1. Introduction
The total amount of municipal solid waste (MSW) in China reached 191.4 million tons in 2015 [
1], and production is predicted to increase to 480 million tons in 2030 as a result of economic development and a growing population [
2,
3,
4]. This has caused very serious environmental and social problems. Among these MSW disposal technologies, the incineration technology is widely applied due to its advantages of large reducing capacity and energy recovery for power generation. However, traditional direct incineration entails high investment and operating costs while producing a wide variety of pollutants. Gasification is becoming an increasingly attractive alternative to convert solid waste into a clean syngas (CO, H
2, and CH
4) because it can reduce emissions of carcinogens, such as dioxins and furans [
5], and also achieve higher overall efficiency and lower investment cost than direct combustion [
6]. Despite its many advantages, there are some inherent disadvantages, such as the high moisture, lower heating value, and complexity of the MSW components. These drawbacks can lead to a lower calorific value of syngas, which may also contain impurities that restrict the development of MSW gasification technology.
Because of the abundant fossil fuel consumption in China, the coal has a higher heating value and can be co-gasified with MSW to improve the syngas quality, and the relatively high temperature of the co-gasification process can also accelerate the decomposition of waste pollutants. Therefore, the co-gasification of MSW and coal has potential as a promising method to overcome the above disadvantages. On the other hand, as a nonrenewable resource, coal will be exhausted in the future, and co-gasification of MSW and coal can also reduce the fossil fuel consumption and emissions. Besides, the co-gasification technology has some other advantages that were established by the research of Emami-Taba et al. [
7], such as reduced fossil-based CO
2, NO
x, and SO
x production; higher production of CO, CH
4, and hydrocarbons; increased carbon conversion; and reduction in H
2S and NH
3 production compared to coal gasification alone. Historically, there have been a few studies that have focused on the performance of MSW and coal co-gasification. Pinto et al. [
8,
9] performed a co-gasification experiment on coal blending with wastes and researched the effects of catalysts on the tars, heavy metals, and sulfur produced from co-gasification; the gasifying agent was a mixture of steam and oxygen. It was found that the presence of catalysts facilitates the reduction of hydrocarbons and tars, heavy metals, and H2S. Zaccariello et al. [
10] investigated the overall performance efficiency of the air co-gasification process (coals, plastics, and wood) by a pre-pilot scale bubbling fluidized bed gasifier. They found that the lower heating value (LHV) progressively increased from 5.1 to 7.9 MJ/Nm
3 when adding the plastic waste proportion. Pinto et al. [
11] performed co-gasification experiments on coals of different grades mixed with different types of biomass waste, and found that co-gasification is beneficial in reducing the negative characteristics of coals; the type of feedstock was a key factor for initial syngas composition. Ramos et al. [
12] reviewed the co-gasification of waste and biomass to energy conversion, and concluded that co-gasification was beneficial in enhancing product quality and yield compared with wastes gasification alone; additionally, they attested its environmental-friendly character with lower greenhouse gas emissions. The fluidized beds were the most suitable reactors for co-gasification. Hu et al. [
13] set an innovative three-stage gasifier system for co-gasification of MSW with high alkali coal char. The effects of temperature and equivalence ratio on the concentration of tar and HCl have been evaluated experimentally. It was found that the lowest gasification temperature (800 °C) was conducive to the removal of HCl from syngas and the rising equivalence ratio can decrease the tar. Cormos [
14] investigated the techno-economic and environmental analysis of the coal and MSW co-gasification power system with carbon capture, and found that the net power efficiency and carbon capture rate were 35.73% and 92.88%, respectively, which indicated that the co-gasification of MSW and coal is feasible in economic terms. Based on the above publications, these studies mainly investigated various parameters, including waste composition, gasification temperature, and gasifying agents, on the co-gasification performance; the selection of gasifying agents has an important influence on the quality of syngas.
Recently, the use of CO
2 as the gasifying agent is gaining more and more attention due to the opportunity utilization of the greenhouse gas in the gasification process [
15]. Simultaneously, the application of gasifying agents (CO
2 and O
2) is also beneficial in reducing the emission of NO
x formation by preventing the contact between the gasified products and nitrogen [
16], and the dilution effect of nitrogen for the syngas can be minimized. Many studies have been conducted to investigate the performance of the co-gasification process in CO
2 atmosphere, and coal and biomass are typically used as the feedstock. Kuo et al. [
17] constructed the co-gasification system blending coal and biomass and performed thermodynamic analysis using Aspen plus. They found that the addition of CO
2 can effectively improve the energy conversion efficiency and exergy efficiency, and co-gasification of torrefied biomass and coal blends can suppress CO
2-specific emissions. Adnan et al. [
18] used an equilibrium model to investigate the performance of an integrated co-gasification of coal and microalgae with CO
2 utilization. Adnan et al. concluded that the increase of biomass/coal ratio increased gasification system efficiency and decreased cold gas efficiency, and the synergetic effect of Indonesian coal and biomass exhibited optimum gasification performance. In addition, Wang et al. [
19] investigated the characteristics of syngas production from the co-gasification of waste tire and pine bark in CO
2 atmosphere by the fixed-bed reactor at 800 and 900 °C. They found that the peak flow rate of H
2, CO, and total syngas increased with increasing pine bark mixed ratio, but C
mH
n decreased at the two temperatures. Besides, the syngas yield of syngas at 800 °C was lower than that at 900 °C for a certain blend ratio. Kan et al. [
20] conducted CO
2 co-gasification experiments of horticultural waste and sewage sludge with addition of ash from waste as catalyst in a fixed-bed lab-scale gasifier, and found that the increase in agent flow improves cold gas efficiency, whereas it negatively affects the higher heating value of syngas and CO
2 reduction ratio.
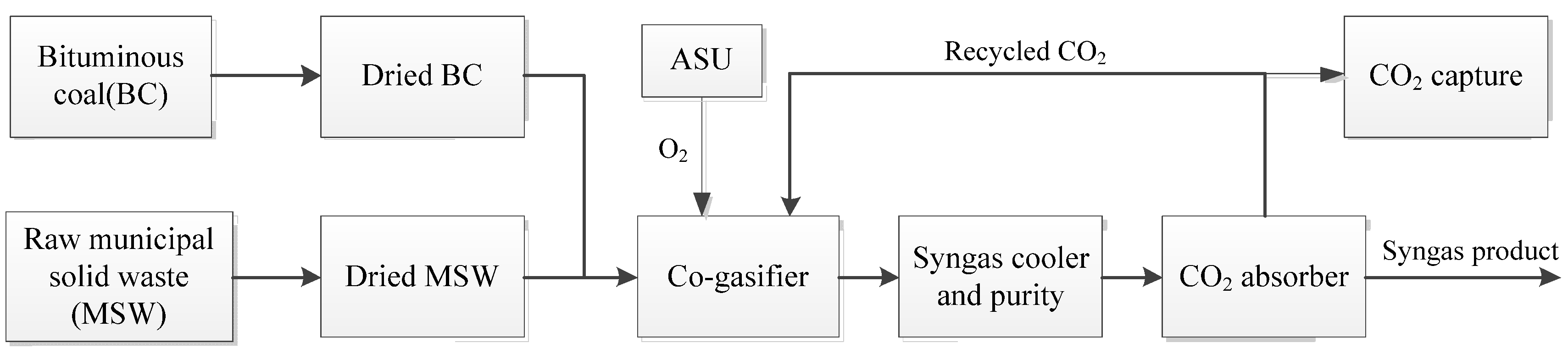
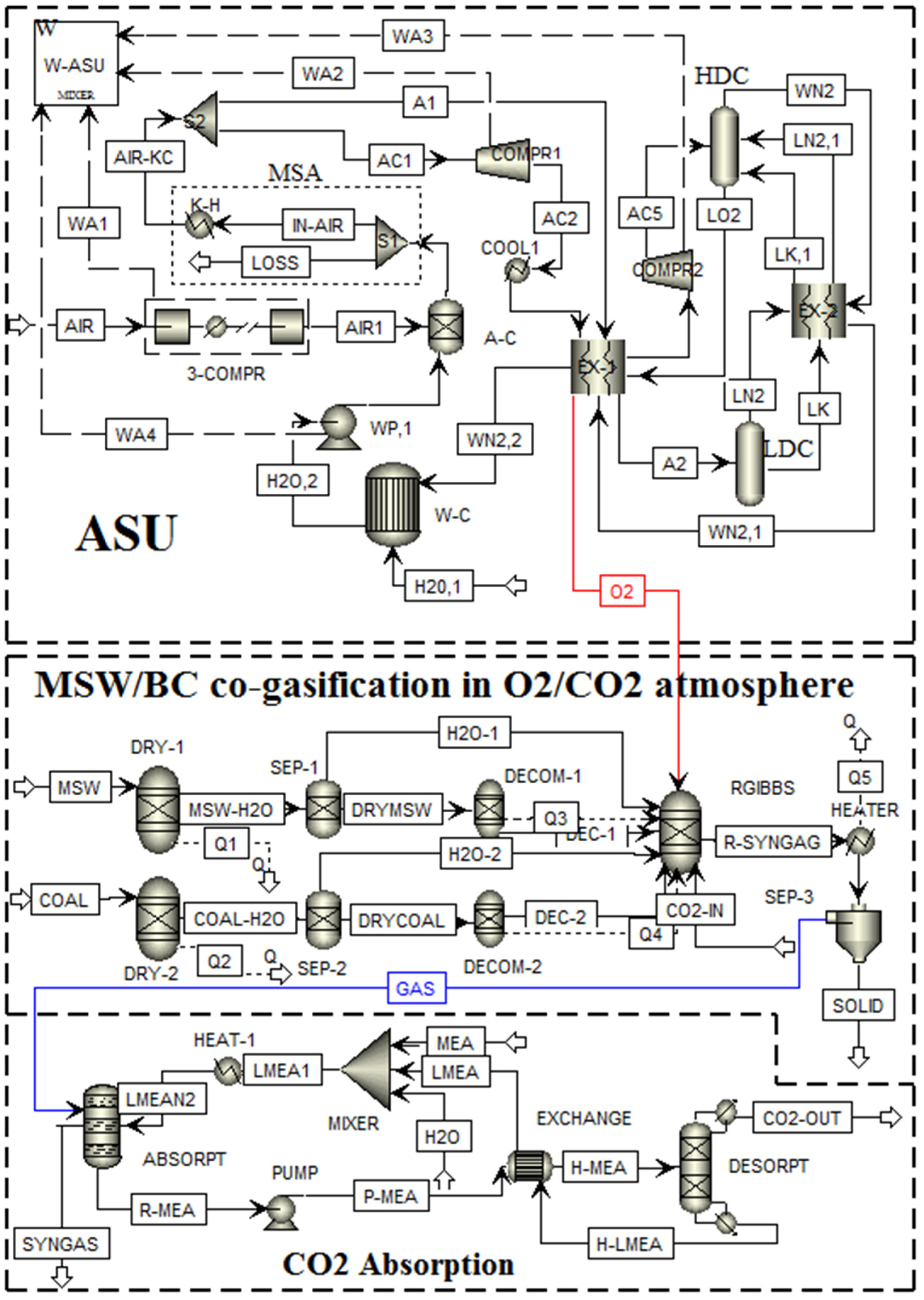
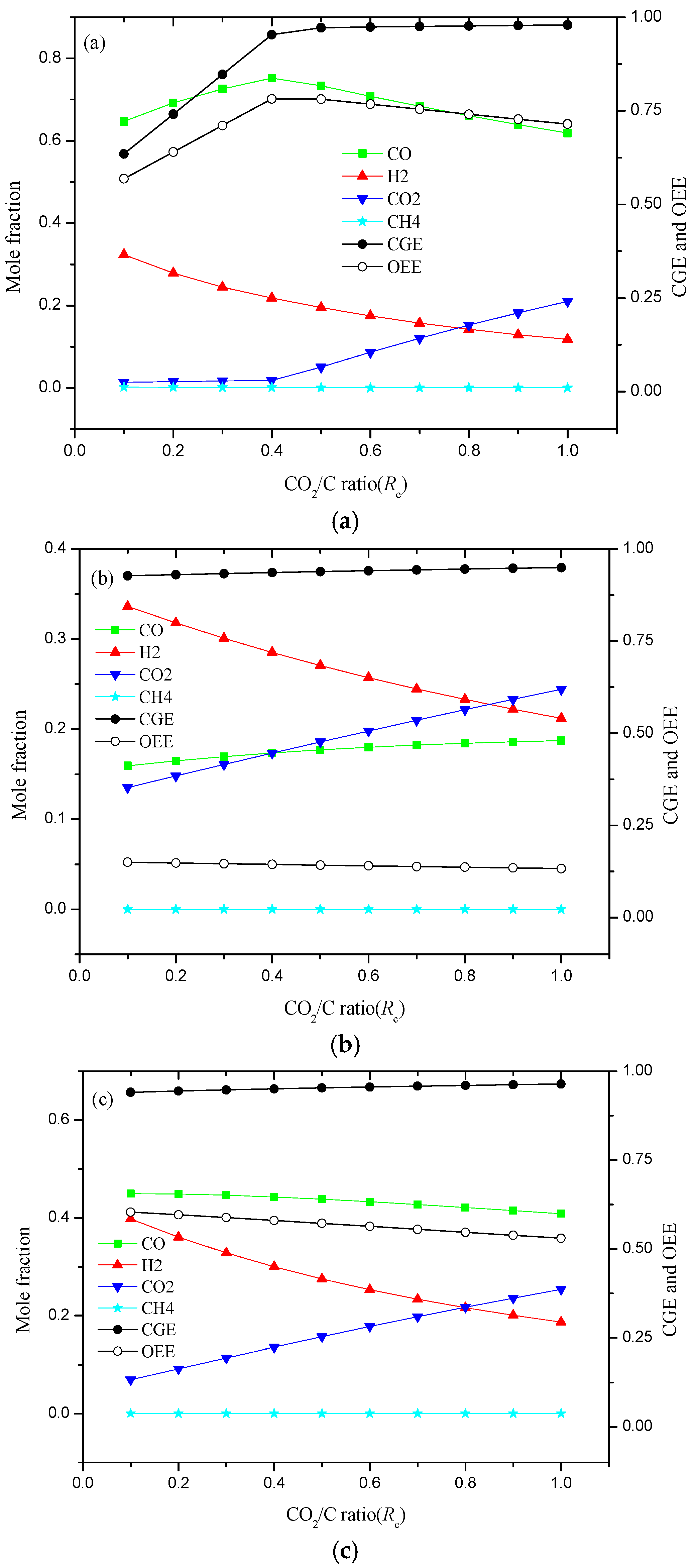
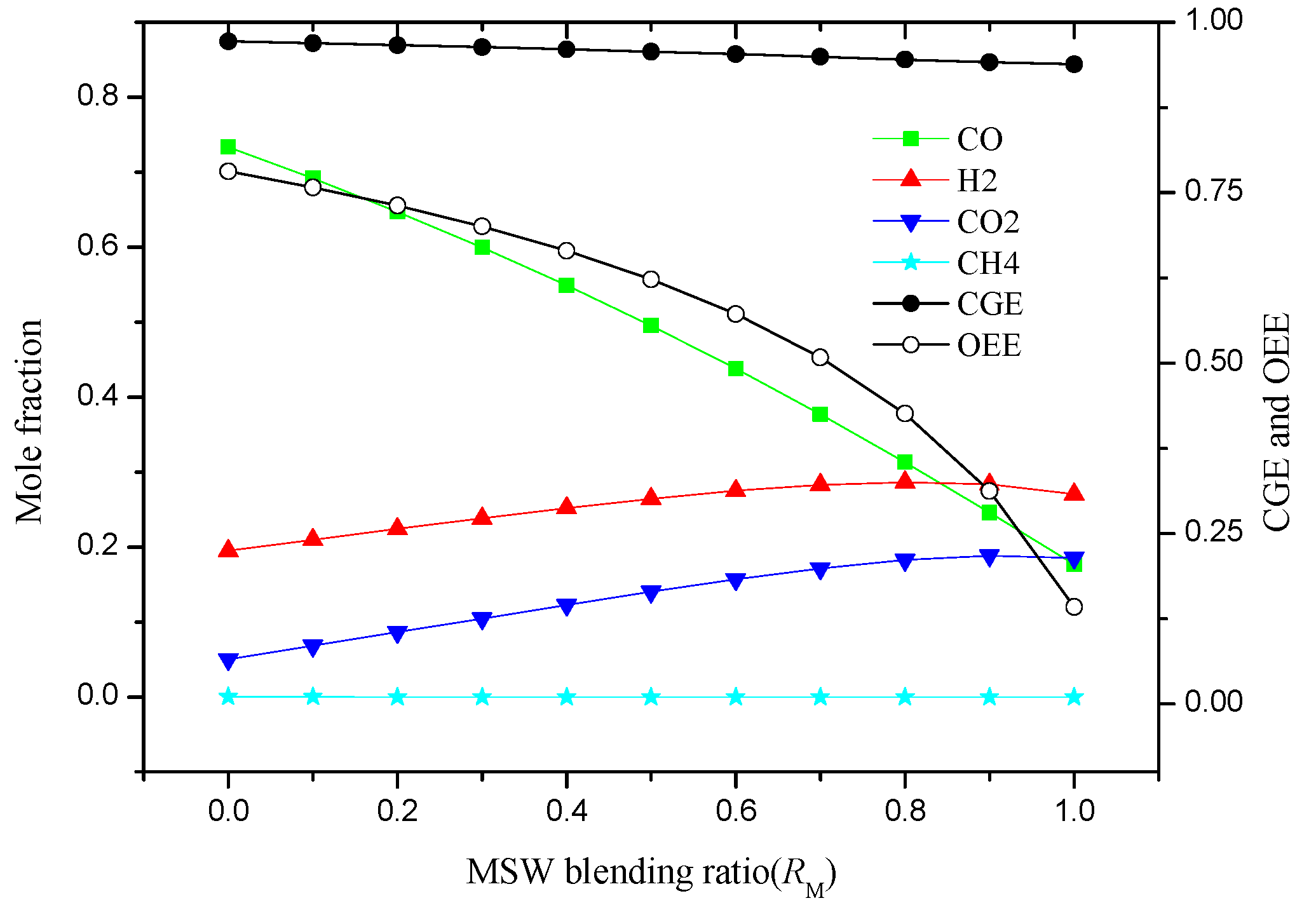
Although some researches are focused on the CO2 co-gasification performance of coal and biomass or other solid fuels, most focused on the biomass/coal co-gasification aspects. However, there are no enough detailed investigations on the co-gasification of MSW and bituminous coal (BC) in CO2/O2 atmosphere, especially for the analysis of its integrated system. Therefore, in this study, an innovative integrated co-gasification system of raw MSW and BC with CO2 recycle and capture is developed and simulated by using a thermodynamics equilibrium model. In addition, the optimum operating parameters of gasification process, such as gasification temperature, oxygen equivalence ratio, mole of CO2 to carbon ratio, and MSW blending ratio are investigated in detail. The obtained results can provide a better reference for MSW harmless disposal and resource recycling with minimum CO2 emission.
4. Conclusions
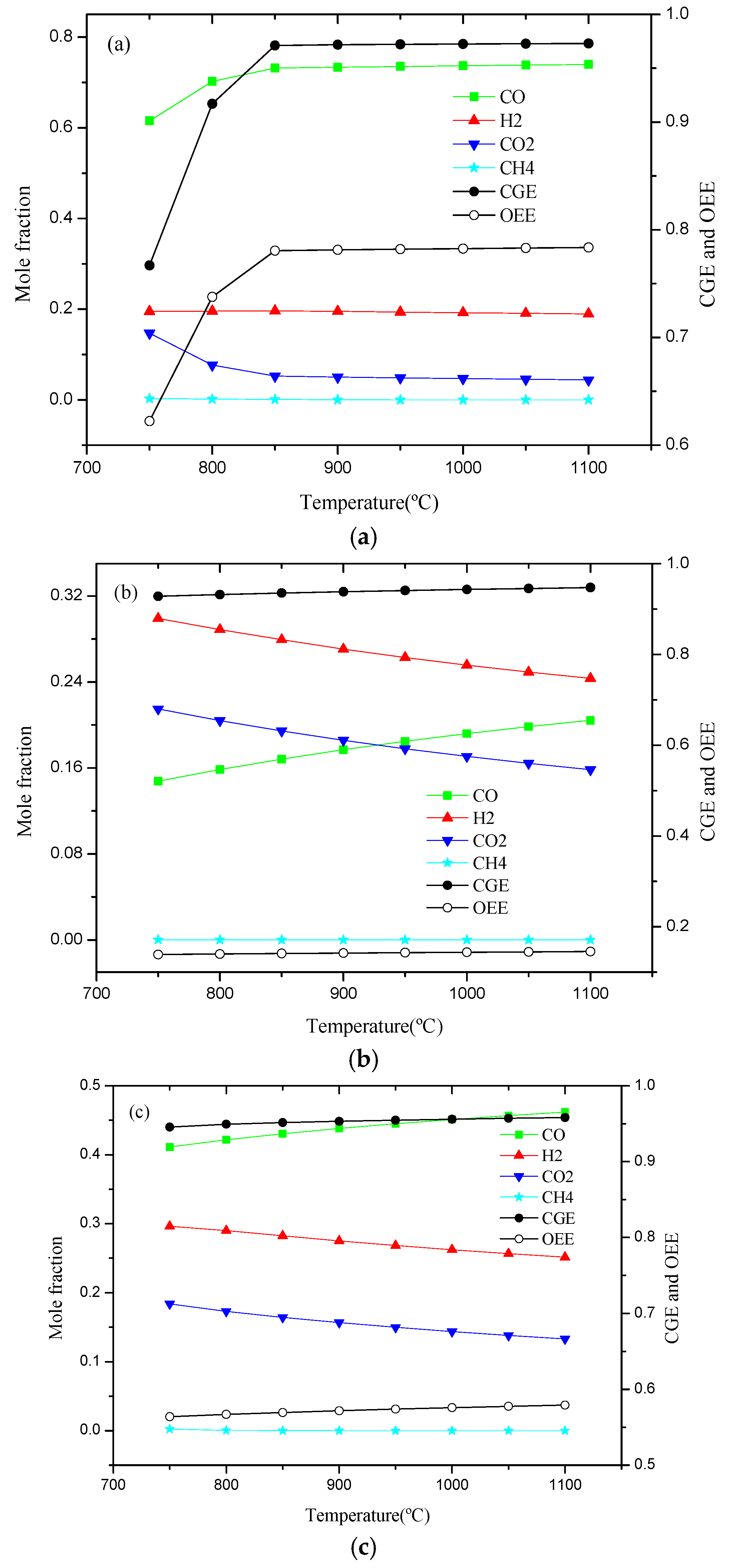
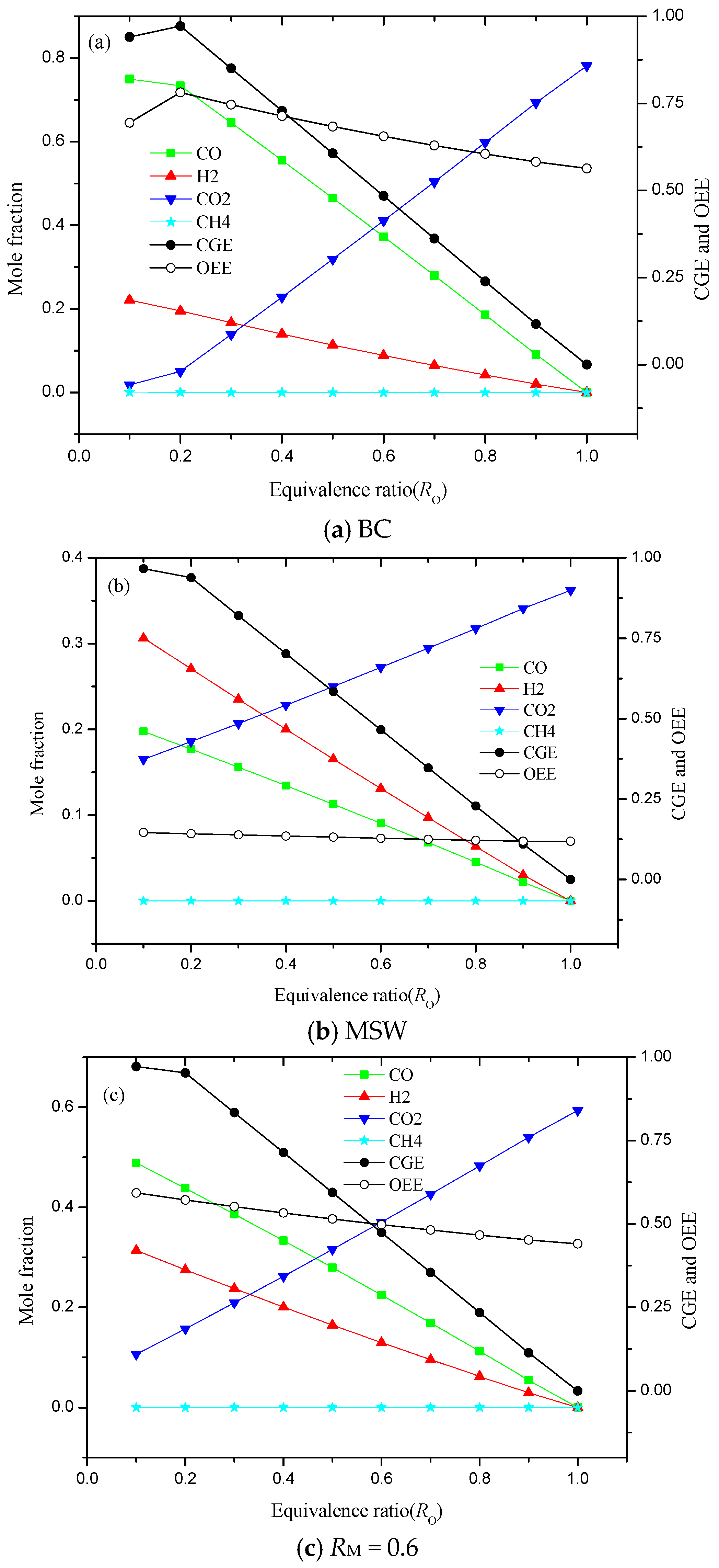
To better handle MSW and achieve resource recycling, an integrated CO2/O2 co-gasification system of MSW and BC with CO2 capture was developed and simulated by the Aspen plus. The established model in this work showed better reliability and accuracy. It was concluded that the gasification performance of BC was much different from that of MSW, and the addition of BC was beneficial to the gasification of MSW. Besides, the sensitivity analysis of the main operating parameters was investigated in detail. With increasing gasification temperature, the system exhibited better gasification performance, and 900 °C was a demarcation point of the reaction equilibrium at constant Ro and Rc. The oxygen equivalence ratio, Ro, had a sizable impact on the CGE and OEE of system, and indicated a relatively good performance when Ro was equal to 0.2. Moreover, the increase in the Rc ratio led to the decrease in H2 mole fraction due to the enhancement of reverse R9. With increasing MSW blends ratio, RM, the mole fraction of CO, CGE, and OEE of the system all decreased gradually. The relatively optimal operating conditions outlined by the analyses were set as T = 900 °C, Ro = 0.2, Rc = 0.5, and RM = 0.6. Using these operating conditions, it was possible to achieve the large processing capacity of MSW at the cost of efficiency; the corresponding OEE of system was 0.57.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}