A Review on Thermoplastic or Thermosetting Polymeric Matrices Used in Polymeric Composites Manufactured with Banana Fibers from the Pseudostem




Abstract
:1. Introduction
2. Banana Fibers
2.1. General Aspects
2.2. Mechanical Properties
2.3. Direct and Indirect Surface Treatments on the Natural Fibers
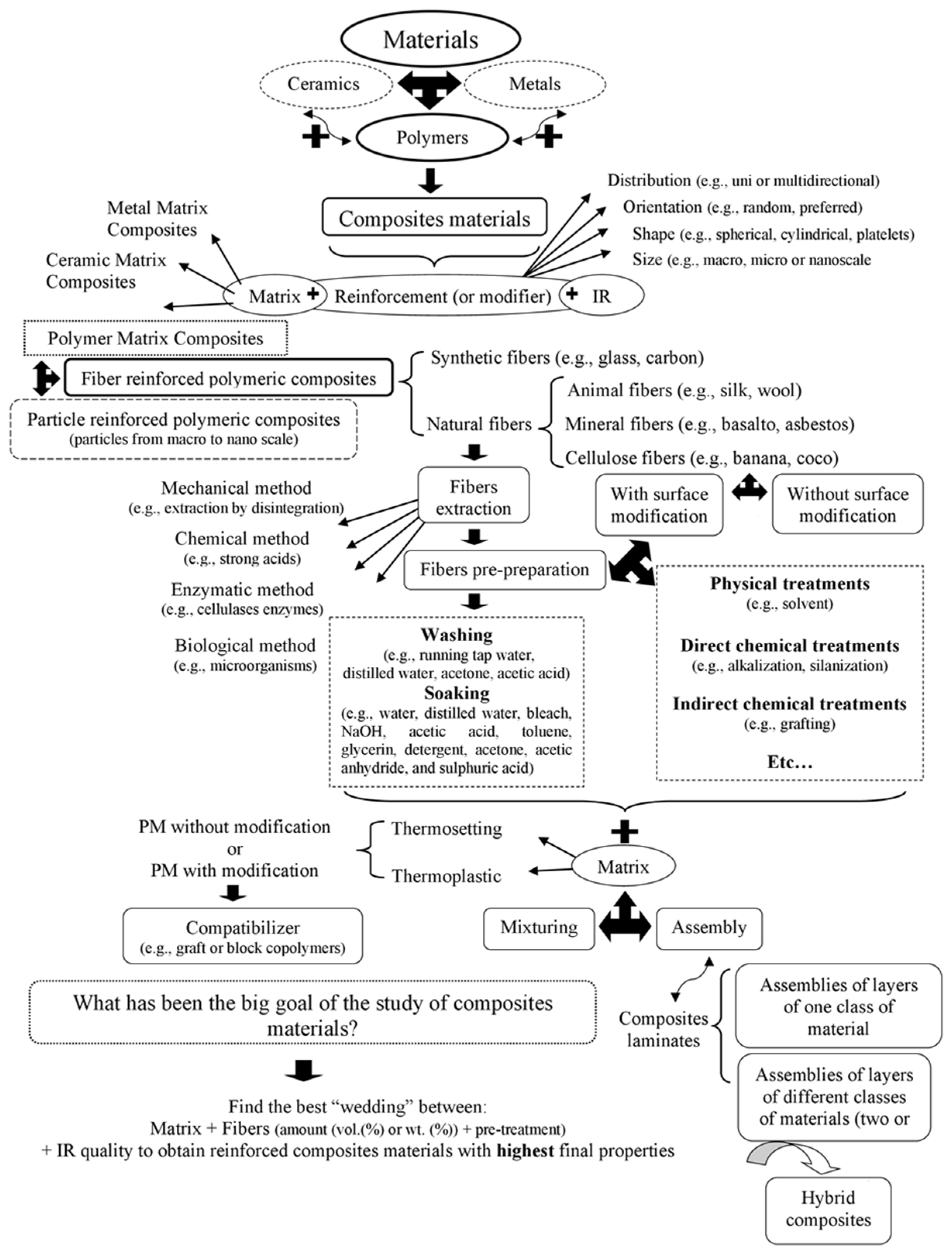
- Acrylation and the direct removal of amorphous materials/adsorbed components (which makes the NF incompatible with PM) such as lignin, fats, olefinic waxes, proteins, non-crystalline parts, and extractives by bleaching or steaming, etc. This step increases the decomposition temperature of treated NF due to the removal of amorphous and smaller molecules (and thus an increase in molecular weight) from the NF surface [19,127,138,139].
3. Preparation of Polymeric Composites Reinforced with Banana Fibers
4. Mechanical Properties of Polymeric Composites Reinforced with Banana Fibers
5. Moisture Absorption Studies of Polymeric Composites Reinforced with Banana Fibers–Some Obtained Results
6. Final remarks and Outlook
7. Future Trends
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Highlights
- ►Banana fibers have shown their potential and effectiveness to replace synthetic fibers (e.g., glass fibers);
- ►Polymeric composites reinforced with banana fibers with satisfactory behavior on modulus and strength can be manufactured with unmodified banana fibers;
- ►Unmodified or modified banana fibers can be incorporated into compatibilized polymeric matrices;
- ►Unmodified banana fibers improve the mechanical properties of the polymeric composites reinforced with banana fibers even at a low fiber loading content;
- ►Highest improvements in mechanical properties were found for biopolymeric composite manufactured with banana fibers and plasticized starch matrix.
Abbreviations
| Abbreviations | Description |
| APS | 3-aminopro-pyltriethoxysilane |
| ASTM | American Society for Testing and Materials |
| BF | Banana fibers |
| BFLg | Banana fiber length |
| BLT | Banana leaves tapes |
| BPC | Biopolymeric composite; |
| BPM | Biopolymeric matrices |
| BPS | Banana pseudostem |
| CCA | Chemical coupling agents |
| CG | Crude glycerin |
| DW | Distilled water |
| EP | Epoxy resin |
| FESEM | Field emission scanning electron microscope |
| FL | Fiber loading |
| FLg | Fiber length |
| FM | Flexural modulus |
| FP | Flexural properties |
| FS | Flexural strength |
| FSF | Fractured surface |
| GC | Graft copolymer |
| GF | Glass fibers |
| GMA | Graft-glycidyl methacrylate |
| GTA | Glycerol triacetate ester |
| HDPE | High-density polyethylene |
| HDPE_MA | Modified high-density maleic anhydride grafted polyethylene |
| HPCBF | Hybrid polymeric composites reinforced with banana fibers and another type of fiber |
| IP | Impact properties |
| IR | Interfacial region |
| IS | Impact strength |
| LDPE | Low-density polyethylene |
| LDPE_MA | Low-density polyethylene modified with maleic anhydride |
| LDPE_MTA | Low-density polyethylene modified with methylacrylate and with starch |
| LHPE_MA_UBF | High-density polyethylene modified with maleic anhydride and unmodified banana fibers |
| LP | Layering pattern |
| MA , | Maleic anhydride |
| MAPP | Maleic anhydride grafted polypropylene |
| MAT | Moisture absorption tendency |
| MBF | Modified banana fibers |
| MC | Moisture content |
| ME | Modulus of elasticity |
| MFA | Microfibrillar angle |
| MLDPE | Maleated low-density polyethylene |
| MP | Mechanical properties |
| MPCMBF | Modified polymeric composite matrix with modified banana fibers |
| MPCUBF | modified polymeric composite matrix with unmodified banana fibers |
| MPCUBF_MA | Maleic anhydride modified polymeric composite matrix with unmodified banana fibers |
| MPCLMBF_MTA | Modified methylacrylate polymeric composite laminates reinforced with modified banana fibers |
| MPM | Modified polymeric matrix |
| MTA | Methylacrylate |
| MTA/S | Methylacrylate with starch |
| MV | Maximum variation |
| NF | Natural fibers |
| NFLg | Natural fibers lengths |
| PC | Polymeric composites |
| PCBF | Polymeric composites reinforced with banana fibers |
| PCBF_SCT_GC | Graft copolymeric composites reinforced reinforced with treated BF |
| PCLBF | Polymeric composites laminates reinforced with banana fibers |
| PCLMBF | Polymeric composites laminates reinforced with modified banana fibers |
| PCLUBF | Polymeric composites laminates reinforced with unmodified banana fibers |
| PCLNF | Polymeric composites laminates reinforced with natural fibers |
| PCMBF_GC | Graft copolymeric composites reinforced with modified banana fibers |
| PCNF | Polymeric composites reinforced with natural fibers |
| PCUBF_MA | Polymeric composites reinforced with unmodified banana fibers into a modified matrix with maleic anhydride |
| PCWBF | Polymeric composites with a woven pattern reinforced with banana fibers |
| PF | Phenol formaldehyde |
| PLA | Polylactic acid |
| PLA_GMA | Modified polylactic acid with graft glycidyl methacrylate |
| PM | Polymeric matrices |
| PP | Polypropylene |
| PP_MA | Maleic anhydride grafted polypropylene |
| PVC | Polyvinyl chloride |
| RO | Randomly oriented |
| RT | Room temperature |
| RTW | Running tap water |
| SA | Surface area |
| SCT | Surface chemical treatments |
| SF | Synthetic fibers |
| SEM | Scanning electron microscope |
| Si69 | bis-(3-triethoxy silyl propyl) tetrasulfane |
| SM | Starch matrix |
| SMBPC | Starch matrix biopolymer composites |
| SMBPM | Starch matrix biopolymeric matrices |
| SPI | Soy protein isolate |
| SPINM | Soy protein isolate natural matrix |
| SPM | Synthetic polymeric matrices |
| Tg | Glass transition temperature |
| TM | Tensile (elastic) modulus |
| TP | Tensile properties |
| TPPM | Thermoplastic polymeric matrices |
| TPS | Thermoplastic starch; |
| TS | Tensile strength |
| TSPM | Thermosetting polymeric matrices |
| UBF | Unmodified banana fibers |
| UHDPE | Unmodified high-density polyethylene |
| UHDPE_UBF | Unmodified high-density polyethylene with unmodified banana fibers |
| ULDPE | Unmodified low-density polyethylene |
| ULDPE_UBF | Unmodified low-density polyethylene with unmodified banana fibers |
| UP | Unsaturated polyesters |
| UP-resin | Unsaturated isophthalic polyester resin |
| UPCBF | Unmodified polymeric composites with banana fibers |
| UPCMBF | Unmodified polymeric composites with modified banana fibers |
| UPCUBF | Unmodified polymeric composites with unmodified banana fibers |
| UPF | Unmodified phenol formaldehyde |
| UPF_UBF | Unmodified phenol formaldehyde with unmodified banana fibers |
| UPLA | Unmodified polylactic acid |
| UPLAMBF | Unmodified polylactic acid reinforced with modified banana fibers |
| UPM | Unmodified polymeric matrix |
| UP_UBF | Unsaturated polyesters with unmodified banana fibers |
| UR | Unsaturated rubbers |
| VF | Volume fraction |
| WA | Water absorption |
| WAR | Weaving architecture |
| WF | Weight fraction |
| 2-EHA | 2-ethylhexyl acrylate |
Appendix A

{kind=link}
{kind=link}
| References | Fibers Extraction/Fibers Preparation |
|---|---|
| [74] | BF + steam explosion process. BF (macro): cutting + drying (in air and vacuum oven). BF (micro): soaking (in NaOH) + autoclave + distillation (in water) + autoclave + distillation (in water + NaClO + acetate buffer + mechanical stirring + filtration + drying. BF (nano): soak (in NaOH) + autoclave + distillation (in water + NaClO) + acetate buffer + distillation (in water) + drying + soaking (in C2H2O4) + autoclave + wash (with KMnO4) + mechanical stirring + drying. |
| [79,116,117,188] | BF (from BPS) + MM (extracting machine) + drying (under sunlight (2 weeks) + soaking (in water) + and drying (under sunlight) + woven roving. |
| [99] | BF (from BPS) + MM (extracting machine and by hand) + soaking (in bleach aqueous solution (10%)) + drying (in oven (60 °C)) + cutting. |
| [32,93,94] | BF (from BPS) + MM (by hand) + SCT. Modification with silane: soaking (in METHACRYLOXYPROPYL TRIMETHOXY SILANE + VINYL TRIETHOXY SILANE solution (0.6%) + ethanol + water (6:4)) + allowing to stand ((1 h) until pH=4) + soaking in the same solution (1 h 30 min (until reach 4< pH< 7, by adding C3H4O2)) + drainage + drying (in air 30 min) + drying (in oven at 70 °C). Alkaline SCT: soaking (in NaOH solutions (0.25% and 0.5%) for 30 min) + wash (with very dilute acid) + dying (in oven at 70 °C for 3 h). Acetylation SCT: soaking (in ≈10 mL solution (CH3COOH + C4H6O3 + H2SO4) + wash (with DW) + drying (in oven at 70 °C for 30 min) [93]. In [32,94], BF were neatly separated by hand and arranged into a mold in the form of mats. |
| [64] | BF (from local Egyptian farmers) + milling (for a few minutes in a mechanical grinder (3000 rpm)) + sieving (mesh sizes (18, 35, and 60 mesh)). |
| [188] | BF (from local supplier) + wash (pyroligneous solution) + drying (at RT) + defibrillation + milling + drying (at 60 °C for 12 h) + storage. |
| [102] | BF ((0.18 mm) from BPS) + autoclave (electrically heated rotatory) + pulping (with 10% (w/w) of NaOH + liquor to BF (10:1)) + cooking (from RT to 170 °C for 1 h and 170 °C for 2 h). BF ((0.04 mm) by SET) + batch reactor (at 220 °C for 240 s) + wash (with water) + storage + modification (with xylene) + stirring (at 100 °C) + mixing (67–70 g of MA + 3 g of BF + 1 g of sodium hypophosphite monohydrate) + reaction (for 2 h at 100 °C) + filtration (soxhlet extraction with xylene for 24 h) + drying (in oven at 70 °C for 24 h). |
| [103] | BF (from local supplier) + drying (in air oven at 70 °C for 3 h) + SCT. Alkali SCT: soaking (in NaOH (10%) for 1 h) + wash (with water + CH3COOH) + drying (in oven at 70 °C). Silane SCT: soaking (in alcohol/water (6:4) + VINYL TRIETHOXY SILANE) + pH control (by adding CH3COOH for 1 h 30 min) + drying (in oven at 70 °C) + soaking (in 1% C18H36O2 in alcohol for 1 h) + drying (in oven at 60 °C for 1 h). C6H5COCL SCT: soaking (in NaOH (2%) for 30 min) + wash (with C6H5COCL for 30 min) + wash (with water) + drying (in oven at 70 °C). KMnO4 SCT: soaking (in KMnO4 (0.5%) + acetone for 30 min) + decantation + drying (in air). |
| [100] | BF (from local supplier) + soaking (in bleach aqueous solution) + drying (in oven) + PM modification (with MA). |
| [12] | Monomer SCT of BF: wash (with acetone for 30 min at RT) + drying (at 50 °C for 24 h in vacuum oven) + cutting + mixing (MTA+2% C14H10O4+ CH3OH) + soaking + curing (at 50–90 °C for 10–50 min (different stages)) + wash (acetone for 5 min) + drying (in oven at 50 °C for 20 h). For SM SCT: soaking (in SM solutions (2–5 wt % for 2–8 min)) + drying (at 80 °C for 24 h). |
| [49] | BF (from local supplier) + cleaning + cutting (150 mm) + wash (with acetone) + soaking (in acetone for 30 min at RT) + drying (in air during a week) + drying (at 80 °C for 24 h in a vacuum oven). Monomer SCT: mixing (2-EHA (10%–30% (different EHA solutions)) + 2% photoinitiator + CH3OH) + wash + drying + soaking (during 2–8 min) + irradiation (with UV radiation at wavelengths of 254–313 nm and 2 kW power at 50 amps current for 24 h). Starch SCT: soaking (in SM solutions prepared using hot water (90 °C), 3–7 wt %) + drying (at 105 °C for 24 h) + storage (in a sealed container). |
| [38] | BF (from local supplier) + chased and then, mercerize (with NaOH (1 N) for 1 h) + wash + drying (in oven at 60 °C for 6 h). |
| [1,45] | BF (from the leafs (as sheets)) + soaking (in tap water) + brushing + soaking (in G solution + DW (1:3) at 80 °C for 24 h) + cleaning (with RTW) + drying (at RT for 24 h) + pressing (at 70 °C, 100 kg/cm2). For BF (from BPS) + cutting (using a machete) + wash (in the RTW) + drying (at 100 °C in convection oven for 24 h) + sieving (150 µm) + mixing (110.25 g of BF + 35.0 mL of water (at RT)) + pressing (100 kg/cm2 at 180 °C for 5 min) + cooling (to RT under the same pressure for 30 min). |
| [37] | BF (from BPS) + SCT. Alkali SCT: wash (with water) + soaking (in NaOH ((1%)1:15) for 30 min at RT) + wash (with RTW) + wash (with DW until reach pH = 7) + drying (in oven at 70 °C for 48 h). C3H4O2 SCT: soaking (in C3H4O2 ((1%) 1:15) for 20 min) + wash + drying (in oven at 70 °C for 48 h). |
| [156] | BF + modification (in a regional laboratory) + soaking (in toluene for 24 h) + wash (with petroleum ether) + drying (at 80 °C for 24 h) + immersion (in NaOH (5%–10%) at RT) + wash (with DW) + drying (in oven at 80 °C for 24 h). |
| [153] | BF (from BPS) + shredding + drying (in air for 1 week) + drying (in oven at 65 °C) + milling (for 1–3 h in a vibratory ball mill to get 3–5 mm in length) + storage. |
| [81] | BF were purchase and added directly into the PF without SCT. |
| [79,116,117,188] | BF (from BPS) + drying (in sunlight for 12 h) + weaving (by hand lay-up). |
| [123] | BF (from BPS by mechanical separation) + and chopping (manually) + SCT (with NaOH (0.5%) at 90 °C for 30 min) + wash (in RTW until the PH value reached 7) + drying (in oven). |
| [97] | BF (from local supplier) + arrangement (into small bundles) + immersion (in detergent (2%) at RT for 2 h) + wash (in DW) + drying (in air (1 day) and in vacuum oven at 80 °C for 12 h) + SCT ((silane (APS 60%) + ethanol (40%) + stirring (for 15 min) + immersion (in the initial solution for 1 h) + wash (in DW) + drying (as before)) + chopping. |
| [96] | BF (from BPS and supplied by Taiwan Banana Research Institute) + immersion (in detergent (2%) at 60 °C for 1 h) + wash (in RTW and DW) + drying (in vacuum oven at 80 °C) + alkaline SCT ((with 4% NaOH solution for 45 min) + wash (in RTW and DW until the pH value reached 7.0) + drying + chopping). For silane SCT: immersion (in acetone solution of silane (5 g of BF for 0.5 g of silane)) + agitation (for 30 min) + stabilization (for 12 h at RT) + wash (with acetone) + drying (at 80 °C in oven). |
| [30,34,48] | Wash (in water for 4 h) + drying (at RT for 24 h). For SCT BF: immersion (in NaOH (5%) for 2h at RT) + wash (in CH3COOH (1%)) + rinse (in DW) + drying (at RT for 24 h) + storage or BF (from supplier) + cutting + immersion (in detergent at 60 °C for 2 h) + wash (in DW) + drying (in air for 2 days) + SCT. Alkaline SCT: immersion (in NaOH (1N) for 1 h at RT) + wash (with DW + few drops of CH3COOH) + drying (at RT for 24 h) + drying (in vacuum oven at 80 °C for 12 h). Silane SCT: APS or Si69 (5 wt %) + water–ethanol (40:60 w/w)) + CH3COOH (until the pH value reached 4.0) + stirring (for 1 h) + soaking (for 3 h) + wash (with DW) + drying (in air for 2 days) + drying (in vacuum oven for 12 h at 80 °C) + cutting. Acetylation SCT: immersion (in CH3COOH and C4H6O3 (1.1) solution with H2SO4) + separation + wash (with DW) + drying (at RT for 24 h) + drying (in vacuum oven for 12 h at 80 °C). |
| [85] | BF (from BPS and obtained from local agricultural waste) + cutting (1–10 mm]) + rinse (with DW) + drying (in an oven at 60 °C for 48 h). For SCT BF: immersion (in NaOH (5%) for 24 h at RT) + wash (with DW) + drying (in an oven at 60 °C for 48 h). |
| [57] | BF (obtained from local agricultural waste) + cutting (in mats with uniform thickness) + drying (under sunlight for 24 h) + wash (with acetone thinner) + hand lay-up process. |
| [2] | BF (obtained from local agricultural waste) + drying (under sunlight) + cutting + sieving (in the size ranges 1–10 µm and 10–100 µm). |
| [191] | Cross-plied BF (from supplier) |
| [60] | BF (from BPS) + cutting (6 (mm)) + immersion (in detergent solution) + drying (in vacuum). |
| [137] | Cutting (banana trunks were cut horizontally in order to get the average width of 10–15 (mm)) + soaking (in water for a week) + drying at 808 °C + different BF FL (5, 10, 15, and 20 vol %) + SCT (1%, 3%, and 5% of NaOH and C3H4O2) + drying at 258 °C for 20 min + washing with DW + drying at 708 °C for 3 h (before PCBF preparation) |
Appendix B
| References | Composites-Compound Materials and Manufacturing | Matrices Type |
|---|---|---|
| [99] | PC with PVC matrix reinforced with UBF (0.04 (mm) in thickness and with FL of 5, 10, and 20 vol %: extrusion (at 130–160 °C, 60 bar) + cooling (20 s (TP samples) and 15 s (IP samples)) + chopping. | TPPM (PVC) |
| [64] | PM (ULDPE and LDPE_MA) reinforced with UBF (380 µm of length, 38.5 µm of diameter and with FL of 10, 20, 30, 40, and 50 wt %) + C18H36O2 (2 wt %) + MA (0.8%) + extrusion (at 130 °C for 10 min, 75 rpm) + melting (10 min) + chopping + compression molding (at 130 °C, 200 bar up to 0.5 (mm)). | TPPM (LDPE and LDPE_MA) |
| [188] | PC with HDPE matrix reinforced with UBF (0.42–1.19 (mm) in length with FL of 10, 20, 30 and 40 wt %): extrusion (at 150 °C and 170 °C, 300 rpm) + injection molding (at 150–180 °C, 30 cm3/s, 1000 bar for 4 s) + cooling (30 s). | TPPM (HDPE) |
| [102] | PC with UHDPE or HDPE_MA matrices reinforced with BFLg of 0.04 (mm) and 0.18 (mm) with FL of 20, 40, and 60 wt %: Mixing (BF + HDPE + MA, at high temperature, in xylene (10%)) + stirring (until homogeneity) + cooling (at RT) + compression molding (at 130 °C for 5 min up to approximately 0.6(mm)). | TPPM (HDPE and HDPE_MA) |
| [103] | PC (PP fibers as matrix) with BF (6 (mm) in length at a fixed FL of 50 wt %: mixing (PP fibers + BF) + arrangement (in a tray) + pressing (into a mat) + compression molding (at 170 °C ± 3 °C, 8 kg/cm2 for 3 min) + cooling (at RT). | TPPM (PP fibers) |
| [100] | PC with PP matrix reinforced with UBF (20 (mm) in length) at a fixed FL of 10 vol % obtained by extrusion (at 190–200 °C, 50 rpm) + chopping + heating (at 60 °C for 4 h in oven) + injection molding (at 170–210 °C, 300 bar) + cooling (30 s at RT) + mixing (different sequences ((PP + PP-MA + BF), (PP/PP-MA), ((PP/PP–MA) + BF) and PP (PP + (PP-MA + BF))). | TPPM (PP and PP_MA) |
| [37] | ULDPE matrix reinforced with UBF and MBF (NaOH), with 10 (mm) in length with FL of 10, 15, 20, 25, 30 wt % and for ULDPE and LDPE_MA matrices: drying (BF and PM, in oven) + compression molding (at 180 °C, 20 MPa for 10 min) + mixing (using mechanical stirrer) + cooling (at RT). | TPPM (LDPE) |
| [1,45] | Various layers of BLT (acrylic adhesive in the form of a double-sided tape) with different BLT fiber orientations: aligned in the same direction (parallel orientation) and layers aligned in the cross-direction (criss-cross orientation) + compression molding (100 kg/cm2 at 180 °C for 5 min). | TPPM (adhesive tape) |
| [12,49] | Assembly composites for 3 cases: PCLUBF, MPCLMBF (MTA), and MPCLMBF (MTA/S (4% of starch)). MBF were also treated with 2-EHA monomer (mixed with methanol (CH3OH) under UV radiation) and also with aqueous starch solutions (3–7(%) wt %): 4 layers of BF and 5 layers of PM + pressing (at 180 °C, 7 MPa for 5 min) + compression molding (at 190 °C, 10 MPa for 5 min). | TPPM (LDPE) |
| [153] | SMBPC reinforced with BF and sugarcane bagasse fibers were fabricated. These NF were incorporated into an SM ((Amidex-3001 (with about 28% amylose)) + glycerin–as plasticizer (of two types: “Synth PA”–glycerol and “crude glycerin” (CG) (mixture of glycerol (81.7%), water (4.4%), traces of methanol and ethanol (0.01% and 0.03%, respectively)). The cases that the authors used BF were B-4 (SM 50%, glycerol 30%, 20 wt % BF), B-3 (SM 45%, glycerol 30%, 25 wt % BF), B-1 (SM 35%, glycerol 30%, 35 wt % BF), and B-6 (SM 40%, CG 30%, 30 wt % BF). TPS laminates: mixing + thermal molding (3 to 7 ton at 110 °C and 170 °C) as patented method. For PCLBF: hydraulic pressing (4 to 9 ton at 150–190 °C). | TPPM (TPS) |
| [156] | SPINM reinforced with BF with different amounts of glycerol (25-50 wt % as plasticizer): mixing (1.5 g glycerol + 3.0 g of SPI in 30 mL of water for about 1 h) + mixing (BF + SPI/ glycerol) + casting + pressing (10 tons at 155 °C for 7 min) + cooling. | TPPM (SPINM) |
| [123] | SMBPC with BF into a SM (native cornstarch (28% amylose) with 11% moisture and reagent grade glycerin (99.7% purity)), plasticized by 30 wt % glycerin and 20 wt % of DW. BF into the SM by FL contents of 40, 50 and 60 wt % at a fixed FLg of 30 (mm): Emulsification (with DW) + reinforcement (alkali-treated BF) + hot pressing (5 MPa at 160 °C for 30 min). | TPPM (TPS) |
| [97] | PCBF with UBF and MBF (2–3 (mm) and silane SCT) into a UPLA and PLA_GMA matrix (PLA-graft-glycidyl methacrylate (GMA)) + C14H10O4 + C18H22O2) at a fixed FL of 30wt %, GC was added to the PLA_GMA (5, 10, 15 and 20 wt %: drying (at 60 °C for 4 h in a vacuum oven) + mixing (at 180 °C, 60 rpm for 15 min) + cooling (to RT) + pelletizing + storage (at 60 °C for 2 h) + injection molding (at 175–180 °C, 60 rpm). For GC: mixing (PLA + GMA, at 165 °C, 80 rpm for 12 min) + crushing + separation (by precipitation) + wash (with methanol) + drying (in vacuum oven at 65 °C for 24 h). | TPPM (PLA) |
| [96] | PCBF of UPLA with UBF (fixed FL of 20 wt %) and MBF ((NaOH) FL contents of 20, 40, and 60 wt % with 10 (mm) in length: drying (PM + BF (with and without SCT) in oven at 100 °C for 4 h) + mixing (PM + BF + C18H22O2) at 170 °C, 60 rpm for 15 min) + compression molding (at 185 °C up to 0.5 (mm)) + cooling + annealing (at 130 °C for 1 h 30 min). | TPPM (PLA) |
| [30,34,48] | In [34,48] were reported the manufacturing of PCBF with UBF and MBF). SCT of the BF were made with NaOH, C4H6O3, APS, and Si69. MBF were incorporated into UPLA matrix. UPM with UBF and MBF (2–5 (mm) or (2–3 (mm) and NaOH SCT. UBF were incorporated into UPLA matrix with BF (10, 20, 30, and 40 wt %). MBF (NaOH) were incorporated (10, 20, and 30 wt %) or studied at a fixed FL of 30 wt % for PLA_MA(1 to 5 wt % matrix and GTA (5 to 12 wt %): drying (PM + BF at 80 °C under vacuum for 12 h) + mixing (at 180–190 °C, 40 rpm for 10 min) + cooling + storage (at 80 °C for 2 h) + compression molding (at 190 °C, 80 kg/cm2 for 15 min). | TPPM (PLA) |
| [74] | UPF matrix composites reinforced with UBF (macro (BFLg of 30 (mm) with FL of 10 and 20 wt %), micro (microfibrils with FL of 4, 8, 10, 15, and 20 wt %) and nano (nanofibers with FL of 4, 6, 8, 10 and 12 wt %): arrangement (BF in the mold) + hot compression (at 80 °C, 10–15 MPa for 20 min) + post curing (at 70 °C for 1 h) + cooling (to RT). | TSPM (PF) |
| [79,116,117,189] | PC (LP and WA) as a function of the effect of fiber VF: Hand-woven lay-up + mixing (PM and hardener) + stirring + casting (to the mold with 4 layers of the sample) + pre-curing (for 2h) + curing and pressing (for 24 h, 1 bar, at RT). | TSPM (EP resin) |
| [32,93,94] | UP-resin matrix with BFLg of 10, 20, 30, and 40 (mm) with FL of 10, 20, 30, and 40 wt %: Hand lay-up + mixing (UP + hardener) + pressing and impregnation (into a mat) + removal of air bubbles (with a roller) + pressing (for 12 h) + curing (at RT for 12 h) + post-curing (for 2h at RT). | TSPM (UP) |
| [81] | PC with a fixed FL of 45 wt % of UBF with 30 (mm) in length: Hand lay-up + compression molding (at 100 °C) + impregnation (mats with PM) + curing (at RT). | TSPM (PF) |
| [38] | PCLBF (assembly) with UP-resin matrix and with BFLg of 4 (mm): PM first and then BF + pre-compression (10 kgf/cm2 for a day) + compression molding (50 kgf/cm2, for 24 h at RT). | TSPM (UP-resin) |
| [85] | Mixing (PM (EP resin (bisphenol-A + polyoxypropyelene diamine + diethylenetriamine) + hardener (ratio 4:1)) + BF (5, 10, 15 and 20 wt %) + releasing agents + casting + compression molding (at RT, pressure of 7 MPa for 24 h) + storage (at RT with 65% in relative humidity, 101 kPa in pressure for 24 h). | TSPM (EP resin) |
| [57] | PCLBF with different VF of BF versus EP resin, namely: 40BF/EP60, 50BF/50EP, and 60BF/40EP vol %: mixing (EP resin + catalyst (MEKP(C8H18O6)) + Impregnation of the mats + drying (under sunlight for 48 h) + Hand lay-up of 3 layers of BF + forming with a roller + compression molding (at 32 °C, under the pressure of 6 MPa, and the average relative humidity of 65%). | TSPM (EP resin) |
| [2] | Three different PC (with short, micro, and macro BF) with three different BF contents (25, 30, and 35 wt %): Mixing (EP resin + hardener (ratio 10:1) + BF) + casting + curing in a compression molding machine (at 80 °C in the pressure of 103 bars for 45 min). | TSPM (EP resin) |
| [191] | Mixing (EP resin + hardener (ratio 10:1) + BF mats (cross-plied laminates) + Hand lay-up + compression molding (curing under a load of about 25 kg for 24 h) + post-curing (in the air for 24 h). | TSPM (EP resin) |
| [60] | Mixing (PP + MAPP (1%–3%) + BF) + extrusion (at 175 °C for 10 min at 30 rpm) + compression molding (sheets of 3 ± 0.1 (mm)) + drying (in vacuum at 80 °C) + storage (in sealed desiccators for 24 h). | TPPM (PP) |
| [137] | Dried BF were woven manually into an approximate mat size of 25 × 25 cm + impregnation (with polyester) + vacuum (bagging molding) + curing (at RT for 24 h). The PCBF studied with 4 different VF (5, 10, 15, 20%)). |
Appendix C
| References | PC Type | Highest MV on MP of (…) in Comparison with (…)/Lengths/Contents (wt %) | Studied Properties | TM | TS | FM | FS | IS | ||
|---|---|---|---|---|---|---|---|---|---|---|
| [64] | RO | UPCUBF pristine PC | 380 µm | 40 | +57 | −43 | - | - | - | |
| MPCUBF(MA) UPCUBF | +28 | +50 | ||||||||
| Authors Findings | The variation in the TM increased for highest values of FL (i.e., 40 and 50 wt %) in both cases (ULDPE and LDPE_MA). However, the variation in the TM displays a continuous increase until an optimum FL of 40 wt %. In the presence of MA, the variation in the TM also displays the higher variation at the same FL. However, at low FL (10 and 20 wt %) and in the presence of MA, the variation in the TM decreased. It seems that these authors found the optimal content with respect to the TM at 40 wt % for the both cases (ULDPE and LDPE_MA). However, PCUBF_MA didn’t reach a higher variation in TM in comparison with UPCBF. In fact, the presence of MA decreased the variation in TM (29% less) at the same FL (40 wt %). Concerning the variation in the TS, it clearly increased as the FL was increased for LDPE_MA. In contrast, TS tends to decrease for UPCUBF. According with the authors and with the observed SEM results (for UPCUBF), UBF pull-out as well as holes resulting from UBF delamination were observed. Pulled-out UBF and gaps were an indication of a weak/poor adhesion between UBF and the ULDPE into the IR. This observation is in agreement with the observed loss in the variation of TS for the UPCUBF. However, for LDPE_MA, the authors observed through SEM images that the UBF were found to be uniformly coated by the LDPE_MA and, also, the UBF were severely fractured after the mechanical tests, suggesting that the UBF didn’t get strained up to their maximum stress values. According to the authors, these observations are indicative of good chemical compatibility (between the UBF and the LDPE_MA) caused by the maleate groups. | |||||||||
| [37] | RO | …UPCUBF…pristine PC… | 10 (mm) | 10 | +82 | −23 | - | −36 | −69 | |
| 15 | +97 | - | - | - | - | |||||
| 20 | +187 | - | - | - | - | |||||
| 25 | +228 | - | - | - | - | |||||
| 30 | +256 | - | - | - | - | |||||
| …MPCUBF (MA)…pristine PC | 25 | - | +29 | - | - | - | ||||
| …MPCMBF (MA; C3H4O2)…MPCUBF… | 25 | +15 | - | - | - | - | ||||
| …MPCMBF (MA; C3H4O2)…MPCUBF… | 25 | - | - | - | +17 | +12 | ||||
| AF | The variation in TM increased with the addition of UBF. The obtained increases may have been a consequence of the higher TM of UBF compared to that of the pure ULDPE matrix. The variation in TS, FS, and IS decreased considerably with the addition of UBF. | |||||||||
| [102] | RO | …UPCUBF…pristine PC | 0.18 (mm) | 40 | - | +86 | - | - | - | |
| 60 | +77 | - | ||||||||
| 0.04 (mm) | 40 | - | +186 | |||||||
| 60 | +200 | - | ||||||||
| …MPCUBF(MA)…UPCUBF… | 0.18 (mm) | 20 | +45 | +89 | ||||||
| 0.04 (mm) | +42 | +121 | ||||||||
| Authors Findings | The variation in the TM for PCBF (BF = 0.04 (mm)) was found to be higher compared to PCBF (BF = 0.18 (mm)) at the same FL (60 wt %). The observed difference in the variation of TM may have been a consequence of the higher degree of crystallinity of shortest UBF in comparison with the longer UBF. For HDPE_MA matrix, MA modification didn´t improved the variation in TM in comparison with the unmodified case. That variation increased for a lowest value of FL (i.e, 20 wt %) in both cases due to the better adhesion of BF to the PM, but afterwards, it decreased because the PCBF lost its flexibility, which leads to poor adhesion of BF to the PM if more BF were added. In addition, it was observed that the higher crystallinity of the steam-exploded BF results in a higher modulus. Moreover, the higher lignin content facilitates BF dispersion in the PM. The variation in TS clearly increased as the FL increased for the two different studied BFLg and for UPCUBF, except for an FL of 60 wt %. Above an FL of 20 wt %, the variation in TS tends to decrease. It is important to note that a similar increase in the variation of TS was observed at different FL for MPCUBF(MA) and UPCUBF, respectively. In fact, the MA induced an improvement of more 3% at a lower FL content (20 wt %). According with the authors and through SEM images, the addition of 20 wt % of UBF into HDPE_MA induces a better adhesion of the BF to the PM compared to the UHDPE and, thus, a better stress transfer into the IR. In fact, for UPCUBF were observed rather smooth FSF, UBF pull-out as well as holes and delamination, especially for the largest UBF 0.18 (mm). Moreover, the shortening length of the added UBF (0.04 (mm)) facilitated the UBF dispersion into the UHDPE and the HDPE_MA, resulting in the highest TS and a higher degree of crystallinity to the final PCUBF. For additions of UBF with a FL up to 20 wt % and for HDPE_MA, as for TM, the authors have also observed a loss of flexibility, which reduced the TS property. | |||||||||
| [2] | RO | …PCUBF…pristine PC for TP…PCUBF…PCUBF (25 wt %) for FP and IP… | short | 25 | +17 | −15 | - | - | - | |
| 30 | +53 | +14 | −29 | +2 | +15 | |||||
| 35 | +45 | +20 | −24 | +37 | +60 | |||||
| …micro PCUBF…pristine PC for TP and with short PCUBF at 25 wt % for FP and IP… | micro | 25 | +32 | −39 | −36 | −11 | +30 | |||
| 30 | +40 | −39 | −13 | +30 | +15 | |||||
| 35 | +77 | −26 | −44 | +44 | +5 | |||||
| …macro PCUBF..pristine PC for TP and with short PCUBF at 25 wt % for FP and IP… | macro | 25 | +12 | −33 | −11 | +9 | +15 | |||
| 30 | +26 | −28 | −3.8 | +31 | +25 | |||||
| 35 | +47 | −18 | −30 | +69 | +60 | |||||
| Authors Findings | Comparing the short UBF and macro UBF cases, it is possible to remark that the increase in TM needs less 5 wt % of short UBF than macro UBF for a higher increase. However, the short PCUBF with 35 wt % showed the highest MV on TS, whereas the macro PCUBF with 35 wt % showed the highest MV on FS. From the SEM images of the FSF of the PCUBF with 35 wt % of short BF, after the tensile tests, it was observed a better BF/PM interaction between the short BF and the PM. Furthermore, the BF breakage was observed in the FSF and it was the evidence of an effective stress transfer between the BF and the PM. However, the short PCUBF was unable to withstand a heavy flexural load, which led to the failure of the BF and resulted in a decrease in the FM. The increased FS in the macro PCBF was due to the better interfacial adhesion in the IR of the PCBF. In the case of the IS, both the short PCUBF and macro PCUBF showed the highest MV on IS. The micro PCUBF showed lowest value than the other two PCUBF, and the authors explained these results due to the characteristic of the NF, which presents lower IS and to the weak interfacial strength of the IR for micro UBF. Globally, the MP of the PCBF increased substantially with the increase of BF content (short, macro, and micro BF). | |||||||||
| [81] | RO | UPCUBF…pristine PC… | 30 (mm) | 16 | +13 | −14 | −71 | - | - | |
| 27 | +111 | +129 | −70 | - | - | |||||
| 32 | +114 | +186 | −43 | - | - | |||||
| 41 | +151 | +271 | - | - | - | |||||
| 45 | - | - | +25 | - | - | |||||
| 48 | +320 | +400 | - | - | - | |||||
| Authors Findings | TM and TS increase with the increase in FL. The highest MV on TM and TS were found for a FL of 48 wt % when compared with neat resin. At low loading of BF, the FM was found to be lower than that of the neat resin. However, on increasing the FL to 45 (wt %), the FM increased to about 25%. The FS also shows very good enhancement on increasing FL. PC with good strength could be successfully developed using BF as the reinforcing agent. The addition of fibers makes the matrix more ductile. The tensile, flexural, and impact properties of the PC are found to be dependent on FLg, and the optimum length of fiber required to obtain PCBF of maximum properties was found to be 30 (mm). The experimentally obtained TS values of PCBF were found to be comparable with Hirsh’s theoretical predictions. | |||||||||
| [30] | RO | …UPLAUBF…pristine PC | 2–5 (mm) | 10 | +7 | −45 | - | - | - | |
| 20 | +14 | −39 | −10 | |||||||
| 30 | +19 | −29 | −7 | |||||||
| 40 | +23 | −35 | −8 | |||||||
| UPLAMBF (mercerization)… pristine PC | 10 | +22 | −42 | −15 | ||||||
| 20 | +24 | −34 | −17 | |||||||
| 30 | +41 | −17 | −28 | |||||||
| Authors Findings | It was evident that the addition of UBF at variable FL from 10 to 40 wt % resulted in a consistent increase in the variation of TM of the PCBF, increasing the toughness of the final material. UPCMBF achieve a highest variation in TM for a lowest FL. This observation was attributed to the increase in molecular orientation, to the better packing of cellulose chain, and to the good orientation of the MBF due to the alkalization, which makes them less dense and with a less fibrillar crimp region, making them more capable of rearranging themselves along the direction of TM deformation. The variation in TS decreased with the addition of UBF and MBF. The variation in TS was not significantly affected by the merceration of MBF. In fact, small increases at 30 wt % of FL were observed. These observed decreases were attributed to the effect of softening of the fibrillar crimp region and BF agglomeration, which may affect the overall uniform stress transfer into the IR under TS deformation. The variation of IP showed the same tendency as TS behavior. The addition of UBF and MBF (NaOH) decreased the variation in IS of UPCUBF and PCMBF. At an FL of 30 wt %, UPLA_MBF composites showed a higher descreased of 5% than UPLA_UBF. In this case, the alkaline SCT does not bring any significant improvement in IS variation. | |||||||||
| [34,48] | RO | …UPLAUBF…pristine UPLA… | 2–3 (mm) | 10 | +12 | −72 | - | - | −41 | |
| 20 | +19 | −66 | −39 | |||||||
| 30 | +31 | −62 | −23 | |||||||
| 40 | +33 | −80 | - | - | −45 | |||||
| Authors Findings | The incorporation of UBF into the UPLA increases the variation in TM. In this case, the variation in TM was 10% lower than UPCUBF from [30] at the same FL; this can be due to the used BFLg, which were 2–3 (mm) and 2–5 (mm), respectively. In fact, less than 2 (mm) on BFLg can make all the difference on TM behavior. The addition of UBF with different FLs reduces the variation in TS. The negative variation on TS was due to the poor adhesion in IR and to the agglomeration of UBF. The absence of SCT of the BF contribute to poor stress transfer across the IR. TS increased in comparison with the pristine PM at 30 wt % of BF, as compared with the UPCUBF prepared at 10 wt % of BF. However, beyond 30 wt % of BF, a significant decrease in TS was observed, as compared with the 10 wt % FL. This behavior was due to the fiber content for which the agglomeration of fibers takes place, resulting in poor stress transfer across the IR. The variation in IS decreased in all cases. IP follow the same trend as TS. | |||||||||
| [74] | RO | …UPCUBF…pristine PC | nano | 4 | - | +86 | - | +150 | +25 | |
| 6 | +114 | +180 | +50 | |||||||
| 8 | +129 | +230 | +83 | |||||||
| 10 | +157 | +260 | +108 | |||||||
| 12 | +142 | +280 | +133 | |||||||
| micro | 4 | +29 | +40 | +8 | ||||||
| 8 | +71 | +50 | +13 | |||||||
| 10 | +100 | +100 | +17 | |||||||
| 15 | +114 | +130 | +33 | |||||||
| 20 | +157 | - | +67 | |||||||
| macro | 10 | +86 | +150 | +8 | ||||||
| 20 | +129 | - | +42 | |||||||
| Authors Findings | PCBF (nano) have better MP (TS, FS, and IS) compared to PCBF (micro) and PCBF (macro) with very limited FL. The brittle nature of the PM decreased even with the addition of small quantities of nano BF. Significant increases in TS (142%), FS (280%), and IS (133%) at 12 wt % of nano FL were observed. This was due to the presence of cellulose nanocrystals in the PM, which contributes more effectively in enhancing the MP because there is an efficient stress transfer between the fiber cellulose nanocrystals and the PM. The MP of UPCUBF such as TS can be improved by the addition of a shorter FL (in this case, nano UBF), in comparison with longer UBF. The same increase of 157% was obtained for TS and for the longer and shortest UBF. For the shortest UBF (nano BF), such an increase was obtained at a lowest FL of 10 wt %. The highest values for the MV in FS and IS were obtained for nano UBF, even at a lower FL content (12 wt %). | |||||||||
| [85] | RO | …UPCMBF…pristine PC… | 1–10 (mm) | 5 | - | +47 | - | - | - | |
| 20 | +17 | |||||||||
| Authors Findings | The increasing in the FL decreased the TS of PCBF until at certain FL. The optimum FL were found at 5, followed by 20, 10 and 15 wt %. After that, the variation in TS intends to recover the observed decreases. However, the optimum WT of UBF and MBF is in both cases at 5 wt %, followed by 20 wt %. The authors explained these increases due to the PM-BF interaction and, also, to the alkaline SCT which modifies the internal and external structure of the BF, making their surface rougher and with higher PM absorbance capacity. These observations were confirmed through SEM images which revealed that the alkaline SCT changed the structure of BF. | |||||||||
| [99] | RO | …UPCUBF…pristine PC…vol % | 0.04 (mm) | 5 | - | −1 | - | - | +28 | |
| 10 | +8 | +43 | ||||||||
| 20 | +4 | +6 | ||||||||
| AF | Tensile and impact results show that the addition of UBF into the PVC matrix increased the TS and IS properties. However, for TS, such an increase is less than 10% for all used FL. TS and IS obtained the highest increases at the same FL of 10 vol %. The incorporation of BF induces approximate increases of 28%, 43% and 6% on IS for the formulations with 5, 10 and 20 wt % of BF, respectively, in comparison to the pure PVC compound. These results suggest that the incorporation of BF into the PVC matrix changes the local stress concentration along the BF. Resistance may lead to a change in the mechanism of deformation of the PC. For the formulation with 20 wt % of BF, the increase in IS was not significant. This was due to the low affinity observed into the IR by SEM. A lack of adhesion and voids were observed (resulting from the BF pull-out), suggesting the need for an SCT of the BF or the addition of a compatibilizing agent, in order to increase interfacial adhesion. | |||||||||
| [188] | RO | …UPCUBF…pristine PC… | 0.42 −1.19 (mm) | 10 | +326 | - | - | - | +247 | |
| 20 | +520 | +62 | +142 | |||||||
| 30 | +727 | +147 | +136 | |||||||
| 40 | +732 | +164 | −20 | |||||||
| Authors Findings | TM results show that the addition of UBF into the HDPE matrix increased the variations in TM, FM, and IS properties. This was due to the decrease of the deformation capacity of the PC when submitted to the tension and flexion, affecting the properties in a way inverse to the elongation in the rupture of the PC. The variation in IS increased with the addition of UBF up to a FL of 30 wt %. However, a further addition of UBF causes a loss in IS of about 20% in comparison with the pure PM. This was due to the deterioration of the SMBPC due to the agglomeration of the UBF. These authors also concluded that the PCBF can replace PCGF for FP and IP with the addition of 20 wt %) of BF into the HDPE matrix. | |||||||||
| [96] | RO | …UPCUBF…pristine PC… | 10 (mm) | 20 | +100 | +37 | - | +26 | −23 | |
| 40 | +515 | +100 | +66 | −23 | ||||||
| 60 | +870 | +67 | +63 | −34 | ||||||
| …UPCMBF…UPCUBF… | 20 | +467 | +19 | - | +18 | −23 | ||||
| Authors Findings | The variations on TM and TS of PCBF are all higher than those of pristine PC (PLA matrix). However, the TS at 60 wt % is somewhat less than at 40 wt %; this was due to the adhesion of BF/PLA and to the deterioration of the UPCUBF at 60 wt %. This was the result of the particular morphology aggregation by the high content of BF, which influences the MP of the UPCUBF. Moreover, TS at 20 wt % of UBF was superior to that of 20 wt % of MBF. This indicated that grafting MBF onto a PLA chain can effectively improve the TS of PLA. However, the TM at 60 wt % of BF is the largest, and the TM at 20 wt % of MBF is larger than that at 20 wt % of UBF. This was due to the fact that the strain of UPCUBF at 60 wt % is the smallest (elongation at break: 0.08%), and the strain of UPCMBF at 20 wt % (elongation at break: 0.23%) is far smaller than the one of UPCUBF at 20 wt % (elongation at break: 1.29%). This indicated that the adhesion of BF/PLA is improved via grafting MBF onto a PLA chain, and the strain of PCBF is less decreased by the addition of MBF than the UBF. The comparison of the variation in TS at 20 wt % of UBF and MBF shows an increase of about 19%, which indicates the effectiveness of the modification. the MBF. The variation in IS decreased with the FL for both cases (UBF and MBF). This was due to the decreasing tendency of strain, which shows that the stiffness of the PM is improved by the FL of BF, but also induces their brittleness. These results are according with the SEM observations, which showed: the brittle nature of UPLA matrix, the poorest quality of the IR for UBF case (confirmed by the presence of voids and pull-out UBF on the FSF of the samples), the good quality of the IR for up to 40wt % MBF. | |||||||||
Appendix D
| References | PC Type | Highest MV on MP of (…) in Comparison with (…)/Lengths/Contents (wt %) | Studied Properties | TM | TS | FM | FS | IS | ||
|---|---|---|---|---|---|---|---|---|---|---|
| [103] | RO | …UPCUBF…pristine PC. | 6 (mm) | 50 | - | - | - | - | - | |
| …UPCMBF (10%NaOH)…UPCUBF | +12 | +19 | +29 | +26 | −50 | |||||
| …UPCMBF (benzoylated)…UPCUBF | +11 | +14 | +14 | +14 | −11 | |||||
| …UPCMBF (stearic acid)…UPCUBF | +8 | +13 | +11 | +2 | −9 | |||||
| …UPCMBF (vinyltrimethoxy silane)…UPCUBF | +9 | +10 | +15 | +19 | −33 | |||||
| …UPCMBF (KMnO4)…UPCUBF | +10 | +7 | +12 | +5 | −20 | |||||
| Authors Findings | The variations in TM, TS, FM, and FS were found to have a maximum for PCMBF (10% NaOH) in comparison with PCUBF. This was due to the increasing degree of molecular orientation. The removal of low cellulose fractions and cementing materials lead to better orientation and packing of molecules. Regarding the effect of alkalization on the PCBF properties, the process of fiber fibrillation in bast fibers is significant. Even at low NaOH concentrations, fibers can fibrillate, resulting in a reduced BF diameter. This was in agreement with SEM images that showed the BF aspect ratio as well as the effective surface area, which was in contact with the PM. As a result, there was an enhancement in BF/PM adhesion and thus improved PCMBF properties. From the SEM images of the tensile fracture surfaces of UPCUBF and UPMBF, it was possible to remark that BF/PP matrix interactions were dependent on the polarity parameters of MBF. BF with a lower polarity was more compatible with the non-polar PP matrix. For UPCUBF, the tensile rupture was accompanied by the debonding of the UBF leaving holes, which indicated a weak adhesion into the IR. However, for the UPCMBF, they observed significant improvement in the MBF/UPM adhesion by the absence of holes and debonding of the MBF. These observations can help us to understand the obtained results for the variation in TM, TS, FM, and FS. However, an opposite trend was observed for the variation in IS, which was found to be lowest for UPCMBF (10% NaOH). However, the variation in IS for UPCUBF was found to be higher in comparison with the UPCMBF. The observed that a decrease in IS was due to the separation of the UBF from the UPM (PP), which helped the creation of roughness on the surfaces during the fracture, thus consuming more energy during the tests. For the UPCMBF, the interfacial adhesion was more effective and consequently induced a low loss of energy during the fracture process of the samples. In general, the used SCT for BF improved the MP of PCMBF, but the PCMBF (10% NaOH) demonstrated the best MP (both tension and flexural). | |||||||||
| [100] | RO | …UPCUBF…pristine PC vol % | 20 (mm) | 10 | - | - | - | - | - | |
| …UPCUBF (PP+BF)…pristine PC vol % | −17 | −10 | +9 | |||||||
| …MPCUBF((PP + PP-MA + BF))…pristine PC vol % | −8 | −9 | +24 | |||||||
| …MPCUBF((PP + PP-MA) + BF)…pristine PC vol % | −4 | −6 | +13 | |||||||
| …MPCUBF (PP + (PP-MA + BF)) )…pristine PC vol % | −5 | −6 | −2 | |||||||
| Authors Findings | Tensile and impact results show that the addition of UBF into the PP matrix decreased slightly the TP of the PC. The observed decreases were lowest for the sequence of mixture (PP+PP_MA)+UBF. The observed decreases in the variation of TM and TS were lower than 10%, except for the sequence of mixture PP+BF. It was possible to conclude that no significant changes were observed on TP by the addition of UBF into the studied matrix (PP). An increase in IS was observed for the sequence of mixture PP+PP_MA+UBF. Through SEM images, UBF showed higher adhesion for the PC with modified PM (MA). | |||||||||
| [37] | RO | …UPCUBF…pristine PC… | 10 (mm) | 25 | +7 | +29 | - | +11 | +2 | |
| …MPCMBF (MA-NaOH)…UPCUBF… | +4 | +11 | +15 | +11 | ||||||
| …MPCMBF (MAg -C3H4O2)…UPCUBF… | +15 | +17 | +17 | +12 | ||||||
| Authors Findings | The incorporation of MA into PCUBF and PCMBF leads to improved interfacial bonding between BF and the LDPE matrix. The addition of MA showed some improvements in the variation of TS, TM, FS, and IS for UBF and MBF (alkali and acrylic acid) as compared to the same UPCMBF (without MA). This was due to the addition of MA, which generates strong covalent bonds between the maleic anhydride groups of MA and hydroxyl groups of BF surface, while the LDPE of MA-g-LDPE is compatible with LDPE matrix, resulting in the wetting and dispersion of the BF improved within the LDPE matrix and thereby enhancing the MP. In relation to the compatibilized composite containing UBF, compatibilized composites with surface-treated fibers showed better FS. The better FS indicates that the incorporation of compatibilizer provides better compatibility between the surface of MBF and LDPE matrix. The maximum FS variation was observed with compatibilized composites containing C3H4O2. However, the variation in TS of the MPCMBF showed lowers variations, which is paradoxical to the fact that good interfacial bonding improves the TS of the PC. It was due to the degradation of cellulose fibrils by SCT, which reduced the TS of PC. The degradation of MBF by SCT attack was observed by SEM. | |||||||||
| [81] | RO | …UPCUBF…pristine PC | 30 (mm) | 45 | +218 | +271 | +25 | +400 | +180 | |
| AF | The FL and the BFLg were fixed at 45 wt % and 30 mm, respectively, and the variations on MP are shown. However, it seems that 48 wt % is the optimal FL for all the mechanical properties. | |||||||||
| [34,48] | RO | …UPCMBF (NaOH)…UPCUBF… | 2–3 (mm) | 30 | −22 | +9 | - | - | +8 | |
| UPCMBF (C4H6O3)…UPCUBF… | −39 | −15 | +22 | |||||||
| UPCMBF (APS)…UPCUBF… | −20 | +19 | +24 | |||||||
| …UPCMBF (Si69)…UPCUBF… | −13 | +136 | - | - | +49 | |||||
| Authors Findings | The mercerization of BF results in an improvement in interfacial bonding into the IR, which is probably because of the formation of additional sites created for mechanical interlocking. This contributes to more fiber interpenetration at the IR, thereby increasing the strength in the PC. A marginal increase in TS of 9% was obtained for UPCMBF(NaOH) as compared with UPCUBF. Some authors reported the fact that NaOH treatment results in the removal of surface imperfection of the fibers, which helps efficient mechanical interlocking with the matrix. However, 19% improvement in TS was observed when BF was treated with APS. Some authors suggested that APS has the ability to interact with the polylactide chain, which plays a vital role in making it compatible with the BF. During the treatment, APS hydrolyzes to silanol, which can bond effectively with carboxylic groups of BF through ester linkage. Amino groups from APS can also form hydrogen bonds with C=O sites on the PLA backbone. This induces improvements in the compatibility of the BF with the PLA matrix, thereby increasing the strength. A significant improvement of 136% in TS was achieved with the incorporation of MBF (Si69) into the PLA. This was due to the ethoxy group of Si69, which reacts with the carbonyl group of the cellulosic fiber in ethanol media, which further interacts with PLA through hydrogen and covalent bonds. The sulfur atom presented in Si69 can also impart polarity in the system to enhance the interaction with the PLA matrix. Thus, it forms a bridge between BF and PLA, enhancing the interfacial interaction into the IR. In all the cases, the UPCMBF (except for Si69) showed a decrease in TM as compared with the UPCUBF. UPCMBF (treated with NaOH and APS) showed the smallest losses for TM as compared with the UPCUBF and the pristine PC. UPCMBF treated with (Si69) showed a marginal increase in TM because of increased interaction into IR. IP showed a similar trend. These obtained results confirm the improvement quality of the IR by the Si69 SCT of BF. In fact and as explained by the authors [48], the enhancing quality of the IR was the responsibility of the ethoxy group and the sulfur atom present in Si69. The first one reacts with the carbonyl group of the BF in ethanol media interacting with the UPLA through hydrogen and covalent bonds, and the second one changes the polarity of the system. These are the satisfactory conditions to hence the interpenetration of the MBF at the IR, increasing the strength in the final UPCMBF(Si69). However, an oposite trend was observed for MBF (acetylation) results, which showed a considerable decrease in the variation of the TP. The decrease was atributed to the cross-linking reactions and agglomeration of MBF during the manufacturing of the UPCMBF. This fact induces degradation on MBF and on the PM, and it results in poor stress transfer across the IR, which implies a reduction in MP. The SCT of BF enhance the IS of the UPCMBF as compared with UPCUBF. Nearly 8% improvement in IS was observed for UPCMBF(NaOH). Significant improvements of 24% and 49% in IS were observed for UPCMBF(APS and Si69), respectively. These results confirms an increasing in IR adhesion upon surface treatments. Finally, among all the UPCMBF, UPCMBF(Si69) showed optimum IS as compared with the virgin PM and other PC. | |||||||||
| [97] | RO | …UPCUBF…pristine PC… | 2–3 (mm) | 30 | +85 | +5 | +40 | +1 | −41 | |
| …UPCMBF (APS)…pristine PC… | +112 | +19 | +83 | +9 | −28 | |||||
| …MPCMBF(APS-GC)…UPCMBF (APS)… | 30(BF)+5CG | −5 | +2 | −4 | +9 | +24 | ||||
| 30(BF)+10CG | −7 | +10 | −7 | +17 | +29 | |||||
| 30(BF)+15CG | −8 | +13 | −7 | +20 | +54 | |||||
| 30(BF)+20 CG | −19 | +6 | −10 | +7 | +61 | |||||
| Authors Findings | The incorporation of UBF resulted in an improvement in the variation of TM and TS of PCBF. This behavior was explained by the stiffening effect of BF. The addition of MBF(APS) increased TM, TS, and FM. This was attributed to the better interfacial adhesion after APS treatment, which results in effective stress transfers into the IR. Moreover, the stiffening effect exerted by BF also ascribes for the high modulus of PCBF. During melt mixing, the carboxyl group of PLA reacts with one end of silanol, while the other end of silanol has already shared a bond with the hydroxyl group of BF. This multifunctionality of silanol resulted in good interfacial bonding. However, TM, TS, and FM reduced with the addition of GC. This behavior was due to the agglomeration of GC, which may have caused non-uniform stress transfer into IR. The addition of GC from 5 to 15 wt % improved the FS of PCMBF. This behavior was explained on the basis that the interaction of fiber and matrix with the epoxy as well as acrylic group of GC restricts the motion of PLA segments, thereby increasing the FS. Hence, the loading of 15 wt % of GC was considered as an optimum FL for obtaining better MP. On the contrary, with FL from 5 to 20 wt % of GC to PCMBF, a reduction in TM was observed. The FM of MPCMBF (APS-GC) with a varying amount of GC from 5 to 20 wt % also followed the same trend. Furthermore, it was observed that after the incorporation of GC, the IS of MPCMBF (APS-GC) improved significantly. This might be attributed to the plasticizing effect of GMA in GC. | |||||||||
| [30] | RO | …MPCUBF (MA)…pristine PC… | 2–5 (mm) | 30 (BF)+1MA | +62 | −8 | - | - | +24 | |
| 30 (BF)+3MA | +47 | −12 | +19 | |||||||
| 30 (BF)+5MA | +44 | −17 | +11 | |||||||
| …MPCUBF (GTA)…pristine PC… | 30 (BF)+5GTA | +45 | −11 | +13 | ||||||
| 30 (BF)+10GTA | +35 | −23 | +127 | |||||||
| 30 (BF)+12GTA | +26 | −33 | ||||||||
| Authors Findings | A high increase in the variation of TM was observed with the addition of MA and GTA. For the highest FL of GTA (12 wt %), the variation in TM decreased 13% compared with 5 wt % GTA. These effects were attributed to the formation of ester linkage into the IR due to a reaction between the anhydride group of MA with the acid group of the TPPM (PLA), which improves the interactions into the IR. The addition of more MA into the PM from 1 to 3 and 5 wt % induced a decrease in the variation of TM. This was an indication of a critical content of MA. In this case, MA additions higher than 1 wt % do not benefit the TM of the PCBF. The same trend was observed in the variation of TS. For the highest MA concentrations (3 and 5 wt %), the variation in TS decreased. Concerning the IP, the addition of MA increased the variation in IS. These results reveal that a low concentration of MA is enough as an effective PM compatibilizer. In fact, MA chemically modifies the IR, reducing the crack propagation. The addition of GTA also improves the IP of the PCBF. The comparison between both compatibilizers (MA and GTA) showed that MA improved more the MP of the PCBF with the PLA matrix. SEM observation showed clearly the satisfactory wetting of the BF within the PM. | |||||||||
| [60] | RO and H | …PCUBF…pristine PM (PP)… | 6 (mm) | 10 | +9 | +17 | +7 | +19 | +19 | |
| 20 | +39 | +28 | +22 | +28 | +29 | |||||
| 30 | +68 | +46 | +33 | +36 | +42 | |||||
| 40 | +78 | +20 | +39 | +16 | +12 | |||||
| …MPCUBF (MAPP)…PCUBF… | 30 (UBF) +1 (MAPP) | +20 | +3 | +10 | +10 | +11 | ||||
| 30 (UBF) +2 (MAPP) | +45 | +11 | +11 | +26 | +22 | |||||
| 30 (UBF) +3 (MAPP) | +32 | +6 | +3 | +17 | +10 | |||||
| Authors Findings | The presented results are concerning the 0% GF case and with WF variation of UBF. MP increases with increases in BF loading up to 30 wt %. It was also evident that there was an increase in TP (TS), FP, and IS with a maximum corresponding to the samples containing 30 wt % of BF, in comparision with the pristine PM (PP). This was due to the addition of BF bridges, which increases the resistance to the propagation of the cracks. On the other hand, the uniform cross-section and high aspect ratio of the BF were sufficient to restrain the PM, leading to uniform stress distribution and the capability of supporting effective stress transformation from the PM to the IR. At low BF FL, the verified improvements in MP were lower as compared with 30 wt % of BF. In fact, lower BF FL results in largest free space for BF movement, thereby reducing the effective stress transfer from BF to PM. In this case, a minimum of 30 wt % of BF FL was required to reinforce the PM. This BF FL was retained for MAPP studies. No significant differences in the MP of PC with or without MAPP were observed in comparison with the UPCUBF. On the other hand, at a higher BF FL of 40 wt %, the decrease in strength (TS and IS) was observed due to the reflection of poor adhesion between the BF and PM, which promoted microcrack formation into the IR as well as non-uniform stress transfer due to the BF agglomeration in the PM. This justified the obtained low value of IS at 40 wt % due to the poor BF alignment (which has an important role in the final performance of laminates or hybrid PC), the presence of too many BF ends within the PC, which could have resulted in crack initiation and hence the potential failure of PC (fiber agglomeration result in regions with stress concentrations that requires less energy to propagate a crack) and considerable less stress transfer from the PM to the BF due to incompatibilities between the different surface properties of the polar BF and non-polar PM [60,192], which results in the deterioration in MP. | |||||||||
Appendix E
| References | PC Type | Highest MV on MP of (…) in Comparison with (…)/Lengths/Contents (wt %) | TM | TS | FM | FS | IS | |||
|---|---|---|---|---|---|---|---|---|---|---|
| [153] | SM | …MPCUBF(B-6)…pristine PC (70 starch + 30 glycerol) | 3–5 (mm) | 30BF + 40starch + 30CG | +228 | −57 | - | - | - | |
| …MPCUBF(B-4)…pristine PC (70 starch + 30 glycerol) | 20BF + 50starch + 30glycerol | +186 | +2 | - | - | - | ||||
| …MPCUBF(B-3)…pristine PC (70 starch + 30 glycerol) | 25BF + 45starch + 30glycerol | +294 | +1 | - | - | - | ||||
| …MPCUBF(B-1)…pristine PC (70 starch + 30 glycerol) | 25BF + 35starch + 30glycerol | +201 | −11 | - | - | - | ||||
| …MPCUBF(BN1)…pristine PC (70 starch + 30 glycerol) | 25BF + 45starch + 30CG | +1861 | +9 | - | - | - | ||||
| Authors Findings | Plasticized starch shows low TS. Even at the boiling point of G (209 °C), starch–glycerol matrices exhibit higher strength properties when glycerol is completely decomposed compared to what happens when it acts exclusively as a plasticizer. Hence, the TS of such matrices may not be very high. The incorporation of lignocellulosic fibers into the plasticized starch improved the Young’s modulus and yield strength but without changing the TS over that of the matrix (starch + glycerol). This have been attributed to the compatibility (both chemical and structural) between the reinforcements (cellulose chains) and the starch–glycerol matrix. An improvement in Young’s modulus in such systems is also attributed to the deplastification of starch caused by the partition of glycerol into the IR. The variation in TM increased over the PM for BF contents of 20, 25, and 35 wt %. TS remained relatively constant for B-1, B-3, and B-4). However, for B-6 at an FL of 30 wt %, the variation in TS had the maximum loss of about 57%. The TM and TS variations for 25 wt % of a BF with CG (BN1) were higher compared to those with all the PCBF with commercial glycerol, indicating the effect processing method. However, with controlled conditions, MPCMBF (BN1) showed higher variation in TM and TS over both the MPCMBF (B-3 and B-6). The results indicated that (i) comparatively good adhesion between the BF and the matrix is provided by both types of glycerol whereby the BF reinforces the matrix, enhancing its strength properties; (ii) CG gives better adhesion between the BF and the starch; and (iii) controlled processing conditions improve the adhesion irrespective of the type of glycerol used, thus increasing the TP and suggesting the positive effect of controlled processing conditions on the TP of corn starch composites. The applied pressure improved the TP for the same BF content, irrespective of the type of glycerol used. CG produced more homogeneous PCBF, which could have better properties than those produced with commercial glycerol. Here, we observed the effectiveness of the patented processing method and a strong correlation between the TP and the processing methods, which automatically controlled the temperature. The optimum FL content of BF for TM property seems to be 25 wt % of BF. | |||||||||
| [123] | SM | …MPCMBF (NaOH)…pristine PC (TPS)… | 30 (mm) | 10 | 140 | 200 | 44 | 63 | - | |
| 20 | 270 | 400 | 100 | 125 | ||||||
| 30 | 400 | 625 | 156 | 200 | ||||||
| 40 | 540 | 850 | 222 | 275 | ||||||
| 50 | 820 | 1400 | 317 | 400 | ||||||
| 60 | 630 | 900 | 189 | 338 | ||||||
| Authors Findings | Both TM and TS increased linearly with the increasing of BF content up to 50 wt %. Besides, FM and FS followed the same behavior as TM and TS. In accordance with the SEM images, we observed good interfacial adhesion between the TPS matrix and MBF (NaOH). Such good adhesion was evident by the fracture of the BF at the surface, the decreased number of fibers pull-outs and holes, and the absence of a gap between the BF and the TPS matrix. This was due to the similarity in polarity between the BF and the TPS. However, the increasing of BF content from 50 to 60 wt % caused deterioration in the MP of the SMBPC and in the wettability of BF with emulsified TPS matrix. This was explained by the agglomeration of the BF, by the increased number of pulled-out BF and holes, and also by the surface cleanliness of the pulled-out BF. | |||||||||
| [156] | SPINM | …MPCUBF(0.2 vol %)…pristine PC (CBF-0)… | 0.5 (cm) | 50/50 wt % | CBF-2.0 | +268 | −41 | - | - | - |
| …MPCUBF(0.25 vol %)…CBF-0… | CBF-2.5 | +470 | −19 | |||||||
| …MPCUBF(0.3 vol %)…CBF-0… | CBF-3.0 | +548 | −9 | |||||||
| …MPCUBF(0.35 vol %)…CBF-0… | CBF-3.5 | +606 | −13 | |||||||
| …MPCMBF(0.2 vol %)…pristine PC (CBF-0)… | 11 (cm) | CBF-2.0 | +662 | +38 | ||||||
| …MPCMBF(0.25 vol %)…CBF-0… | CBF-2.5 | +799 | +42 | |||||||
| …MPCMBF(0.3 vol %)…CBF-0… | CBF-3.0 | +963 | +82 | |||||||
| …MPCMBF(0.35 vol %)…CBF-0… | CBF-3.5 | +994 | +43 | |||||||
| …MPCMBF (25 wt % glycerol and 0.3vol % of BF (10%NaOH) ..(CBF-0)… | 0.5 (cm) | 25/50 wt % | glycerol25CBF-3.0 | +2351 | +156 | |||||
| …MPCMBF (37.5 wt % of glycerol + 0.3 vol % of BF (10% NaOH)…(CBF-0)… | glycerol37.5CBF-3.0 | +1242 | +80 | |||||||
| …MPCMBF (50 wt % of G + 0.3 vol % of BF (10% NaOH)…(CBF-0)… | glycerol50CBF-3.0 | +963 | +82 | |||||||
| …MPCMBF (25 wt % G and 0.3 vol % of BF (10% NaOH)…(CBF-0)… | 11 (cm) | glycerol25CBF-3.0 | +2619 | +232 | ||||||
| …MPCMBF (37.5 wt % of glycerol + 0.3 vol % of BF (10% NaOH)…(CBF-0)… | glycerol37.5CBF-3.0 | +1779 | +175 | |||||||
| …MPCMBF (50 wt % of G + 0.3 vol % of BF (10% NaOH)…(CBF-0)… | glycerol50CBF-3.0 | +1115 | +108 | |||||||
| AF | The MP of the PCBF are found to be dependent on the VF of BF and on the nature of the matrix. The MP (TM and TS) of MPCMBF (SPI matrix and MBF (10% NaOH)) and MPCUBF were measured. Both cases (MPCMBF and MPCUBF) showed an increase in TM from 0.2 to 0.35 VF of BF (UBF or MBF). TS increased up to 0.3 VF of MBF, which was followed by a decrease. The addition of UBF showed a negative effect on the variation in TS. However, the smallest negative variation in TS was observed at 0.3 VF of UBF. In general, soy protein PCMBF showed higher TS and TM compared to MPCUBF. This was due to better interaction into the IR after modification by sodium hydroxide. This has been confirmed by the increase in roughness as observed in the SEM images of alkali-modified BF. TM and TS were highest with the SPI matrix having 25 wt % of glycerol. A further increase in the concentration of glycerol resulted in a decrease in the TM and TS of the MPCMBF. Composites having long fibers (11 cm) had higher MP (TM and TS) properties, regardless of the plasticizer content. The direction of the measurement of MP for MPCMBF was along the BF orientation. A longer BF will have less fiber ends, and there would be less flaws or low stress-bearing points, which is the reason for the increase of TM and TS for these PC. The results indicate that at 0.3 VF, the TS and TM of MPCMBF (MBF(10% NaOH) or 50 wt % of glycerol and MBF(10% NaOH)) increased to 82% and 963%, respectively, compared to soy protein film without BF. | |||||||||
Appendix F
| References | PC type | Highest MV on MP of (…) in Comparison with (…)/Lengths/Contents (wt %) | TM | TS | FM | FS | IS | ||
|---|---|---|---|---|---|---|---|---|---|
| [49] | L | …MPCMBF (2-EHA)…UPCUBF… | +44 | +53 | +40 | +36 | +49 | ||
| …MPCUBF (starch)…UPCBUF… | +25 | +67 | +42 | +51 | +86 | ||||
| Authors Findings | The results show the remarkable improvements on MP of the PCLBF after monomer treatment. Through SEM images, some void spaces around the UBF were observed, and some of them were pulled out. These observations were due to the poor adhesion between UBF and PM. In the case of MBF (using 2-EHA), relatively fewer void spaces and a lower proportion of pulled-out MBF were observed, and the authors explained these results due to the good adhesion into the IR. In the case of MBF (using starch), the MP of the PC increased because the starch worked as a good stiffening agent. The alignments of MBF were almost unidirectional compared to UBF into the PC. As a result, starch (3–7 wt %) improved the MP (except for TM) of the PCBF more by improving the IR quality, in comparison with the 2-EHA. At higher starch concentrations (7 wt %), BF becomes too sticky, and as a result, the adhesion into the IR becomes worse. | ||||||||
| [191] | H | …PCLBF (0% jute) case…pristine PCL (0% jute and 0% BF)… | - | +17 | - | +4.3 | +35.5 | ||
| …PCLBF (0% jute) case…PCLBF (50% jute)… | −8 | −12 | −2 | −4 | −26 | ||||
| Authors Findings | The addition of BF in the pristine PCL resulted in the increase in strength (TS, FS, and IS). However, the decreasing of WF of BF (from 100% BF (0% jute) until 50% BF (50% jute)) increases MP up to a certain WF. Furthermore, the addition of BF causes them to decrease due to poor interfacial bonding between the fiber and matrix. The MP (TM, TS, FM, FS, and IS) were found to be maximum for 50/50 WF of jute and BF into PC. The variations of TM, TS, FM, and FS were not significant in comparison with the 50/50 case. However, IS decreased more for the 0/100 BF case. This was due to poor interfacial bonding between BF and PM, and this was evident from SEM analysis. | ||||||||
| [58] | H | …PCLBF (0% sisal) case…PCLBF (50% sisal)… | −6 | −14 | −2 | 4 | −26 | ||
| Authors Findings | The WF of BF was fixed at 16 wt % and FLg to 15 (mm). The addition of BF in the pristine PCL resulted in the increase in strength (TS, FS, and IS). However, the decreasing of WF of BF (from 100% BF (0% sisal) until 50% BF (50% sisal)) increases MP up to certain WF. Further, the addition of BF causes them to decrease due to poor interfacial bonding between the fiber and matrix. The MP (TM, TS, FM, FS, and IS) were found to be maximum for 50/50 WF of sisal and BF into PC. The variations among TM, TS, FM, and FS were not significant (<15%) in comparison with the 50/50 case. However, IS decreased more for the 0/100 BF case. This was due to poor interfacial bonding between the BF and PM, and this was evident from SEM analysis. | ||||||||
| [1,45] | L | BLT of 4 layers…control… | parallel orientation | −74; −73 | +400; +400 | +500; +500 | +500; - | -;+410 | |
| criss-cross orientation | −90; −91 | +280; +280 | +300; +282 | +300; - | -;+464 | ||||
| BLT of 3 layers…control… | parallel orientation | −69; −66 | +250; +390 | +341; 341 | +343; - | -;+400 | |||
| criss-cross orientation | −78; −78 | +242; +290 | +235; +212 | +214; - | -;+428 | ||||
| BLT of 2 layers…control… | parallel orientation | −55; −55 | +183; +250 | +165; +153 | +257; - | -;+346 | |||
| criss-cross orientation | −57; −57 | +17; +40 | +153; +147 | +129; - | -;+372 | ||||
| BLT of 1 layer…control | parallel orientation | −8; −8 | +167; +200 | +19; +19 | +200;- | -;+255 | |||
| criss-cross orientation | −36; −32 | +8; +34 | +16; +17 | +86;- | -;+228 | ||||
| Authors Findings | For all the studied cases, the increasing of the number of layers of BLT (from 1 to 4 layers) decreased the TM. The observed decrease was due to the increase in the amount of acrylic adhesive used to laminate the BLT. This can cause the entrapment of air between the BLT layers, turning the resulting board less rigid. Another observation was the insignificant effect of fiber orientation. For parallel orientation, the leaf layers overlapped over each other by following the fiber grain or fiber direction. While for criss-cross orientation, the fiber alignment layers overlapped perpendicular to each other. TS increased for the parallel and criss-cross orientations with the addition of BLT layers. The addition of 4 BLT layers displayed the highest TS. The addition of more BLT layers requires more strength to break the banana stem particle board panel. They also observed that the TS is higher for parallel orientation in comparison with the criss-cross orientation for all studied cases. Moreover, this can occur because in criss-cross orientation, there is less BF that is able to support the force during tensile test as compared with the parallel orientation. The variation in FM increased with the increase in the number of BLT layers. The effect of BF orientation on FM was significant when the number of BLT layers was greater than 2. There is not much difference in FS in term of orientation (parallel or criss-cross). As in FM, the addition of 4 BLT layers also displayed the highest variation in FS, while 1 BLT layer with criss-cross orientation showed the lowest variation. For FS, fiber orientation had no significant effect. Further, IS increased with the increasing of the number of BLT layers and was dependent on the viscous component in the banana stem particle board panel. The achieved increment was similar for both orientations. | ||||||||
| [38] | L | …UPCLMBF (NaOH)…UPCLUBF (0% coconut fibers)… | +213 | +15 | +100 | +8 | +4 | ||
| AF | A low WF of BF decreases the strength of the hybrid PCLBF, but a higher WF value can significantly increase the TS of the hybrids. Moreover, the skin-eccentric type (BBC) composites exhibited higher TS, even higher than the pure BF composites. In all cases, TS was higher for treated fibers (NaOH). This was due to the interfacial adhesion, which has a greater effect than the layering pattern. Alkali STC can cause morphological changes in the fiber surface, which can lead to closer packing. The TP of a hybrid composite is also influenced by the specific strength of the fibers used. The TS of BF is higher than that of coconut sheath fiber. However, for the BF case (0% coconut fibers), the variation in TP and FP is higher when using MBF, justifying the SCT. All hybrid composites showed an enhancement in stiffness compared to the pure BF composites. From the SEM images, the tensile and flexural fracture surfaces showed delamination failure and double-sided delamination, respectively. Large gaps between fibers and fiber pull-out were noticed due to the poor IR adhesion. An uneven fiber distribution in the PM was apparent. These features suggested the failure of PCLBF at minimum WF. When BF are used as a skin layer and a coconut sheath is used as the core, a higher modulus was obtained for alkali-treated BCB. It was also seen that the skin-core and skin-eccentric patterns influenced the modulus of PCLBF. Impact damage causes fiber pull-out, fiber-matrix debonding, and matrix fracture, being the former mechanism dominant for IS. Coconut sheath fiber composites showed higher IS than pure BF, so debonding between coconut sheath fiber and the PM required more energy. IS increases when BF content increased from 30 to 70 wt % (BCB and BBC cases), decreasing after that (from 70% to 100 wt %). The IS of NaOH treated composites was generally higher than that of the untreated composite, because this treatment removes substances such as lignin, pectin and hemicelluloses from the fiber surface, making it rougher and better anchored to the PM. Finally, there was not much difference in the MP between pure coconut sheath and PCLBF, except for that of FS, which was higher for coconut sheath in untreated and alkali-treated conditions. | ||||||||
| [12] | L | …UPCUBF…pristine PM | 150 (mm) | 40 | +262 | +71 | - | - | - |
| …MPCUBF (25 wt % of MA)…UPCUBF… | +38 | +45 | - | - | +36 | ||||
| …MPCMBF (MA+S (4%)…MPCUBF (MA)… | +41 | +57 | - | - | +59 | ||||
| AF | It was found that BF reinforcement occurred and TS, TM, and IS were increased significantly. The IS of UPCUBF was not evaluated because the pristine PM (LDPE sheet) does not break during impact testing because of its high elongation and high plasticity. It was clearly found that BF suitably reinforced PM and caused a significant improvement of the MP, which indicated BF/PM adhesion. It was also evident that the TS, TM, and IS values increase with increasing monomer concentration and attain a maximum at 25 wt % of MA concentration. The decrease in properties at higher monomer concentration could be associated with the fact that at higher monomer concentration, the radical–radical recombination reaction among growing MA molecules i.e., the homopolymerization reaction between monomer + monomer radicals is dominant, and the reaction of monomer + BF is less prominent. The highest TS, TM, and IS values were found for the sample treated with 25 wt % of MA at 70 °C. This indicated that BF/PM adhesion is better for MPCUBF than that of UPCBF. MPCMBF (MA + 4% starch) showed higher TS, TM, and IS values than that of MPCUBF (MA) and even than that of UPCBF. MBF (starch solution) caused an increase of TS, TM, and IS. As a result, stress transfer from BF to PM is higher. At higher starch concentration (5 wt %), BF becomes too sticky and, as a result, the adhesion between the BF/PM may not be so good. The SEM of fractured surfaces of UPCUBF and MPCMBF(MA/S) showed some void spaces around the UBF pulled out for the first case and less void spaces and a lower proportion of pulled-out UBF for the second case. However, for MPCMBF(MA/S), BF were broken without complete pull-out during the fracture process, and there was a lot of PM still coating the UBF. The SEM observations corroborate with the obtained results and confirm the improvements of the MP by the SCT. | ||||||||
| [32] | L | …PCLBF…Pristine PLC… | 20 (mm) | 10 | −53 | −50 | −30 | −42 | - |
| 20 (mm) | 20 | +245 | −27 | +53 | −32 | - | |||
| 20 (mm) | 30 | +175 | +4 | + 62 | −22 | - | |||
| 20 (mm) | 40 | +145 | +27 | +49 | −13 | - | |||
| 40 (mm) | 20 | - | +20 | - | - | +177 | |||
| 30 | - | - | - | - | +270 | ||||
| 40 | - | - | - | - | +341 | ||||
| 10 (mm) | 20 or 40 | - | - | -;+3 | −43;- | +189 | |||
| 20 (mm) | - | +13 | -;+50 | −32; - | - | ||||
| 30 (mm) | - | +20 | -;+2 | −41; - | +167 | ||||
| 40 (mm) | - | +8 | -;+13 | −39; - | +300 | ||||
| Authors Findings | Maximum TS and TM values were observed for 40% and 20% FL, respectively. The effect of FLg on the TS and TM was also studied. TS was found to be maximum for 30 (mm) and showed a linear increase with FL. However, there was a decrease in TS at 40 (mm) FL. At higher FL dispersion, problems and BF interactions can occur, and the FL is not enough to impart high strength to the PCLBF. In fact, in this case, it was necessary to add a large amount of BF to make the PCLBF more ductile. Other scenarios were also analyzed, namely the MV in TS and IS at a fixed FL of 20 or 40 wt %. The MV in TS and IS at a fixed FL of 20 or 40 wt % were in agreement with the observation made by SEM, which showed a good adhesion into the IR for the mentioned BFLg and FL. At a fixed BFLg of 20 (mm), the addition of BF induces a low variation in FM at a FL of 10 wt % but increased for highest FL. A contradictory behavior was observed in FS variation, which decreased considerably. These authors also studied the effect of SCT (by silanes) on BF. The increase in TS was found to be 11% at 0.3% silane while TS was 28% at 0.6% silane concentration in comparison with the pristine PCL. At a higher concentration, the improvement was negligible. The SCT undergoes hydrolysis to form silanols, which serves to bridge the IR and improve stress transfer. FS was found to be a maximum for 40 wt % FL of BF. For every 10% increase in FL, there was approximately an increase of about 13% in FS. The FM is low for 10 wt %, but the variation in FM increases appreciably when the FL increased for 20 wt %. The FM does not showed increasing trend after 30 wt %. The FM was found to be maximum when the FL was 20 (mm) and 20 wt %. The effect of SCT on the FS and FM gives a high value at 1% silane concentration. For a fixed FL of 40 (mm), the IS increases linearly with increasing of FL. At a FL of 40 wt %, the IS was maximum when the FLg was 40 (mm). This was due to the extra energy dissipation mechanisms due to the plastic deformation. For shorter FLg, the fiber being pulled out of the PM is more likely than plastic deformation. | ||||||||
| [57] | L | …PCLBF (40 BF/60 PM)…PCLBF (60 BF/40 PM (EP))… | - | +10 | - | - | +8 | - | |
| …PCLBF (50 BF/50 PM)…PCLBF (60 BF/40 PM (EP))… | - | +15 | - | - | +16 | - | |||
| …PCLBF (60 BF/40 PM)…PCLBF (40 BF/60 PM (EP))… | - | - | - | - | - | +10 | |||
| - | - | - | - | - | +30 | ||||
| Authors Findings | The MV in TS and FS of the different combinations of the PCLBF clearly indicated that PCLBF(50BF/50PM) showed better mechanical performance in comparison with the other tested combinations. However, for the variation in IS, the PCLBF (60 BF/40 PM) combination was the best. SEM images from the fracture zone of the PCLBF showed that the flexural loading broke BF in the perpendicular direction of the BF reinforcement, and the good arrangement of the BF into EP was also observed. SEM micrographs from PCLBF subjected to impact loading revealed clearly the breakage of the BF layer. These results suggested that the 50 BF/50 EP combination can withstand higher loads when compared to the other studied combinations. | ||||||||
| [190] | W | …PCWBF (2 layers, 0.5% (VF))…PCWBF (1 layer)… | −7 | −9 | - | - | - | ||
| …PCWBF (3 layers, 0.7% (VF))…PCWBF (1 layer)… | −9 | −1 | - | - | - | ||||
| …PCWBF (4 layers, 0.9% (VF))…PCWBF (1 layer)… | −14 | +1 | - | - | - | ||||
| …PCWBF(5 layers)…PCWBF (1 layer)… | −8 | −2 | - | - | - | ||||
| …PCWBF (3 layers, 0.7 VF, closed WAR)…PCWBF (3 layers, 0.7 VF, open WAR)… | - | +65 | - | - | - | ||||
| …PCWBF (2 layers, 0.5 VF, open WAR)…PCWBF (3 layers, 0.7 VF, open WAR)… | - | +76 | - | - | - | ||||
| …PCWBF (2 layers, 0.5 VF, closed WAR)…PCWBF (3 layers, 0.7 VF, open WAR)… | - | +117 | +56 | - | - | ||||
| …PCWBF (2 layers, warp direction)…PCWBF (3 layers, warp direction)… | - | +26 | - | - | - | ||||
| …PCWBF (2 layers, weft direction)…PCWBF (3 layers, warp direction)… | - | +86 | - | - | - | ||||
| …PCWBF (2 layers, weft direction)…PCWBF (3 layers, warp direction)… | - | +138 | - | - | - | ||||
| …PCWBF (3 layers, weft direction)…PCWBF (3 layers, warp direction)… | - | +81 | - | - | - | ||||
| …PCWBF (3 layers, warp and weft directions)…PCWBF (3 layers, warp direction)… | - | +79 | - | - | - | ||||
| …PCWBF (4 layers, warp and weft directions)…PCWBF (3 layers, warp direction)… | - | +57 | - | - | - | ||||
| …PCWBF (4 layers, warp and weft directions)…PCWBF (3 layers, warp direction)… | - | +105 | +162 | - | - | ||||
| …PCWBF (0.87 VF, warp/weft/weft/warp)…PCWBF (0.87 VF, weft/warp/weft/warp)… | - | - | - | - | +97 | ||||
| …PCWBF (0.87 VF, weft/weft/weft/warp)…PCWBF (0.87 VF, weft/warp/weft/warp)… | - | - | - | - | +787 | ||||
| Authors Findings | The MV of TS was found to be maximum for PCWBF with 2 layers and with a VF of 0.5 in comparison with the neat PM. The MV decreases slightly with a higher fiber VF (0.7 and 0.87); this was due to the inefficient wetting of the BF with the EP at higher VF. The inefficient wetting was evident in the fractured samples. Further increases of the VF after 0.5 gives more or less the same MV of the TS. When the number of layers were increased, there was more yielding on the part of the PCWBF. This was attributed to the effect of the BF bundles. Even after the failure of the EP, the woven BF resist the complete failure of the PCWBF leading to yielding, unlike in the case of short PCBF. Two unique positions exist in the PCWBF. One was the interstitial position, which is surrounded with four different yarns, and the other one was the undulated position, which was defined as the point of intersection of the warp and the fill yarns. Compared with the other regions, these positions become EP-rich regions in the PCWBF. The MV of TS made out of two-layer open WAR was found to be lower than that of PCWBF made out of the two-layer closed WAR. The increase in the gap size has a two-fold effect: first, it leads to straightening of the yarns and thereby increases the Young’s moduli up to an optimum value and, second, it reduces the absolute quantity of the fiber available for taking the load. However, the reduction in the absolute quantity of the fiber brings about a lowering of the TS in the case of open WAR. The explanation for the higher TS, observed in the case of the two-layer composites with the closed-WAR pattern, is applicable in this case also. Moreover, this observation supports the fact that the PCWBF failure is determined by the crack initiation in the matrix-rich region of the PCWBF, namely the interstitial and the undulated regions. An increase of 23% was observed for the MV of two-layer PCWBF with closed WAR in comparison with the two-layer PCWBF with open WAR. When a three-layer fabric was used, again, the trend was the same, i.e., a higher value is obtained in the case of the closed-WAR fabric than the open-WAR fabric. PCWBF with 4 layers and with open WAR could not be manufactured due to the lack of the open WAR. Better MP were observed for PCWBF where the samples were tested in the direction of the weft BF, where a greater number of layers existed in the weft BF direction. This could be explained because the fabric was not balanced, and more BF was available in the weft direction than in the warp direction. In addition, this can be due to the difference in the crack propagation pattern. The number of layers as well as the layering pattern affects the IS. The MV for IS was obtained for PCWBF with 4 layers (VF=0.87). The PCWBF failure was due to excessive bending deformations, leading to a mode with bending stiffness mismatch and reinforcement orientation differences between the adjacent plies. The MV of FS was found to be maximum for PCWBF with 3 layers. The lower value for PCWBF with 4 layers was attributed to the inefficient wetting of the fabric. FM increases with the number of layers and was found to be maximum for the PCWBF made out of 4 layers with a closed-WAR and was the lowest for PCWBF with 3 layers. For 2 layers of PCWBF, bending-induced stresses are compensated to an extent by the reversible manner in which the interlacing yarns respond. | ||||||||
| Authors Findings (Continuation) | The MV of IS of the PCWBF showed a considerable improvement with the increase in the number of layers and VF of BF. The MV of IS was found to be for PCWBF with 4 layers (alternate arrangement of warp and weft BF) and with a closed WAR (VF=0.87%). The number of layers as well as the layering pattern affects the IS. The maximum IS has been observed for PCWBF with fabric alternately arranged in the transverse and longitudinal directions. In this type of arrangement, maximum energy dissipation occurs because the impact energy will be dissipated by the delamination between the layers as well. When the fabric is arranged in the same direction, crack propagation becomes easier because the resin-rich regions will be closer to each other. This can very well be interpreted as the reason for the higher IS for composites with the given arrangement. These results showed the important role of the VF and the studied arrangement on the PCWBF. When the VF increased, more energy will have to be used up to break the coupling between the interlaced BF bundles. For BF, the fibrillation also takes place with impact damage and an increase in the VF content uses up more energy for fibrillation. | ||||||||
| [79,116,117,189] | W | …PCWBF(3 layers)…control sample… | +36 | +90 | +17 | +38 | +40 | ||
| Authors Findings | The determination of TP and FP for PCWBF with different geometries evaluated the maximum stress value and Young’s modulus along two directions. We found the maximum deflection under the maximum load conditions. TP, FP, and IP increased when compared to virgin epoxy. PCWBF exhibited a ductile appearance with minimum plastic deformation. It demonstrated a very stable average mechanical behavior in the x-direction and y-direction. Then, it was employed and we discussed the suitability of the design and fabrication of PCWBF impregnated with an EP matrix for different applications, namely the manufacture of household telephone stands and multipurpose tables. | ||||||||
| [137] | W | …PCWUBF…pristine PC… | 5 vol % | - | - | +133 | +339 | +259 | |
| 10 vol % | - | - | +233 | +346 | +387 | ||||
| 15 vol % | - | - | +200 | +339 | +613 | ||||
| 20 vol % | - | - | +217 | +323 | +471 | ||||
| …PCWMBF (1% NaOH)…PCWUBF… | 5 vol % | - | - | +183 | +376 | +337 | |||
| 10 vol % | - | - | +267 | +369 | +458 | ||||
| 15 vol % | - | - | +250 | +346 | +643 | ||||
| 20 vol % | - | - | +233 | +339 | +541 | ||||
| …PCWMBF (1% C3H4O2)…PCWUBF… | 5 vol % | - | - | +217 | +392 | +453 | |||
| 10 vol % | - | - | +300 | +515 | +737 | ||||
| 15 vol % | - | - | +283 | +500 | +1105 | ||||
| 20 vol % | - | - | +200 | +431 | +947 | ||||
| Authors Findings | The effects of MBF (NaOH (1%) or C3H4O2(1%)) on FM, FS, and IS were analyzed. Improvements were observed for PCWUBF and PCWMBF in comparison with the pristine PC. It was also observed that with the increase of BF content up to 10 wt %, the MV of FS of both MBF OR UBF increases, and thereafter with a further increase of BF content both properties tend to opt toward lower values. When the BF content increased to 15 wt % and above, BF were not well-bonded by PM, and thus poor PM adhesion occurred. SEM images indicated that there was a considerable difference in the fiber–matrix interaction between the PCWMBF and PCWUBF. It was observed that in the PCWUBF system, the phenomenon of pull-out occurred to a greater extent than in the PCWMBF. This was due to the existence of voids into the IR, which lead to weak interfacial interaction results. The PCWMBF showed better adhesion compared to the PCWUBF one. These observations would counteract the improvement of interfacial properties and increase in FP. The MV in IS was found to increase with the increment of the BF content and show the maximum values at 15 vol % of BF content. When the BF content exceeded 15 vol %, the wetting of the BF by the PM (polyester resin) was insufficient and many voids appeared, leading to poor BF/PM adhesion. IS showed a similar trend as MBF (1% C3H4O2), which indicates the highest trend in comparison with those of UBF and MBF (NaOH 1%)-treated systems. For the PCWUBF, we observed the presence of wax, oil, and surface impurities. It is known that waxes and oils provide a protective layer on the surface of the BF, but they also contribute to the ineffectiveness of the IR of the PC. On the other hand, the surface of the MBF appears to be roughened by the SCT. Besides, the individual ultimate BF showed a slight separation. This was due to the removal of the BF outer surface layer through dissolution in the SCT, promoting fibrillation and consequently a better mechanical interlocking. | ||||||||
Appendix G
| References | PC type | Highest MV on MAT (…) in Comparison with (…)/Lengths/Contents (wt %) | MAT (%) | Authors Findings | |
|---|---|---|---|---|---|
| [97] | RO | …Control Sample… | 0.878 | We showed evidence of the positive effect of the SCT on MPCUBF (PLA/SiB), in comparison with the untreated case (UPCUBF). Moreover, GC can react with hydroxyl groups of BF and hence decrease the hydrophilicity. The maximum MAT of MPCUBF was 3.28%, which is 17.6% less than that of MPCUBF (PLA/SiB). It was clear that the GC achieved a good compatibility with the PM and its reinforcing BF. The MAT obtained was less. | |
| …UPCUBF… | 5.27 | ||||
| …MPCUBF (PLA/SiB)… | 3.98 | ||||
| …MPCUBF (GC)… | 3.28 | ||||
| [12,49] | L | …PCUBF…BFLg= 40 (mm) (saturation time = 30 days) | +12.6/ +12.8 | The PCUBF samples continued to take up water throughout the period of monitoring. MAT values remained almost constant. The minimum amount of MAT was taken up for PCMBF_MTA/S (4% or 6% starch). The highest MAT was taken up for UPCUBF. It was also noted that MPCBF (25% of MTA) showed better resistance property toward water. These results were consistent with the obtained MP. | |
| …PCMBF_MTA/S(4% starch)… (saturation time = 30 days) | +7.9 | ||||
| …PCMBF_MTA/S(6% starch)… (saturation time = 30 days) | +5.6 | ||||
| [37] | RO | …UPCUBF…at a fixed FL of 25 wt % (saturation time = 20 days) | +18 | The MAT of the PCUBF increased with the increasing of BF loading from 10 to 30 wt %. This was because BF are hydrophilic in nature. Cellulose, which is the main constituent of BF, has free hydroxyl groups which create hydrogen bonding with the molecules. Another reason was the incompatibility between BF/PM, which increased microvoids’ formation in the PCBF. It was also revealed that the MAT of PCMBF reduced considerably as compared to the PCUBF. The best result was obtained for the MPCMBF (MA;C3H4O2). | |
| …MPCMBF (MA-C3H4O2)…at a fixed FL of 25 wt % (saturation time = 20 days) | +6 | ||||
| [123] | SM | …PCBF (TPS matrix)… (saturation time = 7 days) | 40BF | +59 | The increasing of BF in wt % decreases the MAT of the final material. The obtained results were ascribed to the fact that starch is more hydrophilic than cellulose; thus, the presence of BF reduce the hydrophilicity of the starch-based PC. |
| 50BF | +47 | ||||
| 60BF | +42 | ||||
| [34,48] | RO | Pristine PM (PLA) (saturation time = 30 days) | 0.64 | Virgin PLA showed a high rate of hydrophobic nature. The incorporation of BF to the PLA matrix enhances the MAT in the PCBF significantly. The MAT of PCUBF increased as compared with the virgin PLA matrix. We also observed a water affinity character in PLA/Si69-BF and PLA/APS-BF PCBF and reported a considerable decrease in MAT, which was justified by the presence of bulky functional groups that restrict the entrapment of the water molecules inside the interstitial positions. On the other hand, PLA/Na-BF PCBF showed similar characteristics as those of PCUBF, wherein –OH functionalization to O–Na might have contributed to the MAT through hydrogen bonding. PCMBF (silane) showed lower MAT as compared with all other treated PCBF systems, thus revealing improved IR quality. | |
| …UPCUBF…pristine PM… (saturation time = 30 days) | 30 | ||||
| [100] | RO | …UPCUBF (PP+BF(10 vol % of BF))…pristine PC… | +1.35 | MAT decreased with the addition of PP_MA in comparison with the PC without MA. MAT for (PP + PP_MA) + UBF and (PP-MA + UBF) mixtures were similar. However, the MAT for PP + PP_MA + UBF mixture was the lowest. This result agrees with the verified increase on MP of the same PC and proved the efficiency of the selected sequence of steps for the mixing process. | |
| …MPCUBF((PP + …MPCUBF (PP + (PP-MA + BF) 10 vol % of BF) )…pristine PC | +0.3 | ||||
| [156] | SPINM | SPINM with G 25-50 wt %, 50 wt % of BF and crosslinker of 0.8% (saturation time = 26 h) | 72 | After immersion in water, the disintegration of PC samples was observed. The BF were seen as totally separated from the SPINM matrix, and the MAT decreased as the concentration of the cross-linker increased from 0.8% to 2.6%. The highest observed MAT of the SPINM may be due to the hydrophilic nature of both the fibers (288% ± 5%) and matrix (78% ± 3%). | |
| SPINM with G 25–50 wt %, 50 wt % of BF and crosslinker of 2.4% (saturation time = 26 h). | 62 | ||||
| [32] | L | …Pristine PLC… | 30 wt % (35 days) | 0.8 | The MAT for neat polyester matrix was negligibly small after a period of 35 days. However, the MAT for samples with 10, 20 and 30 wt % were found to increase regularly and leveled off at longer periods, which was an indication of saturation. The maximum MAT was found for PCBF with 30 wt % of BF. |
| …PCLBF…Pristine PLC… | 29 | ||||
| [137] | W | …PCWUBF…pristine PC… (saturation time = 143 h) | 10 vol % | +1394 | PCWBF absorbed water very rapidly at the initial stage, and later, a saturation level (after 143 h) was attained without any further increase in WA. PCWBF have higher WA than PM (polyester) itself because of the hydrophilic nature of the BF, and the WA trend increased as the BF content increased from 10 to 20 vol %. WA decreases considerably with the SCT of BF. PCWMBF (C3H4O2) showed a considerable reduction in WA, which confirmed a better adhesion between MBF(C3H4O2) with polyester resin. The variation in WA of PCWMBF (NaOH) were are also considerably less than those of the PCWUBF. In this case, the poor wettability and adhesion between UBF and polyester resin was attributed to the hydrophilic nature of BF. The hydrophilicity is responsible for the higher percentage of WU in PCWUBF due to the presence of lignin and hemicellulose component. In the case of PCWMBF, the BF get masked with the polyester resin in the laminate with a stronger adhesion, resulting in greater hydrophobicity and less WA. PCWUBF for both 10 and 20 vol % showed higher values, which indirectly indicate higher void content in the system, and hence, water can easily diffuse into the composites through this void. The PCWMBF (10 vol % C3H4O2) indicate the lowest diffusion coefficient value as compared with other composites. Besides, the good adhesion of PCWMBF (C3H4O2) also reduces the saturation level value. |
| 20 vol % | +2431 | ||||
| …PCWMBF (1% NaOH)…PCWUBF… (saturation time = 143 h) | 10 vol % | +1281 | |||
| 20 vol % | +1859 | ||||
| …PCWMBF (1% C3H4O2)…PCWUBF…(saturation time = 143 h) | 10 vol % | +1125 | |||
| 20 vol % | +1684 | ||||
References
- Nongman, A.F.; Baharin, A.; Bakar, A.A. The Effect of Banana Leaves Lamination on the Mechanical Properties of Particle Board Panel. Procedia Chem. 2016, 19, 943–948. [Google Scholar] [CrossRef] [Green Version]
- Jayaseelan, C.; Padmanabhan, P.; Athijayamani, A.; Ramanathan, K. Comparative Investigation of Mechanical Properties of Epoxy Composites Reinforced with Short Fibers, Macro Particles, and Micro Particles. BioResources 2017, 12, 2864–2871. [Google Scholar] [CrossRef]
- Bhoopathi, R.; Ramesh, M.; Deepa, C. Fabrication and Property Evaluation of Banana-Hemp-Glass Fiber Reinforced Composites. Procedia Eng. 2014, 97, 2032–2041. [Google Scholar] [CrossRef] [Green Version]
- Xu, S.; Xiong, C.; Tan, W.; Zhang, Y. Microstructural, Thermal, and Tensile Characterization of Banana Pseudo-stem Fibers Obtained with Mechanical, Chemical, and Enzyme Extraction. BioResources 2015, 10, 3724–3735. [Google Scholar] [CrossRef] [Green Version]
- Gañán, P.; Zuluaga, R.; Velez, J.M.; Mondragon, I. Biological Natural Retting for Determining the Hierarchical Structuration of Banana Fibers. Macromol. Biosci. 2004, 4, 978–983. [Google Scholar] [CrossRef]
- Tibolla, H.; Pelissari, F.M.; Menegalli, F.C. Cellulose nanofibers produced from banana peel by chemical and enzymatic treatment. LWT—Food Sci. Technol. 2014, 59, 1311–1318. [Google Scholar] [CrossRef]
- Nakagaito, A.N.; Yano, H. The effect of morphological changes from pulp fiber towards nano-scale fibrillated cellulose on the mechanical properties of high-strength plant fiber based composites. Appl. Phys. A Mater. Sci. Process 2004, 78, 547–552. [Google Scholar] [CrossRef]
- Thakur, V.K.; Urruzola, I.; Robles, E.; Serrano, L.; Labidi, J. Cellulose-Based Graft Copolymer for Toxic Ion and Organic Persistent Pollutants Removal. In Cellulose-Based Graft Copolymers: Structure and Chemistry; CRC Press: Boca Raton, FL, USA, 2015; pp. 271–286. [Google Scholar]
- Santos, F.A.d.; Iulianelli, G.C.V.; Tavares, M.I.B. The Use of Cellulose Nanofillers in Obtaining Polymer Nanocomposites: Properties, Processing, and Applications. Mater. Sci. Appl. 2016, 7, 257–294. [Google Scholar] [CrossRef] [Green Version]
- Andelin, J.; Niblock, R.W.; Curlin, J.W. Technologies for reducing dioxin in the manufacture of bleached wood pulp. In Background Paper(OTA-BP-O-54); United States Congress Office of Technology Assessment: Washington, DC, USA, 1989; p. 74. [Google Scholar]
- Tonoli, G.H.D.; Teixeira, E.M.; Corrêa, A.C.; Marconcini, J.M.; Caixeta, L.A.; Pereira-da-Silva, M.A.; Mattoso, L.H.C. Cellulose micro/nanofibres from Eucalyptus kraft pulp: Preparation and properties. Carbohydr. Polym. 2012, 89, 80–88. [Google Scholar] [CrossRef]
- Zaman, H.U.; Beg, M.D.H. Banana fiber strands–reinforced polymer matrix composites. Compos. Interfaces 2016, 23, 281–295. [Google Scholar] [CrossRef] [Green Version]
- Hubbe, M.A.; Rojas, O.J.; Lucia, L.A.; Sain, M. Cellulosic Nanocomposites: A Review. BioResources 2008, 3, 929–980. [Google Scholar] [CrossRef]
- Pääkkö, M.; Ankerfors, M.; Kosonen, H.; Nykänen, A.; Ahola, S.; Österberg, M.; Ruokolainen, J.; Laine, J.; Larsson, P.T.; Ikkala, O.; et al. Enzymatic Hydrolysis Combined with Mechanical Shearing and High-Pressure Homogenization for Nanoscale Cellulose Fibrils and Strong Gels. Biomacromolecules 2007, 8, 1934–1941. [Google Scholar] [CrossRef] [PubMed]
- Ortega, Z.; Morón, M.; Monzón, M.D.; Badalló, P.; Paz, R. Production of Banana Fiber Yarns for Technical Textile Reinforced Composites. Materials 2016, 9, 370. [Google Scholar] [CrossRef] [Green Version]
- Meyabadi, T.F.; Dadashian, F. Optimization of enzymatic hydrolysis of waste cotton fibers for nanoparticles production using response surface methodology. Fibers Polym. 2012, 13, 313–321. [Google Scholar] [CrossRef]
- Siqueira, G.; Bras, J.; Dufresne, A. Cellulosic Bionanocomposites: A Review of Preparation, Properties and Applications. Polymers 2010, 2, 728–765. [Google Scholar] [CrossRef] [Green Version]
- Yu, Y.; Lou, X.; Wu, H. Some Recent Advances in Hydrolysis of Biomass in Hot-Compressed Water and Its Comparisons with Other Hydrolysis Methods. Energy Fuels 2008, 22, 46–60. [Google Scholar] [CrossRef]
- Mamun, A.A.; Heim, H.P.; Faruk, O.; Bledzki, A.K. The use of banana and abaca fibres as reinforcements in composites. In Biofiber Reinforcements in Composite Materials; Woodhead Publishing: Cambridge, UK, 2015; pp. 236–272. [Google Scholar] [CrossRef]
- Zhu, J.Y.; Sabo, R.; Luo, X. Integrated production of nano-fibrillated cellulose and cellulosic biofuel (ethanol) by enzymatic fractionation of wood fibers. Green Chem. 2011, 13, 1339. [Google Scholar] [CrossRef]
- Zuluaga, R.; Putaux, J.L.; Cruz, J.; Vélez, J.; Mondragon, I.; Gañán, P. Cellulose microfibrils from banana rachis: Effect of alkaline treatments on structural and morphological features. Carbohydr. Polym. 2009, 76, 51–59. [Google Scholar] [CrossRef]
- Lu, P.; Hsieh, Y.-L. Preparation and characterization of cellulose nanocrystals from rice straw. Carbohydr. Polym. 2012, 87, 564–573. [Google Scholar] [CrossRef]
- Adel, A.M.; El-Wahab, Z.H.A.; Ibrahim, A.A.; Al-Shemy, M.T. Characterization of microcrystalline cellulose prepared from lignocellulosic materials. Part II: Physicochemical properties. Carbohydr. Polym. 2011, 83, 676–687. [Google Scholar] [CrossRef]
- Mamun, A.A.; Bledzki, A.K. Micro fibre reinforced PLA and PP composites: Enzyme modification, mechanical and thermal properties. Compos. Sci. Technol. 2013, 78, 10–17. [Google Scholar] [CrossRef]
- Al Mamun, A. PPP and PLA Composites with Grain By-products: Enzyme Modification, Characterization, Processes Optimization and Properties. 2011. Available online: https://scholar.google.pt/scholar?hl=en&q=PP+and+PLA+composites+with+grain+by+products+Enzyme+modification%2C+characterization%2C+processes+optimization+and+properties+2011&btnG=&as_sdt=1%2C5&as_sdtp= (accessed on 6 September 2017).
- Venkateshwaran, N.; Elayaperumal, A. Banana Fiber Reinforced Polymer Composites—A Review. J. Reinf. Plast. Compos. 2010, 29, 2387–2396. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Hinrichsen, G. Biofibres biodegradable polymers and biocomposites: An overview. Macromol. Mater. Eng 2000, 276–277, 1–24. [Google Scholar] [CrossRef]
- Reddy, N.; Yang, Y. Biofibers from agricultural byproducts for industrial applications. Trends Biotechnol. 2005, 23, 22–27. [Google Scholar] [CrossRef] [Green Version]
- Sukumaran, K.K.; Satyanarayana, K.; Pillai, K.G.; Ravikumar, S.G.K. Structure, physical and mechanical properties of plant fibres of Kerala—Google Académico. Met. Mater. Process. 2001, 13, 121–136. [Google Scholar]
- Majhi, S.K.; Nayak, S.K.; Mohanty, S.; Unnikrishnan, L. Mechanical and fracture behavior of banana fiber reinforced Polylactic acid biocomposites. Int. J. Plast. Technol. 2010, 14, 57–75. [Google Scholar] [CrossRef]
- Alemdar, A.; Sain, M. Biocomposites from wheat straw nanofibers: Morphology, thermal and mechanical properties. Compos. Sci. Technol. 2008, 68, 557–565. [Google Scholar] [CrossRef]
- Pothan, L.A.; Thomas, S.; Neelakantan, N.R. Short banana fiber reinforced polyester composites: Mechanical, failure and aging characteristics. J. Reinf. Plast. Compos. 1997, 16, 744–765. [Google Scholar] [CrossRef]
- Eichhorn, S.J.; Baillie, C.A.; Zafeiropoulos, N.; Mwaikambo, L.Y.; Ansell, M.P.; Dufresne, A.; Entwistle, K.M.; Herrera-Franco, P.J.; Escamilla, G.C.; Groom, L. Review: Current international research into cellulosic fibres and composites. J. Mater. Sci. 2001, 36, 2107–2131. [Google Scholar] [CrossRef]
- Jandas, P.J.; Mohanty, S.; Nayak, S.K. Renewable Resource-Based Biocomposites of Various Surface Treated Banana Fiber and Poly Lactic Acid: Characterization and Biodegradability. J. Polym. Environ. 2012, 20, 583–595. [Google Scholar] [CrossRef]
- Rao, K.M.M.; Rao, K.M. Extraction and tensile properties of natural fibers: Vakka, date and bamboo. Compos. Struct. 2007, 77, 288–295. [Google Scholar] [CrossRef]
- Cherian, B.M.; Pothan, L.A.; Nguyen-Chung, T.; Mennig, G.; Kottaisamy, M.; Thomas, S. A Novel Method for the Synthesis of Cellulose Nanofibril Whiskers from Banana Fibers and Characterization. J. Agric. Food Chem. 2008, 56, 5617–5627. [Google Scholar] [CrossRef]
- Prasad, N.; Agarwal, V.K.; Sinha, S. Banana fiber reinforced low-density polyethylene composites: Effect of chemical treatment and compatibilizer addition. Iran. Polym. J. 2016, 25, 229–241. [Google Scholar] [CrossRef]
- Kumar, K.S.; Siva, I.; Rajini, N.; Jappes, J.T.W.; Amico, S.C. Layering pattern effects on vibrational behavior of coconut sheath/banana fiber hybrid composites. Mater. Des. 2016, 90, 795–803. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Jarusombuti, S.; Fueangvivat, V.; Bauchongkol, P.; White, R.H. Coir fiber reinforced polypropylene composite panel for automotive interior applications. Fibers Polym. 2011, 12, 919–926. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Faruk, O.; Sperber, V.E. Cars from bio-fibres. Macromol. Mater. Eng. 2006, 291, 449–457. [Google Scholar] [CrossRef]
- Elanthikkal, S.; Gopalakrishnapanicker, U.; Varghese, S.; Guthrie, J.T. Cellulose microfibres produced from banana plant wastes: Isolation and characterization. Carbohydr. Polym. 2010, 80, 852–859. [Google Scholar] [CrossRef]
- Villanova, J.C.O.; Ayres, E.; Carvalho, S.M.; Patrício, P.S.; Pereira, F.V.; Oréfice, R.L. Pharmaceutical acrylic beads obtained by suspension polymerization containing cellulose nanowhiskers as excipient for drug delivery. Eur. J. Pharm. Sci. 2011, 42, 406–415. [Google Scholar] [CrossRef]
- Goulart, S.A.S.; Oliveira, T.A.; Teixeira, A.; Miléo, P.C.; Mulinari, D.R. Mechanical behaviour of polypropylene reinforced palm fibers composites. Procedia Eng. 2011, 10, 2034–2039. [Google Scholar] [CrossRef] [Green Version]
- John, K.; Naidu, S.V. Effect of Fiber Content and Fiber Treatment on Flexural Properties of Sisal Fiber/Glass Fiber Hybrid Composites. J. Reinf. Plast. Compos. 2004, 23, 1601–1605. [Google Scholar] [CrossRef]
- Baharin, A.; Fattah, N.A.; Bakar, A.A.; Ariff, Z.M. Production of Laminated Natural Fibre Board from Banana Tree Wastes. Procedia Chem. 2016, 19, 999–1006. [Google Scholar] [CrossRef] [Green Version]
- Sgriccia, N.; Hawley, M.C.; Misra, M. Characterization of natural fiber surfaces and natural fiber composites. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1632–1637. [Google Scholar] [CrossRef]
- Zimmermann, M.V.G.; Turella, T.C.; Zattera, A.J.; Santana, R. Influência do tratamento químico da fibra de bananeira em compósitos de poli (etileno-co-acetato de vinila) com e sem agente de expansão. Polímeros 2014, 24, 58–64. [Google Scholar] [CrossRef]
- Jandas, P.J.; Mohanty, S.; Nayak, S.K.; Srivastava, H. Effect of surface treatments of banana fiber on mechanical, thermal, and biodegradability properties of PLA/banana fiber biocomposites. Polym. Compos. 2011, 32, 1689–1700. [Google Scholar] [CrossRef]
- Zaman, H.U.; Khan, M.A.; Khan, R.A. Physico-Mechanical and Degradation Properties of Banana Fiber/LDPE Composites: Effect of Acrylic Monomer and Starch. Compos. Interfaces 2011, 18, 685–700. [Google Scholar] [CrossRef]
- Mueller, D.H.; Krobjilowski, A. New Discovery in the Properties of Composites Reinforced with Natural Fibers. J. Ind. Text. 2003, 33, 111–130. [Google Scholar] [CrossRef]
- Joshi, S.V.; Drzal, L.T.; Mohanty, A.K.; Arora, S. Are natural fiber composites environmentally superior to glass fiber reinforced composites? Compos. Part A Appl. Sci. Manuf. 2004, 35, 371–376. [Google Scholar] [CrossRef]
- Umair, S. Environmental Impacts of Fiber Composite Materials: Study on Life Cycle Assessment of Materials used for Ship Superstructure. Master’s Thesis, Royal Institute of Technology, Stockholm, Sweden, 2006. [Google Scholar] [CrossRef]
- Chertman, M. Secagem de papel produzido a partir do pseudocaule de bananeira. Ph.D. Thesis, Universidade de São Paulo, São Paulo, Brazil, 2007. [Google Scholar]
- El-Meligy, M.G.; El-Zawawy, W.K.; Ibrahim, M.M. Lignocellulosic composite. Polym. Adv. Technol. 2004, 15, 738–745. [Google Scholar] [CrossRef]
- Pothan, L.A.; Zimmermann, Y.; Thomas, S.; Spange, S. Determination of polarity parameters of chemically modified cellulose fibers by means of the solvatochromic technique. J. Polym. Sci. Part B Polym. Phys. 2000, 38, 2546–2553. [Google Scholar] [CrossRef]
- Satyanarayana, K.G.; Sukumaran, K.; Kulkarni, A.G.; Pillai, S.G.K.; Rohatgi, P.K. Fabrication and properties of natural fibre-reinforced polyester composites. Composites 1986, 17, 329–333. [Google Scholar] [CrossRef]
- Ramesh, M.; Atreya, T.S.A.; Aswin, U.S.; Eashwar, H.; Deepa, C. Processing and Mechanical Property Evaluation of Banana Fiber Reinforced Polymer Composites. Procedia Eng. 2014, 97, 563–572. [Google Scholar] [CrossRef] [Green Version]
- Venkateshwaran, M.T.N.; ElayaPerumal, A.; Alavudeen, A. Mechanical and Water Absorption Behaviour of Banana/Sisal Reinforced Hybrid Composites. 2011. Available online: http://www.sciencedirect.com/science/article/pii/S0261306911001579 (accessed on 19 December 2016).
- Shaktawat, V.; Pothan, L.A.; Saxena, N.S.; Sharma, K.; Sharma, T.P. Temperature Dependence of Thermo-Mechanical Properties of Banana Fiber-Reinforced Polyester Composites. Adv. Compos. Mater. 2008, 17, 89–99. [Google Scholar] [CrossRef]
- Samal, S.K.; Mohanty, S.; Nayak, S.K. Banana/Glass Fiber-Reinforced Polypropylene Hybrid Composites: Fabrication and Performance Evaluation. Polym. Plast. Technol. Eng. 2009, 48, 397–414. [Google Scholar] [CrossRef]
- Mariatti, M.; Jannah, M.; Bakar, A.A.; Khalil, H.P.S.A. Properties of Banana and Pandanus Woven Fabric Reinforced Unsaturated Polyester Composites. J. Compos. Mater. 2008, 42, 931–941. [Google Scholar] [CrossRef]
- Majeed, K.; Jawaid, M.; Hassan, A.; Bakar, A.A.; Khalil, H.P.S.A.; Salema, A.A.; Inuwa, I. Potential materials for food packaging from nanoclay/natural fibres filled hybrid composites. Mater. Des. 2013, 46, 391–410. [Google Scholar] [CrossRef]
- Khalil, H.P.S.A.; Yusra, A.F.I.; Bhat, A.H.; Jawaid, M. Cell wall ultrastructure, anatomy, lignin distribution, and chemical composition of Malaysian cultivated kenaf fiber. Ind. Crops Prod. 2010, 31, 113–121. [Google Scholar] [CrossRef]
- Habibi, Y.; El-Zawawy, W.K.; Ibrahim, M.M.; Dufresne, A. Processing and characterization of reinforced polyethylene composites made with lignocellulosic fibers from Egyptian agro-industrial residues. Compos. Sci. Technol. 2008, 68, 1877–1885. [Google Scholar] [CrossRef] [Green Version]
- Dittenber, D.B.; GangaRao, H.V.S. Critical review of recent publications on use of natural composites in infrastructure. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1419–1429. [Google Scholar] [CrossRef]
- Liu, H.; Wu, Q.; Zhang, Q. Preparation and properties of banana fiber-reinforced composites based on high density polyethylene (HDPE)/Nylon-6 blends. Bioresour. Technol. 2009, 100, 6088–6097. [Google Scholar] [CrossRef]
- Idicula, M.; Boudenne, A.; Umadevi, L.; Ibos, L.; Candau, Y.; Thomas, S. Thermophysical properties of natural fibre reinforced polyester composites. Compos. Sci. Technol. 2006, 66, 2719–2725. [Google Scholar] [CrossRef]
- Idicula, M.; Neelakantan, N.R.; Oommen, Z.; Joseph, K.; Thomas, S. A study of the mechanical properties of randomly oriented short banana and sisal hybrid fiber reinforced polyester composites. J. Appl. Polym. Sci. 2005, 96, 1699–1709. [Google Scholar] [CrossRef]
- Idicula, M.; Malhotra, S.K.; Joseph, K.; Thomas, S. Dynamic mechanical analysis of randomly oriented intimately mixed short banana/sisal hybrid fibre reinforced polyester composites. Compos. Sci. Technol. 2005, 65, 1077–1087. [Google Scholar] [CrossRef]
- Idicula, M.; Malhotra, S.K.; Joseph, K.; Thomas, S. Effect of layering pattern on dynamic mechanical properties of randomly oriented short banana/sisal hybrid fiber-reinforced polyester composites. J. Appl. Polym. Sci. 2005, 97, 2168–2174. [Google Scholar] [CrossRef]
- Geethamma, V.G.; Mathew, K.T.; Lakshminarayanan, R.; Thomas, S. Composite of short coir fibres and natural rubber: Effect of chemical modification, loading and orientation of fibre. Polymer (Guildf). 1998, 39, 1483–1491. [Google Scholar] [CrossRef]
- Satyanarayana, P.S.; Sukumaran, K.G.; Pavithran, K.; Mukherjee, C. Natural Fiber-Polymer Composites. Cem. Concr. Compos. 1990, 12, 117–136. [Google Scholar] [CrossRef]
- de Mota, R.C.S. Análise de viabilidade técnica de utilização da Fibra de bananeira com resina sintética em Compósitos. Master’s Thesis, Universidade Federal do Rio Grande do Norte, Lagoa Nova, Brazil, 2010. [Google Scholar]
- Neelamana, I.K.; Thomas, S.; Parameswaranpillai, J. Characteristics of banana fibers and banana fiber reinforced phenol formaldehyde composites-macroscale to nanoscale. J. Appl. Polym. Sci. 2013, 130, 1239–1246. [Google Scholar] [CrossRef]
- Agopyan, V. Natural Fibre Reinforced Cement and Concrete; Swamy, R.N., Ed.; Concrete Technology and Design 5; Blackie: Glasgow, UK, 1988; pp. 208–242. [Google Scholar]
- Rabi, J.A.; Santos, S.F.; Tonoli, G.H.D.; Savastano, H., Jr. Agricultural wastes as building materials: Properties, performance and applications. Agric. Issues Policies Ser. 2009, 1–306. [Google Scholar]
- Paul, S.A.; Boudenne, A.; Ibos, L.; Candau, Y.; Joseph, K.; Thomas, S. Effect of fiber loading and chemical treatments on thermophysical properties of banana fiber/polypropylene commingled composite materials, Compos. Part A Appl. Sci. Manuf. 2008, 39, 1582–1588. [Google Scholar] [CrossRef]
- Jacob, M.; Joseph, S.; Pothan, L.A.; Thomas, S. A study of advances in characterization of interfaces and fiber surfaces in lignocellulosic fiber-reinforced composites. Compos. Interfaces 2005, 12, 95–124. [Google Scholar] [CrossRef]
- Sapuan, S.M.; Maleque, M.A. Design and fabrication of natural woven fabric reinforced epoxy composite for household telephone stand. Mater. Des. 2005, 26, 65–71. [Google Scholar] [CrossRef]
- Idicula, M.; Joseph, K.; Thomas, S. Mechanical Performance of Short Banana/Sisal Hybrid Fiber Reinforced Polyester Composites. J. Reinf. Plast. Compos. 2010, 29, 12–29. [Google Scholar] [CrossRef]
- Joseph, S.; Sreekala, M.S.; Oommen, Z.; Koshy, P.; Thomas, S. A comparison of the mechanical properties of phenol formaldehyde composites reinforced with banana fibres and glass fibres. Compos. Sci. Technol. 2002, 62, 1857–1868. [Google Scholar] [CrossRef]
- Jawaid, M.; Khalil, H.P.S.A. Cellulosic/synthetic fibre reinforced polymer hybrid composites: A review. Carbohydr. Polym. 2011, 86, 1–18. [Google Scholar] [CrossRef]
- Cordeiro, N.; Belgacem, M.; Torres, I.; Moura, J.C.V. Chemical composition and pulping of banana pseudo-stems. Ind. Crops Prod. 2004, 19, 147–154. [Google Scholar] [CrossRef]
- Mukherjee, P.S.; Satyanarayana, K.G. Structure and properties of some vegetable fibres. II. Pineapple fibre. J. Mater. Sci. 1986, 21, 51–56. [Google Scholar] [CrossRef]
- Bakri, M.K.B.; Jayamani, E.; Hamdan, S. Processing and Characterization of Banana Fiber/Epoxy Composites: Effect of Alkaline Treatment, Mater. Today Proc. 2017, 4, 2871–2878. [Google Scholar] [CrossRef]
- ASTM. ASTM D3379, Standard Test Method for Tensile Strength and Young’s Modulus for High-Modulus Single-Filament Materials; ASTM: West Conshohocken, PA, USA, 1975. [Google Scholar]
- ASTM. ASTM D3822-07, Standard Test Method for Tensile Properties of Single Textile Fibers; ASTM: West Conshohocken, PA, USA, 2007. [Google Scholar]
- Frollini, E.; Leao, A.L.; Mattoso, L.H.C. Natural Polymers and Agrofibers Based Composites, Embrapa Instrumentacao Agropecu. 13560-970 SP, 2000. p. 281. [Google Scholar]
- Joseph, S.; Sreekala, M.S.; Koshy, P.; Thomas, S. Mechanical properties and water sorption behavior of phenol–formaldehyde hybrid composites reinforced with banana fiber and glass fiber. J. Appl. Polym. Sci. 2008, 109, 1439–1446. [Google Scholar] [CrossRef]
- Alavudeen, A.; Rajini, N.; Karthikeyan, S.; Thiruchitrambalam, M.; Venkateshwaren, N. Mechanical properties of banana/kenaf fiber-reinforced hybrid polyester composites: Effect of woven fabric and random orientation. Mater. Des. 2015, 66, 246–257. [Google Scholar] [CrossRef]
- Chandramohan, D.; Marimuthu, K. A review on natural fibers. Int. J. Res. Rev. Appl. Sci. 2011, 8, 194–206. [Google Scholar]
- Kulkarni, A.G.; Satyanarayana, K.G.; Rohatgi, P.K.; Vijayan, K. Mechanical properties of banana fibres (Musa sepientum). J. Mater. Sci. 1983, 18, 2290–2296. [Google Scholar] [CrossRef]
- Pothan, L.A.; Thomas, S.; Groeninckx, G. The role of fibre/matrix interactions on the dynamic mechanical properties of chemically modified banana fibre/polyester composites. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1260–1269. [Google Scholar] [CrossRef]
- Pothan, L.A.; Oommen, Z.; Thomas, S. Dynamic mechanical analysis of banana fiber reinforced polyester composites. Compos. Sci. Technol. 2003, 63, 283–293. [Google Scholar] [CrossRef]
- de Castro, B.F.M. Estudo e Caracterização Mecânica de Compósitos Reforçados com Fibras Naturais; Instituto Politécnico do Porto: Porto, Portugal, 2013. [Google Scholar]
- Shih, Y.-F.; Huang, C.-C. Polylactic acid (PLA)/banana fiber (BF) biodegradable green composites. J. Polym. Res. 2011, 18, 2335–2340. [Google Scholar] [CrossRef]
- VP, S.; Mohanty, S.; Nayak, S.K. Effect of poly (lactic acid)-graft-glycidyl methacrylate as a compatibilizer on properties of poly (lactic acid)/banana fiber biocomposites. Polym. Adv. Technol. 2016, 27, 515–524. [Google Scholar] [CrossRef]
- Sonia, A.; Dasan, K.P. Chemical, morphology and thermal evaluation of cellulose microfibers obtained from Hibiscus sabdariffa. Carbohydr. Polym. 2013, 92, 668–674. [Google Scholar] [CrossRef]
- Balzer, P.S.; Vicente, L.L.; Briesemeister, R.; Becker, D.; Soldi, V.; Rodolfo, A., Jr.; Feltran, M.B. Study of the mechanical properties of PVC/banana fiber composites. Polímeros 2007, 17, 1–4. [Google Scholar] [CrossRef]
- Becker, D.; Kleinschmidt, A.C.; Balzer, P.S.; Soldi, V. Influência da sequência de mistura do PP-MA nas propriedades dos compósitos de PP e fibra de bananeira. Polímeros Ciência e Tecnol. 2011, 21, 7–12. [Google Scholar] [CrossRef] [Green Version]
- Haneefa, A.; Bindu, P.; Aravind, I.; Thomas, S. Studies on tensile and flexural properties of short banana/glass hybrid fiber reinforced polystyrene composites. J. Compos. Mater. 2008, 42, 1471–1489. [Google Scholar] [CrossRef]
- Ibrahim, M.M.; Dufresne, A.; El-Zawawy, W.K.; Agblevor, F.A. Banana fibers and microfibrils as lignocellulosic reinforcements in polymer composites. Carbohydr. Polym. 2010, 81, 811–819. [Google Scholar] [CrossRef]
- Paul, S.A.; Joseph, K.; Mathew, G.D.G.; Pothen, L.A.; Thomas, S. Influence of polarity parameters on the mechanical properties of composites from polypropylene fiber and short banana fiber. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1380–1387. [Google Scholar] [CrossRef]
- Nishino, T.; Hirao, K.; Kotera, M.; Nakamae, K.; Inagaki, H. Kenaf reinforced biodegradable composite. Compos. Sci. Technol. 2003, 63, 1281–1286. [Google Scholar] [CrossRef]
- Shibata, S.; Cao, Y.; Fukumoto, I. Press forming of short natural fiber-reinforced biodegradable resin: Effects of fiber volume and length on flexural properties. Polym. Test. 2005, 24, 1005–1011. [Google Scholar] [CrossRef]
- Navaneethakrishnan, G.; Selvam, V.; Jaisingh, S.J. Development and mechanical studies of glass/banana fiber hybrid reinforced silica nano particles with epoxy bio-nanocomposites. J. Chem. Pharm. Sci. 2015, 7, 197–199. [Google Scholar]
- Sruthi, B.S.B.V.J.C. Tensile properties of banana fibre polyester composite. Int. J. Emerg. Trends Eng. Res. 2015, 3, 489–491. [Google Scholar]
- Swain, P.P.; Das, S.C. Synthesis and characterisation of biocomposites and nanobiocomposites prepared from Musa Sapientum. Int J Pharm Bio Sci. 2014, 4, 193–201. [Google Scholar]
- Singh, V.K.; Gope, P.C.; Sakshi, C.; Singh, B.D. Mechanical behavior of banana fiber based hybrid bio composites. J. Mater. Environ. Sci. 2012, 3, 185–194. [Google Scholar]
- Mostafa, M.; Uddin, N. Effect of banana fibers on the compressive and flexural strength of compressed earth blocks. Buildings 2015, 5, 282–296. [Google Scholar] [CrossRef] [Green Version]
- Gokul, M.; Samraj, S.; Samidurai, A.; Thirupathi, A. Analysis and Fabrication of Mechanical Properties of Banana and Sisal Hybrid Composites. Int. J. Innov. Res. Sci. Eng. Tech. 2015, 4, 591–597. [Google Scholar]
- Bisen, K.B.; Sahu, V.; Krishna, M.M. Mechanical behaviour of banana and pineapple hybrid composites reinforced with epoxy resin. Int. J. IT Eng. Appl. Sci. Res. 2015, 4, 11–17. [Google Scholar]
- Joseph, A.; Baby, B.; Thomas, A.B.; Krishnan, S.S. Preparation and characterization of banana reinforced phenol formaldehyde composite. Eur. J. Adv. Eng. Tech. 2015, 2, 85–90. [Google Scholar]
- Pentakota, S.N.; Prasad, V.V.S.; Ramji, K.; Pusty, G. Synthesis of bio–degradable banana nanofibers. IJITR 2014, 2, 730–734. [Google Scholar]
- Prasanna, V.G.; Subbaiah, K.V. Modification of tensile, compressive properties & Chemical resistance of hybrid biocomposites. Int. J. Nanomater. Biostructures 2013, 2, 9. [Google Scholar]
- Sapuan, S.M.; Harun, N.; Abbas, K.A. Design and fabrication of a multipurpose table using a composite of epoxy and banana pseudostem fibres. J. Trop. Agric. 2007, 45, 66–68. [Google Scholar]
- Maleque, M.; Belal, F.Y.; Sapuan, S.M. Mechanical properties study of pseudo-stem banana fiber reinforced epoxy composite. Arab. J. Sci. Eng. 2007, 32, 359–364. [Google Scholar]
- Hassan, M.M.; Wagner, M.H. Surface Modification of Natural Fibers for Reinforced Polymer Composites: A Critical Review. Rev. Adhes. Adhes. 2016, 4, 1–46. [Google Scholar] [CrossRef]
- Bunsell, A. Proceedings of the 4th International Conference of SAMPE European Chapter: Bordeaux-Lac, France, 17–20 October 1983. Organized by: European Chapter of SAMPE, Composites. 1984. Available online: https://scholar.google.pt/scholar?q=Bunsell+1984+Chapter+I&btnG=&hl=en&as_sdt=0%2C5 (accessed on 12 September 2017).
- Pott, G.T. Natural Fibers with Low Moisture Sensitivity. Nat. Fibers Plast. Compos. 2004, 105–122. [Google Scholar] [CrossRef]
- Young, R.A. Wood and Wood Products. In Kent and Riegel’s Handbook of Industrial Chemistry and Biotechnology; Springer: Boston, MA, USA, 2007; pp. 1234–1293. [Google Scholar] [CrossRef]
- Liotier, P.J.; Pucci, M.F.; Le Duigou, A.; Kervoelen, A.; Tirilló, J.; Sarasini, F.; Drapier, S. Role of interface formation versus fibres properties in the mechanical behaviour of bio-based composites manufactured by Liquid Composite Molding processes. Compos. Part B Eng. 2019, 163, 86–95. [Google Scholar] [CrossRef] [Green Version]
- Darwish, L.R.; El-Wakad, M.T.; Farag, M.; Emara, M. The use of starch matrix-banana fiber composites for biodegradable maxillofacial bone plates. In Proceedings of the International Conference on Biology, Medical Physics, Biochemistry and Biomedical Engineering, Venice, Italy, 28–30 September 2013. [Google Scholar]
- Alamri, H.; Low, I.M. Effect of water absorption on the mechanical properties of nanoclay filled recycled cellulose fibre reinforced epoxy hybrid nanocomposites. Compos. Part A Appl. Sci. Manuf. 2013, 44, 23–31. [Google Scholar] [CrossRef]
- Tshabalala, M.A. Chapter 8: Surface characterization. Handb. Wood Chem. Wood Compos. 2005, 25. [Google Scholar] [CrossRef] [Green Version]
- Bledzki, A.K.; Gassan, J. Composites reinforced with cellulose based fibres. Prog. Polym. Sci. 1999, 24, 221–274. [Google Scholar] [CrossRef]
- Venkateshwaran, N.; Perumal, A.E.; Arunsundaranayagam, D. Fiber surface treatment and its effect on mechanical and visco-elastic behaviour of banana/epoxy composite. Mater. Des. 2013, 47, 151–159. [Google Scholar] [CrossRef]
- Panaitescu, D.M.; Vuluga, Z.; Ghiurea, M.; Iorga, M.; Nicolae, C.; Gabor, R. Influence of compatibilizing system on morphology, thermal and mechanical properties of high flow polypropylene reinforced with short hemp fibers. Compos. Part B Eng. 2015, 69, 286–295. [Google Scholar] [CrossRef]
- ASTM International. ASTM D570-98 Standard Test Method for Water Absorption of Plastics, ASTM Stand; ASTM International: West Conshohocken, PA, USA, 2014; Volume 98, pp. 25–28. [Google Scholar] [CrossRef]
- Li, X.; Tabil, L.G.; Panigrahi, S. Chemical treatments of natural fiber for use in natural fiber-reinforced composites: A review. J. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]
- Kabir, M.M.; Wang, H.; Lau, K.T.; Cardona, F. Chemical treatments on plant-based natural fibre reinforced polymer composites: An overview. Compos. Part B Eng. 2012, 43, 2883–2892. [Google Scholar] [CrossRef]
- Ali, K.M.I.; Khan, M.A.; Ali, M.A. Study on jute material with urethane acrylate by UV Curing. Radiat. Phys. Chem. 1997, 49, 383–388. [Google Scholar] [CrossRef]
- Garnett, J.L.; Ng, L.-T.; Viengkhou, V. Grafting of methyl methacrylate to cellulose and polypropylene with UV and ionising radiation in the presence of additives including CT complexes. Radiat. Phys. Chem. 1999, 56, 387–403. [Google Scholar] [CrossRef]
- Mukhopadhyay, S.; Fangueiro, R.; Arpaç, Y.; Şentürk, Ü. Banana Fibers—Variability and Fracture Behaviour. J. Eng. Fiber. Fabr. 2008, 3, 39–45. [Google Scholar] [CrossRef] [Green Version]
- Pothan, L.A.; George, C.N.; Jacob, M.; Thomas, S. Effect of Chemical Modification on the Mechanical and Electrical Properties of Banana Fiber Polyester Composites. J. Compos. Mater. 2007, 41, 2371–2386. [Google Scholar] [CrossRef]
- John, M.J.; Francis, B.; Varughese, K.T.; Thomas, S. Effect of chemical modification on properties of hybrid fiber biocomposites. Compos. Part A Appl. Sci. Manuf. 2008, 39, 352–363. [Google Scholar] [CrossRef]
- Jannah, M.; Mariatti, M.; Bakar, A.A.; Khalil, H.P.S.A. Effect of Chemical Surface Modifications on the Properties of Woven Banana-Reinforced Unsaturated Polyester Composites. J. Reinf. Plast. Compos. 2008, 28, 1519–1531. [Google Scholar] [CrossRef]
- Pereira, P.H.F.; Benini, K.C.C.C.; Watashi, C.Y.; Voorwald, H.J.C.; Cioffi, M.O.H. Bioresources, Department of Wood and Paper Science, College of Natural Resources, North Carolina State University. 2013. Available online: http://200.145.6.238/handle/11449/75326 (accessed on 5 June 2017).
- Corrales, F.; Vilaseca, F.; Llop, M.; Girones, J.; Mendez, J.A.; Mutje, P. Chemical modification of jute fibers for the production of green-composites. J. Hazard. Mater. 2007, 144, 730–735. [Google Scholar] [CrossRef] [PubMed]
- Indira, K.N.; Jyotishkumar, P.; Thomas, S. Viscoelastic behaviour of untreated and chemically treated banana Fiber/PF composites. Fibers Polym. 2014, 15, 91–100. [Google Scholar] [CrossRef]
- ASTM International. ASTM D1965-87, Unsaponifiable Matter in Drying Oils, Fatty Acids and Polymerized Fatty Acids; ASTM International: West Conshohocken, PA, USA, 1998; pp. 1–2. [Google Scholar]
- Punyamurthy, R.; Sampathkumar, D.; Bennehalli, B.; Srinivasa, C.V. Influence of Esterification on the Water Absorption Property of Single Abaca Fiber. Chem. Sci. Trans. 2013, 2, 413–422. [Google Scholar] [CrossRef] [Green Version]
- Khan, M.A.; Khan, R.A.; Zaman, H.U.; Alam, M.N.; Hoque, M.A. Effect of Surface Modification of Jute with Acrylic Monomers on the Performance of Polypropylene Composites. J. Reinf. Plast. Compos. 2009, 29, 1195–1205. [Google Scholar] [CrossRef]
- Zaman, H.U.; Khan, M.A.; Khan, R.A. Surface Modification of Jute Fabrics Using Acrylic Monomers: Effect of Additives. Int. J. Polym. Mater. 2011, 60, 754–765. [Google Scholar] [CrossRef]
- Bettini, S.H.P.; Biteli, A.C.; Bonse, B.C.; Morandim-Giannetti, A.D.A. Polypropylene composites reinforced with untreated and chemically treated coir: Effect of the presence of compatibilizer. Polym. Eng. Sci. 2015, 55, 2050–2057. [Google Scholar] [CrossRef]
- Mishra, S.; Naik, J.B.; Patil, Y.P. Compatibilizing effect of maleic anhydride on swelling and mechanical properties of plant-fiber-reinforced novolac composites, Compos. Sci. Technol. 2000, 60, 1729–1735. [Google Scholar] [CrossRef]
- Saba, N.; Tahir, P.; Jawaid, M. A Review on Potentiality of Nano Filler/Natural Fiber Filled Polymer Hybrid Composites. Polymers 2014, 6, 2247–2273. [Google Scholar] [CrossRef]
- Mishnaevsky, L., Jr. Composite materials in wind energy technology. In Thermal to Mechanical Energy Conversion: Engines and Requirements-Therm; EOLSS Publ.: Oxford, UK, 2011. [Google Scholar]
- Singh, A. Processing, Characterization and Sliding Wear Behavior of Functionalized Carbon Nanotube Reinforced Epoxy Matrix Composite; National Institute of Technology: Rourkela, India, 2014. [Google Scholar]
- Yu, S.; Yang, S.; Cho, M. Multi-scale modeling of cross-linked epoxy nanocomposites. Polymer (Guildf) 2009, 50, 945–952. [Google Scholar] [CrossRef]
- Sreekumar, P.A.; Thomas, S. Properties and Performance of Natural-Fibre Composites; Kim, L., Pickering, Eds.; Woodhead Publishing Limited and CRC Press: Oxford, UK, 2008. [Google Scholar]
- Wollerdorfer, M.; Bader, H. Influence of natural fibres on the mechanical properties of biodegradable polymers. Ind. Crops Prod. 1998, 8, 105–112. [Google Scholar] [CrossRef]
- Guimarães, J.L.; Wypych, F.; Saul, C.K.; Ramos, L.P.; Satyanarayana, K.G. Studies of the processing and characterization of corn starch and its composites with banana and sugarcane fibers from Brazil. Carbohydr. Polym. 2010, 80, 130–138. [Google Scholar] [CrossRef]
- Talib, R.A.; Tawakkal, I.S.M.A.; Khalina, A. The Influence of Mercerised Kenaf Fibres Reinforced Polylactic Acid Composites on Dynamic Mechanical Analysis. Key Eng. Mater 2011, 471–472, 815–820. [Google Scholar] [CrossRef]
- Philip, S.; Keshavarz, T.; Roy, I. Polyhydroxyalkanoates: Biodegradable polymers with a range of applications. J. Chem. Technol. Biotechnol. 2007, 82, 233–247. [Google Scholar] [CrossRef]
- Kumar, R.; Choudhary, V.; Mishra, S.; Varma, I. Banana fiber-reinforced biodegradable soy protein composites. Front. Chem. China 2008, 3, 243–250. [Google Scholar] [CrossRef]
- Bandeira, L.C.; Calefi, P.S.; Ciuffi, K.J.; de Faria, E.H.; Nassar, E.J.; Vicente, M.A.; Trujillano, R. Preparation of composites of laponite with alginate and alginic acid polysaccharides. Polym. Int. 2012, 61, 1170–1176. [Google Scholar] [CrossRef]
- Araújo, M.A.; Cunha, A.M.; Mota, M. Enzymatic degradation of starch-based thermoplastic compounds used in protheses: Identification of the degradation products in solution. Biomaterials 2004, 25, 2687–2693. [Google Scholar] [CrossRef] [Green Version]
- Marques, A.P.; Reis, R.L.; Hunt, J.A. The biocompatibility of novel starch-based polymers and composites: In vitro studies. Biomaterials 2002, 23, 1471–1478. [Google Scholar] [CrossRef]
- Lu, D.R.; Xiao, C.M.; Xu, S.J. Starch-based completely biodegradable polymer materials. Express Polym. Lett. 2009, 3, 366–375. [Google Scholar] [CrossRef]
- Ma, X.; Yu, J.; Kennedy, J.F. Studies on the properties of natural fibers-reinforced thermoplastic starch composites. Carbohydr. Polym. 2005, 62, 19–24. [Google Scholar] [CrossRef]
- Azevedo, H.S.; Gama, F.M.; Reis, R.L. In vitro assessment of the enzymatic degradation of several starch based biomaterials. Biomacromolecules 2003, 4, 1703–1712. [Google Scholar] [CrossRef] [Green Version]
- Duarte, A.R.C.; Mano, J.F.; Reis, R.L. Enzymatic degradation of 3D scaffolds of starch-poly-(ε-caprolactone) prepared by supercritical fluid technology. Polym. Degrad. Stab. 2010, 95, 2110–2117. [Google Scholar] [CrossRef] [Green Version]
- Mano, J.F.; Koniarova, D.; Reis, R.L. Thermal properties of thermoplastic starch/synthetic polymer blends with potential biomedical applicability. J. Mater. Sci. Mater. Med. 2003, 127–135. [Google Scholar] [CrossRef] [PubMed]
- AGonalves; Costa, P.; Rodrigues, M.T.; Dias, I.R.; Reis, R.L.; Gomes, M.E. Effect of flow perfusion conditions in the chondrogenic differentiation of bone marrow stromal cells cultured onto starch based biodegradable scaffolds. Acta Biomater. 2011, 7, 1644–1652. [Google Scholar] [CrossRef] [Green Version]
- Boesel, L.F.; Reis, R.L. A review on the polymer properties of Hydrophilic, partially Degradable and Bioactive acrylic Cements (HDBC). Prog. Polym. Sci. 2008, 33, 180–190. [Google Scholar] [CrossRef] [Green Version]
- Alves, N.M.; Saiz-Arroyo, C.; Rodriguez-Perez, M.A.; Reis, R.L.; Mano, J.F. Microhardness of starch based biomaterials in simulated physiological conditions. Acta Biomater. 2007, 3, 69–76. [Google Scholar] [CrossRef] [Green Version]
- Kharazi, A.Z.; Fathi, M.H.; Bahmani, F.; Fanian, H. Partially resorbable composite bone plate with controlled degradation rate, desired mechanical properties and bioactivity. Polym. Degrad. Stab. 2011, 96, 2055–2063. [Google Scholar] [CrossRef]
- Wattanakornsiri, A.; Pachana, K.; Kaewpirom, S.; Sawangwong, P.; Migliaresi, C. Green composites of thermoplastic corn starch and recycled paper cellulose fibers, Songklanakarin. J. Sci. Technol. 2011, 33, 461–467. [Google Scholar]
- Kaewtatip, K.; Thongmee, J. Studies on the structure and properties of thermoplastic starch/luffa fiber composites. Mater. Des. 2012, 40, 314–318. [Google Scholar] [CrossRef]
- Hulleman, S.H.D.; Janssen, F.H.P.; Feil, H. The role of water during plasticization of native starches. Polymer (Guildf) 1998, 39, 2043–2048. [Google Scholar] [CrossRef]
- Gironès, J.; López, J.P.; Mutjé, P.; Carvalho, A.J.F.; Curvelo, A.A.S.; Vilaseca, F. Natural fiber-reinforced thermoplastic starch composites obtained by melt processing. Compos. Sci. Technol. 2012, 72, 858–863. [Google Scholar] [CrossRef]
- Saba, N.; Jawaid, M.; Alothman, O.Y.; Paridah, M.T. A review on dynamic mechanical properties of natural fibre reinforced polymer composites. Constr. Build. Mater. 2016, 106, 149–159. [Google Scholar] [CrossRef]
- Zhang, P.; Whistler, R.L.; BeMiller, J.N.; Hamaker, B.R. Banana starch: Production, physicochemical properties, and digestibility—A review. Carbohydr. Polym. 2005, 59, 443–458. [Google Scholar] [CrossRef]
- Pinto, D.; Bernardo, L.; Amaro, A.; Lopes, S. Mechanical properties of epoxy nanocomposites using alumina as reinforcement—A review. J. Nano Res. 2015, 30, 9–38. [Google Scholar] [CrossRef]
- Pinto, D.; Bernardo, L.; Amaro, A.; Lopes, S. Mechanical properties of epoxy nanocomposites using titanium dioxide as reinforcement—A review. Constr. Build. Mater. 2015, 95, 506–524. [Google Scholar] [CrossRef]
- ASTM. ASTM D638: Standard Test Method for Tensile Properties of Plastics, ASTM Stand; ASTM International: West Conshohocken, PA, USA, 2004; pp. 1–15. [Google Scholar] [CrossRef]
- ASTM. ASTM D3039/D3039M-14—Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials 2014. [CrossRef]
- ASTM. ASTM D882-12, Standard Test Method for Tensile Properties of Thin Plastic Sheeting; ASTM International: West Conshohocken, PA, USA, 2012. [Google Scholar] [CrossRef]
- ASTM. Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials; Book of St; ASTM International: West Conshohocken, PA, USA, 2010. [Google Scholar]
- ASTM. ASTM D1037-12, Standard Test Methods for Evaluating Properties of Wood-Base Fiber and Particle Panel Materials; ASTM International: West Conshohocken, PA, USA, 2012. [Google Scholar]
- ASTM. ASTM D256, Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics; ASTM International: West Conshohocken, PA, USA, 2010. [Google Scholar]
- ASTM. ASTM E41-92, Terminology Relating to Conditioning; ASTM International: West Conshohocken, PA, USA, 2010; pp. 1–2. [Google Scholar]
- Bhoopathi, R.; Ramesh, M.; Rajaprasanna, R.; Sasikala, G.; Deepa, C. Physical Properties of Glass-Hemp-Banana Hybrid Fiber Reinforced Polymer Composites. Indian J. Sci. Technol. 2017, 10, 1–7. [Google Scholar] [CrossRef]
- Bhuvaneswari, H.B.; Vinayaka, D.L.; Ilangovan, M.; Reddy, N. Completely biodegradable banana fiber-wheat gluten composites for dielectric applications. J. Mater. Sci. Mater. Electron. 2017, 1–8. [Google Scholar] [CrossRef]
- Biswal, M.; Mohanty, S.; Nayak, S.K. Effect of Mercerized Banana Fiber on the Mechanical and Morphological Characteristics of Organically Modified Fiber-Reinforced Polypropylene Nanocomposites. Polym. Plast. Technol. Eng. 2011, 50, 1458–1469. [Google Scholar] [CrossRef]
- Vo, H.N.; Pucci, M.F.; Corn, S.; Le Moigne, N.; Garat, W.; Drapier, S.; Moigne, L. Capillary wicking in bio-based reinforcements undergoing swelling—Dual scale consideration of porous medium. Compos. Part A Appl. Sci. Manuf. 2020. [Google Scholar] [CrossRef]
- Gomes, T.S.; Visconte, L.L.Y.; Pacheco, E.B.A.V. Substituição da Fibra de Vidro por Fibra de Bananeira em Compósitos de Polietileno de alta Densidade: Parte 1. Avaliação mecânica e térmica Polímeros. 2013, 23, 206–211. [Google Scholar]
- Sapuan, S.M.; Leenie, A.; Harimi, M.; Beng, Y.K. Mechanical properties of woven banana fibre reinforced epoxy composites. Mater. Des. 2006, 27, 689–693. [Google Scholar] [CrossRef]
- Pothan, L.A.; Potschke, P.; Habler, R.; Thomas, S. The static and dynamic mechanical properties of banana and glass fiber woven fabric-reinforced polyester composite. J. Compos. Mater. 2005, 39, 1007–1025. [Google Scholar] [CrossRef]
- Boopalan, M.; Niranjanaa, M.; Umapathy, M.J. Study on the mechanical properties and thermal properties of jute and banana fiber reinforced epoxy hybrid composites. Compos. Part B Eng. 2013, 51, 54–57. [Google Scholar] [CrossRef]
- Sanadi, A.R.; Caulfield, D.F.; Jacobson, R.E.; Rowell, R.M. Renewable Agricultural Fibers as Reinforcing Fillers in Plastics: Mechanical Properties of Kenaf Fiber-Polypropylene Composites. Ind. Eng. Chem. Res. 1995, 34, 1889–1896. [Google Scholar] [CrossRef]


| Company/Location/Website | Product Name/Characteristics/Commercial Products |
|---|---|
| Beleaf/Monaco/(http://www.beleaf.mc/en/home.php) | Veneered panels, flooring and tiles for dashboards, furniture, lamps, loudspeakers, etc.* |
| Champs Agro Unit/Maharashtra, India (http://www.champsecosignunit.in) | Eco-friendly materials from BF for BF paper, BF gift boxes, BF diary covers, BF drawing paper, etc.* |
| FIBandCO/Martinique, French West Indies (http://www.fibandco.com) | Green blade: exotic veneer in sheets. Veneers, panels, acoustic panels for furniture, building, construction and other industries, etc.* |
| Papyrus Australia Ltd./Mile End, South Australia (http://www.papyrusaustralia.com.au) | Papyrus veneers and panels. Veneers and panels for paper, packaging, furniture, building, construction and other industries*. |
| Tamoios technology/Itariri, São Paulo, Brazil (http://tamoiostecnologia.com.br) | IVAT: “Iací”; “Piramaia”, “Tipotí”, “Amandy” and “Puçá”. Wallpapers, packaging, reforestation materials, shims, thermoacoustic insulation boards, book covers, etc.* |
| Rattan Furniture Indonesia/ Central Java, Indonesia (http://www.naturalrattan.com) Banana Furniture/Central Java, Indonesia (http://banana-furniture.com) Houzz/Online shop (http://www.houzz.com) | Handicraft and furniture |
| Property | Value | References |
|---|---|---|
| Density (g/cm3) | 1.3 ± 10 (%) | [3,12,26,35,38,61,62,63,64,65,66,67,68,69,70,71,72,73,74,75,76,77,78,79,80,81,82] |
| Cellulose content (%) | 63 ± 10 (%) | [28,37,38,49,56,57,62,63,64,65,67,71,74,77,80,81,82,83] |
| Hemi cellulose (%) | 19 ± 10 (%) | [38,57,62,63,64,65,67,74,77,80,81,82] |
| Lignin content (%) | 5 ± 10 (%) | [28,38,57,62,63,64,65,67,71,74,80,81,82] |
| Moisture (%) | 10 ± 10 (%) | [3,26,28,35,38,67,74,80,81] |
| Microfibrillar angle (°) | 11 | [12,26,37,38,49,56,57,67,71,72,80,81] |
| Lumen size (µm) | 5 | [12,57,67,81] |
| Diameter (µm) | 80–250 | [12,26,67,71,72,74,77,79,81] |
| Property | Value | References |
|---|---|---|
| Elongation at break (%) | 3.5 ± 15 (%) | [12,26,28,32,61,62,63,64,65,67,71,73,74,75,76,77,78,79,80,81,82,88,89,90] |
| Tensile (elastic) modulus (GPa) | 12–45 ± 15 (%) | [12,26,32,57,61,62,63,64,65,66,67,68,69,70,71,72,74,77,78,79,80,81,82,88,89,90,91] |
| Tensile strength (MPa) | 430–650 ± 15 (%) | [12,26,32,35,38,61,62,63,64,65,67,71,74,77,78,80,81,82,88,89,90,91] |
| Flexural modulus (GPa) | 2–5 | [2,3,67] |
| Property | Diameter (µm) | Value |
|---|---|---|
| Tensile (elastic) modulus (GPa) | 50 | 32.703 ± 8.190 |
| 100 | 30.463 ± 4.689 | |
| 150 | 29.748 ± 8.561 | |
| 200 | 27.698 ± 7.083 | |
| 250 | 29.904 ± 4.059 | |
| Tensile strength (MPa) | 50 | 779.078 ± 209.300 |
| 100 | 711.661 ± 239.614 | |
| 150 | 773.002 ± 297.104 | |
| 200 | 789.289 ± 128.588 | |
| 250 | 766.605 ± 165.515 | |
| Elongation at break (%) | 50 | 2.750 ± 0.957 |
| 100 | 2.469 ± 0.798 | |
| 150 | 3.583 ± 1.114 | |
| 200 | 3.340 ± 0.688 | |
| 250 | 3.244 ± 1.284 |
| Cases/References (Respectively)/Mechanical Properties | Variation in Tensile Modulus (%) | Variation in Tensile Strength (%) | Variation in Flexural Modulus (%) | Variation in Flexural Strength (%) | Variation in Impact Strength (%) | ||
|---|---|---|---|---|---|---|---|
| PCBF (different loadings) | Highest | [74,81,96,187,188] | 870 | 400 | 164 | 280 | 247 |
| Lowest | [30,34,37,48,81] | 7 | −80 | −71 | −36 | −69 | |
| PCBF (fixed loadings) | Highest | [81,97] | 218 | 271 | 83 | 400 | 180 |
| Lowest | [30,34,48,97,103] | −39 | −33 | −10 | 1 | −50 | |
| PCBF (starch matrices) | Highest | [123,156], N/A* | 2619 | 1400 | 317 | 400 | N/A* |
| Lowest | [123,153], N/A* | 140 | −57 | 44 | 63 | N/A* | |
| PCLBF (laminates) | Highest | [1,12,45] | 262 | 400 | 500 | 500 | 464 |
| Lowest | [1,32,38,45] | −91 | −50 | −30 | −43 | 4 | |
| PCWBF (woven) | Highest | [79,117,118,137,189,190] | 36 | 138 | 300 | 515 | 1105 |
| Lowest | [79,117,118,137,189,190] | −14 | −9 | 17 | 38 | 40 | |
| HPCBF (hybrid) | Highest | [58,190,191] | −6 | 17 | −2 | 4.3 | 35.5 |
| Lowest | [58,191] | −8 | −14 | −2 | −4 | −26 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
G. Pinto, D.; Rodrigues, J.; Bernardo, L. A Review on Thermoplastic or Thermosetting Polymeric Matrices Used in Polymeric Composites Manufactured with Banana Fibers from the Pseudostem. Appl. Sci. 2020, 10, 3023. https://doi.org/10.3390/app10093023
G. Pinto D, Rodrigues J, Bernardo L. A Review on Thermoplastic or Thermosetting Polymeric Matrices Used in Polymeric Composites Manufactured with Banana Fibers from the Pseudostem. Applied Sciences. 2020; 10(9):3023. https://doi.org/10.3390/app10093023
Chicago/Turabian StyleG. Pinto, Deesy, João Rodrigues, and Luís Bernardo. 2020. "A Review on Thermoplastic or Thermosetting Polymeric Matrices Used in Polymeric Composites Manufactured with Banana Fibers from the Pseudostem" Applied Sciences 10, no. 9: 3023. https://doi.org/10.3390/app10093023