
Correlations between Process and Geometric Parameters in Additive Manufacturing of Austenitic Stainless Steel Components Using 3DPMD


Abstract
:1. Introduction
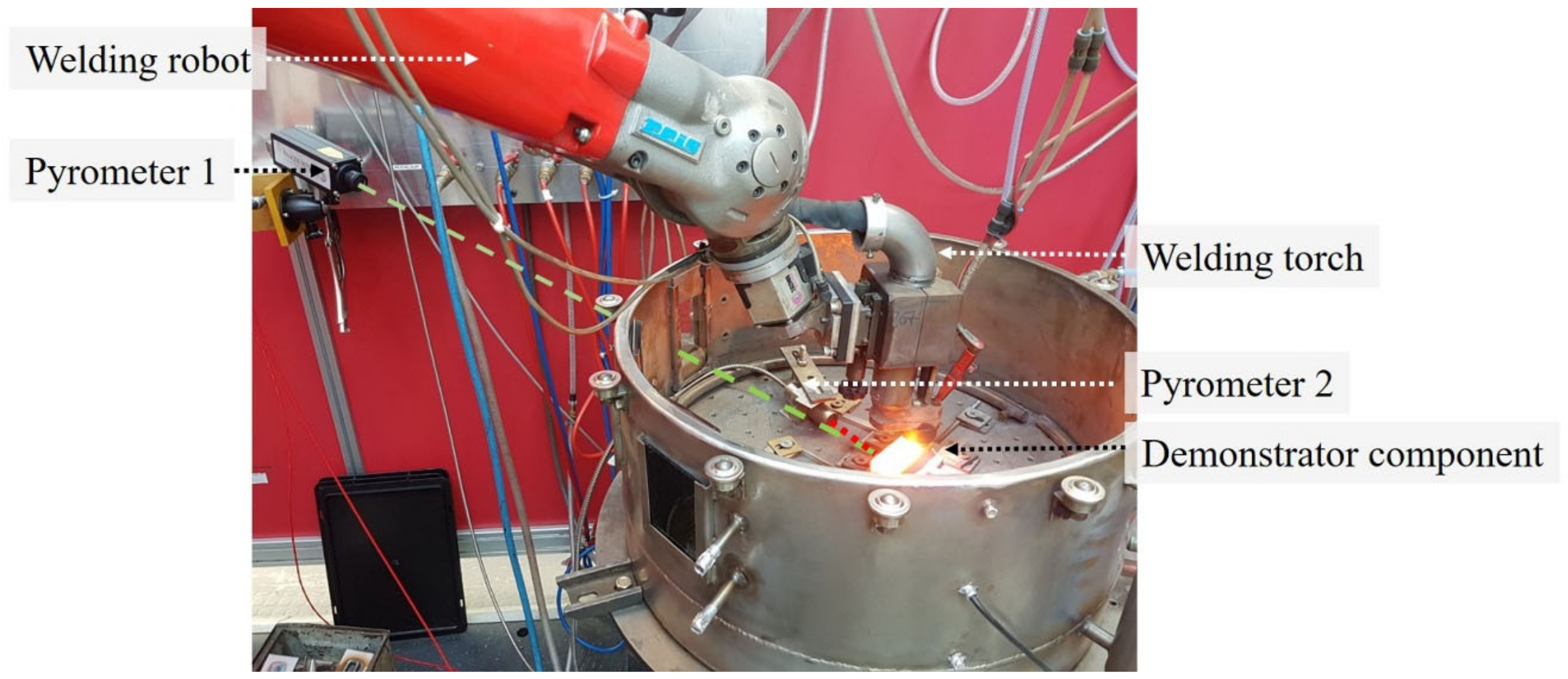
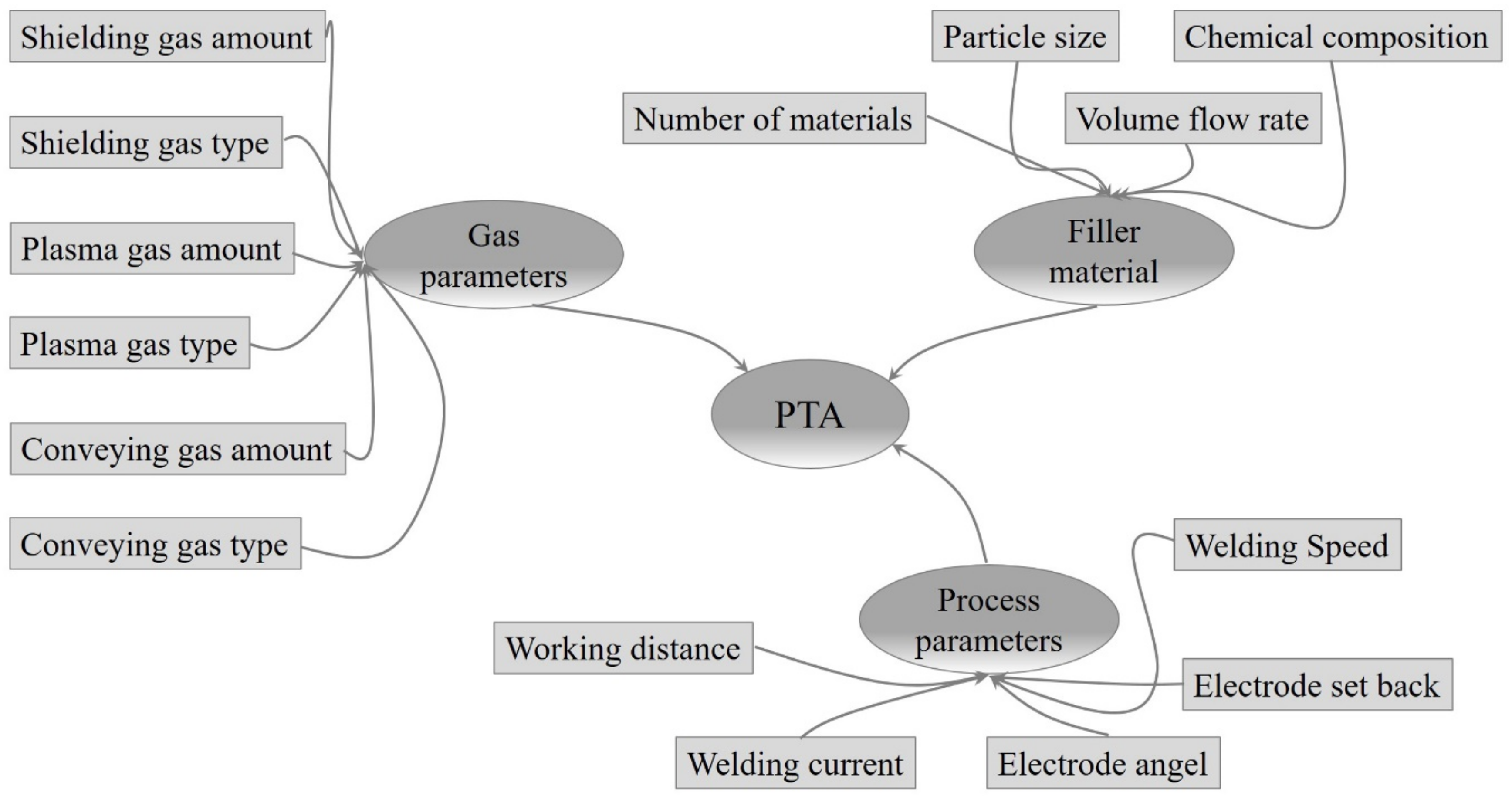
2. Materials and Methods
3. Results and Discussion
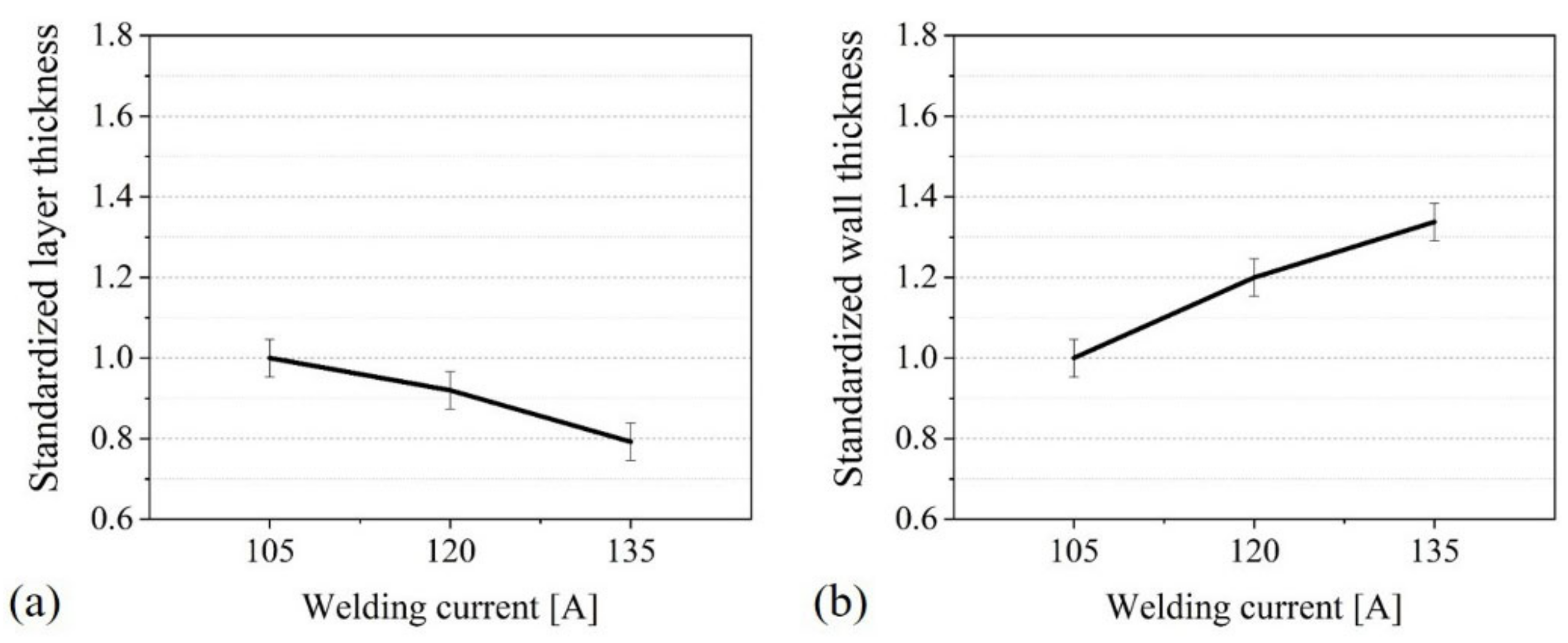
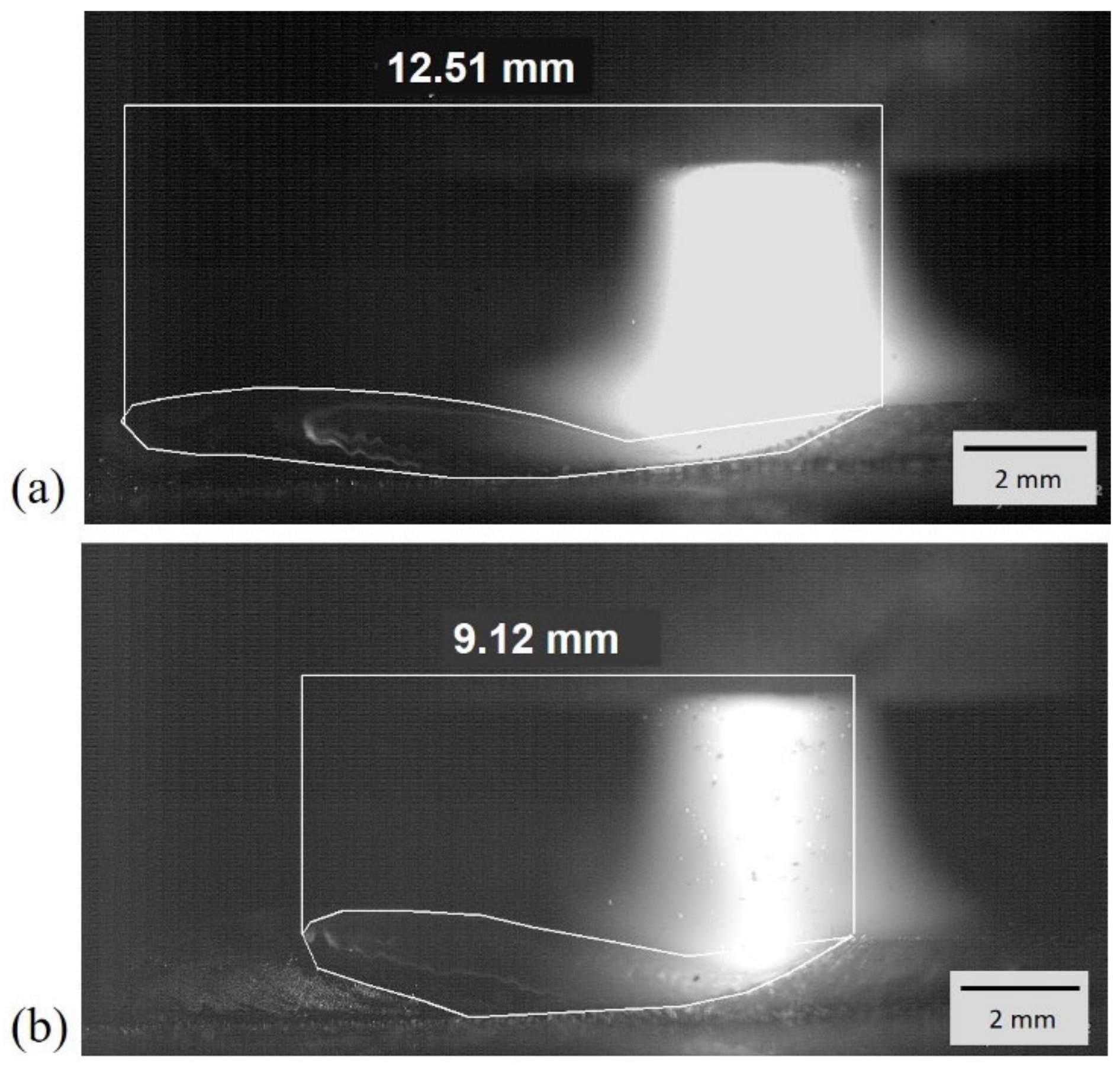
3.1. Welding Current
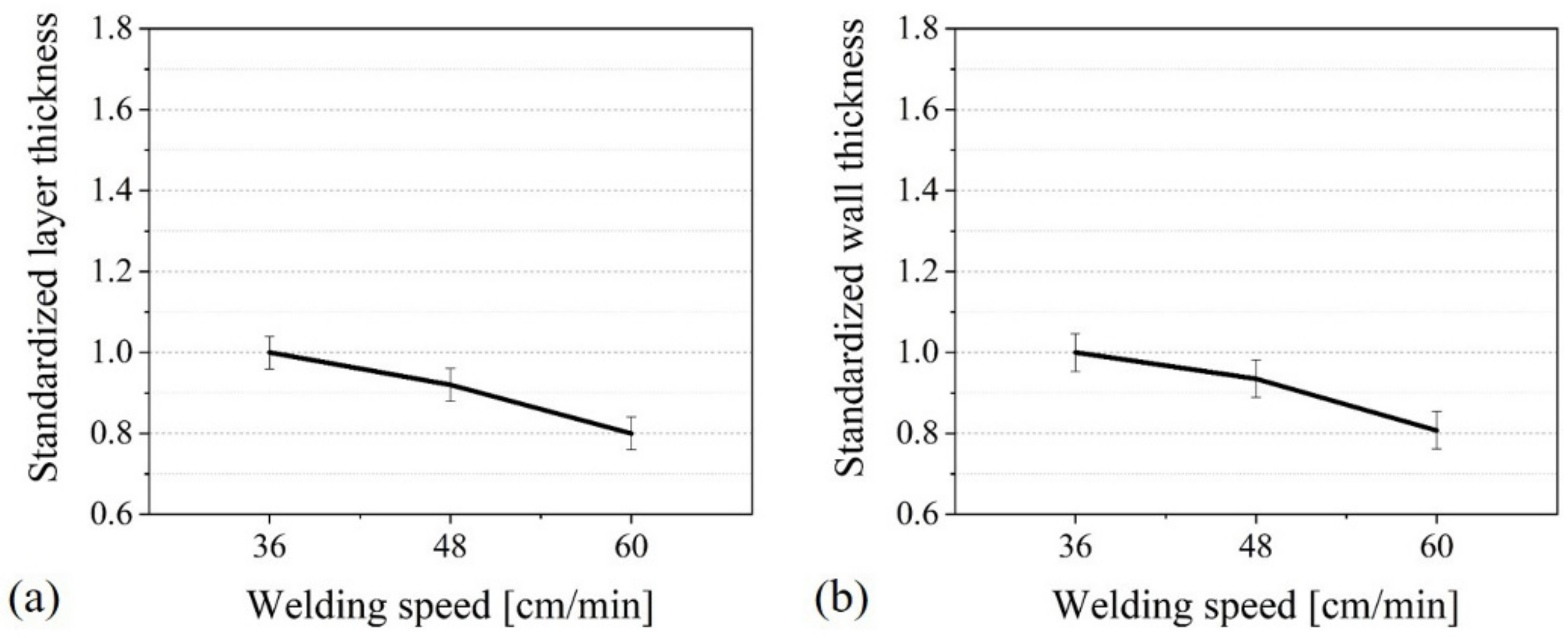
3.2. Welding Speed
3.3. Powder Feed Rate
4. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Brandl, E.; Baufeld, B.; Leyens, C.; Gault, R. Additive manufactured Ti-6Al-4V using welding wire: Comparison of laser and arc beam deposition and evaluation with respect to aerospace material specifications. Phys. Proc. 2010, 5, 595–606. [Google Scholar] [CrossRef] [Green Version]
- German Standard Institution. DIN EN ISO/ASTM 52900 Additive Manufacturing–General Principles–Terminology; Beuth Verlag: Berlin, Germany, 2018. [Google Scholar]
- Rodriguez, J.; Hoefer, K.; Haelsig, A.; Mayr, P. Functionally Graded SS 316L to Ni-Based Structures Produced by 3D Plasma Metal Deposition. Metals 2019, 9, 620. [Google Scholar] [CrossRef] [Green Version]
- Rakoczy, L.; Hoefer, K.; Grudzień-Rakoczy, M.; Rutkowski, B.; Goły, M.; Auerbach, T.; Cygan, R.; Abstoss, K.-G.; Zielińska-Lipiec, A.; Mayr, P. Characterization of the microstructure, micro segregation, and phase composition of ex-situ Fe–Ni–Cr–Al–Mo–TiCp composites fabricated by three-dimensional plasma metal deposition on 10CrMo9–10 steel. Arch. Civ. Mech. Eng. 2020, 20, 127. [Google Scholar] [CrossRef]
- Hoefer, K.; Mayr, P. 3DPMD–Arc-based additive manufacturing with titanium powder as raw material. China Weld 2019, 1, 11–15. [Google Scholar]
- Yilmaz, S.O.; Özenbas, M.; Yaz, M. FeCrC, FeW, and NiAl modified iron-based alloy coating deposited by plasma transferred arc process. Mater Manuf. Process 2011, 5, 722–731. [Google Scholar] [CrossRef]
- Shi, K.Y.; Hu, S.B.; Zheng, H.F. On microstructure and fatigue characterization of cast iron alloyed with PTA deposits. Surf. Eng. 2013, 28, 113–121. [Google Scholar] [CrossRef]
- Hälsig, A.; Kusch, M.; Mayr, P. Calorimetric analyses of the comprehensive heat flow for gas metal arc welding. Weld World 2014, 59, 191–199. [Google Scholar] [CrossRef]
- Richter, E.; Schneider, W.; Schober, D.; Seliga, E.; Weichbrodt, K.-H. Schweißtechnik–Schweißen von Metallischen Konstruktionswerkstoffen; Carl Hanser Verlag: München, Germany, 2006. [Google Scholar]
- Zou, H.; Zhang, H.; Guilan, W.; Li, J. Rapid manufacturing of FGM components by using electromagnetic compressed plasma deposition. In Proceedings of the International Conference of Intelligent Systems Research and Mechatronics Engineering, Zhengzhou, China, 11–13 April 2015; pp. 1953–1956. [Google Scholar]
- Hollis, K.; Bartram, B.; Withers, J.; Strom, R.; Massarello, J. Plasma Transferred Arc deposition of beryllium. J. Therm. Spray Technol. 2006, 4, 785–789. [Google Scholar] [CrossRef]
- El Moghazi, S.N.; Wolfe, T.; Ivey, D.G.; Henein, H. Plasma transfer arc additive manufacturing of 17-4 PH: Assessment of defects. Int. J. Adv. Manuf. Technol. 2020, 7–8, 2301–2313. [Google Scholar] [CrossRef]
- Withers, J.; Shapovalov, V.; Strom, R.; Loutfy, R.O. There is low cost titanium componentry today. Key Eng. Mat. 2013, 551, 11–15. [Google Scholar] [CrossRef]
- Lee, N. Plasma transfer arc fabrication of enhanced performance barrels. In Proceedings of the NDIA Joint Service Small Arms Symposium, Albuquerque, NM, USA, 15–18 May 2006. [Google Scholar]
- Xinhong, X.; Dunmiao, Q.; Chen, J. Direct manufacturing table tennis mould by hybrid plasma deposition and milling. Adv. Mater. 2014, 887, 1219–1222. [Google Scholar]
- Xiong, X.; Chen, J.; Quan, D. Directly Manufacturing Mouse Mold by Plasma Deposition Manufacturing. Adv. Mat. 2014, 941, 2190–2193. [Google Scholar] [CrossRef]
- Xinhong, X.; Haiou, Z.; Wang, G. Metal direct prototyping using hybrid plasma deposition and milling. J. Mater. Process. Tech. 2009, 209, 124–130. [Google Scholar] [CrossRef]
- Wang, H.; Jiang, W.; Valant, M.; Kovacevic, R. Solid freeform fabrication based on micro-plasma powder deposition. In Proceedings of the 14th International Solid Freeform Fabrication Symposium, Austin, TX, USA, 4–6 August 2003; pp. 301–312. [Google Scholar]
- Suyog, S.; Christ, P.P.; Neelesh, K.J. Mirco-plasma transferred arc additive manufacturing for die and mold surface remanufacturing. JOM 2016, 7, 1801–1809. [Google Scholar]
- Dalaee, M.; Cheaitani, F.; Arabi-Hashemi, A.; Rohrer, C.; Weisse, B.; Leinenbach, C.; Wegner, K. Feasibility in combined direct metal deposition (DMD) and plasma transfer arc welding (PTA) additve manufacturing. Int. J. Adv. Manuf. Tech. 2020, 106, 4375–4389. [Google Scholar] [CrossRef]
- Hoefer, K. Qualifizierung des Plasma-Pulver-Auftragschweißens Für Die Generative Herstellung von Bauteilen der Legierung 1.4404. Ph.D. Thesis, TU Chemnitz, Chemnitz, Germany, 2021. Available online: https://nbn-resolving.org/urn:nbn:de:bsz:ch1-qucosa2-740643.
- American Standard Institution ASTM E3-95. Standard Guide for Preparation of Metallographic Specimens; ASTM International: West Conshohocken, PA, USA, 1995. [Google Scholar]
- Alberti, E.A.; Bueno, B.M.P.; D’Oliveira, A.S.C.M. Additive Manufacturing using plasma transfer arc. Int. J. Manuf. Technol. 2016, 83, 1861–1871. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Parameter Settings | |
|---|---|---|
| Control factors | Welding current: | 120 A (105 A; 135 A) |
| Welding speed: | 48 cm/min (36 cm/min; 60 cm/min) | |
| Powder mass flow: | 23 g/min (18.3 g/min; 27.9 g/min) | |
| Framework parameter | Plasma gas amount: | 1.5 l/min |
| Shielding gas amount: | 12 l/min | |
| Conveying gas: | 3 l/min | |
| Anode type: | Standard | |
| Gas: | 100% Ar | |
| Working distance: | 10 mm | |
| Electrode set back: | 1.5 mmm | |
| Electrode angel: | 30° |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hoefer, K. Correlations between Process and Geometric Parameters in Additive Manufacturing of Austenitic Stainless Steel Components Using 3DPMD. Appl. Sci. 2021, 11, 5610. https://doi.org/10.3390/app11125610
Hoefer K. Correlations between Process and Geometric Parameters in Additive Manufacturing of Austenitic Stainless Steel Components Using 3DPMD. Applied Sciences. 2021; 11(12):5610. https://doi.org/10.3390/app11125610
Chicago/Turabian StyleHoefer, Kevin. 2021. "Correlations between Process and Geometric Parameters in Additive Manufacturing of Austenitic Stainless Steel Components Using 3DPMD" Applied Sciences 11, no. 12: 5610. https://doi.org/10.3390/app11125610