
The Effect of Hot Isostatic Pressing on Surface Integrity, Microstructure and Strength of Hybrid Metal Injection Moulding, and Laser-Based Powder Bed Fusion Stainless-Steel Components


 and
and
Abstract
:1. Introduction
2. Experimental Methods and Materials
2.1. The Test Samples’ Fabrication
2.2. Characterisation of Hybrid Tensile Bars
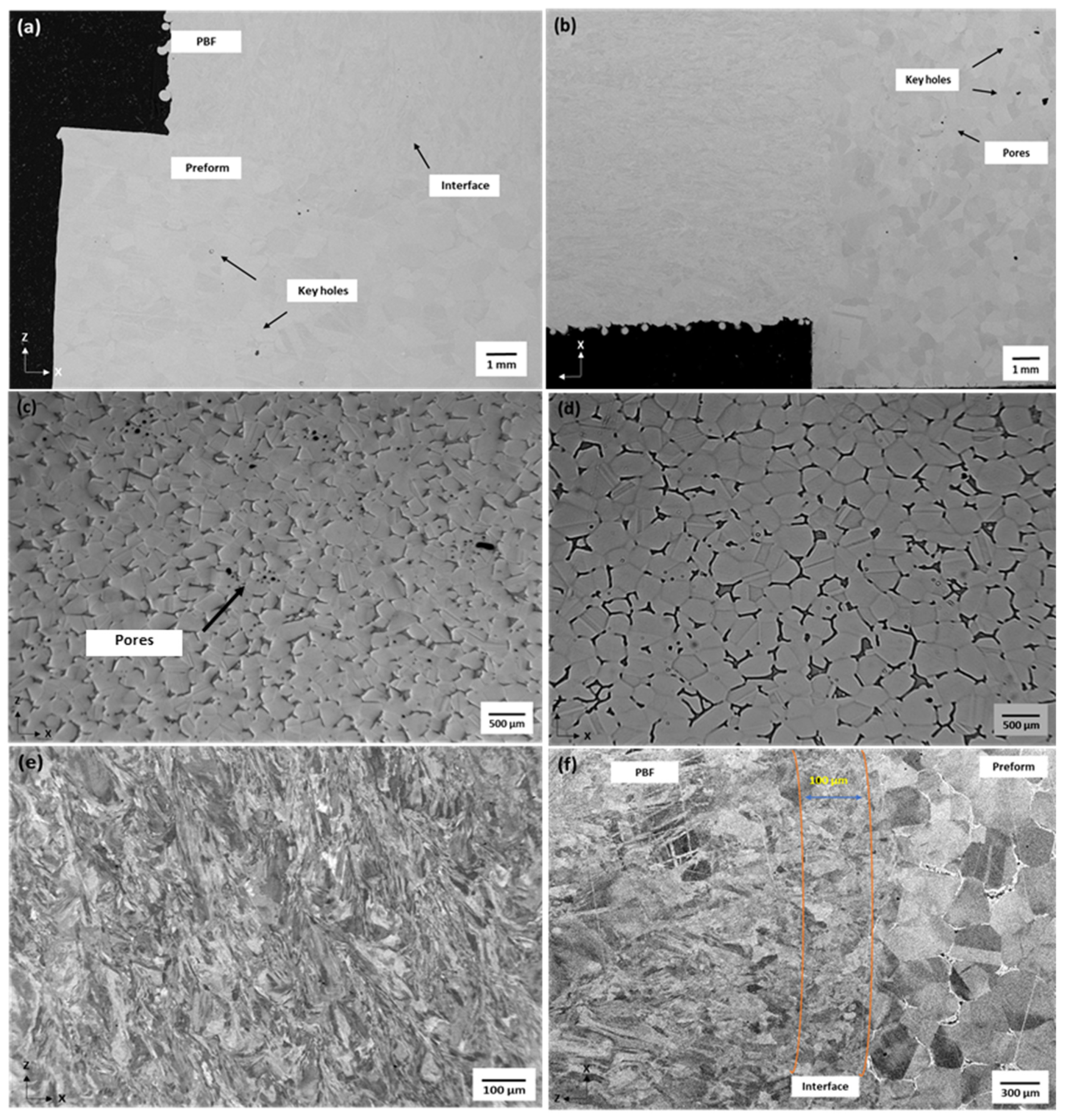
- Metallographic analysis was performed on hybrid samples to assess their microstructural integrity. Samples were mechanically polished, using standard silicon carbide grinding paper, diamond suspension, and a final step employing a 50 nm colloidal silica solution. The polished samples were etched using a reagent of alcoholic FeCl solution to reveal the microstructure. Microstructural characterisation of the hybrid components and their defects analysis were performed using scanning electron microscopy (SEM), JOEL 7000 with a backscatter detector (BSE), and 5 V and 13 nA. The optical microscopy equipment was employed to detect defects and examine the weld successions without performing any destructive tests. Moreover, EDS was employed to evaluate the chemical composition of the specimens and thus to investigate the behaviour of the post treated samples. The grain size of the MIM and PBF sections was measured using the open-source images analysis software, ImageJ [51].
- Tensile tests were employed to assess the structural integrity of the hybrid components. A ZwickRoell generic testing machine was used for measurements. A pre-load of 3 MPa with a constant velocity of 6 mm/min at an ambient temperature were set for all the tests, tested in accordance to BS EN ISO 6892-1-2016.
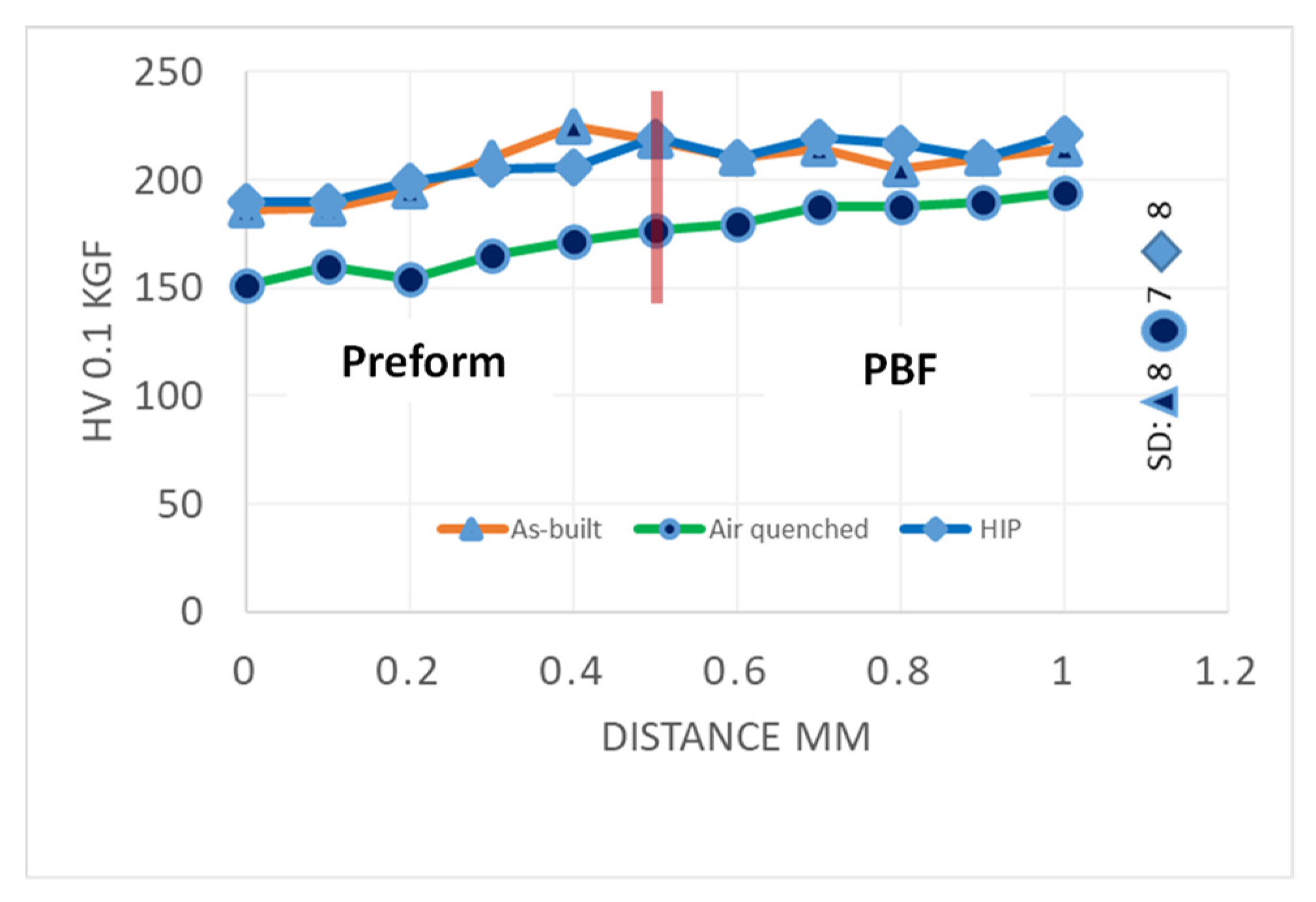
- Micro-Hardness tests were carried out with two sets of 10 indentations on the hybrid samples with a load of 100 g and an indent time of 10 s, tested in accordance to ASTM E384. The measurements were recorded and subsequently used to assess the impact of the post treatments.
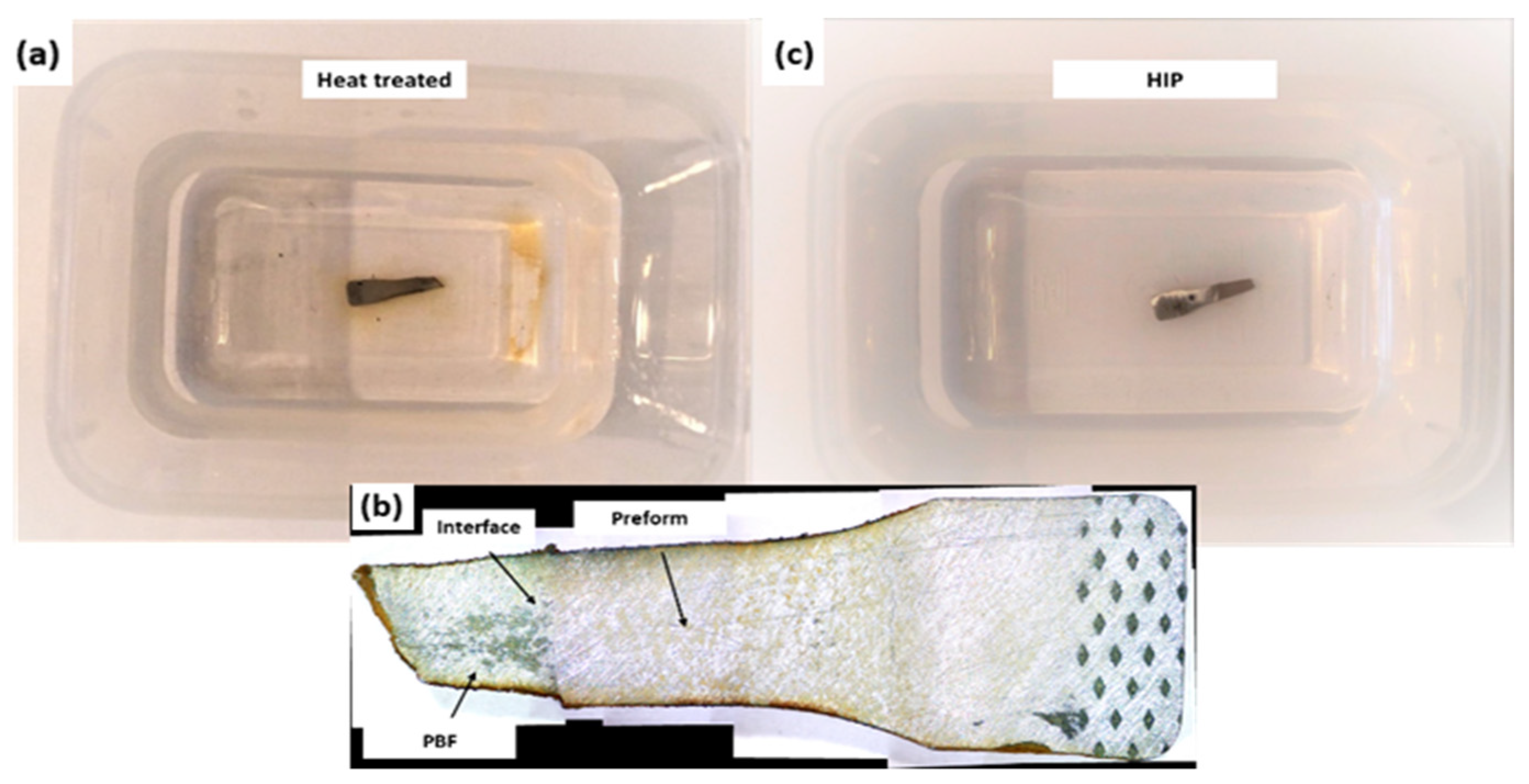
- Corrosion resistance standard test method ASTM B895, for stainless steel powder metallurgy parts, by immersion in a sodium chloride solution consisting of 5% NaCl at 21 ± 1 °C, was employed to evaluate the corrosion resistance of the hybrid parts.
3. Results and Discussion
3.1. Microstructure Analysis
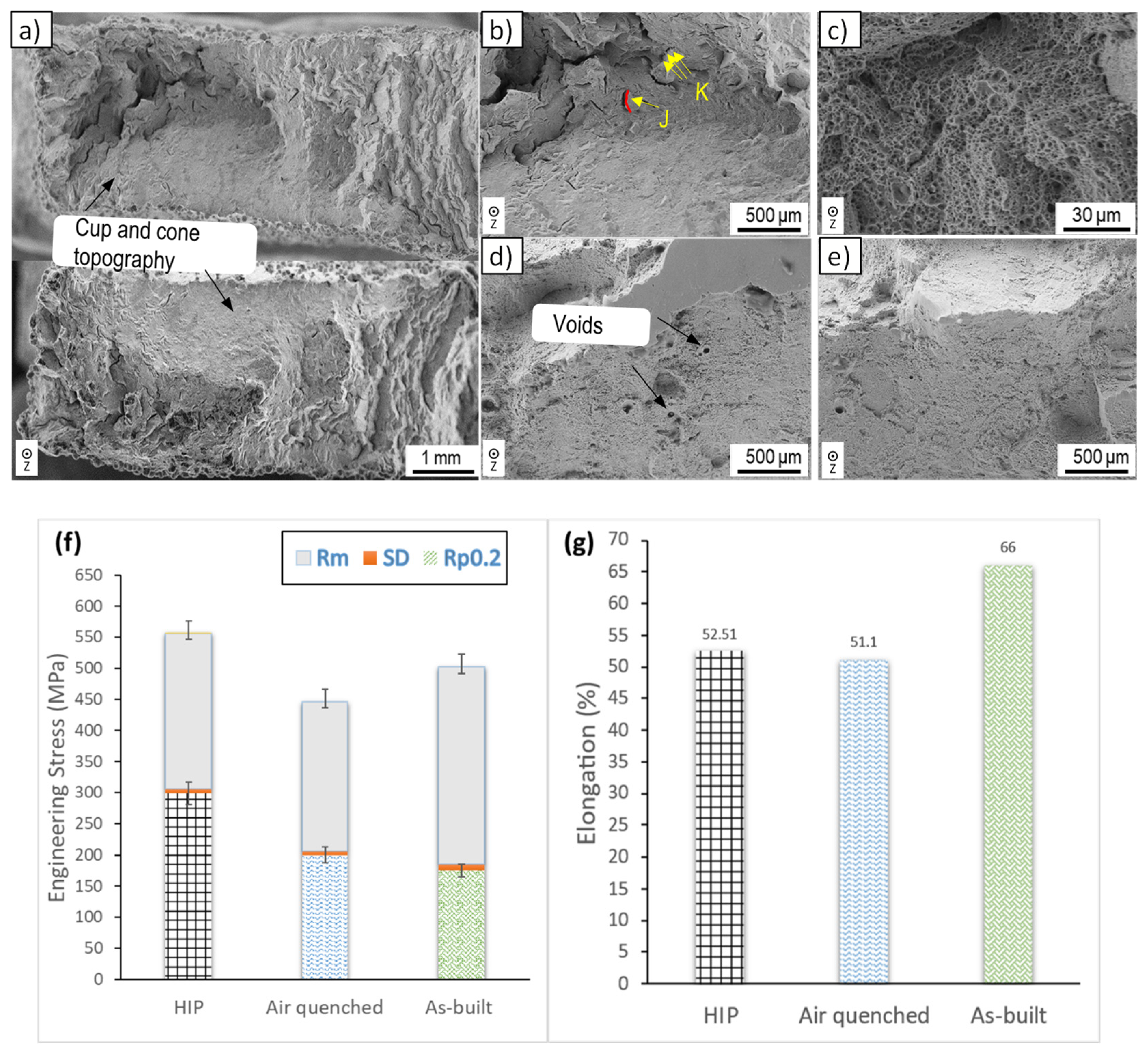
3.2. Mechanical Properties
3.3. Micro-Hardness Measurements
3.4. Corrosion Resistance Measurements
4. Application Areas of Hybrid 316 L Stainless Steel
5. Conclusions
- Conventional HT, such as air-quenching was found to introduce a brittle phase precipitation in hybrid components. Therefore, air-quenching impairs the hybrid components’ strength by decreasing the elongation and especially their UTS below the materials standards.
- High pressure in combination with higher temperatures reduce porosity in the MIM preforms, in contrast to conventional HT which enlarges the pores significantly compared to the primary microstructure. Thus, minimising and eliminating defects and porosity accumulation, due to gas and residues expansion.
- The 316 L air-quenched samples were found to have no molybdenum content and moreover, showed a lower corrosion resistance compared to the HIP samples. In particular, the HIP treatment led to a greater pitting resistance, while demonstrating a retention of the high Mo concentration (wt ~3%) and thus making HIP samples suitable for corrosive environments.
- The HIP treatment was found to increase the hybrid components’ strength compared to as-built ones by ~68 and ~11% in YS and UTS, respectively. These mechanical properties improvements were attributed to the further densification of the lattice, the reduced inherent defects and diffusions compared to the primary or air-quenched microstructure.
- Another beneficial effect of the HIP treatment was the resulting equiaxed grains that removed any heterogeneities and minimised any porosity in the bulk, whilst maintaining a ductility rate higher to that of air-quenched hybrid components.
- The HIP treatment reduced the probability of brittle fracture or premature failure with the deformation and recrystallization within the lattice, due to the applied high temperature and pressure. As a result of the higher temperature and pressure, both sections of the hybrid components benefit from the minimised porosity, leading to a higher interface quality and consequently superior strength of the hybrid parts that conform to the results reported in the literature.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Murr, L.E. Metallurgy principles applied to powder bed fusion 3D printing/additive manufacturing of personalized and optimized metal and alloy biomedical implants: An overview. J. Mater. Res. Technol. 2020, 9, 1087–1103. [Google Scholar] [CrossRef]
- Nichols, M.R. How does the automotive industry benefit from 3D metal printing? Met. Powder Rep. 2019, 74, 257–258. [Google Scholar] [CrossRef]
- Du, W.; Bai, Q.; Zhang, B. A Novel Method for Additive/Subtractive Hybrid Manufacturing of Metallic Parts. Procedia Manuf. 2016, 5, 1018–1030. [Google Scholar] [CrossRef] [Green Version]
- Polotski, V.; Kenne, J.P.; Gharbi, A. Production and setup policy optimization for hybrid manufacturing–remanufacturing systems. Int. J. Prod. Econ. 2017, 183, 322–333. [Google Scholar] [CrossRef]
- Carroll, B.E.; Palmer, T.A.; Beese, A.M. Anisotropic tensile behavior of Ti-6Al-4V components fabricated with directed energy deposition additive manufacturing. Acta Mater. 2015, 87, 309–320. [Google Scholar] [CrossRef]
- Hrabe, N.; Gnäupel-Herold, T.; Quinn, T. Fatigue properties of a titanium alloy (Ti-6Al-4V) fabricated via electron beam melting (EBM): Effects of internal defects and residual stress. Int. J. Fatigue 2017, 94, 202–210. [Google Scholar] [CrossRef] [Green Version]
- Denny, J.; Jinoop, A.N.; Paul, C.P.; Singh, R.; Bindra, K.S. Fatigue Crack Propagation Behaviour of Inconel 718 Structures Built using Directed Energy Deposition based Laser Additive Manufacturing. Mater. Lett. 2020, 276, 128241. [Google Scholar] [CrossRef]
- Sabzi, H.E.; Maeng, S.; Liang, X.; Simonelli, M.; Aboulkhair, N.T.; Rivera-Díaz-del-Castillo, P.E.J. Controlling crack formation and porosity in laser powder bed fusion: Alloy design and process optimisation. Addit. Manuf. 2020, 34, 101360. [Google Scholar] [CrossRef]
- Essa, K.; Jamshidi, P.; Zou, J.; Attallah, M.M.; Hassanin, H. Porosity control in 316L stainless steel using cold and hot isostatic pressing. Mater. Des. 2018, 138, 21–29. [Google Scholar] [CrossRef] [Green Version]
- Bhaduri, D.; Penchev, P.; Dimov, S.; Essa, K.; Carter, L.N.; Pruncu, C.I.; Jiang, J.; Pullini, D. On the surface integrity of additive manufactured and post-processed AlSi10Mg parts. Procedia CIRP 2020, 87, 339–344. [Google Scholar] [CrossRef]
- Benzing, J.; Hrabe, N.; Quinn, T.; White, R.; Rentz, R.; Ahlfors, M. Hot isostatic pressing (HIP) to achieve isotropic microstructure and retain as-built strength in an additive manufacturing titanium alloy (Ti-6Al-4V). Mater. Lett. 2019, 257, 126690. [Google Scholar] [CrossRef]
- de Formanoir, C.; Michotte, S.; Rigo, O.; Germain, L.; Godet, S. Electron beam melted Ti-6Al-4V: Microstructure, texture and mechanical behavior of the as-built and heat-treated material. Mater. Sci. Eng. A 2016, 652, 105–119. [Google Scholar] [CrossRef]
- Wang, Y.; Shi, J. Effect of hot isostatic pressing on nanoparticles reinforced AlSi10Mg produced by selective laser melting. Mater. Sci. Eng. A 2020, 788, 139570. [Google Scholar] [CrossRef]
- Dehghan-Manshadi, A.; Yu, P.; Dargusch, M.; StJohn, D.; Qian, M. Metal injection moulding of surgical tools, biomaterials and medical devices: A review. Powder Technol. 2020, 364, 189–204. [Google Scholar] [CrossRef]
- Goenka, M.; Nihal, C.; Ramanathan, R.; Gupta, P.; Parashar, A.; Joel, J. Automobile Parts Casting-Methods and Materials Used: A Review. Mater. Today Proc. 2019, 22, 2525–2531. [Google Scholar] [CrossRef]
- Fiorentini, F.; Curcio, P.; Armentani, E.; Rosso, C.; Baldissera, P. Study of two alternative cooling systems of a mold insert used in die casting process of light alloy components. Procedia Struct. Integr. 2019, 24, 569–582. [Google Scholar] [CrossRef]
- Penchev, P.; Bhaduri, D.; Carter, L.; Mehmeti, A.; Essa, K.; Dimov, S.; Adkins, N.J.E.; Maillol, N.; Bajolet, J.; Maurath, J.; et al. System-level integration tools for laser-based powder bed fusion enabled process chains. J. Manuf. Syst. 2019, 50, 87–102. [Google Scholar] [CrossRef]
- Makris, S.; Aivaliotis, P. Framework for accurate simulation and model-based control of hybrid manufacturing processes. Procedia CIRP 2020, 97, 470–475. [Google Scholar] [CrossRef]
- Mehmeti, A.; Penchev, P.; Lynch, D.; Vincent, D.; Maillol, N.; Maurath, J.; Bajolet, J.; Wimpenny, D.I.; Essa, K.; Dimov, S. Mechanical behaviour and interface evaluation of hybrid MIM/PBF stainless steel components. Rapid Prototyp. J. 2020, 26, 1809–1825. [Google Scholar] [CrossRef]
- Reichler, A.K.; Gerbers, R.; Falkenberg, P.; Türk, E.; Dietrich, F.; Vietor, T.; Dröder, K. Incremental Manufacturing: Model-based part design and process planning for Hybrid Manufacturing of multi-material parts. Procedia CIRP 2019, 79, 107–112. [Google Scholar] [CrossRef]
- Chen, L.; Lau, T.Y.; Tang, K. Manufacturability analysis and process planning for additive and subtractive hybrid manufacturing of Quasi-rotational parts with columnar features. CAD Comput. Aided Des. 2020, 118, 102759. [Google Scholar] [CrossRef]
- Rossi, A.; Lanzetta, M. Integration of hybrid additive/subtractive manufacturing planning and scheduling by metaheuristics. Comput. Ind. Eng. 2020, 144, 106428. [Google Scholar] [CrossRef]
- Chinnathai, M.K.; Al-Mowafy, Z.; Alkan, B.; Vera, D.; Harrison, R. A framework for pilot line scale-up using digital manufacturing. Procedia CIRP 2019, 81, 962–967. [Google Scholar] [CrossRef]
- Bhaduri, D.; Penchev, P.; Dimov, S.; Essa, K.; Carter, L.N.; Pruncu, C.I.; Pullini, D. Evaluation of surface/interface quality, microstructure and mechanical properties of hybrid additive-subtractive aluminium parts. CIRP Ann. 2019, 68, 237–240. [Google Scholar] [CrossRef]
- Spierings, A.B.; Starr, T.L.; Wegener, K. Fatigue performance of additive manufactured metallic parts. Rapid Prototyp. J. 2013, 19, 88–94. [Google Scholar] [CrossRef]
- Zheng, Y.; Liu, J.; Ahmad, R. A cost-driven process planning method for hybrid additive–subtractive remanufacturing. J. Manuf. Syst. 2020, 55, 248–263. [Google Scholar] [CrossRef]
- Chen, N.; Frank, M. Process planning for hybrid additive and subtractive manufacturing to integrate machining and directed energy deposition. Procedia Manuf. 2019, 34, 205–213. [Google Scholar] [CrossRef]
- Bambach, M.; Sizova, I.; Sydow, B.; Hemes, S.; Meiners, F. Hybrid manufacturing of components from Ti-6Al-4V by metal forming and wire-arc additive manufacturing. J. Mater. Process. Technol. 2020, 282, 116689. [Google Scholar] [CrossRef]
- Flodin, A.; Andersson, M.; Miedzinski, A. Full density powder metal components through Hot Isostatic Pressing. Met. Powder Rep. 2017, 72, 107–110. [Google Scholar] [CrossRef]
- Herrmann, M.; Räthel, J. Hot Pressing and Hot Isostatic Pressing. In Encyclopedia of Materials: Technical Ceramics and Glasses; Pomeroy, M., Ed.; Elsevier: San Diego, CA, USA, 2021; pp. 270–277. [Google Scholar]
- Wang, X.; Carter, L.N.; Adkins, N.J.E.; Essa, K.; Attallah, M.M. Novel hybrid manufacturing process of CM247LC and multi-material blisks. Micromachines 2020, 11, 492. [Google Scholar] [CrossRef]
- Romero, A.; Morales, A.L.; Herranz, G. Enhancing Properties of Soft Magnetic Materials: A Study into Hot Isostatic Pressing and Sintering Atmosphere Influences. Metals 2021, 11, 643. [Google Scholar] [CrossRef]
- Heaney, D.F.; Binet, C. Hot isostatic pressing (HIP) of metal injection molding (MIM). In Handbook of Metal Injection Molding; Heaney, D.F., Ed.; Woodhead Publishing: Cambridge, UK, 2019; pp. 195–202. [Google Scholar]
- Carter, L.N.; Martin, C.; Withers, P.J.; Attallah, M.M. The influence of the laser scan strategy on grain structure and cracking behaviour in SLM powder-bed fabricated nickel superalloy. J. Alloys Compd. 2014, 615, 338–347. [Google Scholar] [CrossRef]
- Hassanin, H.; Al-Kinani, A.A.; Elshaer, A.; Polycarpou, E.; El-Sayed, M.A.; Essa, K. Stainless steel with tailored porosity using canister-free hot isostatic pressing for improved osseointegration implants. J. Mater. Chem. B 2017, 5, 9384–9394. [Google Scholar] [CrossRef] [Green Version]
- Bocanegra-Bernal, M.H.; Domínguez-Rios, C.; Garcia-Reyes, A.; Aguilar-Elguezabal, A.; Echeberria, J.; Nevarez-Rascon, A. Hot isostatic pressing (HIP) of α-Al2O3 submicron ceramics pressureless sintered at different temperatures: Improvement in mechanical properties for use in total hip arthroplasty (THA). Int. J. Refract. Met. Hard Mater. 2009, 27, 900–906. [Google Scholar] [CrossRef]
- Sun, X.; Liu, D.; Chen, M.; Zhou, W.; Nomura, N.; Hanawa, T. Hot isostatic pressing of MRI compatible Zr-1Mo components manufactured by laser powder bed fusion. Mater. Charact. 2020, 169, 110657. [Google Scholar] [CrossRef]
- Sreenu, B.; Sarkar, R.; Kumar, S.S.S.; Chatterjee, S.; Rao, G.A. Microstructure and mechanical behaviour of an advanced powder metallurgy nickel base superalloy processed through hot isostatic pressing route for aerospace applications. Mater. Sci. Eng. A 2020, 797, 140254. [Google Scholar] [CrossRef]
- Khomutov, M.; Potapkin, P.; Cheverikin, V.; Petrovskiy, P.; Travyanov, A.; Logachev, I.; SovaI, A.; Smurov, I. Effect of hot isostatic pressing on structure and properties of intermetallic NiAl–Cr–Mo alloy produced by selective laser melting. Intermetallics 2020, 120, 106766. [Google Scholar] [CrossRef]
- Cai, C.; Gao, X.; Teng, Q.; Kiran, R.; Liu, J.; Wei, Q.; Shi, Y. Hot isostatic pressing of a near α-Ti alloy: Temperature optimization, microstructural evolution and mechanical performance evaluation. Mater. Sci. Eng. A 2020, 802, 140426. [Google Scholar] [CrossRef]
- Todd, I.; Sidambe Dr, A.T. Developments in metal injection moulding (MIM). In Advances in Powder Metallurgy: Properties, Processing and Applications; Chang, I., Zhao, Y., Eds.; Woodhead Publishing: Cambridge, UK, 2013; Volume 1, pp. 109–146. [Google Scholar]
- MIMplus Technologies GmbH & Co. KG|Deutschland. Available online: https://www.mimplus.com/ (accessed on 12 April 2019).
- Ebenhovh, J.S. Catalytic gas phase erosion for the rapid debinding of metal injection moulded (MIM) green parts. Met. Powder Rep. 1991, 46, 58. [Google Scholar]
- Moon, I.-H.; Kim, J.-C.; Suk, M.-J. Cold isostatic pressing of brown MIM parts. Met. Powder Rep. 1996, 51, 45. [Google Scholar]
- Zhao, M.; Qiao, L.; Zheng, J.; Ying, Y.; Yu, J.; Li, W.; Che, S. Investigation of the solvent debinding in the injection molding of ZrO2 ceramics using LDEP, HDPE and wax binders. Ceram. Int. 2019, 45, 3894–3901. [Google Scholar] [CrossRef]
- Albrecht, D.; Möhring, H.-C. Potentials for the optimization of sawing processes using the example of bandsawing machines. Procedia Manuf. 2018, 21, 567–574. [Google Scholar] [CrossRef]
- Ibrahim, O.H.; Ibrahim, I.S.; Khalifa, T.A.F. Effect of aging on the toughness of austenitic and duplex stainless steel weldments. J. Mater. Sci. Technol. 2010, 26, 810–816. [Google Scholar] [CrossRef]
- Ronneberg, T.; Davies, C.M.; Hooper, P.A. Revealing relationships between porosity, microstructure and mechanical properties of laser powder bed fusion 316L stainless steel through heat treatment. Mater. Des. 2020, 189, 108481. [Google Scholar] [CrossRef]
- Banerjee, S.; Joens, C.J. Debinding and sintering of metal injection molding (MIM) components. In Handbook of Metal Injection Molding; Heaney, F.D., Ed.; Elsevier: Amsterdam, The Netherlands, 2019; Volume 2, pp. 129–171. [Google Scholar]
- Elangeswaran, C.; Cutolo, A.; Muralidharan, G.K.; Vanmeensel, K.; Van Hooreweder, B. Microstructural analysis and fatigue crack initiation modelling of additively manufactured 316L after different heat treatments. Mater. Des. 2020, 194, 108962. [Google Scholar] [CrossRef]
- ImageJ. Available online: https://imagej.nih.gov/ij/ (accessed on 4 August 2021).
- Gou, J.; Shen, J.; Hu, S.; Tian, Y.; Liang, Y. Microstructure and mechanical properties of as-built and heat-treated Ti-6Al-4V alloy prepared by cold metal transfer additive manufacturing. J. Manuf. Process. 2019, 42, 41–50. [Google Scholar] [CrossRef]
- Wang, T.; Zhu, Y.Y.; Zhang, S.Q.; Tang, H.B.; Wang, H.M. Grain morphology evolution behavior of titanium alloy components during laser melting deposition additive manufacturing. J. Alloys Compd. 2015, 632, 505–513. [Google Scholar] [CrossRef]
- Irukuvarghula, S.; Hassanin, H.; Cayron, C.; Attallah, M.M.; Stewart, D.; Preuss, M. Evolution of grain boundary network topology in 316L austenitic stainless steel during powder hot isostatic pressing. Acta Mater. 2017, 133, 269–281. [Google Scholar] [CrossRef]
- Castro, L.; Merino, S.; Levenfeld, B.; Várez, A.; Torralba, J.M. Mechanical properties and pitting corrosion behaviour of 316L stainless steel parts obtained by a modified metal injection moulding process. J. Mater. Process. Technol. 2003, 143–144, 397–402. [Google Scholar] [CrossRef]
- Kong, D.; Dong, C.; Ni, X.; Zhang, L.; Yao, J.; Man, C.; Cheng, X.; Xiao, K.; Li, X. Mechanical properties and corrosion behavior of selective laser melted 316L stainless steel after different heat treatment processes. J. Mater. Sci. Technol. 2019, 35, 1499–1507. [Google Scholar] [CrossRef]
- Tsuchida, N.; Kawahata, T.; Ishimaru, E.; Takahashi, A. Effects of temperature and strain rate on tensile properties of a lean duplex stainless steel. ISIJ Int. 2014, 54, 1971–1977. [Google Scholar] [CrossRef] [Green Version]
- Petrovskiy, P.; Khomutov, M.; Cheverikin, V.; Travyanov, A.; Sova, A.; Smurov, I. Influence of hot isostatic pressing on the properties of 316L stainless steel, Al-Mg-Sc-Zr alloy, titanium and Ti6Al4V cold spray deposits. Surf. Coat. Technol. 2021, 405, 126736. [Google Scholar] [CrossRef]
- Chih-Chun Hsieh, W.W. Overview of Intermetallic Sigma (σ) Phase Precipitation in Stainless Steels. Int. Sch. Res. Not. 2012, 201, 16. [Google Scholar]
- Tan, L.; He, G.; Liu, F.; Li, Y.; Jiang, L. Effects of temperature and pressure of hot isostatic pressing on the grain structure of powder metallurgy superalloy. Materials 2018, 11, 328. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cegan, T.; Pagac, M.; Jurica, J.; Skotnicova, K.; Hajnys, J.; Horsak, L.; Soucek, K.; Krpec, P. Effect of hot isostatic pressing on porosity and mechanical properties of 316 l stainless steel prepared by the selective laser melting method. Materials 2020, 13, 4377. [Google Scholar] [CrossRef]
- Maloy, S.A.; James, M.R.; Willcutt, G.; Sommer, W.F.; Sokolov, M.; Snead, L.L.; Hamilton, M.L.; Garner, F. The mechanical properties of 316L/304L stainless steels, Alloy 718 and Mod 9Cr-1Mo after irradiation in a spallation environment. J. Nucl. Mater. 2001, 296, 119–128. [Google Scholar] [CrossRef]
- Lavery, N.P.; Cherry, J.; Mehmood, S.; Davies, H.; Sackett, E.; Brown, S.; Sienz, J. Effects of hot isostatic pressing on the elastic modulus and tensile properties of 316L parts made by powder bed laser fusion. Mater. Sci. Eng. A 2017, 693, 186–213. [Google Scholar] [CrossRef] [Green Version]
- Tan, C.; Wang, G.; Ji, L.; Tong, Y.; Duan, X.-M. Investigation on 316L/316L-50W/W plate functionally graded materials fabricated by spark plasma sintering. Fusion Eng. Des. 2017, 125, 171–177. [Google Scholar] [CrossRef]
- Krakhmalev, P.; Fredriksson, G.; Svensson, K.; Yadroitsev, I.; Yadroitsava, I.; Thuvander, M.; Peng, R. Microstructure, solidification texture, and thermal stability of 316 L stainless steel manufactured by laser powder bed fusion. Metals 2018, 8, 643. [Google Scholar] [CrossRef] [Green Version]
- Kong, D.; Ni, X.; Dong, C.; Lei, X.; Zhang, L.; Man, C.; Yao, J.; Cheng, X.; Li, X. Bio-functional and anti-corrosive 3D printing 316L stainless steel fabricated by selective laser melting. Mater. Des. 2018, 152, 88–101. [Google Scholar] [CrossRef]
- Li, Y.; Feng, Z.; Hao, L.; Huang, L.; Xin, C.; Wang, Y.; Bilotti, E.; Essa, K.; Zhang, H.; Li, Z.; et al. A Review on Functionally Graded Materials and Structures via Additive Manufacturing: From Multi-Scale Design to Versatile Functional Properties. Adv. Mater. Technol. 2020, 5, 1900981. [Google Scholar] [CrossRef]
- Lamichhane, Y.; Singh, G.; Bhui, A.S.; Mukhiya, P.; Kumar, P.; Thapa, B. Surface modification of 316L SS with HAp nano-particles using PMEDM for enhanced biocompatibility. Mater. Today Proc. 2019, 15, 336–343. [Google Scholar] [CrossRef]
- Why Stainless Steel Is Essential for the Aerospace Industry. Available online: https://www.marlinwire.com/blog/why-you-should-use-stainless-steel-for-aerospace-applications. (accessed on 25 January 2020).
- Zhang, X.; Chen, Y.; Hu, J. Recent advances in the development of aerospace materials. Prog. Aerosp. Sci. 2018, 97, 22–34. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Condition MIM Sandvik Powder | Fe | Cr | Ni | Mo | Mn | C | S | Si |
|---|---|---|---|---|---|---|---|---|
| As-built | Balance | 17.75 (±1.73) | 9.34 (±1.04) | 1.37 (±0.24) | 0.83 (±0.17) | 0.75 (±0.61) | 0.2 (±0.2) | 0.10 (±0.09) |
| Air-quench | Balance | 12.86 (±0.30) | 9.81 (±1.52) | 0.00 | 3.60 (±0.34) | 2.16 (±1.20) | 0.04 (±0.08) | 0.19 (±0.11) |
| HIP | Balance | 17.02 (±1.31) | 14.04 (±0.85) | 3.15 (±0.31) | 1.13 (±0.19) | 0.51 (±0.50) | 0.000 | 0.72 (±0.17) |
| Material Condition PBF EOS powder | ||||||||
| As-built | Balance | 17.79 (±1.58) | 9.33 (±1.25) | 1.38 (±0.27) | 0.88 (±0.18) | 0.70 (±0.48) | 0.2 (±0.2) | 0.10 (±0.09) |
| Air-quench | Balance | 13.82 (±1.20) | 10.55 (±1.03) | 0.00 | 3.87 (±0.41) | 2.32 (±1.24) | 0.005 (±0.08) | 0.2 (±0.11) |
| HIP | Balance | 16.65 (±1.53) | 13.73 (±1.40) | 3.08 (±0.42) | 1.11 (±0.20) | 0.50 (±0.51) | 0.000 | 0.36 (±0.14) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mehmeti, A.; Lynch, D.; Penchev, P.; Martinez Ramos, R.; Vincent, D.; Maurath, J.; Wimpenny, D.I.; Essa, K.; Dimov, S. The Effect of Hot Isostatic Pressing on Surface Integrity, Microstructure and Strength of Hybrid Metal Injection Moulding, and Laser-Based Powder Bed Fusion Stainless-Steel Components. Appl. Sci. 2021, 11, 7490. https://doi.org/10.3390/app11167490
Mehmeti A, Lynch D, Penchev P, Martinez Ramos R, Vincent D, Maurath J, Wimpenny DI, Essa K, Dimov S. The Effect of Hot Isostatic Pressing on Surface Integrity, Microstructure and Strength of Hybrid Metal Injection Moulding, and Laser-Based Powder Bed Fusion Stainless-Steel Components. Applied Sciences. 2021; 11(16):7490. https://doi.org/10.3390/app11167490
Chicago/Turabian StyleMehmeti, Aldi, Donal Lynch, Pavel Penchev, Rafael Martinez Ramos, Denis Vincent, Johannes Maurath, David Ian Wimpenny, Khamis Essa, and Stefan Dimov. 2021. "The Effect of Hot Isostatic Pressing on Surface Integrity, Microstructure and Strength of Hybrid Metal Injection Moulding, and Laser-Based Powder Bed Fusion Stainless-Steel Components" Applied Sciences 11, no. 16: 7490. https://doi.org/10.3390/app11167490