
Effect of Shot Peening on the Evolution of Scale on T91 Steel Exposed to Steam


Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Effect of Shot Peening on Microstructure PRIOR to Steam Exposure
3.2. Characteristics of the Oxidation Scale
4. Discussion
4.1. Evolution of Oxidation Scale
4.2. Effect of Shot Peening
5. Conclusions
- Grain refinement occurs on the top surface of the 10-min shot peened specimen, for which the grain size is ~3 µm, compared to the original grain size of ~10 µm.
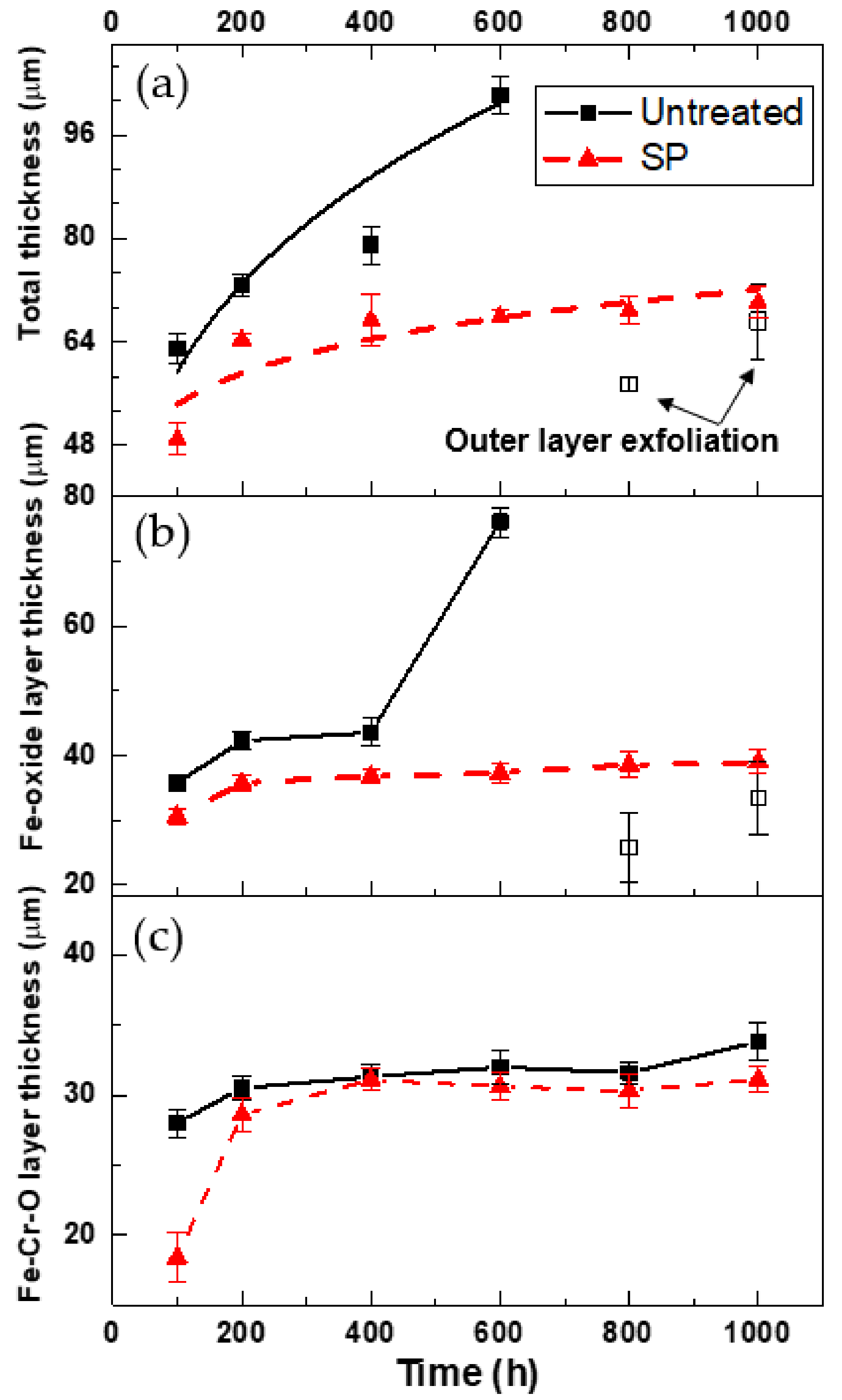
- After 100–600 h steam exposure at 650 °C, oxide scales formed on T91 specimens were identified as: an uppermost Fe2O3 layer, an Fe3O4 layer below, and an FeCr2O4 spinel layer. The total scale thickness of the SP and untreated specimens as measured at various steam exposure durations follows parabolic oxidation kinetics. Untreated specimens exhibit much larger scale thickness and faster scale growth rate than SP-treated specimens, indicating that shot peening improves oxidation resistance.
- After steam exposure for 800–1000 h at 650 °C, numerous voids and micro-cracks form between the Fe2O3 and Fe3O4 layers in the untreated specimens, resulting in partial exfoliation of the uppermost Fe2O3 layer. In contrast, the SP-treated specimens retain dense and compact oxidation scale with few voids or micro-cracks.
- A Cr-depleted zone forms at the oxide-metal interface in the SP-treated specimen after 100 h steam exposure, in which decomposition of M23C6 precipitate is observed.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fry, A.; Osgerby, S.; Wright, M. Oxidation of alloys in steam environments: A review. In NPL Report MATC; National Physical Laboratory: London, UK, 2002; Volume 90, pp. 45–89. [Google Scholar]
- Shingledecker, J.P.; Pint, B.A.; Fry, A.T.; Wright, I.G. Managing Steam-Side Oxidation and Exfoliation in USC Boiler Tubes. Adv. Mater. Process. 2013, 171, 23–25. [Google Scholar]
- Laverde, D.; Gomez-Acebo, T.; Castro, F. Continuous and cyclic oxidation of T91 ferritic steel under steam. Corros. Sci. 2004, 46, 613–631. [Google Scholar] [CrossRef]
- Liu, G.; Wang, C.; Yu, F.; Tian, J. Evolution of oxide film of T91 steel in water vapor atmosphere at 750°C. Oxid. Met. 2014, 81, 383–392. [Google Scholar] [CrossRef]
- Chen, Y.; Sridharan, K.; Todd, A. Corrosion behavior of ferritic–martensitic steel T91 in supercritical water. Corros. Sci. 2006, 48, 2843–2854. [Google Scholar] [CrossRef]
- Zhang, D.; Xu, J.; Zhao, G.; Guan, Y.; Li, M. Oxidation characteristic of ferritic–martensitic steel T91 in water–vapor atmosphere. Chin. J. Mater. Res. 2009, 22, 599–605. [Google Scholar]
- Atkinson, A. Wagner theory and short circuit diffusion. Mater. Sci. Technol. 1988, 4, 1046–1051. [Google Scholar] [CrossRef]
- He, Y.; Yang, C.W.; Lee, J.H.; Shin, K. Study of the Microstructural Evolution of Tempered Martensite Ferritic Steel T91 upon Ultrasonic Nanocrystalline Surface Modification. Appl. Microsc. 2015, 45, 170–176. [Google Scholar] [CrossRef] [Green Version]
- Li, K.; Ma, H.; He, Y.; Chang, J.; Bae, S.Y.; Shin, K. Microstructural evolution and oxidation resistance of T92 boiler tube steel upon long-term supercritical steam test. Fusion Eng. Des. 2017, 125, 361–366. [Google Scholar] [CrossRef]
- Ma, H.; He, Y.; Bae, S.Y.; Shin, K. Effect of shot peening on oxidation behavior of SS304H upon long term steam exposure. J. Nanosci. Nanotechnol. 2018, 18, 6167–6172. [Google Scholar] [CrossRef] [PubMed]
- Naraparaju, R.; Christ, H.J.; Renner, F.U.; Kostka, A. Effect of shot-peening on the oxidation behaviour of boiler steels. Oxid. Met. 2011, 76, 233–245. [Google Scholar] [CrossRef]
- Kurley, J.M.; Pint, B.A. The Effect of Shot Peening on Steam Oxidation of 304H Stainless Steel. Oxid. Met. 2020, 93, 159–174. [Google Scholar] [CrossRef]
- Nishimura, N.; Komai, N.; Hirayama, Y.; Masuyama, F. Japanese experience with steam oxidation of advanced heat-resistant steel tubes in power boilers. Mater. High Temp. 2005, 22, 3–10. [Google Scholar] [CrossRef]
- Downey, B.J.; Bermel, J.C.; Zimmer, P.J. Kinetics of the nickel–chlorine reaction at temperatures between 350 and 600 °C. Corrosion 1969, 25, 502. [Google Scholar] [CrossRef]
- Arıztegui, A.; Gomez-Acebo, T.; Castro, F. Steam oxidation of ferritic steels: Kinetics and microstructure. Bol. Soc. Esp. Ceram. Vidr. 2000, 39, 305. [Google Scholar]
- Khanna, A.S.; Rodriguez, P.; Gananamoorthy, J.B. Oxidation kinetics, breakaway oxidation, and inversion phenomenon in 9Cr–1Mo steels. Oxid. Met. 1986, 26, 171. [Google Scholar] [CrossRef]
- Vossen, J.P.T.; Gawenda, P.; Rahts, K.; Schorr, M.; Schutze, M. Limits of the oxidation resistance of several heat-resistant steels under isothermal and cyclic oxidation as well as under creep in air at 650°C. Mater. High Temp. 1997, 14, 387. [Google Scholar] [CrossRef]
- Peng, X.; Yan, J.; Zhou, Y.; Wang, F. Effect of grain refinement on the resistance of 304 stainless steel to breakaway oxidation in wet air. Acta Mater. 2005, 53, 5079–5088. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Shot Peening Treatment | Ball Size | Amplitude | Frequency | Duration | ||||
| 2.0 mm | 50 μm | 20 kHz | 10 min | |||||
| Steam exposure durations | Test durations | |||||||
| 100 h | 200 h | 400 h | 600 h | 800 h | 1000 h | |||
| Elements | C | Si | Mn | P | S | Ni | Cr | Mo | N | Al | Nb | V | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| * T91 standard | 0.07~0.14 | 0.20~0.50 | 0.30~0.60 | ≤0.020 | ≤0.010 | ≤0.40 | 8.00~9.50 | 0.85~1.05 | 0.03~0.07 | ≤0.02 | 0.06~0.10 | 0.18~0.25 | Bal. |
| ** OES measured | 0.09 | 0.33 | 0.37 | - | - | 0.14 | 8.66 | 0.89 | - | - | 0.07 | 0.22 | Bal. |
| Exposure Time (h) | Total Scale Thickness (μm) | Fe-Cr-O Layer Thickness (μm) | Fe-Oxide Layer Thickness (μm) | |||
|---|---|---|---|---|---|---|
| Untreated | SP | Untreated | SP | Untreated | SP | |
| 100 | 63.0 ± 2.3 | 49.0 ± 2.5 | 28.0 ± 1.0 | 18.4 ± 1.8 | 35.8 ± 1.3 | 30.6 ± 1.2 |
| 200 | 72.8 ± 1.6 | 64.4 ± 0.9 | 30.5 ± 0.8 | 28.6 ± 1.2 | 42.3 ± 1.3 | 35.8 ± 1.3 |
| 400 | 79.0 ± 3.0 | 67.4 ± 4.0 | 32.3 ± 0.9 | 31.1 ± 0.8 | 46.7 ± 2.1 | 36.3 ± 1.0 |
| 600 | 102.1 ± 2.9 | 67.9 ± 0.9 | 35.0 ± 1.2 | 30.6 ± 1.0 | 67.1 ± 2.3 | 37.3 ± 1.6 |
| 800 | 57.4 ± 1.1 (left over) | 68.9 ± 2.1 | 31.6 ± 0.8 | 30.3 ± 1.2 | 25.8 ± 5.4 | 38.6 ± 1.9 |
| 1000 | 67.2 ± 5.8 (left over) | 70.1 ± 2.4 | 33.8 ± 1.3 | 31.1 ± 0.9 | 33.4 ± 5.6 | 39.0 ± 1.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, L.; He, Y.; Kang, Y.; Shin, K. Effect of Shot Peening on the Evolution of Scale on T91 Steel Exposed to Steam. Appl. Sci. 2021, 11, 8831. https://doi.org/10.3390/app11198831
Xu L, He Y, Kang Y, Shin K. Effect of Shot Peening on the Evolution of Scale on T91 Steel Exposed to Steam. Applied Sciences. 2021; 11(19):8831. https://doi.org/10.3390/app11198831
Chicago/Turabian StyleXu, Liming, Yinsheng He, Yeonkwan Kang, and Keesam Shin. 2021. "Effect of Shot Peening on the Evolution of Scale on T91 Steel Exposed to Steam" Applied Sciences 11, no. 19: 8831. https://doi.org/10.3390/app11198831