3.1. Analysis in the Time Domain vs. in the Frequency Domain
Before creating an ANN for the data evaluation, we attempted to find analytical correlations within the data. In a first step, the acoustic signals of the clogged and correctly operating nozzle are compared in the time domain.
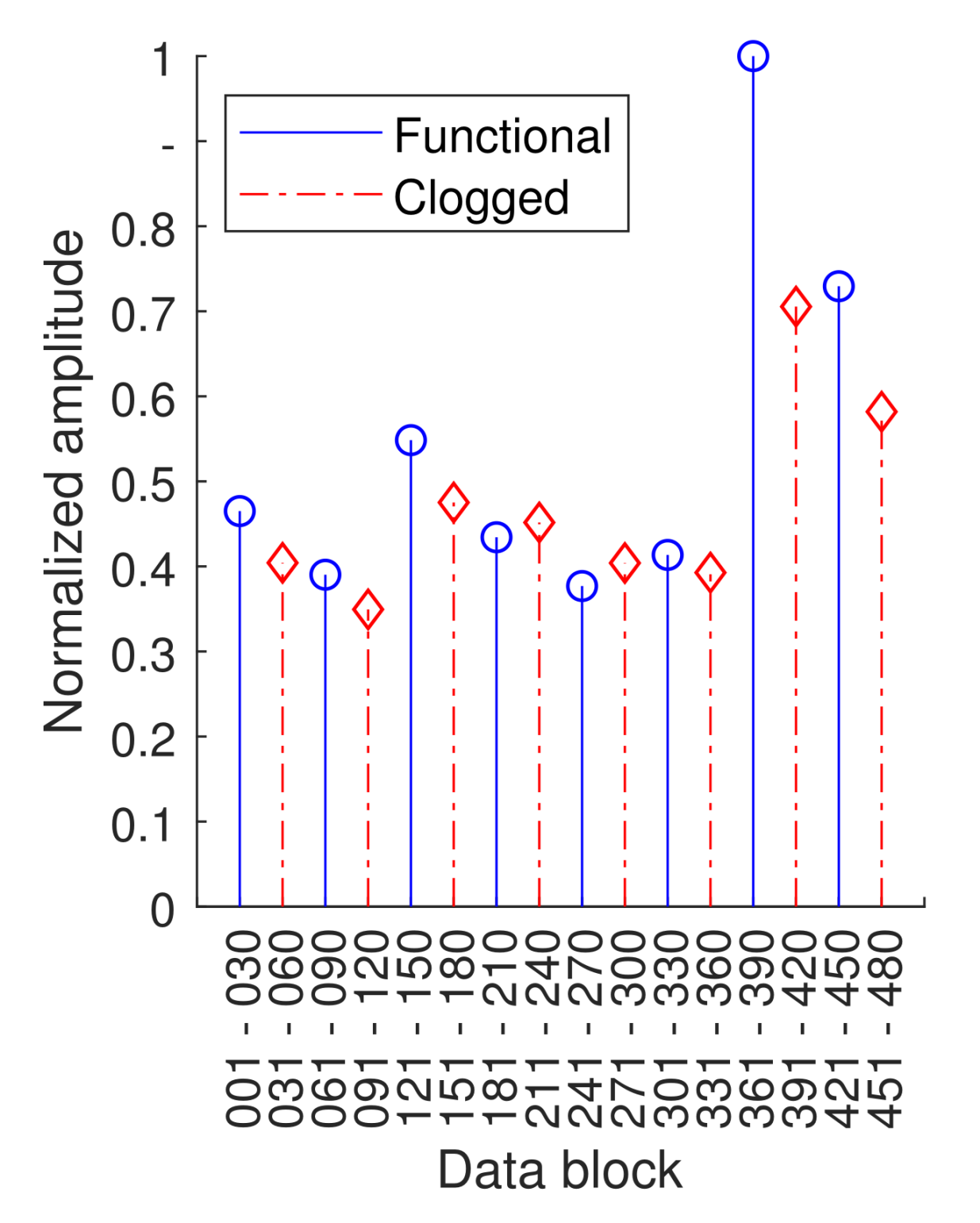
Figure 3 shows the mean values of the amplitudes of the recorded signals, which are normalized to the highest amplitude mean value occurring. Thirty data points were grouped in each case. In
Figure 3, the state of the nozzle was set to the same value within these 30 data points (functional or clogged). The amplitude average of the functional nozzles tends to be higher than the amplitude average of the clogged nozzles. One possible explanation would be that the sound propagation is damped due to a clogged nozzle, which would be reflected accordingly in a lower amplitude. However, the amplitudes have a high scatter from data block to data block compared to this amplitude difference between clogged and functional nozzles.
In addition to the observations of the amplitude averages in the time domain, the signals will be analyzed in the frequency domain in the following. For this purpose, a FFT of the signals was performed in Matlab. The resulting frequencies are calculated with the sample rate and the associated number of samples.
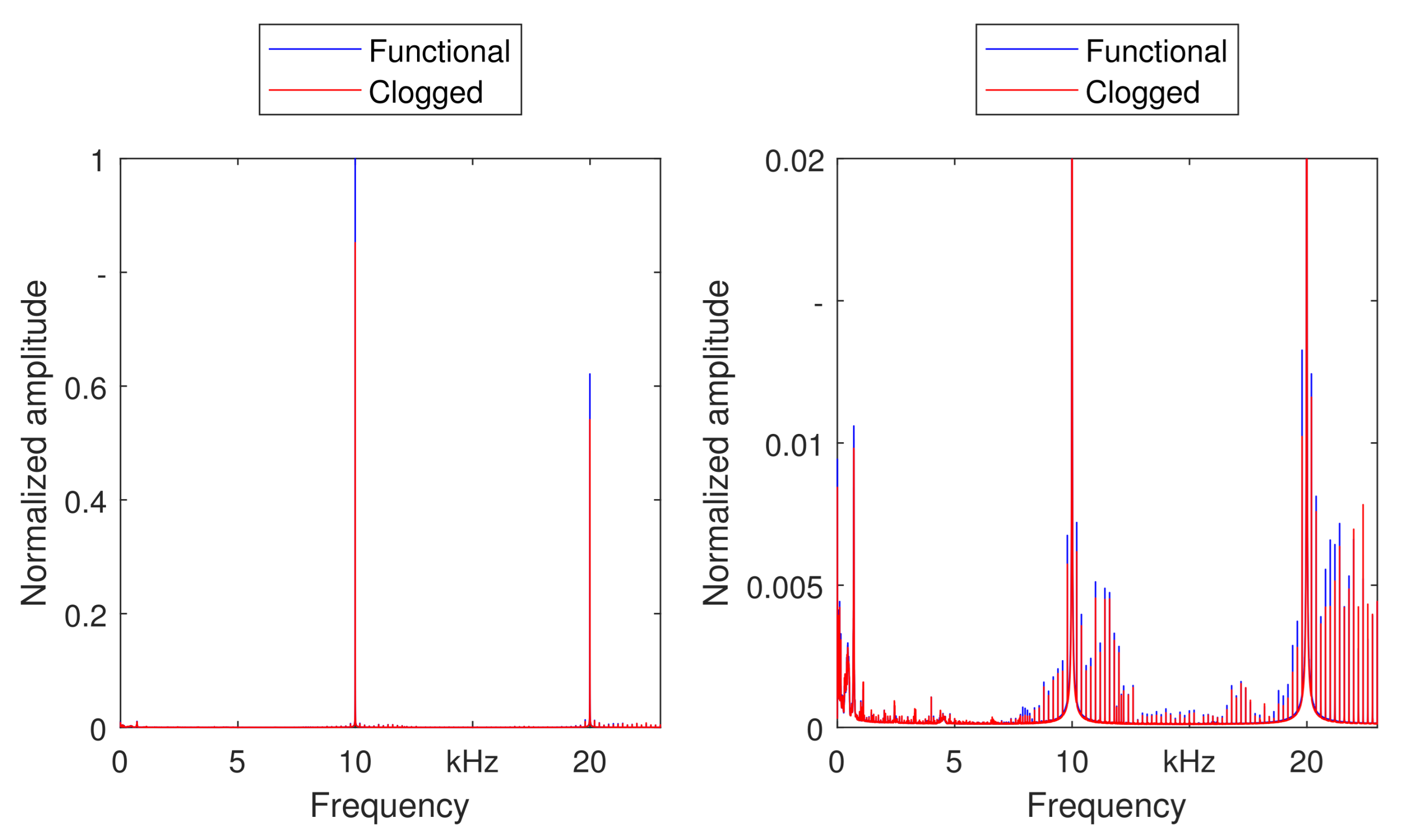
Figure 4 shows that the maximum is at a frequency of 10 kHz, which corresponds to the frequency settings of the piezoelectric actuators. In addition, the first harmonic can be seen at twice the fundamental frequency of the piezoelectric actuators. The hypothesis is that the amplitudes at a frequency of 10 kHz are higher in the frequency range for a functional nozzle than those of a clogged nozzle. While
Figure 4 (left) shows the complete signal in the frequency domain,
Figure 4 (right) shows a zoom representation of the previous figure, which also allows the analysis of lower amplitude values. Functional nozzles (blue) show a higher amplitude than clogged nozzles (red) not only at a frequency of 10 kHz and 20 kHz, but also in the surrounding frequency ranges. In the low-frequency range from 0 to 7.5 kHz, no difference in amplitude can be found between functional and clogged nozzles. This also seems quite plausible, as in this range it is mainly background noise that is independent of the nozzle condition. Furthermore, no shift in the frequency peaks can be detected. In summary, it can be stated that in both the time and frequency domain, the evaluated amplitudes of a functional nozzle tend to be higher than the amplitudes of a clogged nozzle. However, as the observations are mean amplitudes and there is significant scatter between the data blocks, no clear correlation for the classification of the nozzle condition can be concluded on the basis of these analytic investigations. For this purpose, an ANN will be set up in the next section and used for noise pattern analysis.
3.2. Evaluation with the Reference Network in the Frequency Domain
As described above, the data were recorded on four different dates. A k-fold cross-validation is applied for the following evaluation. This cross-validation represents a common technique for evaluating a model in machine learning. Here, the input data are partitioned and multiple models are trained with the partial data sets. The remaining part of the respective input data serves as a test data set. The overall success rate is calculated from the average of the individual success rates. This procedure prevents overfitting during training [
21]. With respect to the present use case, this means that four networks are built up, each of which is based on the sound data of three different measurement dates, while the forth is used for testing.
Table 3 gives an overview of the success rate achieved in the classification of the nozzle state with the reference network.
Table 3 shows that the nozzle condition was correctly determined in 63% of the classifications by the network. The success rate obtained is the average of all four measurement dates. The success rate of each individual measurement date in turn represents an average value, which refers to ten separately trained ANNs. In addition to these mean values, the minimum and maximum of each measurement date are also shown in
Table 3. Particularly noticeable is measurement date 3, where only 49.4% of all nozzle states can be correctly classified. The success rate of the other three measurement dates, on the other hand, is significantly higher. Therefore, for a more in-depth analysis, a confusion matrix of the test data from measurement date 3 is necessary. As the difference between minimum and maximum is small, the ANN with the lowest success rate of all ten trained networks is utilized as a worst case study.
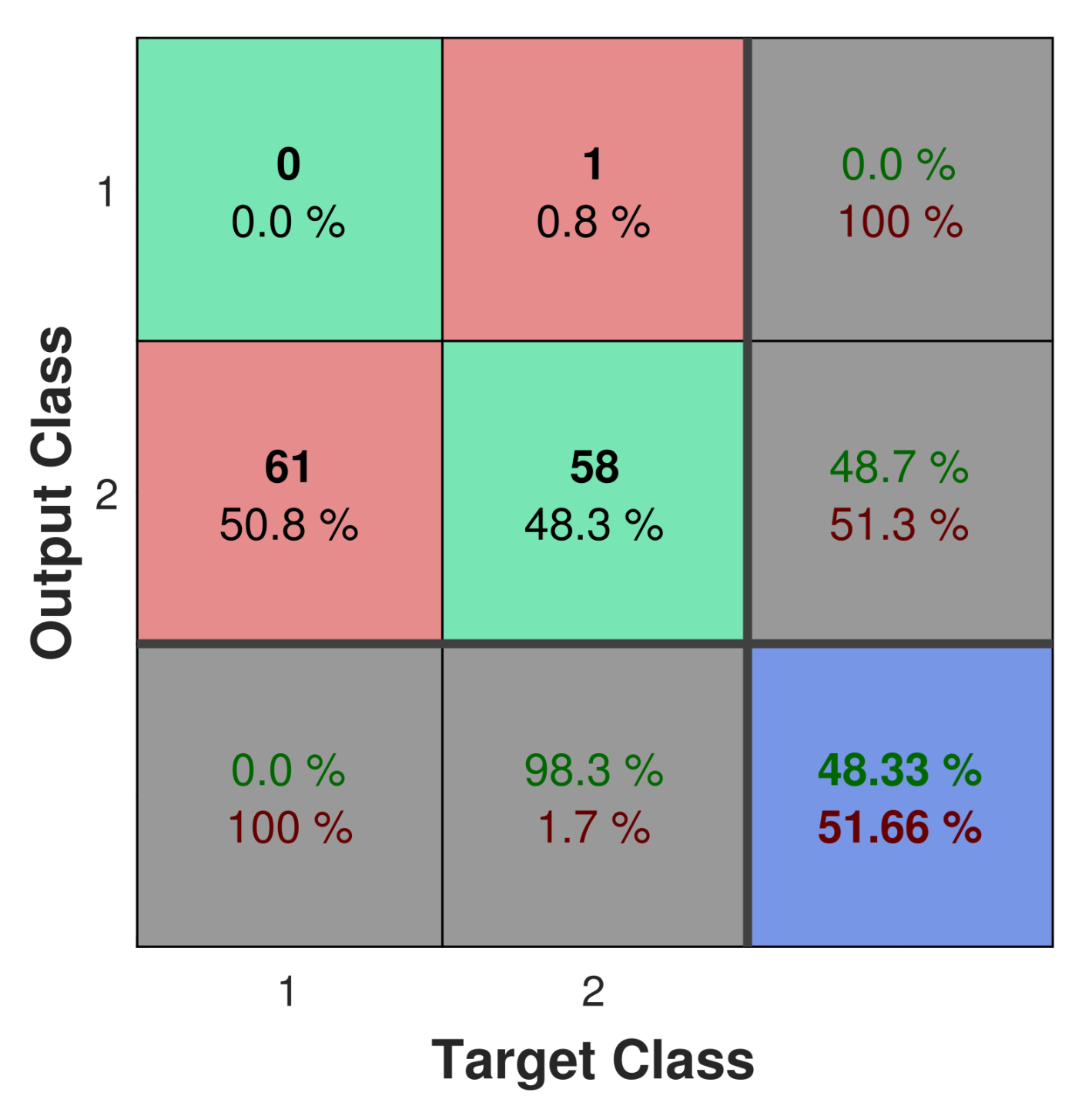
Figure 5 shows the confusion matrix of measurement date 3. A confusion matrix allows us to represent the results of a classification problem more comprehensively. The columns of the matrix represent the given target class, whereas the rows represent the output class determined from the ANN. Target class 1 represents a functional nozzle and Target class 2 represents a clogged nozzle. The correctly classified nozzle states can be taken from the main diagonal of the matrix. Of the total 120 nozzle shots, 58 were correctly identified, which is consistent with the success rate of the minimum from
Table 3. The advantage of a confusion matrix is primarily the visualization of the misclassified nozzle states, which distinguishes between false positive and false negative errors [
22]. The lower left red box of the matrix shows the number of nozzles that were functional during the experiments but were classified as clogged by the network. The upper right red field, on the other hand, shows the number of nozzles that were clogged during the experiments but were incorrectly detected as functional by the network. By dividing the falsely classified nozzles into false positive and false negative errors, it becomes clear that the network evaluates almost all nozzles as clogged, regardless of the actual nozzle condition. All 61 nozzles that were “functional” when the sound was recorded are misclassified.
The reason for the large number of false evaluations could be the level of the amplitudes in the time domain. The amplitude averages of the acoustic signals of all functional nozzles of measurement date 3 (measurements 241–270 and measurements 301–330) are lowest and tend to be in the range of the clogged nozzles. Presumably, the ANN reacts to the low amplitude values, which accordingly results in the large number of false evaluations.
In summary, information of the nozzle state is present in the signal, as overall the success rate of 63.0% is above the limit of 50%, which would statistically result from a binary classification problem assuming a uniform distribution by randomly assigning the nozzle state. However, the achieved success rate is too low for a technically reasonable application. In the next section, the preprocessing of the data and the network itself will be optimized to improve the number of correct classifications.
3.3. Normalizing the Signal Amplitude
By considering the amplitude averages in the architecture of the signal processing, the different findings from the previous section are combined. By normalizing the amplitudes in the time domain with the maximum amplitude in a preprocessing step, an increase of the success rate to 70.4% can be achieved. Detailed results are presented in
Table 4. All settings and network parameters were selected analogously to the original reference network. It is also worth taking a closer look at the success rates of the individual measurement dates. Due to normalization, the success rates of measurement dates 2, 3, and 4 increase, whereas measurement date 1 achieves a lower success rate.
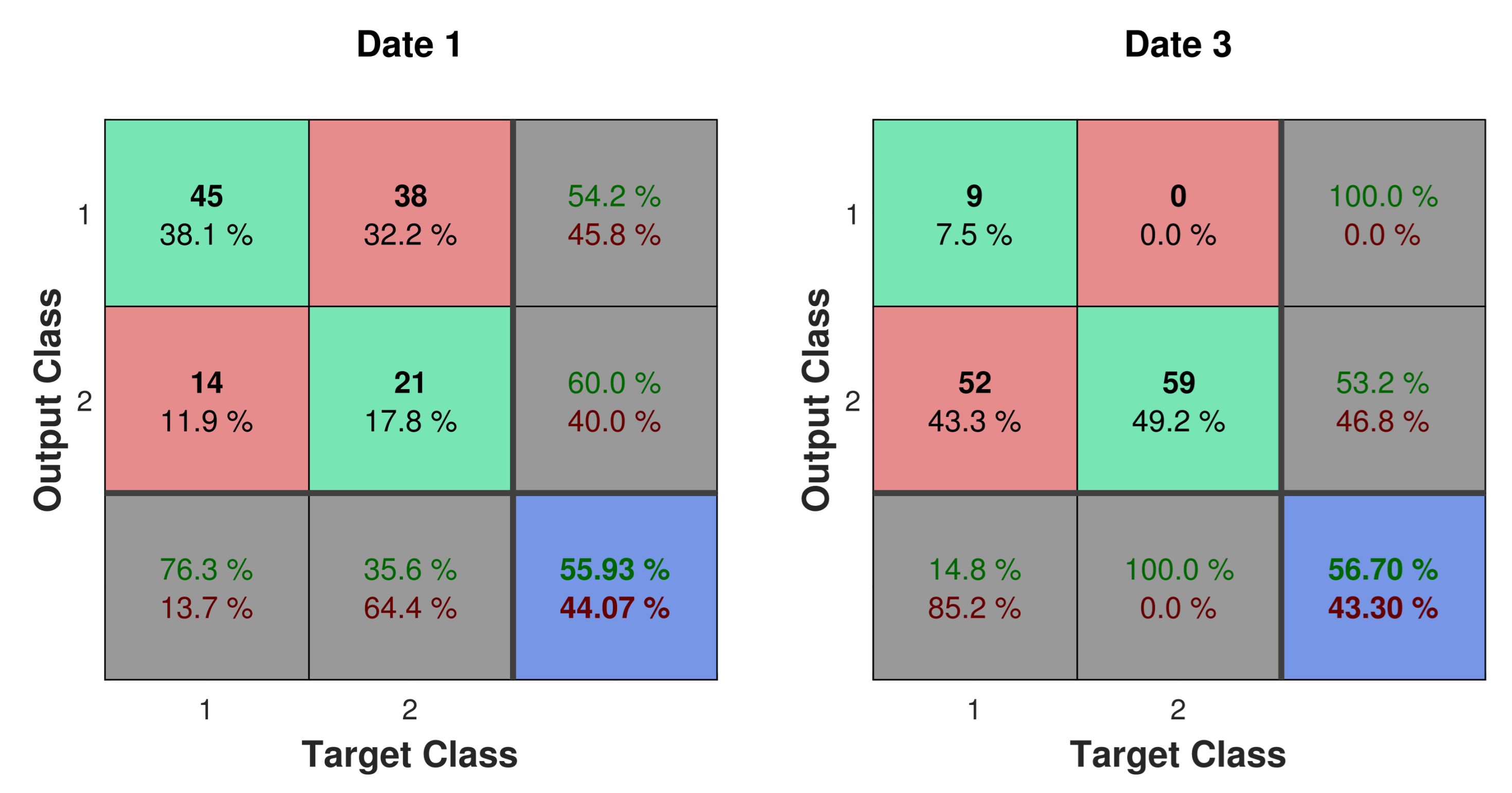
Although measurement dates 1 and 3 have a comparable overall success rate, a closer look at the confusion matrices in
Figure 6 reveals differences. Analogous to
Figure 5, the number of functional nozzles is classified with state 1 and the number of clogged nozzles with state 2. When comparing the two measurement dates, the ANN assigns a majority of the output to class 1 for measurement date 1 and a majority of the output to class 2 for measurement date 3, irrespective of the actual nozzle state. In purely theoretical terms, the distribution of each measurement date should be balanced for an ideal success rate, as half of all test data represents a functional nozzle state and the other half represents a clogged nozzle state. In addition, the influence of the above-described normalization of the amplitude in the time domain is particularly interesting. At measurement date 3, when compared with the original condition (see
Figure 5), 7.5% of all functional nozzles can be correctly classified as a result of the normalization. Without this modification, not a single functional nozzle could be recognized as such. However, the ANN still assigns the state clogged to more than 90% of the input values. In contrast, the success rate of the first measurement date is much more balanced compared to the third measurement date. Although the ANN increasingly assigns the state 1 (functional), 17.8% of all clogged nozzles can also be detected. Furthermore, in contrast to measurement date 3, both false positive and false negative errors occur.
In summary, it can be stated that the performed normalization leads to an improvement of the overall success rate. The achieved 70.4% are in a range which is interesting from a technical point of view. However, the measurement date still influences the success rates considerably.
3.4. Influence of Sample Time
This section focuses on the optimization of the recording time, which may improve the success rate, as well as the technical feasibility. As all nozzles must be tested one after the other for their functionality when checking the complete print head, the sampling time is an important parameter for the technical feasibility. With 768 individual nozzles, it is advantageous to reduce the recording time per nozzle as far as possible. The reduction of the recording time
trecording affects the number of samples
nsample available for the evaluation at a constant sample rate
fs, which becomes clear from Equation (
3).
Equation (
3) shows that there is a linear relationship between sample number and recording time. The number of samples available for the evaluation in turn affects the sampling interval
of the discrete Fourier transform, which is used as input for the ANN. The sampling interval can be determined from the sample rate
fsample and the sample number
nSample. With Equation (
3), the sampling interval
is calculated according to
Equation (
4) shows that the reduction of the recording time causes an increase of the sampling interval. This influence on the success rate will be examined in the following. The reduced recording time is simulated by cutting of the respective signal. Starting from the maximum recording duration, which corresponds to a sample number of 40,000, the sample number is continuously reduced and the success rate is determined. The architecture of the ANN is analogous to the previous experiments. In addition, the amplitude of the input values in the time domain are again normalized.
As the evaluation of parameter influences is based on the available test data, these can now no longer be regarded as independent. In order to ensure the general validity of the success rate nevertheless, the principle of data splitting is utilized again. For this purpose, the test data sets used in the cross-validation are divided into two parts by numbering the totality of all test data and combining all even or all odd measurement values into one test data level each. The first part of the data (1st stage) is used to determine the success rate and, on the basis of this, to evaluate the influence of the parameters. To ensure that the optimization is not specifically tailored to the first part of the test data set, the success rate achieved is then checked with the independent part: the second stage of the data.
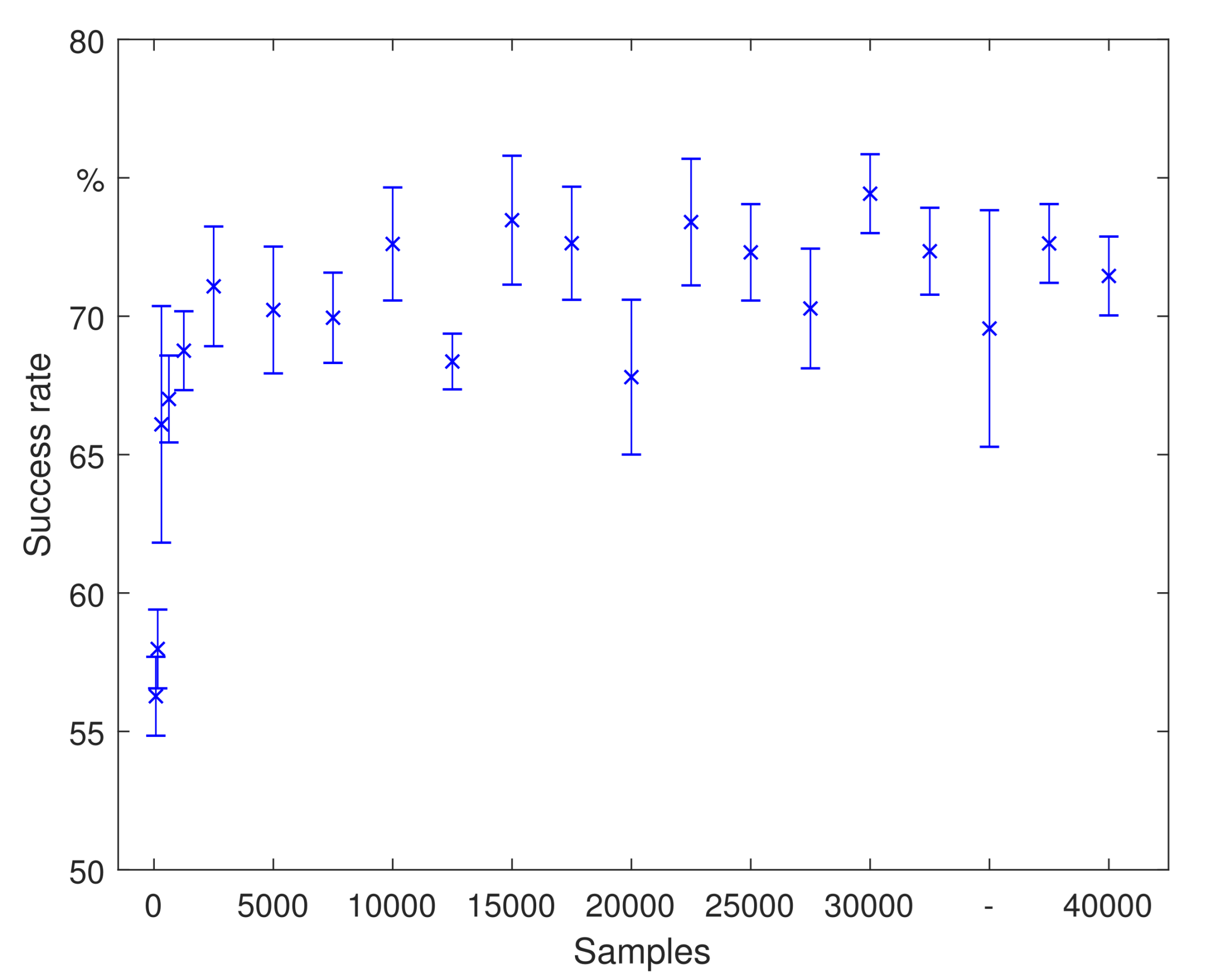
Figure 7 shows the independent results for the variation of the number of samples. Please note that up to 5000 samples five different networks were utilized, while 20 networks were utilized from 5000–40,000 samples to increase to validity of the results.
The mean values are marked by a blue x, additionally the standard deviation is given for each sample size. Particularly striking is the steep drop in the success rate below a sample number of 2500. Below this limit, the reduction of the sample number and the associated increase of the sampling interval seems to make it very difficult for the ANN to recognize the nozzle state. At a sample number of 100, the success rate is only 56%.
Figure 7 shows that an increase in the sample number does not necessarily lead to an increase in the success rate.
Based on these considerations, the optimization potential can now be evaluated by varying the number of samples. The analysis of
Figure 7 shows that the maximum success rate of 74% is achieved with a sample number of 30,000. Compared to the original setting with a sample number of 40,000, this corresponds to an improvement of 3.6%. In order to test the statistical significance of this improvement, a z-test was performed in Matlab which rejected the hypothesis that the results at 30,000 samples and 40,000 samples originate from the same distribution at a 4% significance level. This indicates that the improvement is significant compared to the scatter.
From a production engineering point of view, it is also of interest how long the classification process takes for the whole print head with 768 nozzles, as the machine is not able to produce during classification. 30,000 samples correspond to 0.83 s for each tested nozzle or 480 s for the whole print head. Therefore, in the following a second sample number will be proposed, which also takes the necessary sampling time into account. It may be necessary to maximize the classification success or to save time in an industrial application, depending on the specific printing geometry. Therefore, a compromise must be found at which the number of samples can be kept as low as possible, but at the same time the success rate can be kept sufficiently high. According to
Figure 7, it seems reasonable to define this mark at 10,000 samples. The success rate here has a value of about 72%. A z-test has failed to reject the hypothesis that the results at 10,000 samples and 40,000 samples originate from the same distribution up to a 35% significance level, which indicates similar success rates. Furthermore, the success rate is already in an approximately stable range, which has a safe distance to the lower boundary of 2500 samples. By setting the limit at a sample number of 10,000, it is possible to reduce the recording time (testing time for the whole print head: 160 s) without having to accept a deterioration in the success rate of the ANN.
3.5. Optimization of Network Architecture and Parameters
In this section, the parameters and the layer sizes of the ANN will be chosen systematically. First, the training function and the error measure will be varied for 10,000 samples to choose the best option. We tested multiple training functions, which are available in Matlab. The resulting success rates are presented in
Table 5. The training function of the reference network, already offers the best success rate. Therefore, no change is necessary. Analogously, multiple error functions for the training with the trainscg function have been tested (results in
Table 6). The maximum success rate was achieved with the mean square error measure, which was already implemented in the reference network.
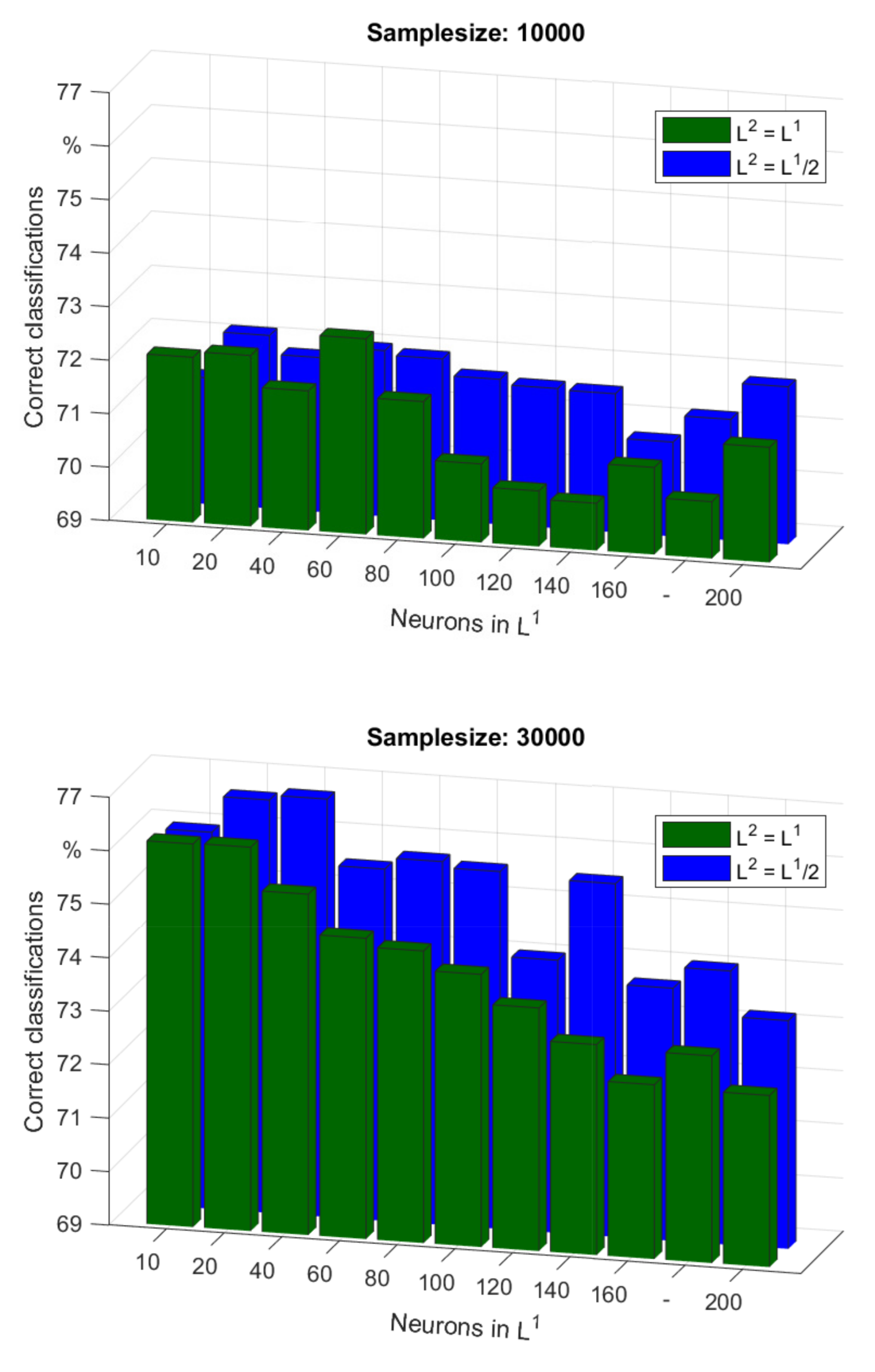
Based on the sample numbers 10,000 and 30,000, the next parameter to be varied is the network size. All previous evaluations and optimizations were based on a four-layer feedforward network with a hidden layer neuron count of 100 and 60, respectively. In the course of the network size optimization, the number of neurons of the hidden layers is now changed. The number of neurons in the first hidden layer L
1 is varied systematically between 10 and 200 neurons. For the number of neurons of the second hidden layer L
2 the values L
2 = L
1 and L
2 = L
1/2 are analyzed, respectively. The obtained success rates can be seen in
Figure 8 as a function of network size.
The focus in the following is on a sample number of 30,000, as the maximum success rate could be achieved. Additionally, the corresponding values for a sample number of 10,000 are also listed in brackets, if the application enforces a faster classification.
Table 7 shows the network size and the most important training parameters for the optimized networks. The average success rate can be increased to 77%.
Table 8 lists the achieved success rates for the classifications of each measurement date. Compared to the results of the reference network in
Table 4 the classification is improved in all dates and for both network sizes. It is surprising that the success rate is decreasing with the number of neurons. Please note that we varied the number of layers with similar results. Increasing the number of layers and therefore the degrees of freedom of the ANN did not improve the success rate. With an average of 77% correct classifications a system can be built to automatically determine the general state of a print head. It is not sufficient to be sure whether a specific nozzle is functional or not, but it is sufficient to estimate if the print head needs maintenance. Therefore, a tool for predictive maintenance of piezo print heads can be built based on our results. An example of the confidence interval for an estimation of functional nozzles will be described in the next section.


 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}