
Laboratory- and Semi-Industrial-Scale Thermomechanical Processing of TRIP-Aided Steel with Acicular Ferrite


Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
- 1st compression. T—1050 °C, ε—0.28,
- 2nd compression. T—900 °C, ε—0.30,
- 3rd compression. T—750 °C, ε—0.22.
- Slow cooling to 580 °C (1.4 °Cs−1)—1st step of stabilization. The timing was chosen to maximize a ferrite fraction and thus C redistribution.
- Fast cooling to 450 °C (40 °Cs−1)—to avoid pearlite transformation,
- Isothermal holding for 600 s—2nd step of stabilization,
- Final cooling to room temperature (0.5 °Cs−1).
3. Results
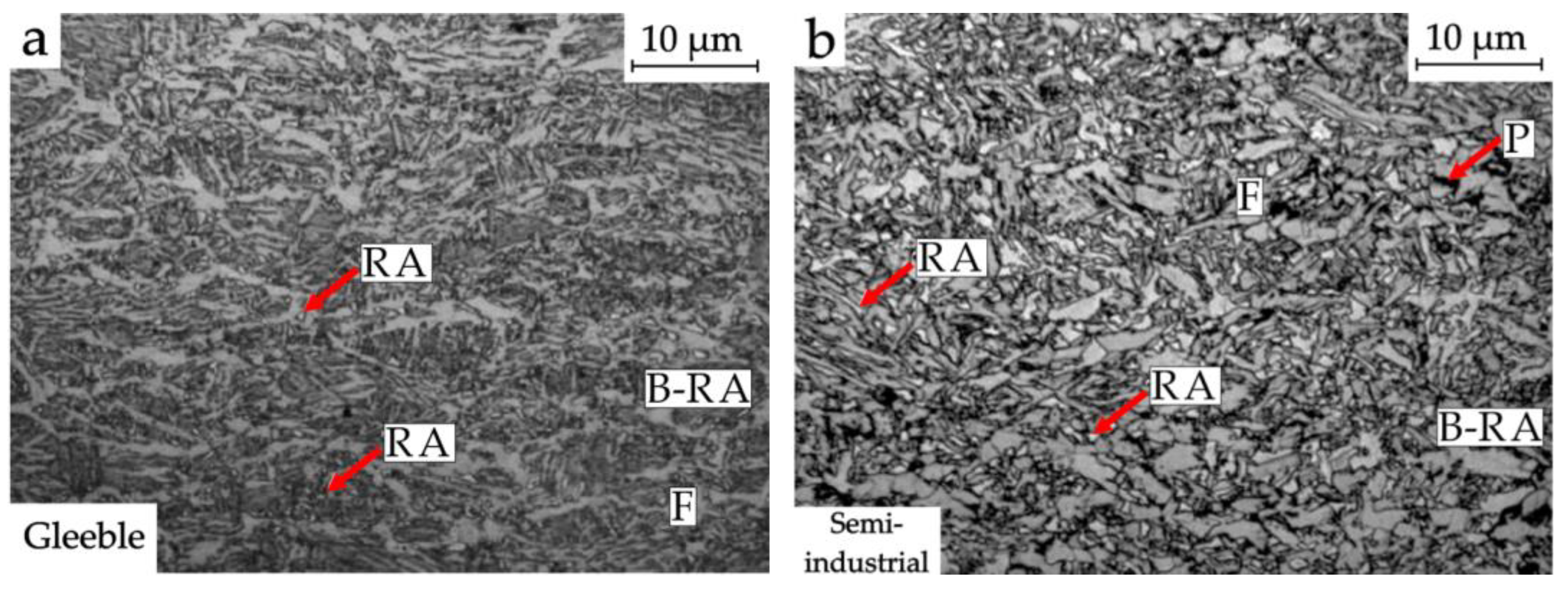
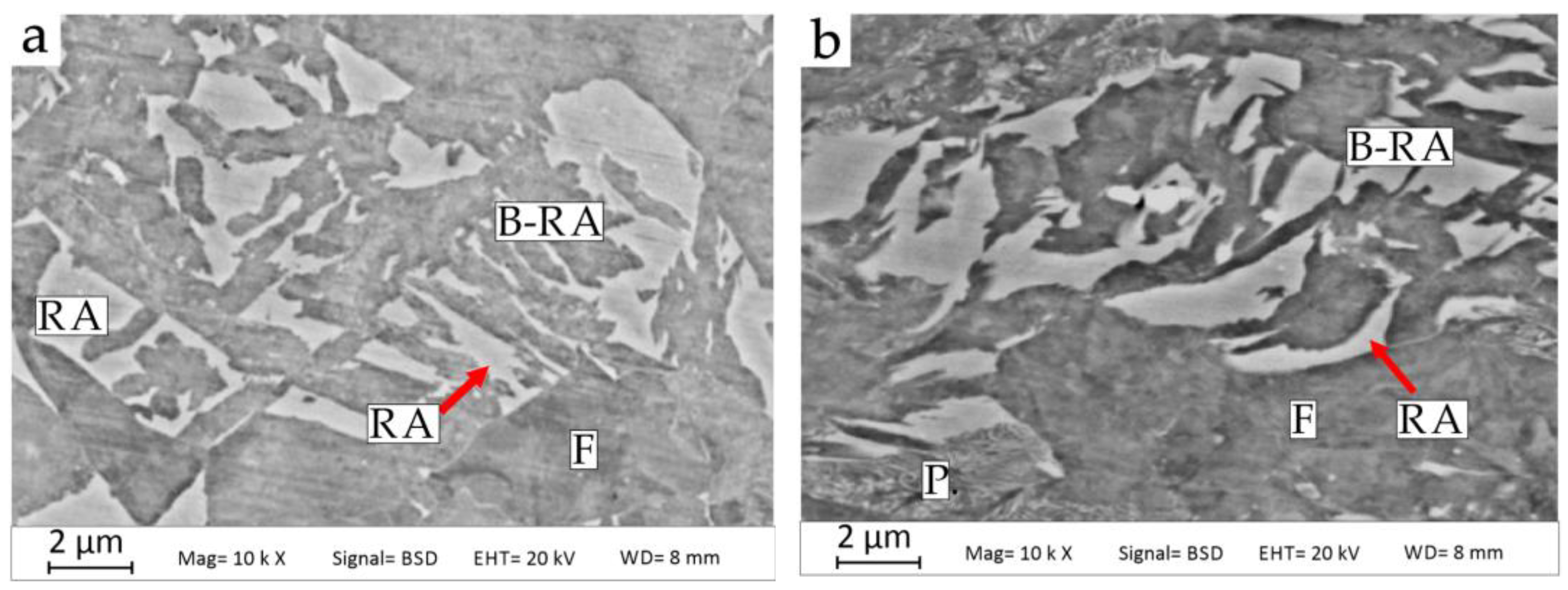
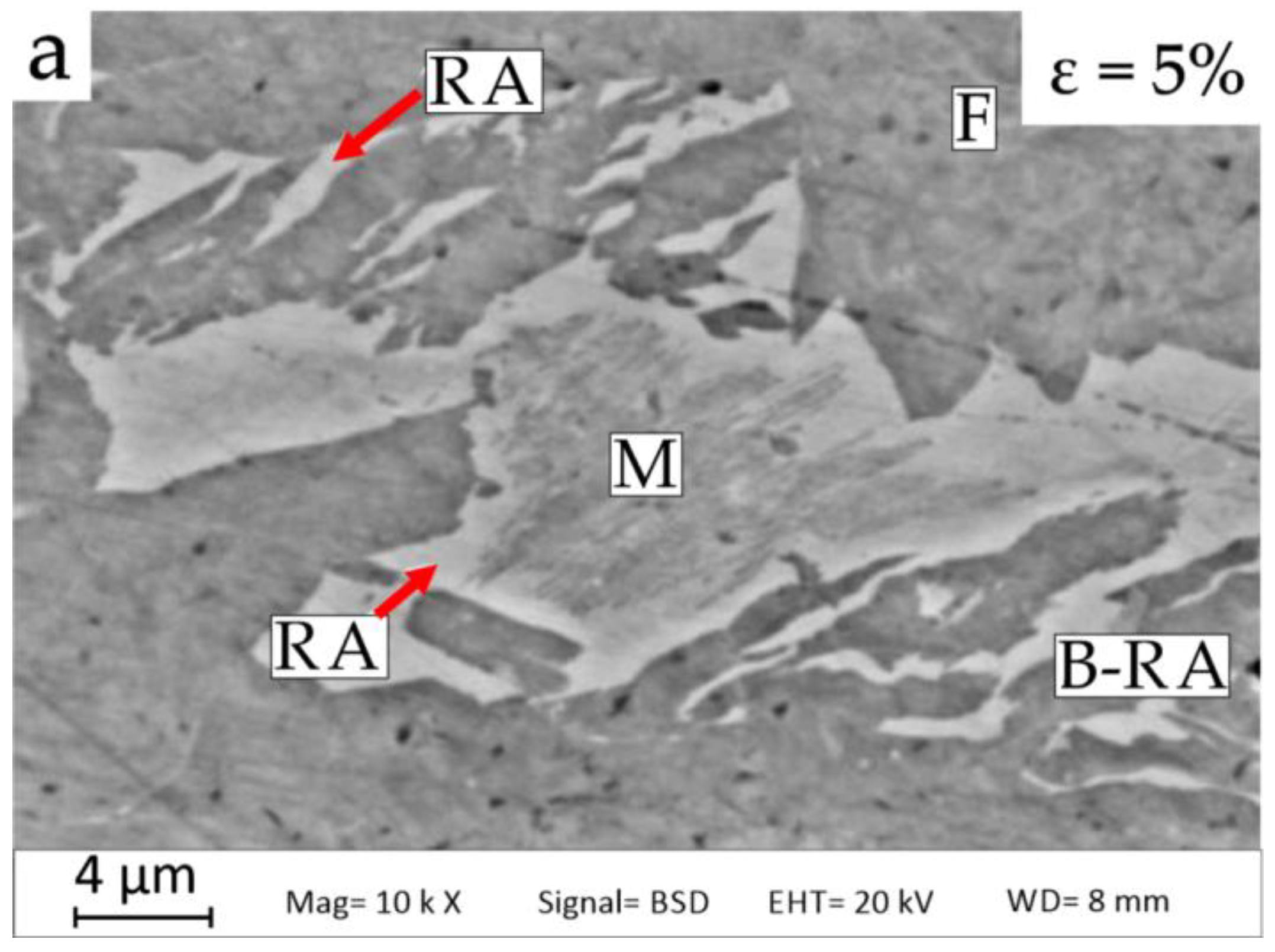
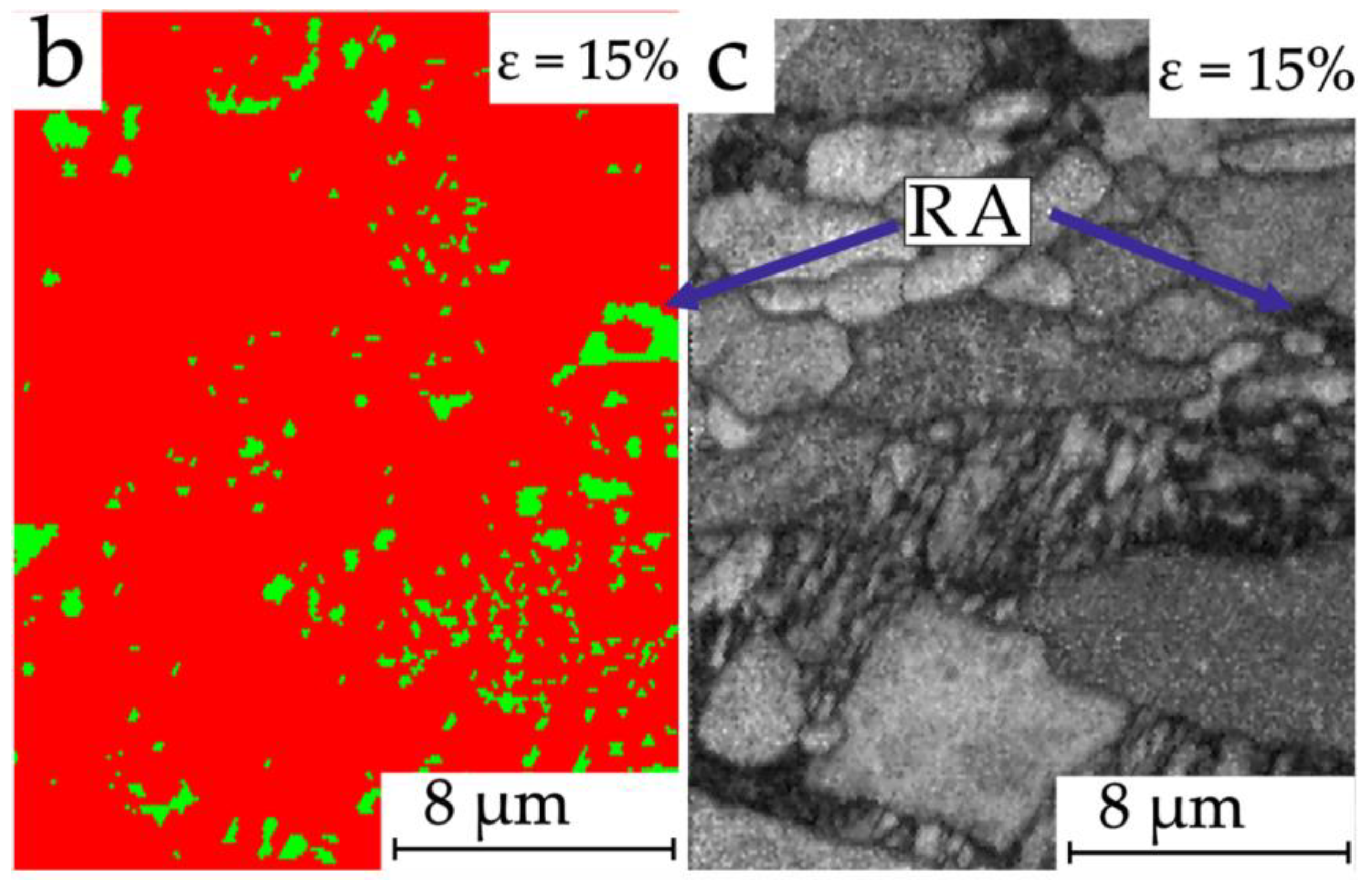
3.1. Microstructural Characterization and Stability of RA
3.2. Mechanical Properties
4. Discussion
5. Conclusions
- Accelerated controlled cooling after plastic deformation of the austenite combined with the realization of the ferritic transformation in a reduced temperature range (from 650 to 580 °C) allows acicular ferrite to be obtained in the microstructure.
- Both manufacturing methods allowed RA amounts at a level of about 10% to be obtained. However, pearlitic transformation was initiated due to the more difficult temperature control associated with the semi-industrial process, which consumed some carbon and thus decreased the stability of RA produced in this way,
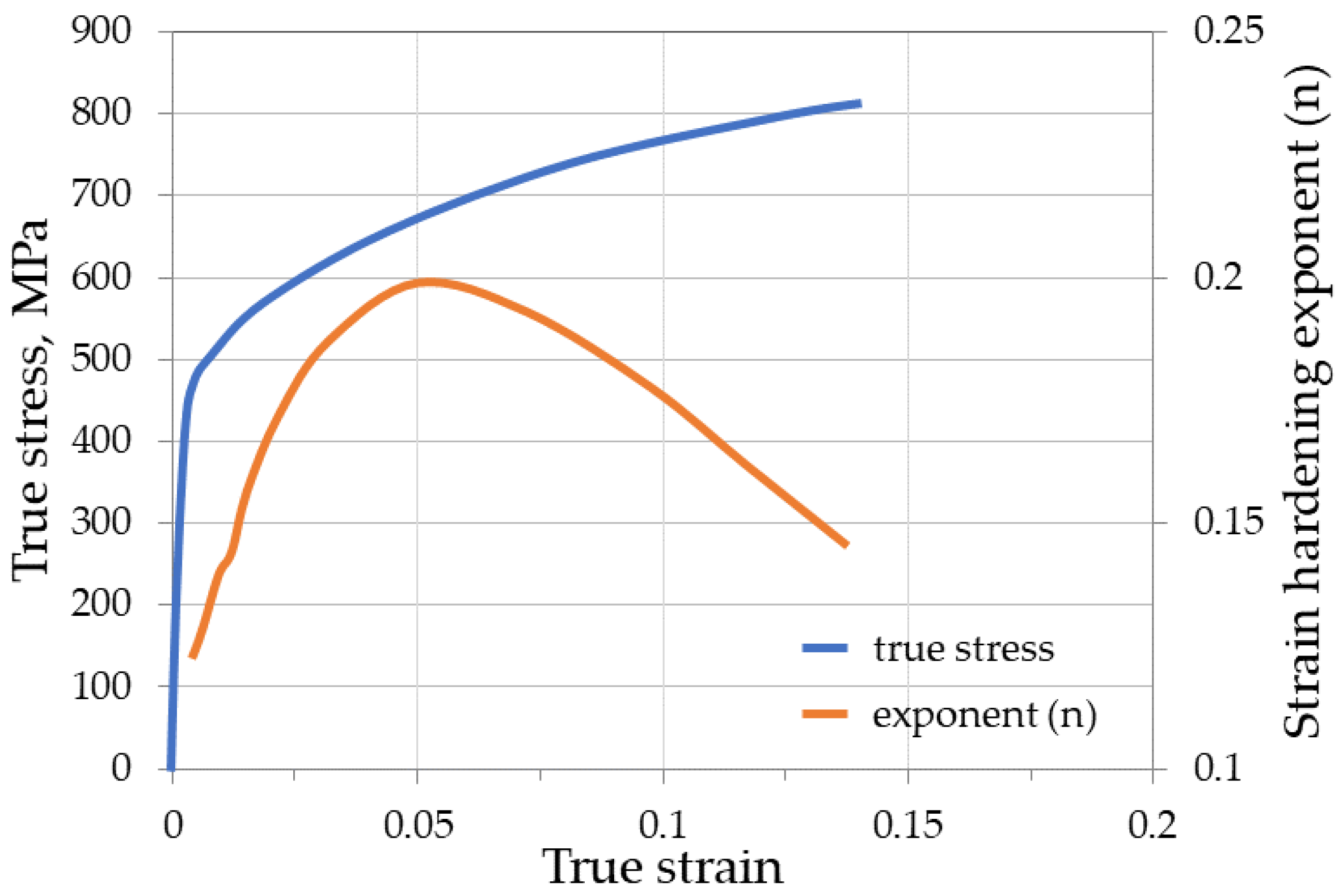
- The steel produced here has the following properties: YS0,2~472 MPa, UTS~690 MPa and UEI~15.6%, and the strain hardening exponent peak (0.2) at a strain of 0.05. The YS0,2 and UTS are 70 and 40 MPa higher compared to steel containing polygonal ferrite,
- Insufficient enrichment of RA in carbon leads to the intense martensitic transformation in an early stage of deformation (confirmed by the strain hardening peak) and thus lowered plasticity,
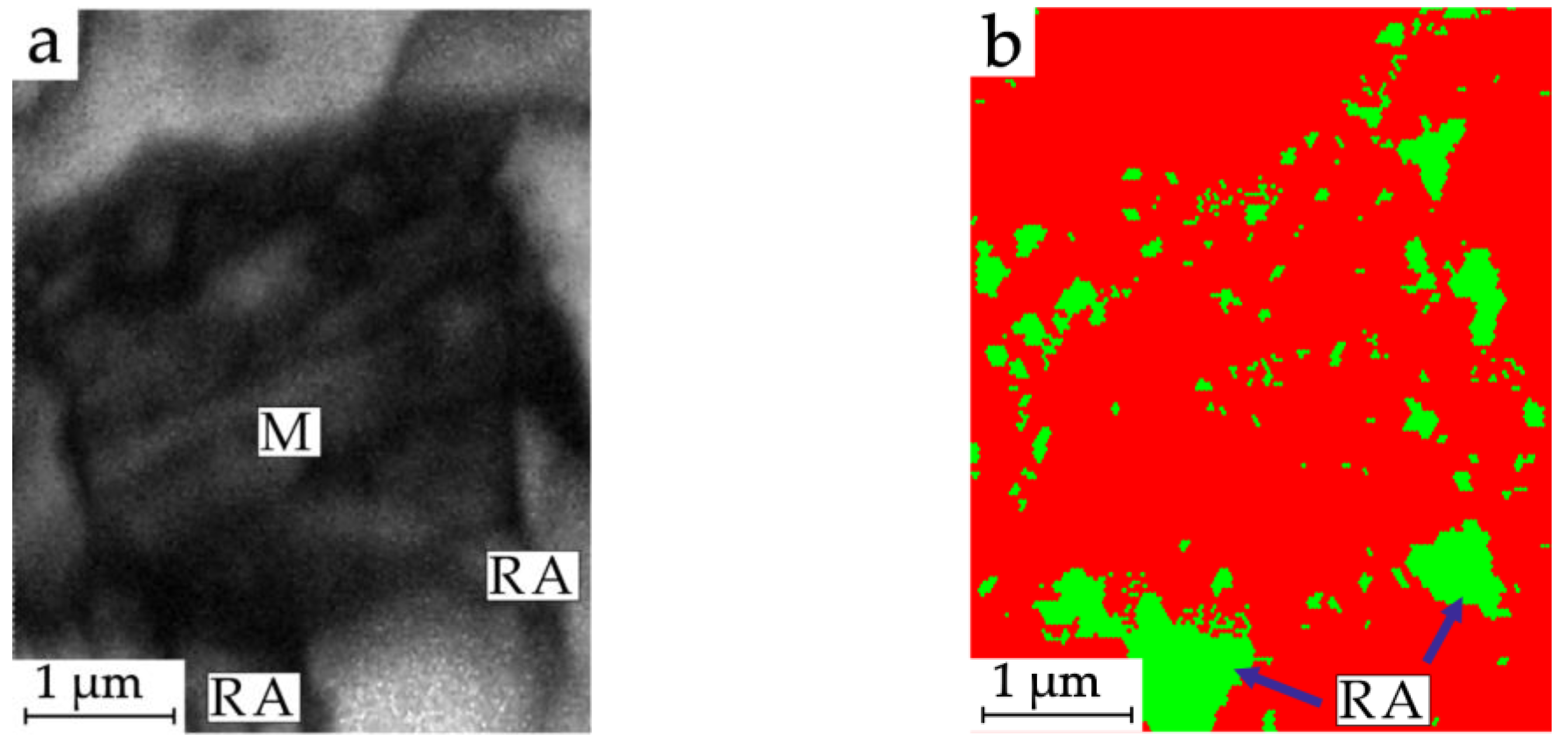
- The martensitic transformation starts in the centers of the largest grains and affects their gradual fragmentation separating regions of higher stability. This leads to the formation of RA-M islands.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Valdes-Tabernero, M.A.; Celada-Casero, C.; Sabirov, I.; Kumar, A.; Petrov, R.H. The Effect of Heating Rate and Soaking Time on Microstructure of an Advanced High Strength Steel. Mater. Charact. 2019, 155, 109822. [Google Scholar] [CrossRef] [Green Version]
- Sun, S.; Cai, M.; Ding, H.; Huang, H.; Pan, H. Deformation Mechanisms of a Novel Mn-Based 1 GPa TRIP/TWIP Assisted Lightweight Steel with 63% Ductility. Mater. Sci. Eng. A 2021, 802, 140658. [Google Scholar] [CrossRef]
- Bleck, W. Using the TRIP Effect—The Dawn of a Promising Group of Cold Formable Steels; Ghent University: Ghent, Belgium, 2002; pp. 13–23. [Google Scholar]
- Zhao, L.; van Dijk, N.H.; Brück, E.; Sietsma, J.; van der Zwaag, S. Magnetic and X-Ray Diffraction Measurements for the Determination of Retained Austenite in TRIP Steels. Mater. Sci. Eng. A 2001, 313, 145–152. [Google Scholar] [CrossRef]
- Sherif, M.Y.; Mateo, C.G.; Sourmail, T.; Bhadeshia, H.K.D.H. Stability of Retained Austenite in TRIP-Assisted Steels. Mater. Sci. Technol. 2004, 20, 319–322. [Google Scholar] [CrossRef] [Green Version]
- Grajcar, A.; Kwaśny, W.; Zalecki, W. Microstructure–Property Relationships in TRIP Aided Medium-C Bainitic Steel with Lamellar Retained Austenite. Mater. Sci. Technol. 2015, 31, 781–794. [Google Scholar] [CrossRef]
- Iung, T.; Drillet, J.; Couturier, A.; Olier, C. Detailed study of the transformation mechanisms in ferrous TRIP aided steels. Steel Res. 2002, 73, 218–224. [Google Scholar] [CrossRef]
- Wang, J.; Van Der Zwaag, S. Stabilization Mechanisms of Retained Austenite in Transformation-Induced Plasticity Steel. Metall. Mater. Trans. A 2001, 32, 1527–1539. [Google Scholar] [CrossRef]
- Grajcar, A.; Płachcińska, A.; Topolska, S.; Kciuk, M. Effect of Thermomechanical Treatment on the Corrosion Behaviour of Si- and Al-Containing High-Mn Austenitic Steel with Nb and Ti Micro-Additions. Mater. Tehnol. 2015, 49, 889–894. [Google Scholar] [CrossRef]
- Mukherjee, M.; Mohanty, O.N.; Hashimoto, S.; Hojo, T.; Sugimoto, K. Strain-Induced Transformation Behaviour of Retained Austenite and Tensile Properties of TRIP-Aided Steels with Different Matrix Microstructure. ISIJ Int. 2006, 46, 316–324. [Google Scholar] [CrossRef] [Green Version]
- Zhou, W.; Hou, T.; Zhang, C.; Zhong, L.; Wu, K. Effect of Carbon Content in Retained Austenite on the Dynamic Tensile Behavior of Nanostructured Bainitic Steel. Metals 2018, 8, 907. [Google Scholar] [CrossRef] [Green Version]
- Timokhina, I.B.; Hodgson, P.D.; Pereloma, E.V. Effect of Microstructure on the Stability of Retained Austenite in Transformation-Induced-Plasticity Steels. Metall. Mater. Trans. A 2004, 35, 2331–2341. [Google Scholar] [CrossRef] [Green Version]
- Grajcar, A.; Radwański, K. Microstructural Comparison of the Thermomechanically Treated and Cold Deformed Nb-Microalloyed TRIP Steel. Mater. Tehnol. 2014, 48, 679–683. [Google Scholar]
- Zhao, J.; Jiang, Z. Thermomechanical Processing of Advanced High Strength Steels. Prog. Mater. Sci. 2018, 94, 174–242. [Google Scholar] [CrossRef]
- Zhao, H.; Wynne, B.P.; Palmiere, E.J. Conditions for the Occurrence of Acicular Ferrite Transformation in HSLA Steels. Mater. Sci. 2018, 53, 3785–3804. [Google Scholar] [CrossRef] [Green Version]
- Zarei-Hanzaki, A.; Yue, S. Ferrite Formation Characteristics in Si-Mn TRIP Steels. ISIJ Int. 1997, 37, 583–589. [Google Scholar] [CrossRef]
- Timokhina, I.; Hodgson, P.; Pereloma, E. Effect of Alloying Elements on the Microstructure-Property Relationship in Thermomechanically Processed C-Mn-Si TRIP Steels. Steel Res. 2002, 73, 274–279. [Google Scholar] [CrossRef]
- Pereloma, E.V.; Timokhina, I.B.; Hodgson, P.D. Transformation Behaviour in Thermomechanically Processed C–Mn–Si TRIP Steels with and without Nb. Mater. Sci. Eng. A 1999, 273–275, 448–452. [Google Scholar] [CrossRef]
- Zhou, Y.X.; Song, X.T.; Liang, J.W.; Shen, Y.F.; Misra, R.D.K. Innovative Processing of Obtaining Nanostructured Bainite with High Strength—High Ductility Combination in Low-Carbon-Medium-Mn Steel: Process-Structure-Property Relationship. Mater. Sci. Eng. A 2018, 718, 267–276. [Google Scholar] [CrossRef]
- Timokhina, I.; Hodgson, P.; Pereloma, E. Effect of Deformation Schedule on the Microstructure and Mechanical Properties of a Thermomechanically Processed C-Mn-Si Transformation-Induced Plasticity Steel. Metall. Mater. Trans. A 2003, 34, 1599–1609. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.; Wu, D.; Lü, H. Effect of Thermomechanical Processing on Mechanical Properties of Hot Rolled Multiphase Steel. Iron Steel Res. Int. 2008, 15, 55–60. [Google Scholar] [CrossRef]
- Timokhina, I.B.; Pereloma, E.V.; Beladi, H.; Hodgson, P.D. A Study of the Strengthening Mechanism in the Thermomechanically Processed TRIP/TWIP. In Proceedings of the 3rd International Conference on Thermomechanical Processing of Steels, Padua, Italy, 10–12 September 2008; pp. 1–10. [Google Scholar]
- Lee, C.G.; Kim, S.-J.; Lee, T.-H.; Lee, S. Effects of Volume Fraction and Stability of Retained Austenite on Formability in a 0.1C–1.5Si–1.5Mn–0.5Cu TRIP-Aided Cold-Rolled Steel Sheet. Mater. Sci. Eng. A 2004, 371, 16–23. [Google Scholar] [CrossRef]
- Pashangeh, S.; Karimi Zarchi, H.R.; Ghasemi Banadkouki, S.S.; Somani, M.C. Detection and Estimation of Retained Austenite in a High Strength Si-Bearing Bainite-Martensite-Retained Austenite Micro-Composite Steel after Quenching and Bainitic Holding (Q&b). Metals 2019, 9, 492. [Google Scholar] [CrossRef] [Green Version]
- Grajcar, A.; Kilarski, A.; Kozlowska, A. Microstructure–Property Relationships in Thermomechanically Processed Medium-Mn Steels with High al Content. Metals 2018, 8, 929. [Google Scholar] [CrossRef] [Green Version]
- Ehrhardt, B.; Gerber, T.; Hofmann, H.; Schaumann, T.W. Property Related Design of Advanced Cold Rolled Steels with Induced Plasticity. Steel Grips 2004, 2, 247–255. [Google Scholar]
- DeArdo, A.J.; Garcia, J.E.; Hua, M.J.; Garcia, C.I. A New Frontier in Microalloying: Advanced High Strength, Coated Sheet Steels. Mater. Sci. Forum. 2005, 500–501, 27–38. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhu, W.-T.; Yan, S.; Chen, L.-Q. Effect of Microstructure on Tensile Behavior and Mechanical Stability of Retained Austenite in a Cold-Rolled Al-Containing TRIP Steel. Acta Metall. Sin. 2019, 32, 1237–1243. [Google Scholar] [CrossRef] [Green Version]
- Kučerová, L.; Bystrianský, M. Comparison of Thermo-Mechanical Treatment of C-Mn-Si-Nb and C-Mn-Si-Al-Nb TRIP Steels. Procedia Eng. 2017, 207, 1856–1861. [Google Scholar] [CrossRef]
- De Cooman, B.C. Structure–Properties Relationship in TRIP Steels Containing Carbide-Free Bainite. Curr. Opin. Solid State Mater. Sci. 2004, 8, 285–303. [Google Scholar] [CrossRef]
- Caballero, F.G.; GarcíA-Mateo, C.; Chao, J.; Santofimia, M.J.; Capdevila, C.; de Andrés, C.G. Effects of Morphology and Stability of Retained Austenite on the Ductility of TRIP-Aided Bainitic Steels. ISIJ Int. 2008, 48, 1256–1262. [Google Scholar] [CrossRef] [Green Version]
- Loder, D.; Michelic, S.; Bernhard, C. Acicular Ferrite Formation and Its Influencing Factors-A Review. Mech. Eng. Sci. 2016, 6, 24. [Google Scholar] [CrossRef] [Green Version]
- Garbarz, B.; Burian, W.; Woźniak, D. Semi-Industrial Simulation of in-Line Thermomechanical Processing and Heat Treatment of Nano-Duplex Bainite-Austenite Steel. Steel Res. Int. 2012, 57, 1251–1254. [Google Scholar]
- Kocks, U.F. Laws for Work-Hardening and Low-Temperature Creep. J. Eng. Mater. Technol. 1976, 98, 76–85. [Google Scholar] [CrossRef]
- Sicupira, F.L.; Sandim, M.J.R.; Sandim, H.R.Z.; Santos, D.B.; Renzetti, R.A. Quantification of Retained Austenite by X-Ray Diffraction and Saturation Magnetization in a Supermartensitic Stainless Steel. Mater. Charact. 2016, 115, 90–96. [Google Scholar] [CrossRef]
- Dyson, D.J.; Homles, B. Effect of Alloyin Additions on the Lattice Parameter of Austenite. Iron Steel Inst. 1970, 5, 469–474. [Google Scholar]
- Lan, L.; Chang, Z.; Kong, X.; Qiu, C.; Zhao, D. Phase Transformation, Microstructure, and Mechanical Properties of X100 Pipeline Steels Based on TMCP and HTP Concepts. Mater. Sci. 2017, 52, 1661–1678. [Google Scholar] [CrossRef]
- Zhong, Y.; Xiao, F.; Zhang, J.; Shan, Y.; Wang, W.; Yang, K. In Situ TEM Study of the Effect of M/A Films at Grain Boundaries on Crack Propagation in an Ultra-Fine Acicular Ferrite Pipeline Steel. Acta Mater. 2006, 54, 435–443. [Google Scholar] [CrossRef]
- Bleck, W.; Ohlert, J.; Papamantellos, K. Sheet Metal Forming Behaviour and Mechanical Properties of TRIP Steels. Steel Res. 1999, 70, 472–479. [Google Scholar] [CrossRef]
- Nasr El-Din, H.; Reda, R. Retained Austenite Attributes and Mechanical Performance of Different Compositions of TRIP Steel Alloys. Mater. Eng. Perform. 2019, 28, 2167–2177. [Google Scholar] [CrossRef]
- Haidemenopoulos, G.; Papadimitriou, K. Retained austenite and mechanical properties in bainite transformed low alloy steels. Steel Res. 1995, 66, 433–438. [Google Scholar] [CrossRef]
- Tsukatani, I.; Hashimoto, S.; Inoue, T. Effects of Silicon and Manganese Addition on Mechanical Properties of High-Strength Hot-Rolled Sheet Steel Containing Retained Austenite. ISIJ Int. 1991, 31, 992–1000. [Google Scholar] [CrossRef]
- Hashimoto, S.; Ikeda, S.; Sugimoto, K.; Miyake, S. Effects of Nb and Mo Addition to 0.2%C-1.5%Si-1.5%Mn Steel on Mechanical Properties of Hot Rolled TRIP-Aided Steel Sheets. ISIJ Int. 2004, 44, 1590–1598. [Google Scholar] [CrossRef] [Green Version]
- Mertens, A.; Jacques, P.J.; Harlet, P.; Delannay, F. On the Optimisation of the Mechanical Properties of Two Aluminium-Alloyed Multiphase TRIP-Assisted Steels. 2002. Available online: http://hdl.handle.net/2268/105216 (accessed on 12 October 2021).
- Girault, E.; Mertens, A.; Jacques, P.; Houbaert, Y.; Verlinden, B.; Van Humbeeck, J. Comparison of the Effects of Silicon and Aluminium on the Tensile Behaviour of Multiphase TRIP-Assisted Steels. Scr. Mater. 2001, 44, 885–892. [Google Scholar] [CrossRef]
- Sugimoto, K.; Misu, M.; Kobayashi, M.; Shirasawa, H. Effects of Second Phase Morphology on Retained Austenite Morphology and Tensile Properties in a TRIP-Aided Dual-Phase Steel Sheet. ISIJ Int. 1993, 33, 775–782. [Google Scholar] [CrossRef] [Green Version]
- Sugimoto, K.; Kobayashi, M.; Nagasaka, A.; Hashimoto, S. Warm Stretch-Formability of TRIP-Aided Dual-Phase Sheet Steels. ISIJ Int. 1995, 35, 1407–1414. [Google Scholar] [CrossRef] [Green Version]
- Wasilkowska, A.; Petrov, R.; Kestens, L.; Werner, E.A.; Krempaszky, C.; Traint, S.; Pichler, A. Microstructure and Texture Changes in a Low-Alloyed TRIP-Aided Steel Induced by Small Plastic Deformation. ISIJ Int. 2006, 46, 302–309. [Google Scholar] [CrossRef] [Green Version]
- Zaefferer, S.; Ohlert, J.; Bleck, W. A Study of Microstructure, Transformation Mechanisms and Correlation between Microstructure and Mechanical Properties of a Low Alloyed TRIP Steel. Acta Mater. 2004, 52, 2765–2778. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Method | RA Fraction (XRD) | Lattice Parameter of RA, aγ, Å | Carbon Content in RA, Cγ, wt.% |
|---|---|---|---|
| Gleeble | 0.100 ± 0.009 | 3.6283 ± 0.0025 | 1.52 |
| Semi-industrial | 0.102 ± 0.015 | 3.6134 ± 0.0023 | 1.07 |
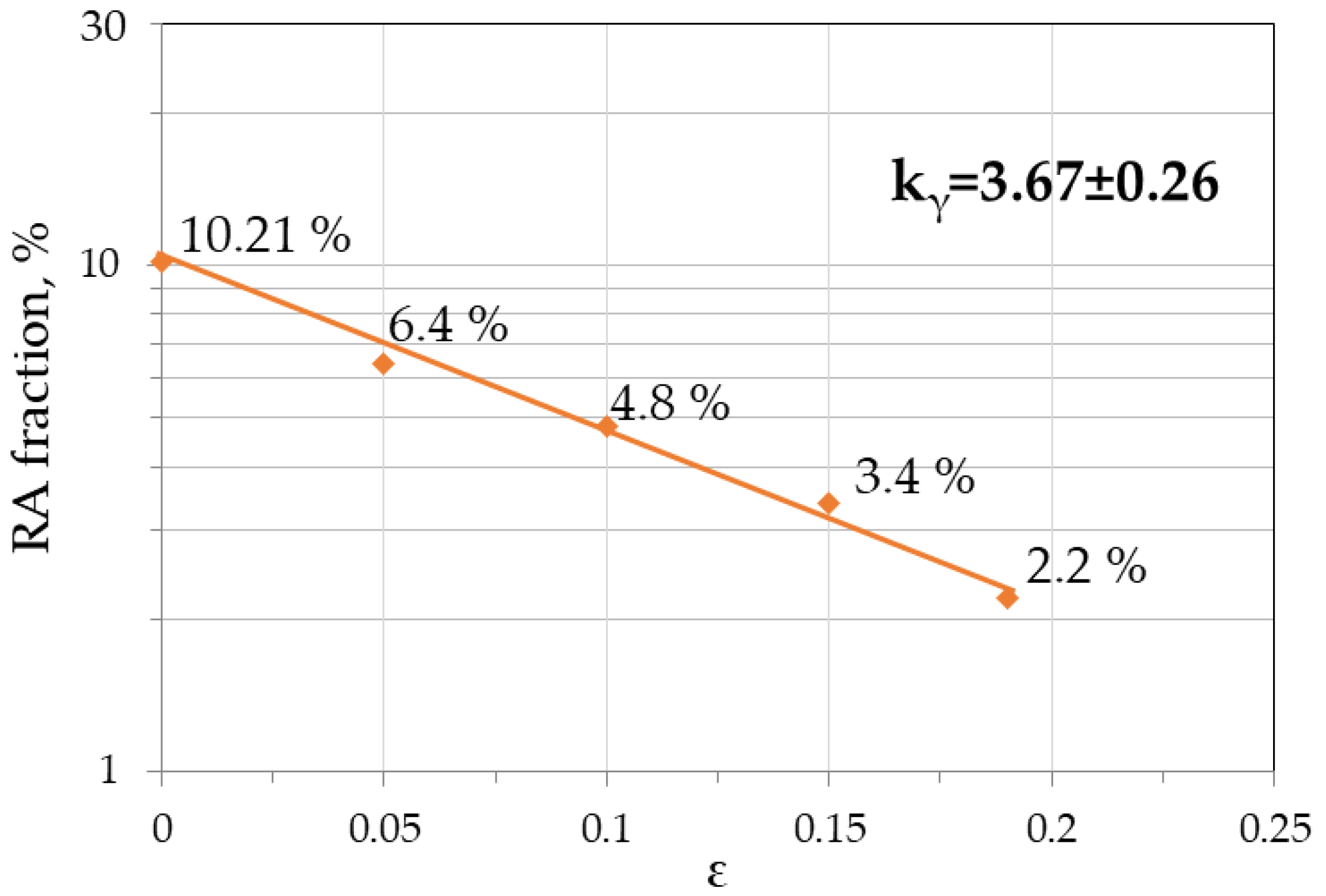
| Retained austenite fraction at tensile strain levels | |||
| 5% | 10% | 15% | Fracture—19.5% |
| 0.064 | 0.048 | 0.034 | 0.022 |
| YS0,2, [MPa] | UTS, [MPa] | TEl, [%] | UEl, [%] | YS0,2/UTS | UTS•UEl, [MPa•%] |
|---|---|---|---|---|---|
| 472 ± 18 | 690 ± 21 | 19.5 ± 2.3 | 15.6 ± 1.5 | 0.68 | 10,764 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Skowronek, A.; Grajcar, A. Laboratory- and Semi-Industrial-Scale Thermomechanical Processing of TRIP-Aided Steel with Acicular Ferrite. Appl. Sci. 2021, 11, 9512. https://doi.org/10.3390/app11209512
Skowronek A, Grajcar A. Laboratory- and Semi-Industrial-Scale Thermomechanical Processing of TRIP-Aided Steel with Acicular Ferrite. Applied Sciences. 2021; 11(20):9512. https://doi.org/10.3390/app11209512
Chicago/Turabian StyleSkowronek, Adam, and Adam Grajcar. 2021. "Laboratory- and Semi-Industrial-Scale Thermomechanical Processing of TRIP-Aided Steel with Acicular Ferrite" Applied Sciences 11, no. 20: 9512. https://doi.org/10.3390/app11209512