing pressure drop through a dust Cake during filtration. Aerosol Sci. Technol. 1998, 29, 315–328. [Google Scholar] [CrossRef]
- Dennis, R.; Wilder, J.; Harmon, D. Predicting pressure loss for pulse jet filters. J. Air Pollut. Control Assoc. 1981, 31, 987–992. [Google Scholar] [CrossRef]










Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ho, C.-L.; Tang, Y.-C.; Chiu, W.-C. The Optimal Performance of the Energy Efficiency of a Pulse Dust Collection System towards Sustainability. Appl. Sci. 2021, 11, 10941. https://doi.org/10.3390/app112210941
Ho C-L, Tang Y-C, Chiu W-C. The Optimal Performance of the Energy Efficiency of a Pulse Dust Collection System towards Sustainability. Applied Sciences. 2021; 11(22):10941. https://doi.org/10.3390/app112210941
Chicago/Turabian StyleHo, Chun-Ling, Yung-Chih Tang, and Wen-Chih Chiu. 2021. "The Optimal Performance of the Energy Efficiency of a Pulse Dust Collection System towards Sustainability" Applied Sciences 11, no. 22: 10941. https://doi.org/10.3390/app112210941