
Recycled Tire Rubber in Additive Manufacturing: Selective Laser Sintering for Polymer-Ground Rubber Composites


Abstract
:1. Introduction
2. Materials and Methods
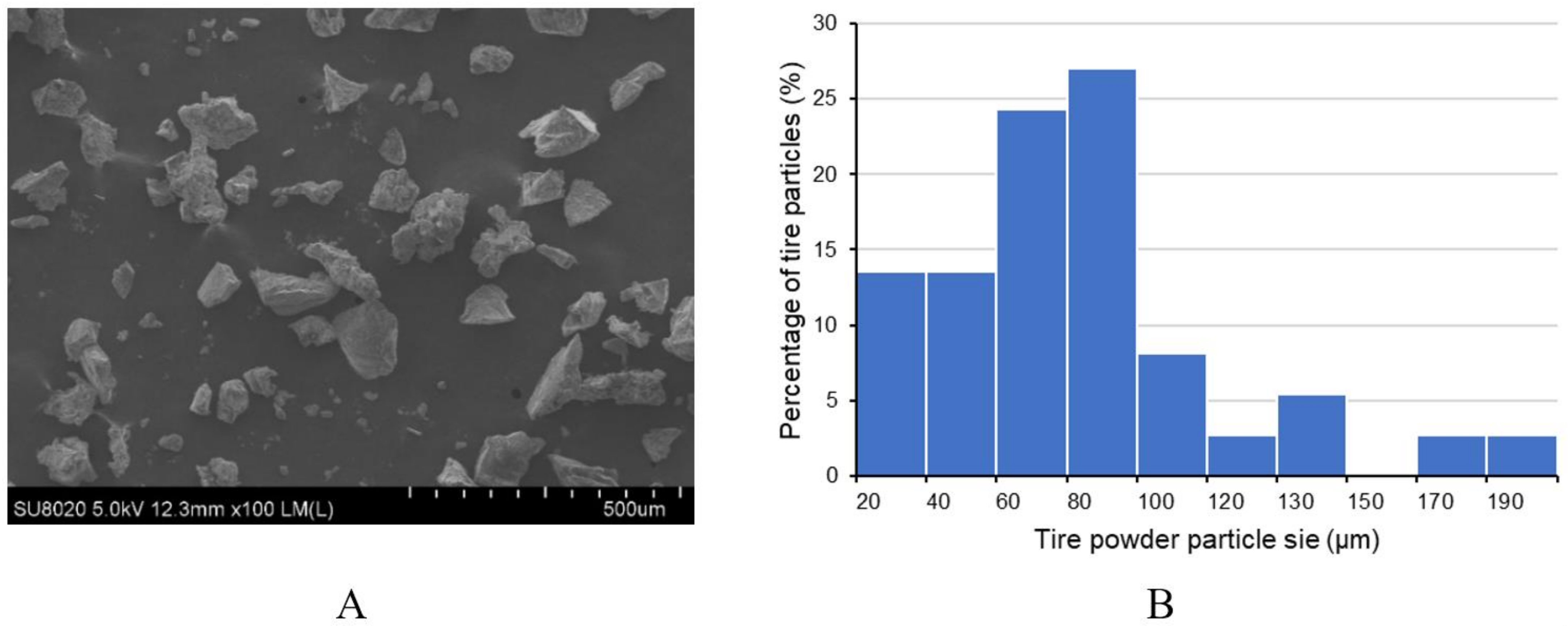
2.1. Materials
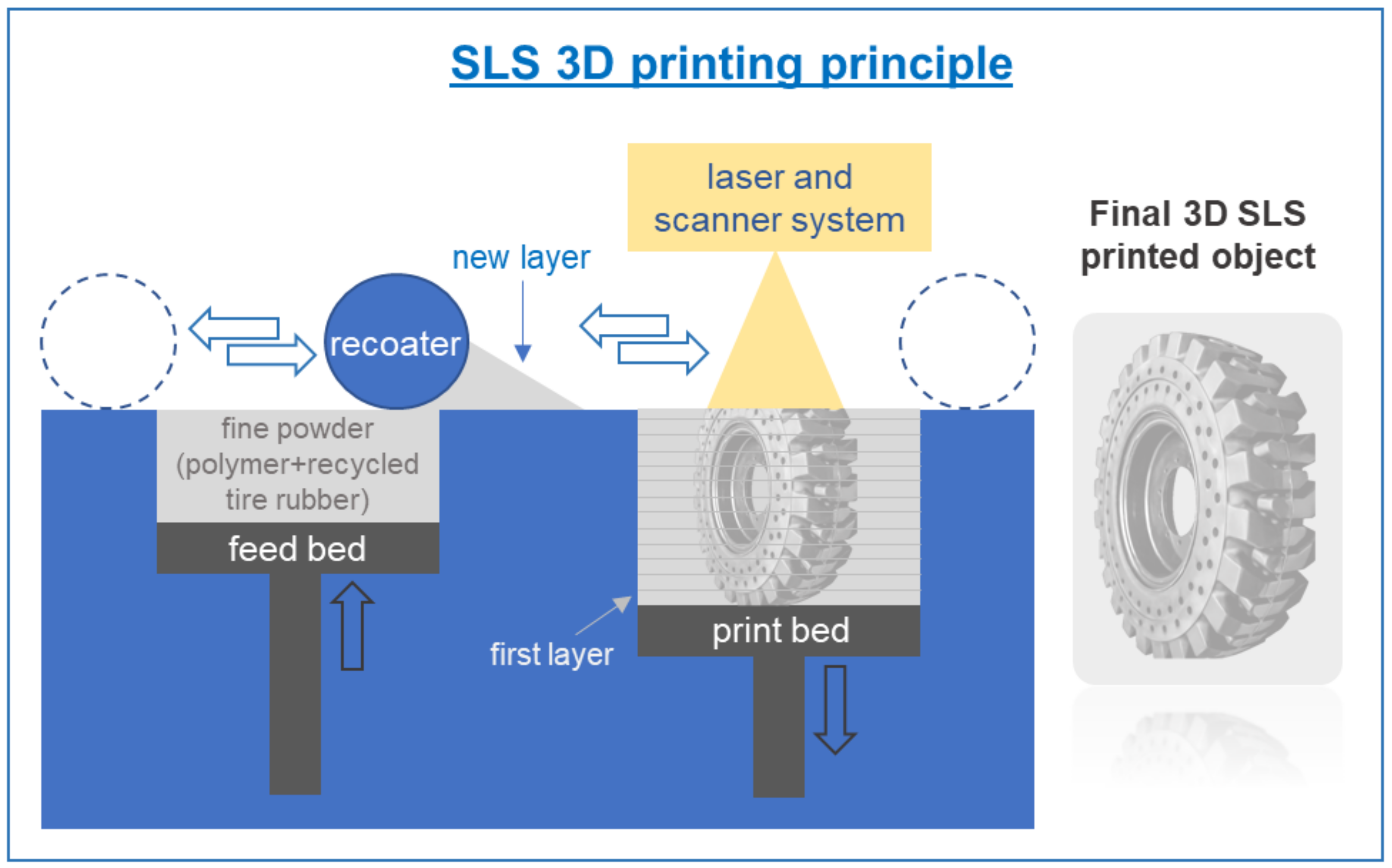
2.2. SLS Printing Conditions
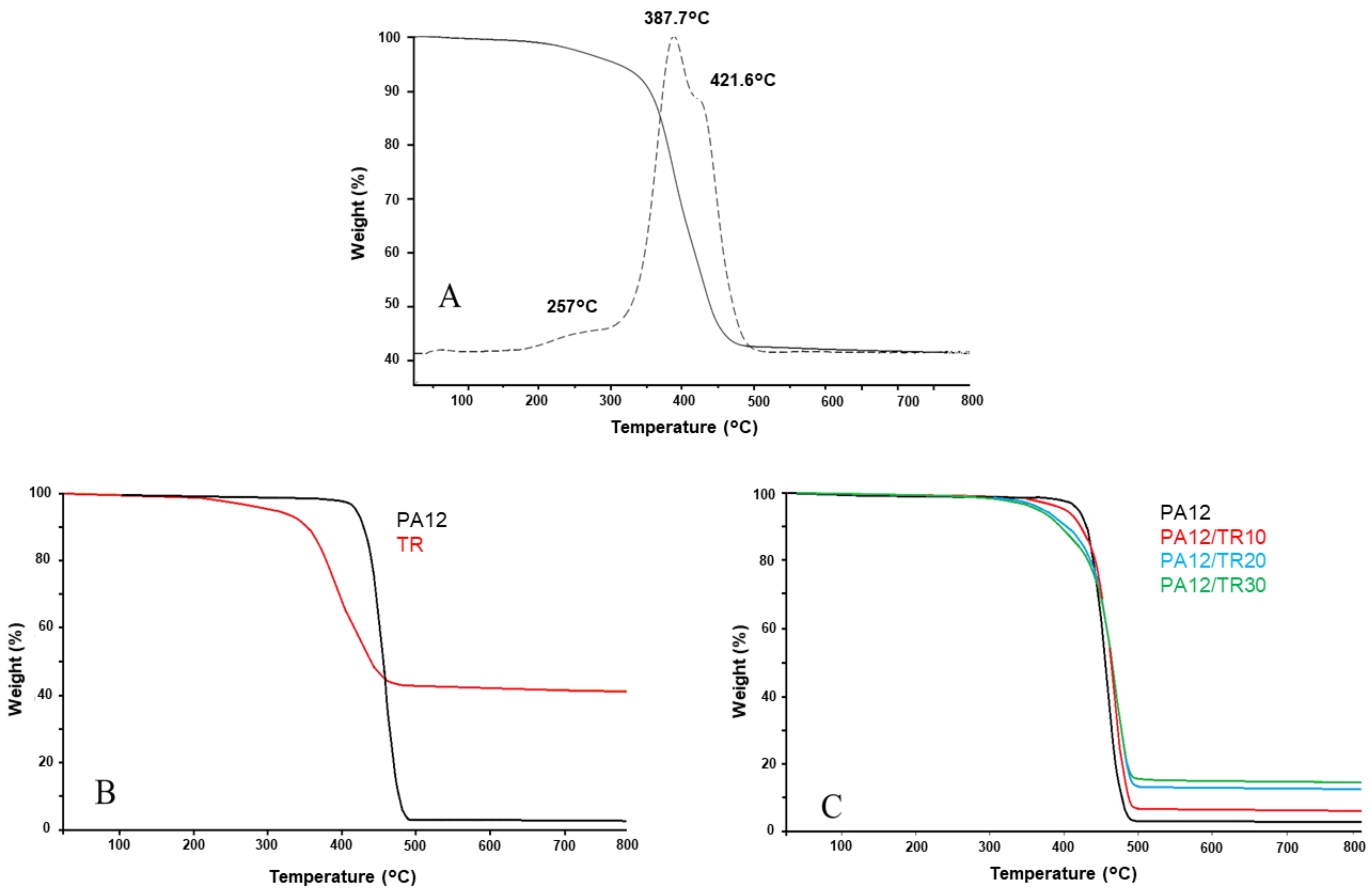
2.3. Materials Characterization
3. Results
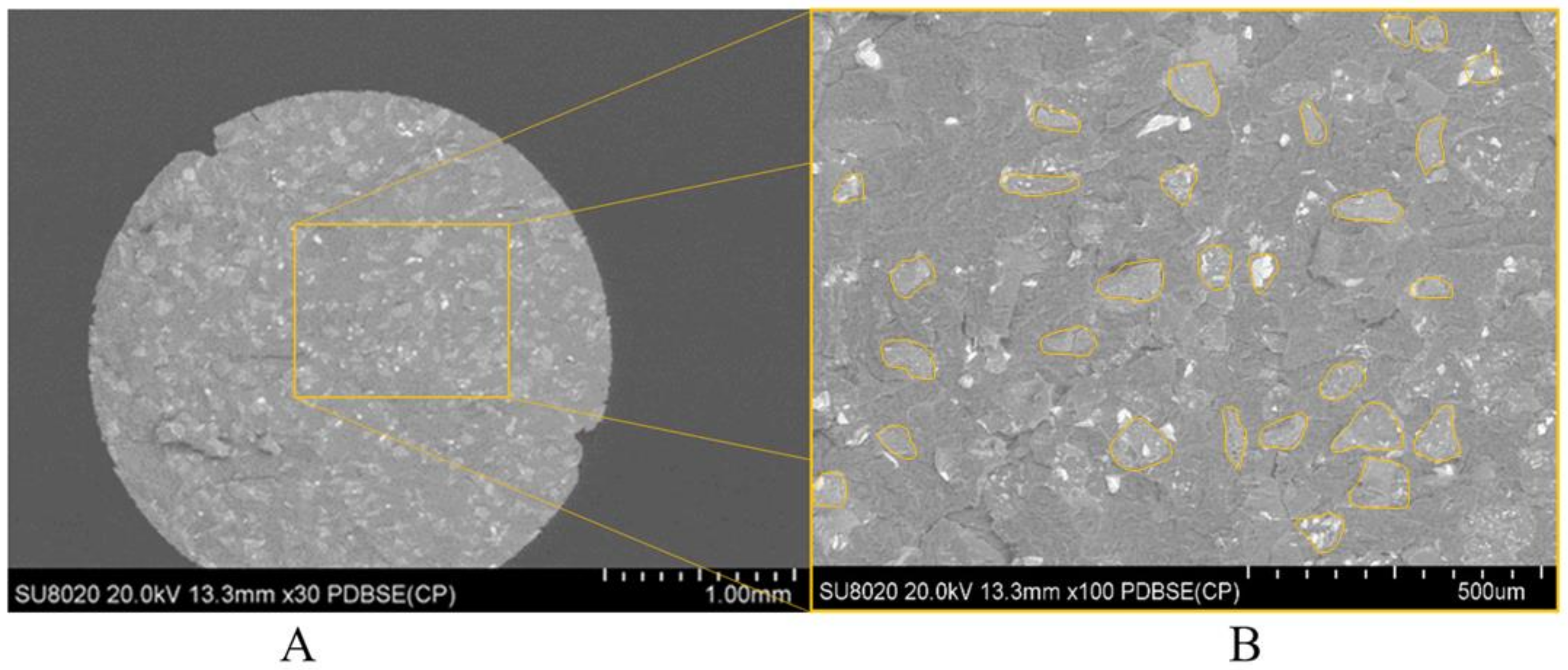
3.1. SLS 3D Printing of PA12-Based Materials Containing Recycled TR
3.2. SLS 3D Printing of TPU-Based Materials Containing Recycled TR
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Goodyear, C. Improvement in India-Rubber Fabrics. U.S. Patent 3,462, 9 March 1844. [Google Scholar]
- Sienkiewicz, M.; Kucinska-Lipka, J.; Janik, H.; Balas, A. Progress in used tyres management in the European Union: A review. Waste Manag. 2012, 32, 1742–1751. [Google Scholar] [CrossRef] [PubMed]
- Czajczyńska, D.; Krzyżyńska, R.; Jouhara, H.; Spencer, N. Use of pyrolytic gas from waste tire as a fuel: A review. Energy 2017, 134, 1121–1131. [Google Scholar] [CrossRef]
- Adhikari, B. Reclamation and recycling of waste rubber. Prog. Polym. Sci. 2000, 25, 909–948. [Google Scholar] [CrossRef]
- Ferrao, P.; Ribeiro, P.; Silva, P. A management system for end-of-life tyres: A Portuguese case study. Waste Manag. 2008, 28, 604–614. [Google Scholar] [CrossRef]
- Roche, N.; Ichchou, M.; Salvia, M.; Chettah, A. Dynamic Damping Properties of Thermoplastic Elastomers Based on EVA and Recycled Ground Tire Rubber. J. Elastomers Plast. 2011, 43, 317–340. [Google Scholar] [CrossRef]
- Amari, T.; Themelis, N.J.; Wernick, I.K. Resource recovery from used rubber tires. Resour. Policy 1999, 25, 179–188. [Google Scholar] [CrossRef]
- Zheng, S.; Liao, M.; Chen, Y.; Brook, M.A. Dissolving used rubber tires. Green Chem. 2019, 22, 94–102. [Google Scholar] [CrossRef] [Green Version]
- Xu, H.; Fan, T.; Ye, N.; Wu, W.; Huang, D.; Wang, D.; Wang, Z.; Zhang, L. Plasticization Effect of Bio-Based Plasticizers from Soybean Oil for Tire Tread Rubber. Polymers 2020, 12, 623. [Google Scholar] [CrossRef] [Green Version]
- Chiang, T.; Liu, H.-L.; Tsai, L.-C.; Jiang, T.; Ma, N.; Tsai, F.-C. Improvement of the mechanical property and thermal stability of polypropylene/recycled rubber composite by chemical modification and physical blending. Sci. Rep. 2020, 10, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Alkadi, F.; Lee, J.; Yeo, J.-S.; Hwang, S.-H.; Choi, J.-W. 3D Printing of Ground Tire Rubber Composites. Int. J. Precis. Eng. Manuf. Technol. 2019, 6, 211–222. [Google Scholar] [CrossRef]
- Quetzeri-Santiago, M.A.; Hedegaard, C.; Castrejón-Pita, J.R. Additive Manufacturing with Liquid Latex and Recycled End-of-Life Rubber. 3D Print. Addit. Manuf. 2019, 6, 149–157. [Google Scholar] [CrossRef] [Green Version]
- Mazzoli, A.; Moriconi, G.; Pauri, M.G. Characterization of an aluminum-filled polyamide powder for applications in selective laser sintering. Mater. Des. 2007, 28, 993–1000. [Google Scholar] [CrossRef]
- Zhu, W.; Yan, C.; Shi, Y.; Wen, S.; Liu, J.; Wei, Q.; Shi, Y. A novel method based on selective laser sintering for preparing high-performance carbon fibres/polyamide12/epoxy ternary composites. Sci. Rep. 2016, 6, 33780. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chung, H.; Das, S. Functionally graded Nylon-11/silica nanocomposites produced by selective laser sintering. Mater. Sci. Eng. A 2008, 487, 251–257. [Google Scholar] [CrossRef]
- Jain, P.K.; Pandey, P.M.; Rao, P. Selective laser sintering of clay-reinforced polyamide. Polym. Compos. 2009, 31, 732–743. [Google Scholar] [CrossRef]
- Chung, H.; Das, S. Processing and properties of glass bead particulate-filled functionally graded Nylon-11 composites produced by selective laser sintering. Mater. Sci. Eng. A 2006, 437, 226–234. [Google Scholar] [CrossRef]
- Wiria, F.; Leong, K.F.; Chua, C.K.; Liu, Y. Poly-ε-caprolactone/hydroxyapatite for tissue engineering scaffold fabrication via selective laser sintering. Acta Biomater. 2007, 3, 1–12. [Google Scholar] [CrossRef]
- Sunthonpagasit, N.; Duffey, M.R. Scrap tires to crumb rubber: Feasibility analysis for processing facilities. Resour. Conserv. Recycl. 2004, 40, 281–299. [Google Scholar] [CrossRef]
- Ismail, H.; Awang, M.; Hazizan, M.A. Effect of Waste Tire Dust (WTD) Size on the Mechanical and Morphological Properties of Polypropylene/Waste Tire Dust (PP/WTD) Blends. Polym. Technol. Eng. 2006, 45, 463–468. [Google Scholar] [CrossRef]
- Colom, X.; Cañavate, J.; Carrillo, F.; Suñol, J.J. Effect of the particle size and acid pretreatments on compatibility and properties of recycled HDPE plastic bottles filled with ground tyre powder. J. Appl. Polym. Sci. 2009, 112, 1882–1890. [Google Scholar] [CrossRef]
- Mujal-Rosas, R.; Orrit-Prat, J.; Ramis-Juan, X.; Marín-Genescà, M.; Rahhali, A. Study on dielectric, thermal, and mechanical properties of the ethylene vinyl acetate reinforced with ground tire rubber. J. Reinf. Plast. Compos. 2011, 30, 581–592. [Google Scholar] [CrossRef]
- Tantayanon, S.; Juikham, S. Enhanced toughening of poly(propylene) with reclaimed-tire rubber. J. Appl. Polym. Sci. 2004, 91, 510–515. [Google Scholar] [CrossRef]
- Goodridge, R.; Tuck, C.; Hague, R. Laser sintering of polyamides and other polymers. Prog. Mater. Sci. 2012, 57, 229–267. [Google Scholar] [CrossRef]
- Colom, X.; Cañavate, J.; Carrillo-Navarrete, F.; Velasco, J.; Pagès, P.; Mujal, R.; Nogués, F. Structural and mechanical studies on modified reused tyres composites. Eur. Polym. J. 2006, 42, 2369–2378. [Google Scholar] [CrossRef]
- Sonnier, R.; Leroy, E.; Clerc, L.; Bergeret, A.; Lopez-Cuesta, J. Compatibilisation of polyethylene/ground tyre rubber blends by γ irradiation. Polym. Degrad. Stab. 2006, 91, 2375–2379. [Google Scholar] [CrossRef]
- Punnarak, P.; Tantayanon, S.; Tangpasuthadol, V. Dynamic vulcanization of reclaimed tire rubber and high density polyethylene blends. Polym. Degrad. Stab. 2006, 91, 3456–3462. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Td (°C) | Td after 5 wt% Weight Loss (°C) | Residue at 800 °C (%) | TR Amount in the Printed Samples (%) |
|---|---|---|---|---|
| TR | 385 and 426 | 308 | 41.2 ± 1.3 | n.a. |
| PA12 powder | 451 | 412 | 2.2 ± 0.1 | n.a. |
| PA12 printed | 458 | 419 | 2.5 ± 0.1 | n.a. |
| PA12/TR10 | 466 | 400 | 6.1 ± 0.3 | 9.0 ± 0.4 |
| PA12/TR20 | 468 | 372 | 12.2 ± 0.5 | 24.3 ± 0.9 |
| PA12/TR30 | 468 | 365 | 14.4 ± 0.7 | 29.8 ± 1.3 |
| Sample | Young’s Modulus (MPa) | Stress at Yield (MPa) | Elongation at Break (%) | Impact Resistance (kJ/m2) |
|---|---|---|---|---|
| PA12 | 1270 ± 71 | 36.7 ± 0.3 | 7.0 ± 0.3 | 2.3 ± 0.2 |
| PA12/TR10 | 1280 ± 12 | 30.0 ± 1.0 | 5.8 ± 0.3 | 2.9 ± 0.2 |
| PA12/TR20 | 1210 ± 20 | 27.5 ± 1.5 | 5.0 ± 0.2 | 2.7 ± 0.2 |
| PA12/TR30 | 1110 ± 100 | 23.5 ± 2.3 | 5.4 ± 0.2 | 3.0 ± 0.5 |
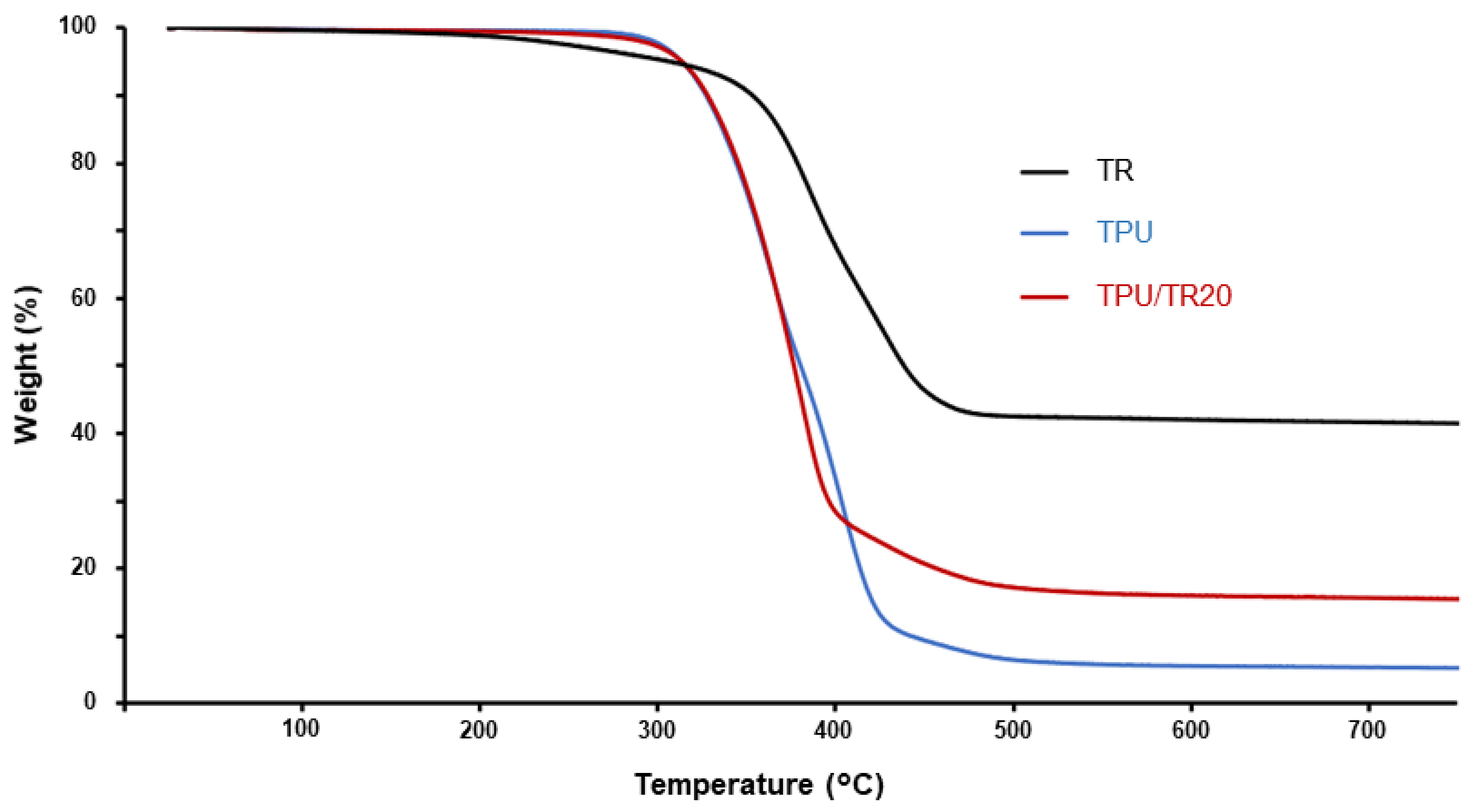
| Sample | Td (°C) | Td after 5 wt% Weight Loss (°C) | Residue at 800 °C (%) | TR Amount in the Printed Samples (%) |
|---|---|---|---|---|
| TR | 386 and 426 | 308 | 41.2 ± 1.3 | n.a. |
| TPU powder | 378 and 408 | 320 | 5.5 ± 0.16 | n.a. |
| TPU printed | 363 and 404 | 313 | 5.1 ± 0.13 | n.a. |
| TPU/TR10 | 385 | 314 | 10.3 ± 0.4 | 13 ± 0.7 |
| TPU/TR20 | 376 | 313 | 15.2 ± 0.5 | 20 ± 1.2 |
| TPU/TR30 | 373 | 312 | 18.5 ± 0.9 | 33.5 ± 2 |
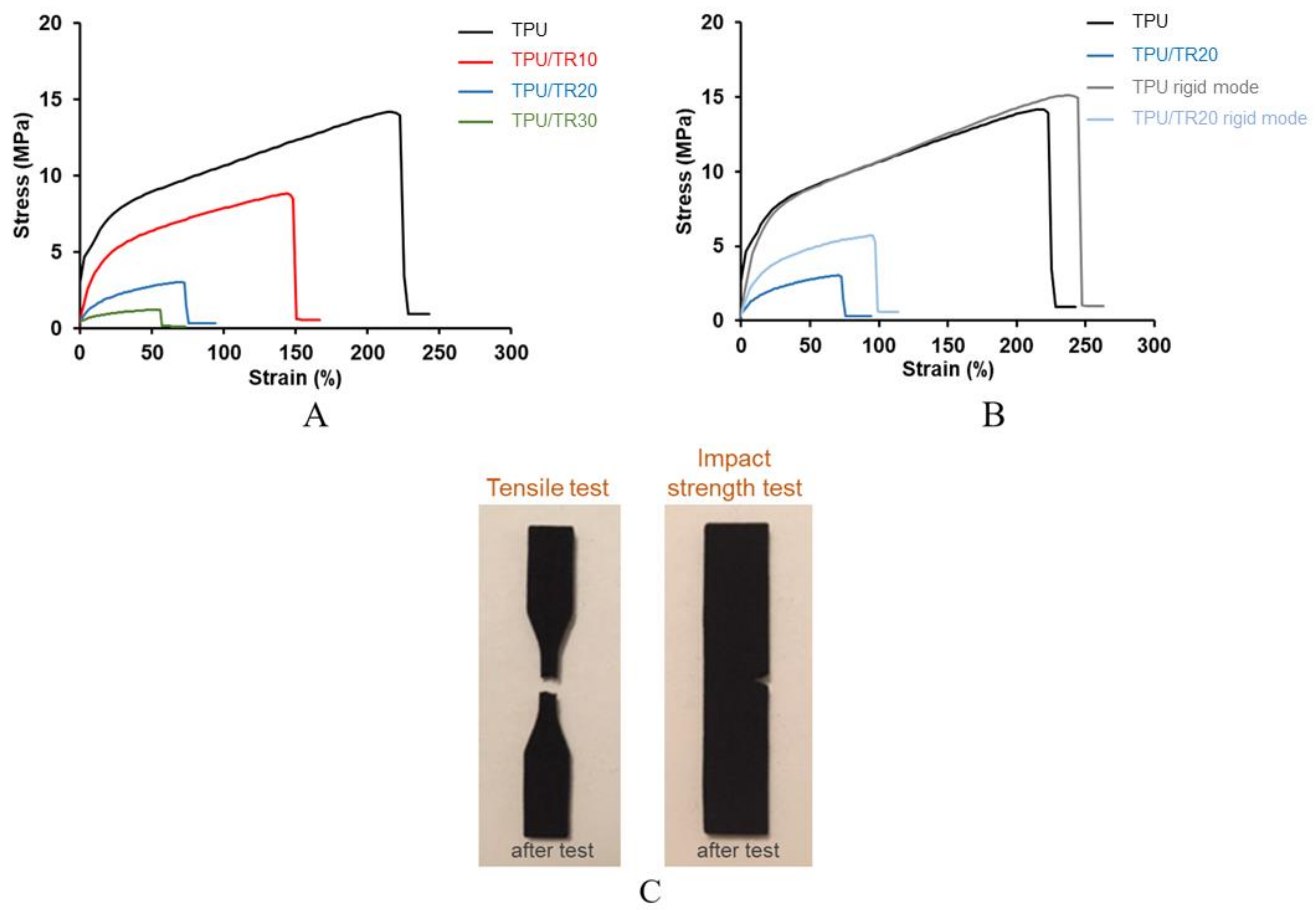
| Sample | Young’s Modulus (MPa) | Stress at Yield (MPa) | Elongation at Break (%) | Impact Resistance (kJ/m2) |
|---|---|---|---|---|
| Classic printing conditions | ||||
| TPU | 63 ± 2 | 13 ± 0.9 | 228 ± 5 | 22.6 ± 2.4 |
| TPU/TR10 | 44 ± 1 | 8.1 ± 0.5 | 148 ± 6 | 14.8 ± 1.8 |
| TPU/TR20 | 14.5 ± 1 | 2.7 ± 0.2 | 76 ± 3 | 5.0 ± 0.5 |
| TPU/TR30 | 6.3 ± 1 | 1.2 ± 0.1 | 55 ± 3 | 2.8 ± 0.2 |
| ‘Rigid mode’ printing conditions | ||||
| TPU rigid mode | 62.5 ± 1 | 12.9 ± 2.2 | 235 ± 11 | 26.6 ± 3 |
| TPU/TR20 rigid mode | 31 ± 1 | 5.4 ± 0.4 | 100 ± 8 | 12 ± 1 |
| Sample | Porosity (%) |
|---|---|
| Classic printing conditions | |
| TPU 1 | 11.0 |
| TPU/TR10 2 | 15.4 |
| TPU/TR20 3 | 40.2 |
| ‘Rigid mode’ printing conditions | |
| TPU 1 | 12.0 |
| TPU/TR10 2 | n.a. |
| TPU/TR20 3 | 29.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Toncheva, A.; Brison, L.; Dubois, P.; Laoutid, F. Recycled Tire Rubber in Additive Manufacturing: Selective Laser Sintering for Polymer-Ground Rubber Composites. Appl. Sci. 2021, 11, 8778. https://doi.org/10.3390/app11188778
Toncheva A, Brison L, Dubois P, Laoutid F. Recycled Tire Rubber in Additive Manufacturing: Selective Laser Sintering for Polymer-Ground Rubber Composites. Applied Sciences. 2021; 11(18):8778. https://doi.org/10.3390/app11188778
Chicago/Turabian StyleToncheva, Antoniya, Loïc Brison, Philippe Dubois, and Fouad Laoutid. 2021. "Recycled Tire Rubber in Additive Manufacturing: Selective Laser Sintering for Polymer-Ground Rubber Composites" Applied Sciences 11, no. 18: 8778. https://doi.org/10.3390/app11188778