Combination of Thermal, Hydrometallurgical and Electrochemical Tannery Waste Treatment for Cr(III) Recovery

 , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Characterization
2.3. Hydrometallurgical Experiments
2.4. Electrochemical Experiments
3. Results
3.1. Subsection Samples Characterization
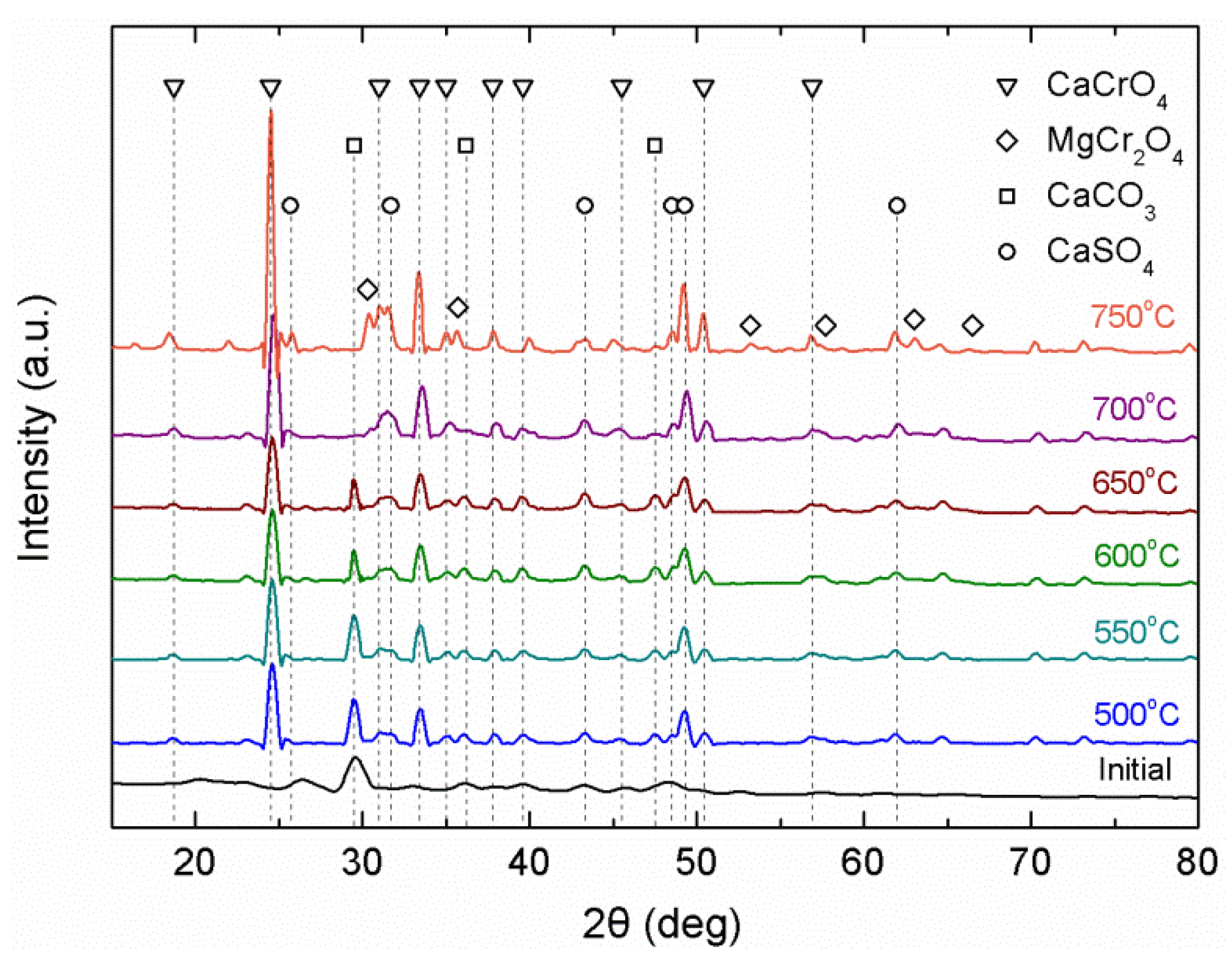
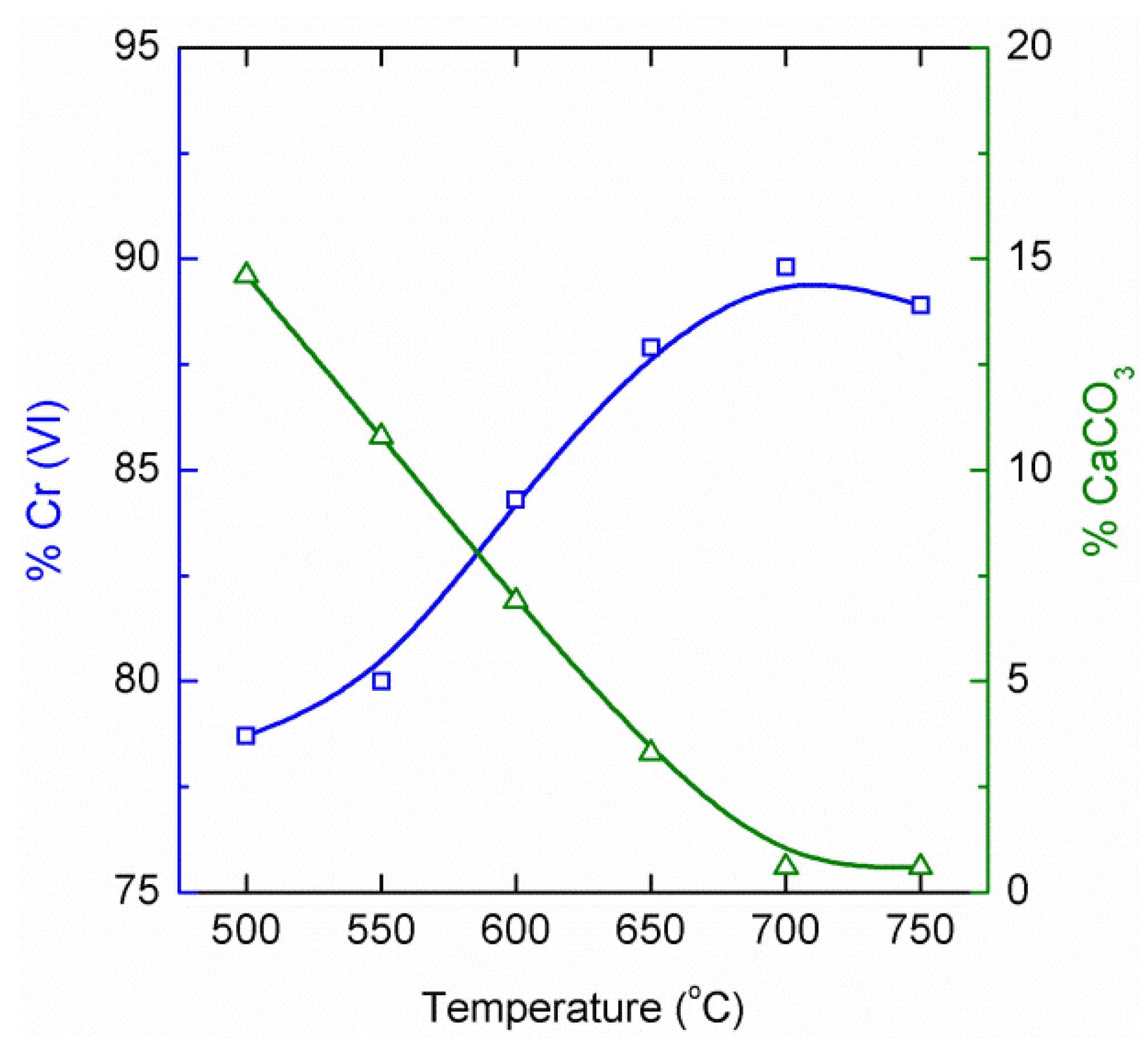
3.2. Cr(III) Oxidation by Thermal Treatment
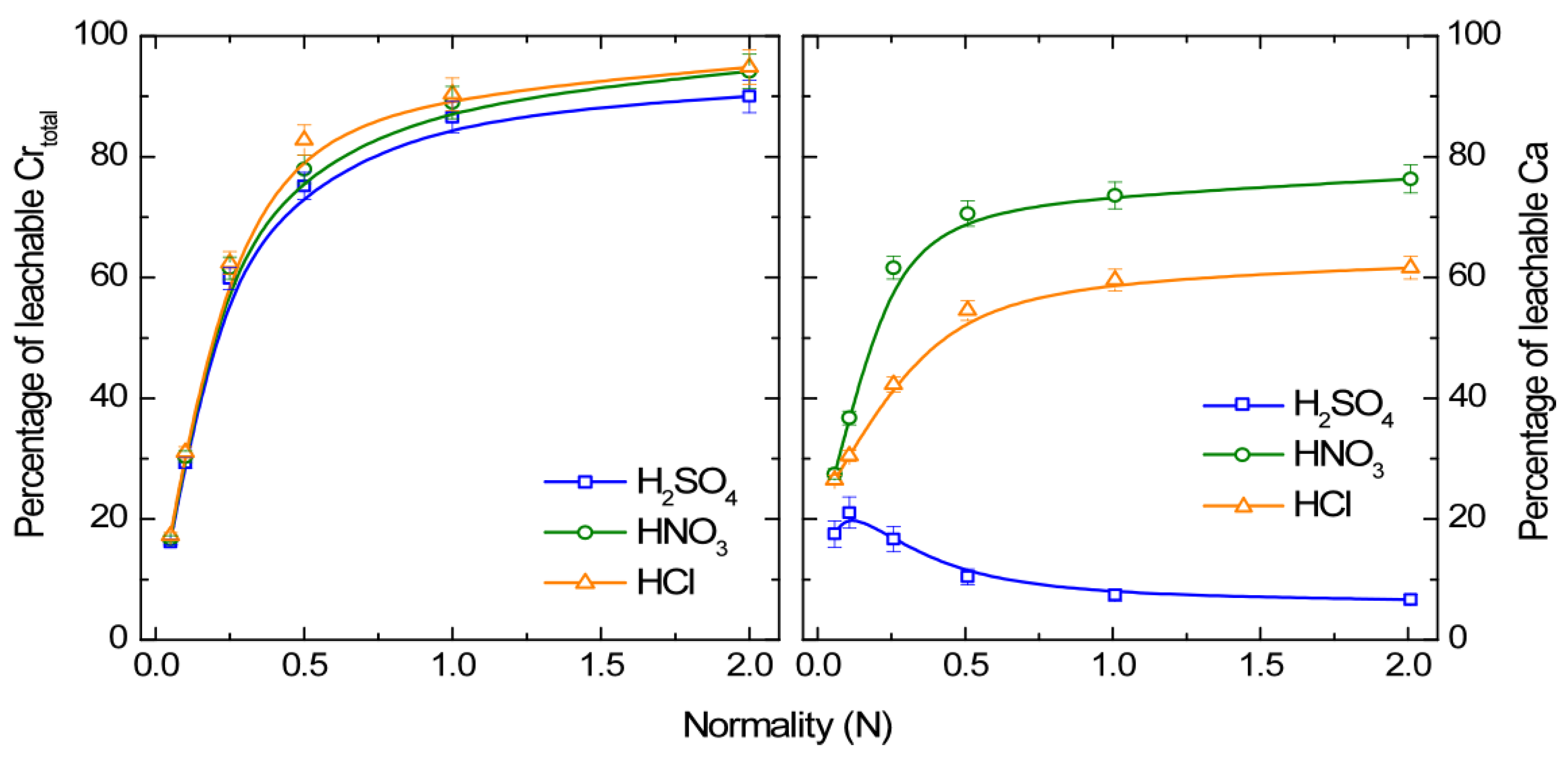
3.3. Hydrometallurgical Extraction of Cr
3.4. Electrochemical Reduction of Cr(VI)
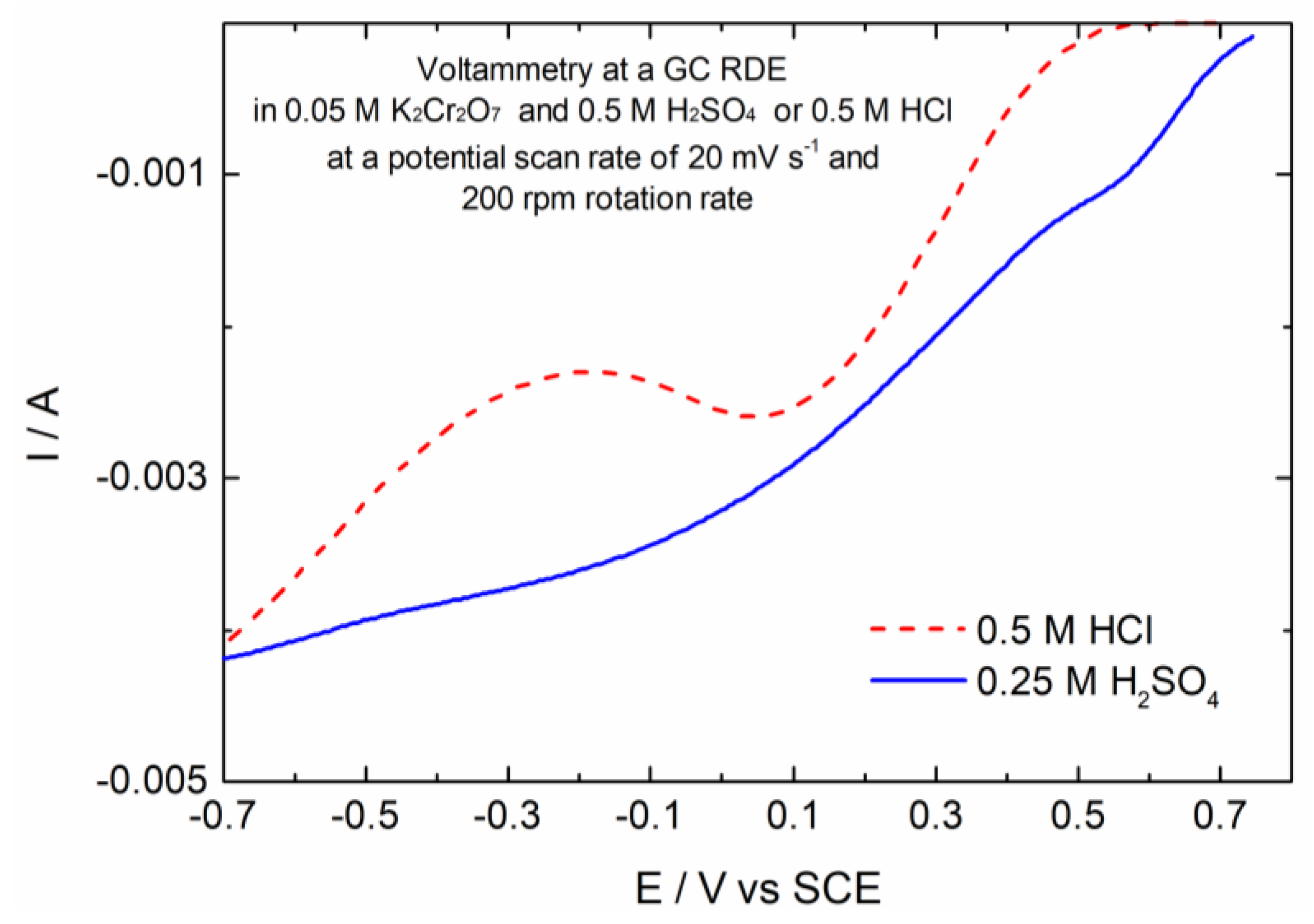
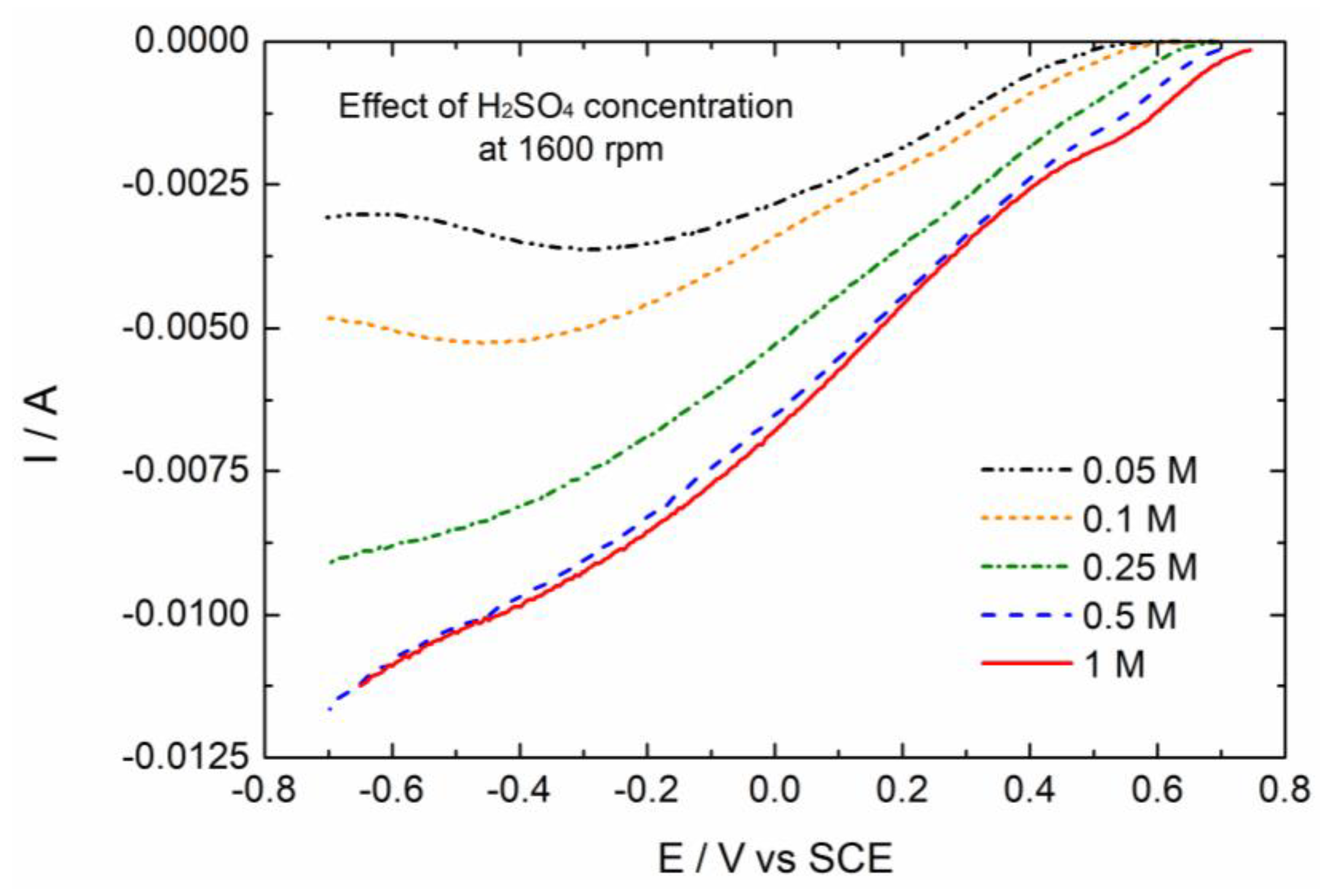
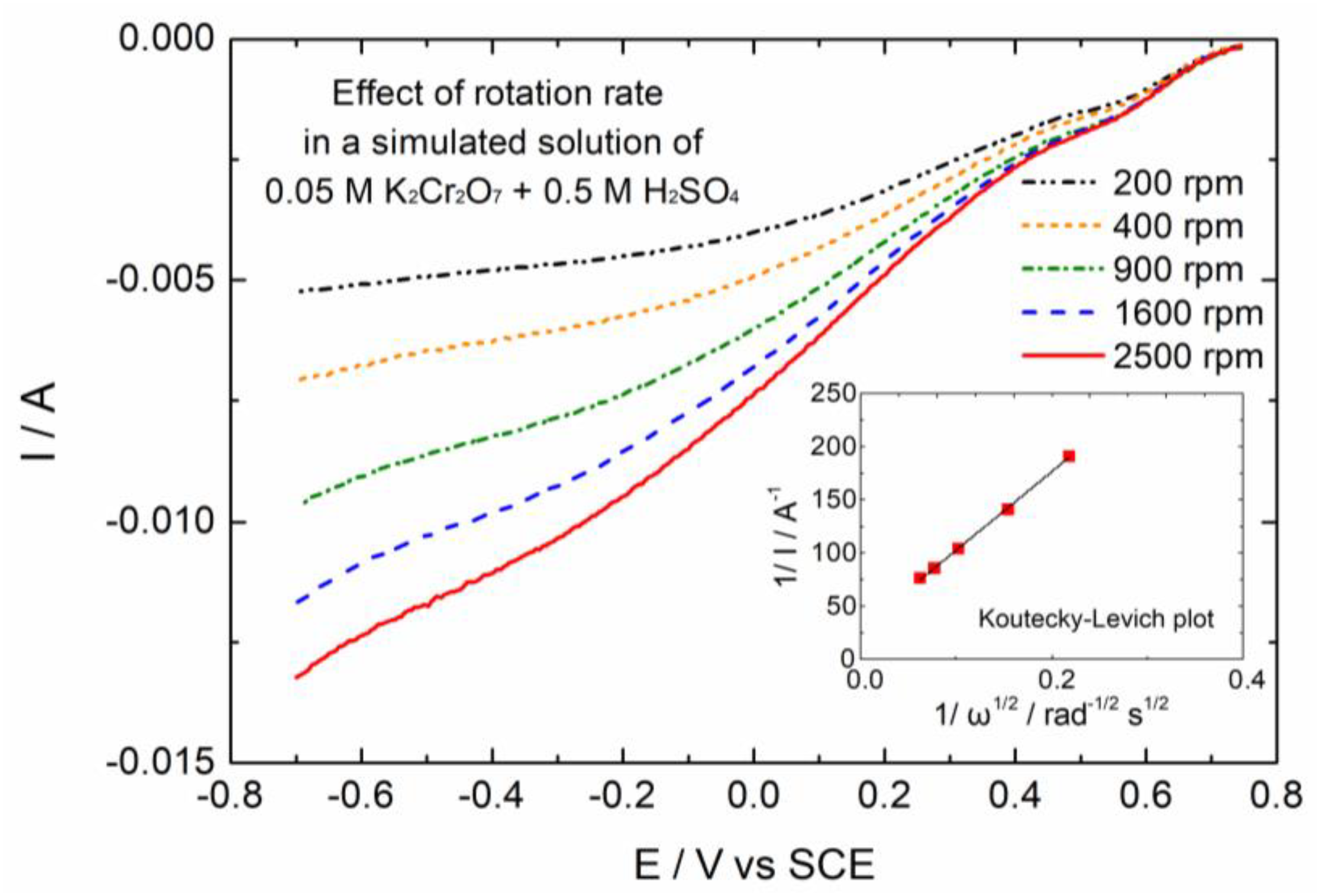
3.4.1. Exploratory Voltammetry Using a Glassy Carbon Rotating Disc Electrode
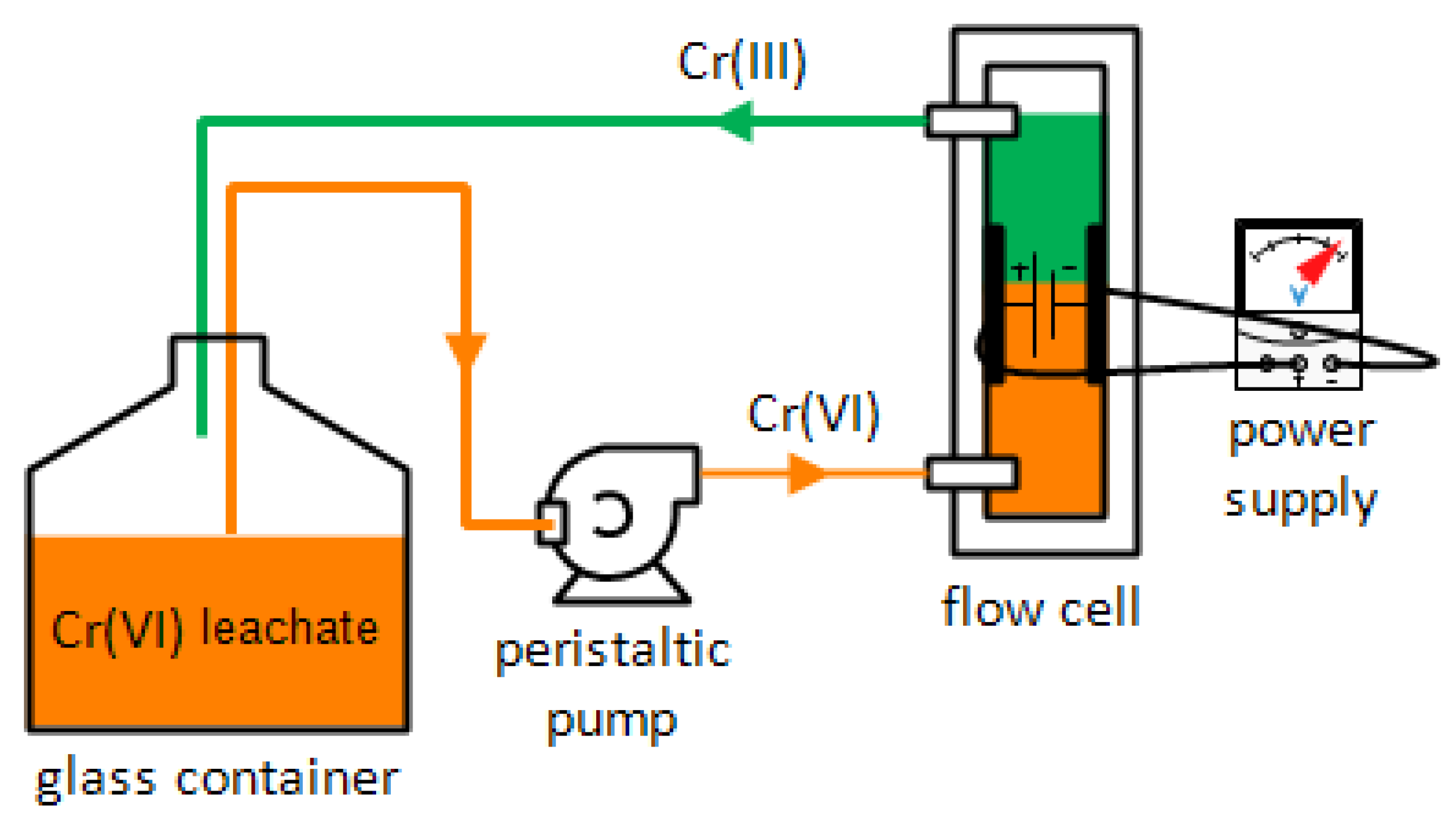
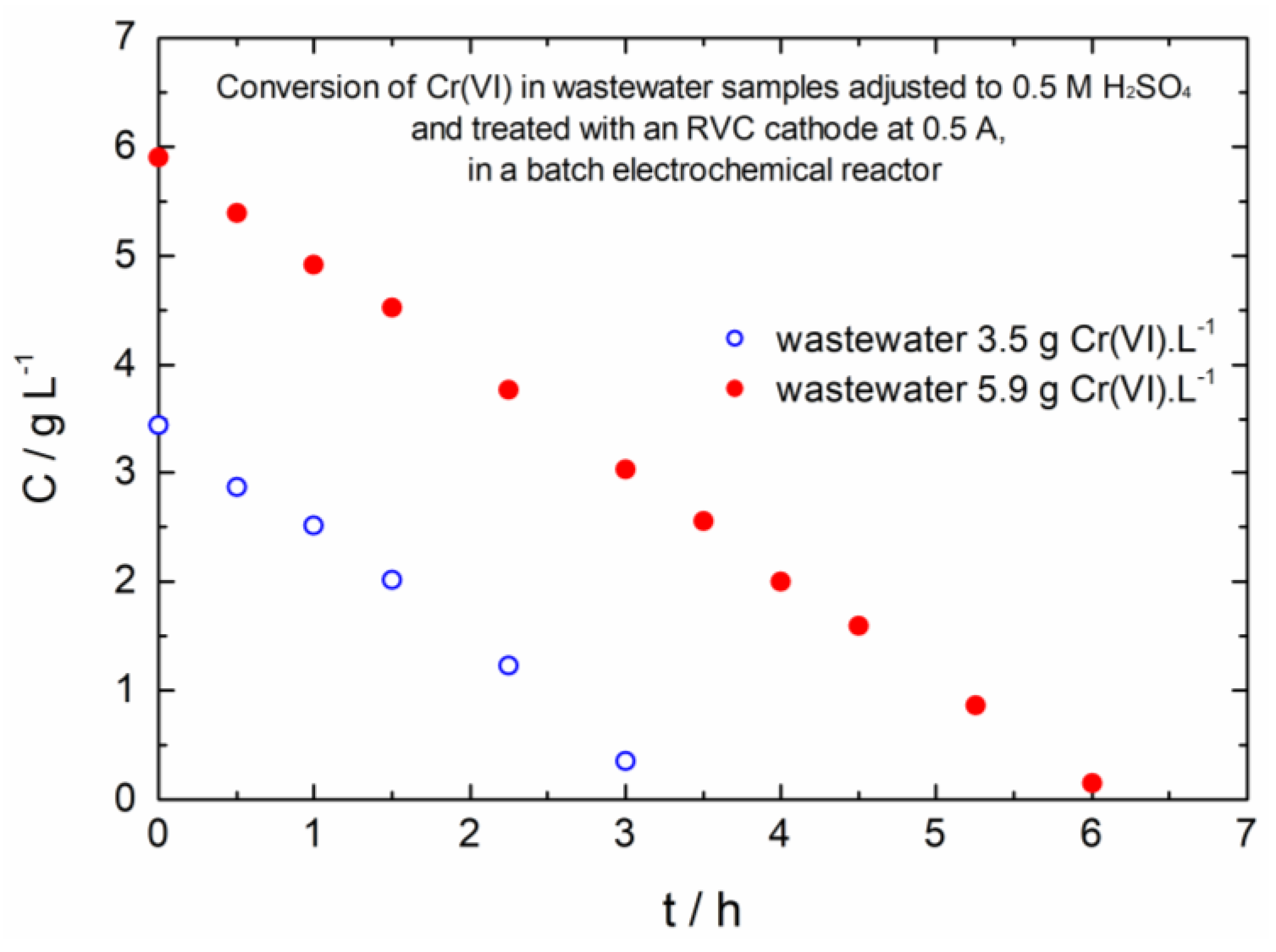
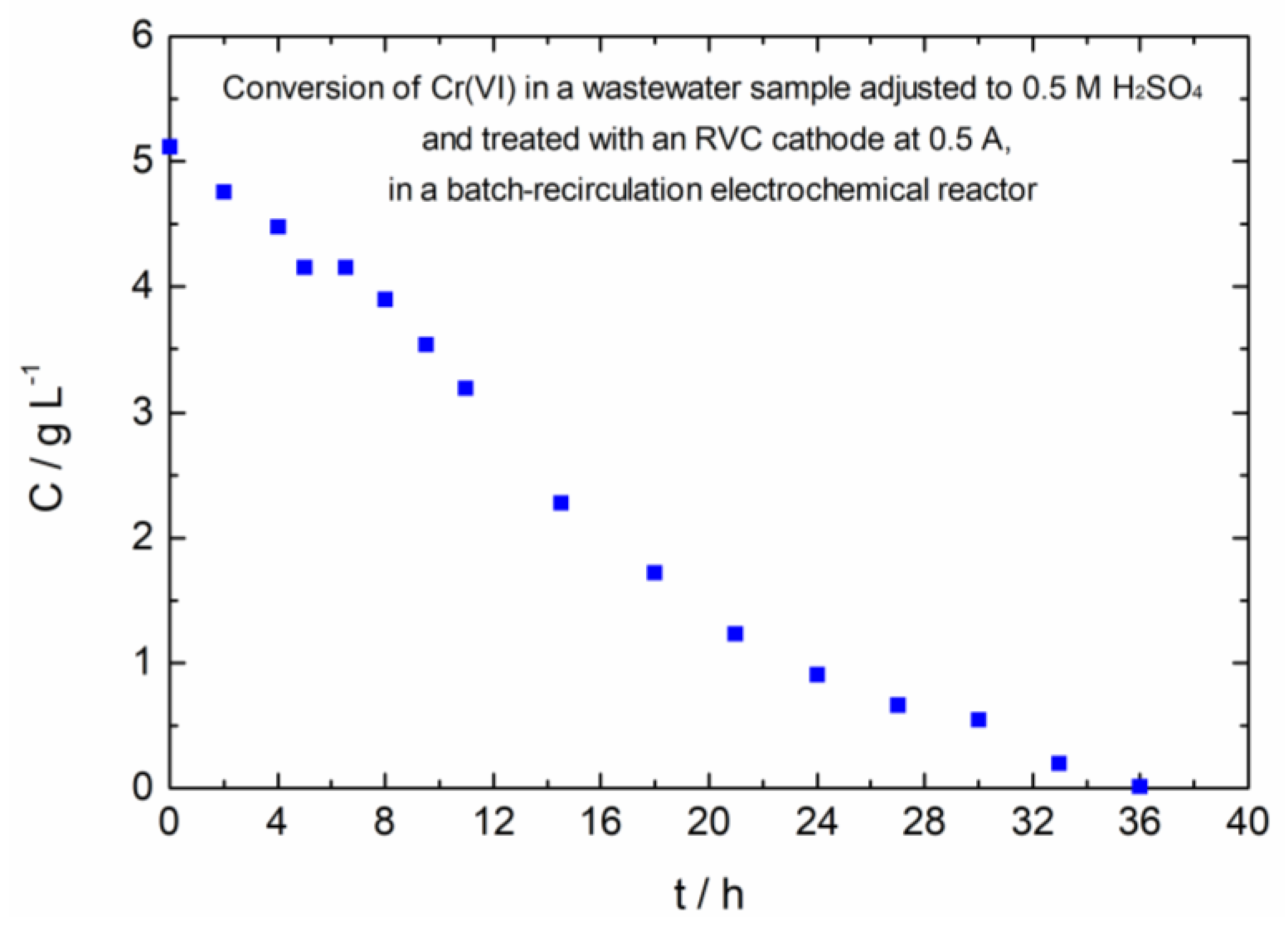
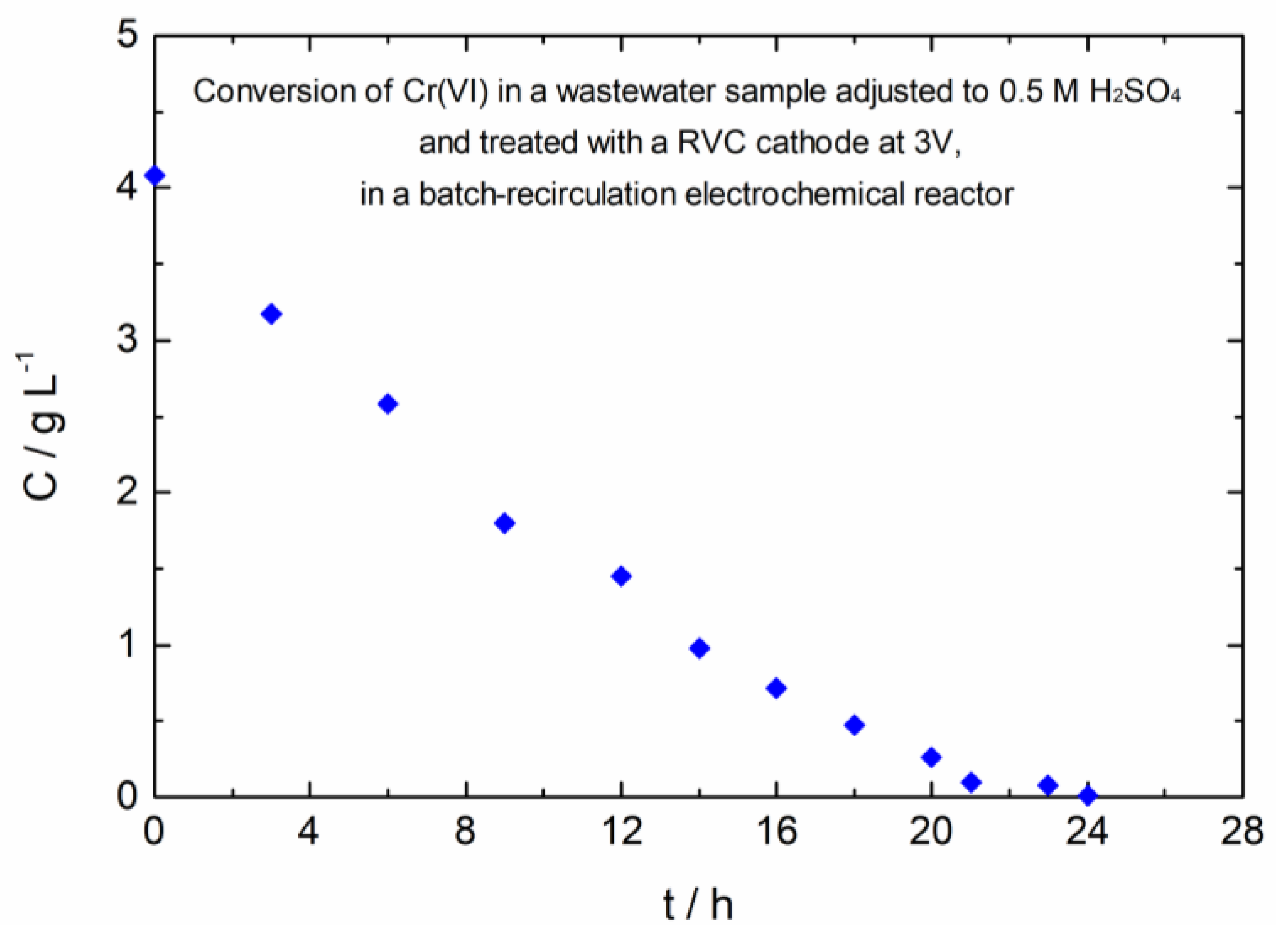
3.4.2. Reticulated Vitreous Carbon (RVC)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Basegio, T.; Berutti, F.; Bernardes, A.; Bergmann, C.P. Environmental and technical aspects of the utilisation of tannery sludge as a raw material for clay products. J. Eur. Ceram. Soc. 2002, 22, 2251–2259. [Google Scholar] [CrossRef]
- European Union. Commission Implementing Decision of 11 February 2013 Establishing the Best Available Techniques (BAT) Conclusions under Directive 2010/75/EU of the European Parliament and of the Council on Industrial Emissions for the Tanning of Hides and Skins; 2013/84/EU; European Union: Brussels, Belgium, 2013; Available online: http://data.europa.eu/eli/dec_impl/2013/84/oj (accessed on 7 January 2021).
- Abbas, N.; Jamil, N.; Hussain, N. Assessment of key parameters in tannery sludge management: A prerequisite for energy recovery. Energy Sources Part A Recover. Util. Environ. Eff. 2016, 38, 2656–2663. [Google Scholar] [CrossRef]
- Tahiri, S.; Albizane, A.; Messaoudi, A.; Azzi, M.; Bennazha, J.; Younssi, S.A.; Bouhria, M. Thermal behaviour of chrome shavings and of sludges recovered after digestion of tanned solid wastes with calcium hydroxide. Waste Manag. 2007, 27, 89–95. [Google Scholar] [CrossRef] [PubMed]
- Kavouras, P.; Pantazopoulou, E.; Varitis, S.; Vourlias, G.; Chrissafis, K.; Dimitrakopulos, G.P.; Mitrakas, M.; Zouboulis, A.I.; Karakostas, T.; Xenidis, A. Incineration of tannery sludge under oxic and anoxic conditions: Study of chromium speciation. J. Hazard. Mater. 2015, 283, 672–679. [Google Scholar] [CrossRef] [PubMed]
- Kokkinos, E.; Proskynitopoulou, V.; Zouboulis, A. Chromium and energy recovery from tannery wastewater treatment waste: Investigation of major mechanisms in the framework of circular economy. J. Environ. Chem. Eng. 2019, 7, 103307. [Google Scholar] [CrossRef]
- Kokkinos, E.; Zouboulis, A. Hydrometallurgical recovery of Cr(III) from tannery waste: Optimization and selectivity investigation. Water 2020, 12, 719. [Google Scholar] [CrossRef] [Green Version]
- Mao, L.; Deng, N.; Liu, L.; Cui, H.; Zhang, W. Inhibition of Cr(III) oxidation during thermal treatment of simulated tannery sludge: The role of phosphate. Chem. Eng. J. 2016, 294, 1–8. [Google Scholar] [CrossRef]
- Peng, H.; Leng, Y.; Guo, J. Electrochemical removal of chromium (VI) from wastewater. Appl. Sci. 2019, 9, 1156. [Google Scholar] [CrossRef] [Green Version]
- Barrera-Díaz, C.E.; Lugo-Lugo, V.; Bilyeu, B. A review of chemical, electrochemical and biological methods for aqueous Cr(VI) reduction. J. Hazard. Mater. 2012, 223–224, 1–12. [Google Scholar] [CrossRef]
- Patterson, R.R.; Fendorf, S.; Fendorf, M. Reduction of hexavalent chromium by amorphous iron sulfide. Environ. Sci. Technol. 1997, 31, 2039–2044. [Google Scholar] [CrossRef]
- Sedlak, D.L.; Chan, P.G. Reduction of hexavalent chromium by ferrous iron. Geochim. Cosmochim. Acta 1997, 61, 2185–2192. [Google Scholar] [CrossRef]
- Srinath, T.; Verma, T.; Ramteke, P.W.; Garg, S.K. Chromium (VI) biosorption and bioaccumulation by chromate resistant bacteria. Chemosphere 2002, 48, 427–435. [Google Scholar] [CrossRef]
- Sivakumar, D. Biosorption of hexavalent chromium in a tannery industry wastewater using fungi species. Glob. J. Environ. Sci. Manag. 2016, 2, 105–124. [Google Scholar]
- Arroyo, M.G.; Pérez-Herranz, V.; Montañés, M.T.; García-Antón, J.; Guiñón, J.L. Effect of pH and chloride concentration on the removal of hexavalent chromium in a batch electrocoagulation reactor. J. Hazard. Mater. 2009, 169, 1127–1133. [Google Scholar] [CrossRef]
- Zongo, I.; Leclerc, J.P.; Maïga, H.A.; Wéthé, J.; Lapicque, F. Removal of hexavalent chromium from industrial wastewater by electrocoagulation: A comprehensive comparison of aluminium and iron electrodes. Sep. Purif. Technol. 2009, 66, 159–166. [Google Scholar] [CrossRef]
- Chaudhary, A.J.; Goswami, N.C.; Grimes, S.M. Electrolytic removal of hexavalent chromium from aqueous solutions. J. Chem. Technol. Biotechnol. 2003, 78, 833–877. [Google Scholar] [CrossRef]
- Golub, D.; Oren, Y. Removal of chromium from aqueous solutions by treatment with porous carbon electrodes: Electrochemical principles. J. Appl. Electrochem. 1989, 19, 311–316. [Google Scholar] [CrossRef]
- Abda, M.; Gavra, Z.; Oren, Y. Removal of chromium from aqueous solutions by treatment with fibrous carbon electrodes: Column effects. J. Appl. Electrochem. 1991, 21, 734–739. [Google Scholar] [CrossRef]
- Rodriguez-Valadez, F.; Ortiz-Éxiga, C.; Ibanez, J.G.; Ordaz, A.A.; Gutierrez-Granados, S. Electroreduction of Cr(VI) to Cr(III) on reticulated vitreous carbon electrodes in a parallel-plate reactor with recirculation. Environ. Sci. Technol. 2005, 39, 1875–1879. [Google Scholar] [CrossRef]
- Velasco, G.; Gutiérrez-Granados, S.; Ponce de León, C.; Alatorre, A.; Walsh, F.C.; Rodríguez-Torres, I. The electrochemical reduction of Cr(VI) ions in acid solution at titanium and graphite electrodes. J. Environ. Chem. Eng. 2016, 4, 3610–3617. [Google Scholar] [CrossRef] [Green Version]
- Friedrich, J.M.; Ponce-de-León, C.; Reade, G.W.; Walsh, F.C. Reticulated vitreous carbon as an electrode material. J. Electroanal. Chem. 2004, 561, 203–217. [Google Scholar] [CrossRef] [Green Version]
- Njau, K.N.; Janssen, L.J.J. Electrochemical reduction of chromate ions from dilute artificial solutions in a GBC-reactor. J. Appl. Electrochem. 1999, 29, 411–419. [Google Scholar] [CrossRef]
- Joint Center for Powder Diffraction Studies (JCPDS). Powder Diffraction File; International Centre for Diffraction Data: Newtown Square, PA, USA, 2004. [Google Scholar]
- Apha; Water Environment Federation; American Water Works Association. Standard Methods for the Examination of Water and Wastewater (Part 4000–6000); Water Environment Federation: Alexandria, VA, USA, 1999; ISBN 9780875532356. [Google Scholar]
- USEPA. Method 7196A for Chromium Hexavalent (Colorimetric); USEPA: Washington, DC, USA, 1992.
- European Standard 13137. In Chemical Analyses—Determination of Total Organic Carbon (TOC) in Waste, Sludges and Sediments; EN 2004; European Committee for Standardization: Brussels, Belgium, 2004.
- Touni, A.; Papaderakis, A.; Karfaridis, D.; Banti, A.; Mintsouli, I.; Lambropoulou, D.; Sotiropoulos, S. Oxygen evolution at IrO2-modified Ti anodes prepared by a simple galvanic deposition method. J. Electroanal. Chem. 2019, 855, 113485. [Google Scholar] [CrossRef]
- Apte, A.D.; Tare, V.; Bose, P. Extent of oxidation of Cr(III) to Cr(VI) under various conditions pertaining to natural environment. J. Hazard. Mater. 2006, 128, 164–174. [Google Scholar] [CrossRef]
- Faris, N.; Ram, R.; Chen, M.; Tardio, J.; Pownceby, M.I.; Jones, L.A.; McMaster, S.; Webster, N.A.S.; Bhargava, S. The effect of thermal pre-treatment on the dissolution of chalcopyrite (CuFeS2) in sulfuric acid media. Hydrometallurgy 2017, 169, 68–78. [Google Scholar] [CrossRef]
- Verbinnen, B.; Billen, P.; van Coninckxloo, M.; Vandecasteele, C. Heating temperature dependence of Cr(III) oxidation in the presence of alkali and alkaline earth salts and subsequent Cr(VI) leaching behavior. Environ. Sci. Technol. 2013, 47, 5858–5863. [Google Scholar] [CrossRef]
- Mao, L.; Gao, B.; Deng, N.; Zhai, J.; Zhao, Y.; Li, Q.; Cui, H. The role of temperature on Cr(VI) formation and reduction during heating of chromium-containing sludge in the presence of CaO. Chemosphere 2015, 138, 197–204. [Google Scholar] [CrossRef]
- Soltani, F.; Abdollahy, M.; Petersen, J.; Ram, R.; Javad Koleini, S.M.; Moradkhani, D. Leaching and recovery of phosphate and rare earth elements from an iron-rich fluorapatite concentrate: Part II: Selective leaching of calcium and phosphate and acid baking of the residue. Hydrometallurgy 2019, 184, 29–38. [Google Scholar] [CrossRef]
- Lide, D.R. CRC Handbook of Chemistry and Physics; CRC Press Taylor & Francis: Boca Raton, FL, USA, 2005. [Google Scholar]
- Brito, F.; Ascanio, J.; Mateo, S.; Hernández, C.; Araujo, L.; Gili, P.; Martín-Zarza, P.; Domínguez, S.; Mederos, A. Equilibria of chromate(VI) species in acid medium and ab initio studies of these species. Polyhedron 1997, 16, 3835–3846. [Google Scholar] [CrossRef]
- Roberts, E.P.L.; Yu, H. Chromium removal using a porous carbon felt cathode. J. Appl. Electrochem. 2002, 32, 1091–1099. [Google Scholar] [CrossRef]
- Kachoosangi, R.T.; Compton, R.G. Voltammetric determination of Chromium(VI) using a gold film modified carbon composite electrode. Sens. Actuators B Chem. 2013, 178, 555–562. [Google Scholar] [CrossRef]
- Sun, Z.; Chai, L.; Shu, Y.; Li, Q.; Liu, M.; Qiu, D. Chemical bond between chloride ions and surface carboxyl groups on activated carbon. Colloids Surf. Physicochem. Eng. Asp. 2017, 530, 53–59. [Google Scholar] [CrossRef]
- Bard, A.J.; Faulkner, L.R. Methods involving forced convection-hydrodynamic methods. In Electrochemical Methods: Fundamentals and Applications, 2nd ed.; John Wiley & Sons, Inc.: New York, NY, USA, 2001; p. 341. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Treatment Temperature (°C) | |||||||
|---|---|---|---|---|---|---|---|
| Initial | 500 | 550 | 600 | 650 | 700 | 750 | |
| % w/w | |||||||
| Weight loss | - | 52.6 | 52.8 | 53 | 54.5 | 55.4 | 55.5 |
| Organic matter | 22 | 1.4 | 0.2 | 0 | 0 | 0 | 0 |
| Organic carbon | 12.2 | 0.8 | 0.1 | 0 | 0 | 0 | 0 |
| Inorganic carbon | 3.1 | 1.7 | 1.3 | 0.8 | 0.4 | 0.1 | 0.1 |
| Crtotal: | 14.1 | 28.3 | 28.5 | 28.5 | 28.6 | 29 | 29 |
| -Cr(III) | 14.1 | 6 | 5.7 | 4.5 | 3.5 | 3 | 3.2 |
| -Cr(VI) | - | 22.3 | 22.8 | 24 | 25.1 | 26 | 25.8 |
| Ca | 14.8 | 28.8 | 29.1 | 29.3 | 29.7 | 29.8 | 30 |
| Mg | 2.4 | 4.9 | 5 | 5.1 | 5.1 | 5.1 | 5.1 |
| Na | 1.5 | 3 | 3 | 3.1 | 3.2 | 3.2 | 3.2 |
| Al | 0.5 | 1.1 | 1.1 | 1.2 | 1.2 | 1.2 | 1.2 |
| Fe | 0.46 | 0.5 | 0.5 | 0.5 | 0.5 | 0.6 | 0.6 |
| K | 0.12 | 0.25 | 0.25 | 0.26 | 0.26 | 0.27 | 0.27 |
| Zn | 0.06 | 0.14 | 0.14 | 0.14 | 0.15 | 0.16 | 0.16 |
| pH | 9.1 | 9.2 | 9.2 | 9.2 | 9.2 | 9.2 | 9.2 |
| Conductivity (mS/cm) | 0.96 | 7.35 | 7.38 | 7.4 | 7.43 | 7.44 | 7.43 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kokkinos, E.; Banti, A.; Mintsouli, I.; Touni, A.; Sotiropoulos, S.; Zouboulis, A. Combination of Thermal, Hydrometallurgical and Electrochemical Tannery Waste Treatment for Cr(III) Recovery. Appl. Sci. 2021, 11, 532. https://doi.org/10.3390/app11020532
Kokkinos E, Banti A, Mintsouli I, Touni A, Sotiropoulos S, Zouboulis A. Combination of Thermal, Hydrometallurgical and Electrochemical Tannery Waste Treatment for Cr(III) Recovery. Applied Sciences. 2021; 11(2):532. https://doi.org/10.3390/app11020532
Chicago/Turabian StyleKokkinos, Evgenios, Aggeliki Banti, Ioanna Mintsouli, Aikaterini Touni, Sotiris Sotiropoulos, and Anastasios Zouboulis. 2021. "Combination of Thermal, Hydrometallurgical and Electrochemical Tannery Waste Treatment for Cr(III) Recovery" Applied Sciences 11, no. 2: 532. https://doi.org/10.3390/app11020532