Evaluation of the Temperature and Time in Centrifugation-Assisted Freeze Concentration


 , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
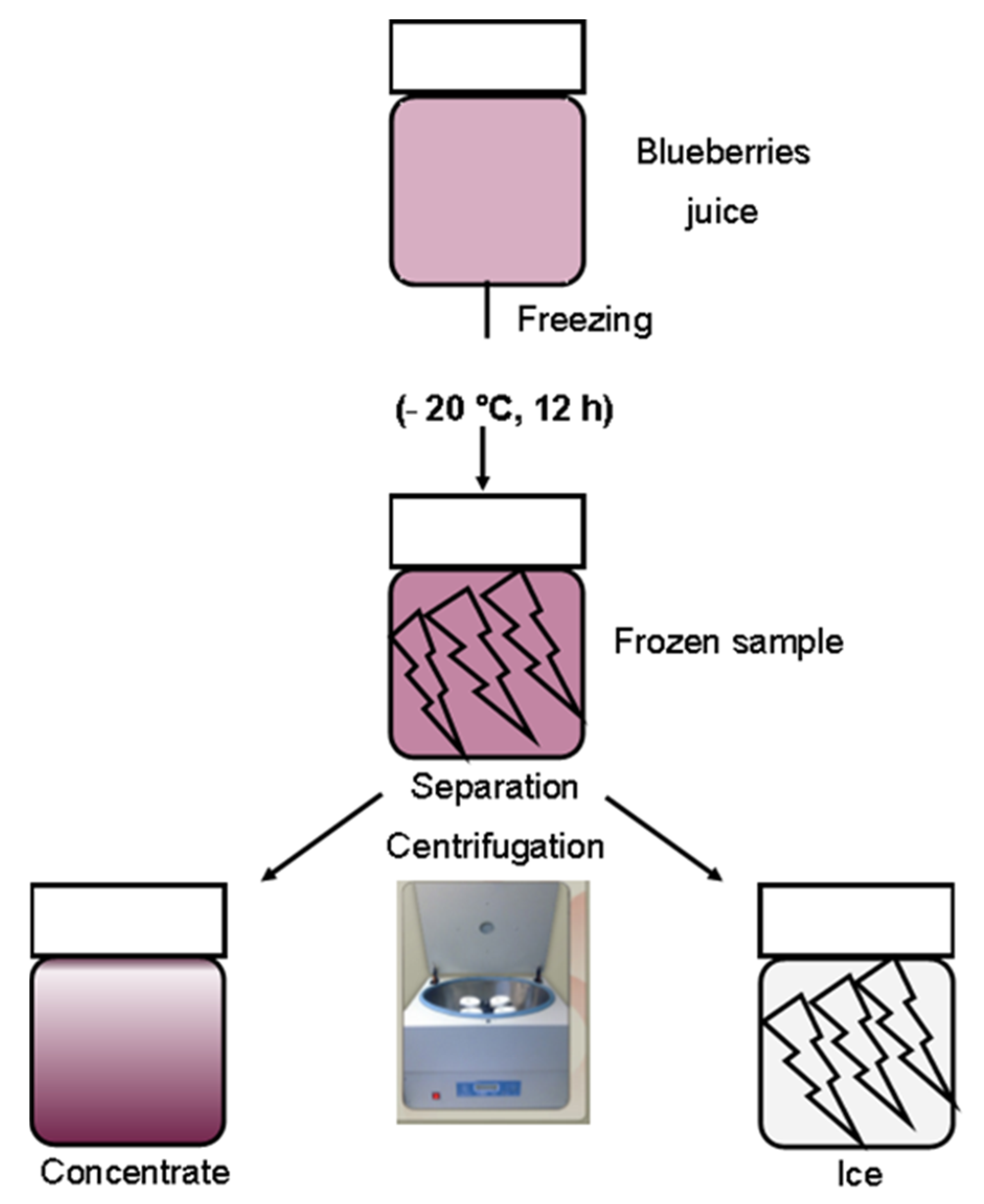
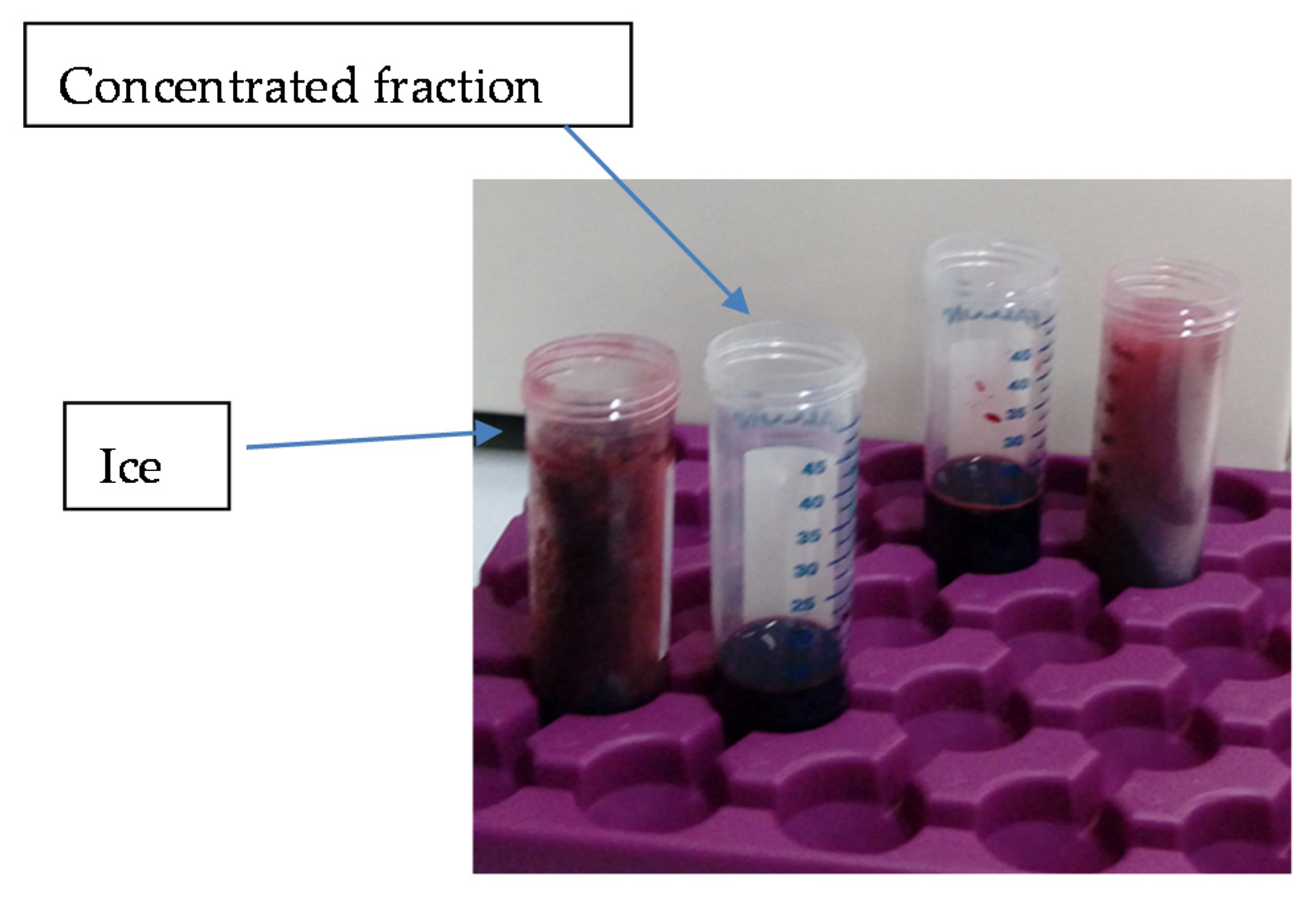
2.2. Experimental Method
2.3. Experimental Design
2.4. Calculations
2.4.1. Efficiency of Concentration
2.4.2. Percentage of Concentrate
2.4.3. Recovered Solute
2.5. Statistical Analysis
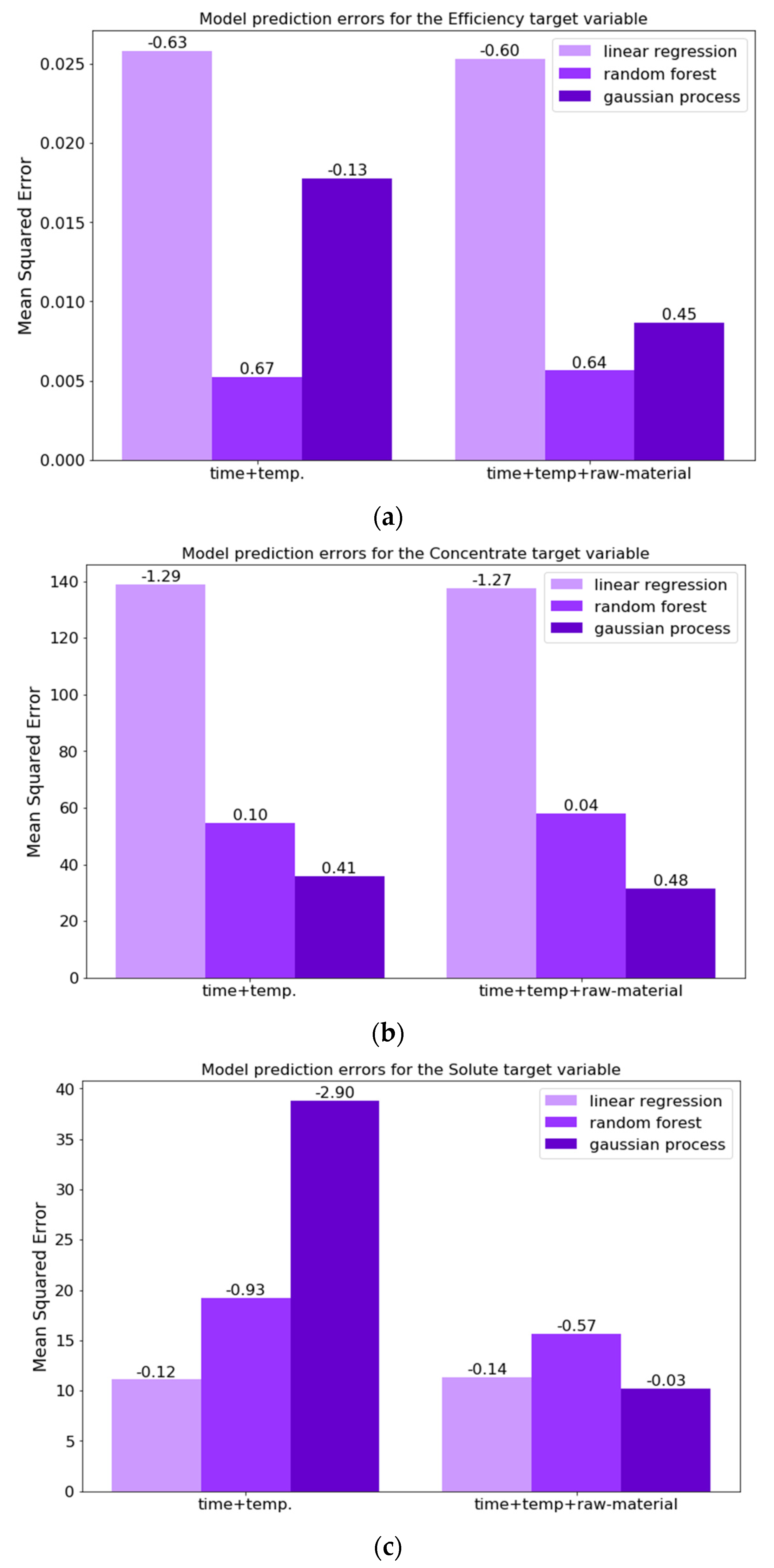
2.6. Predicting the Values of the Response Variables with Regression Models
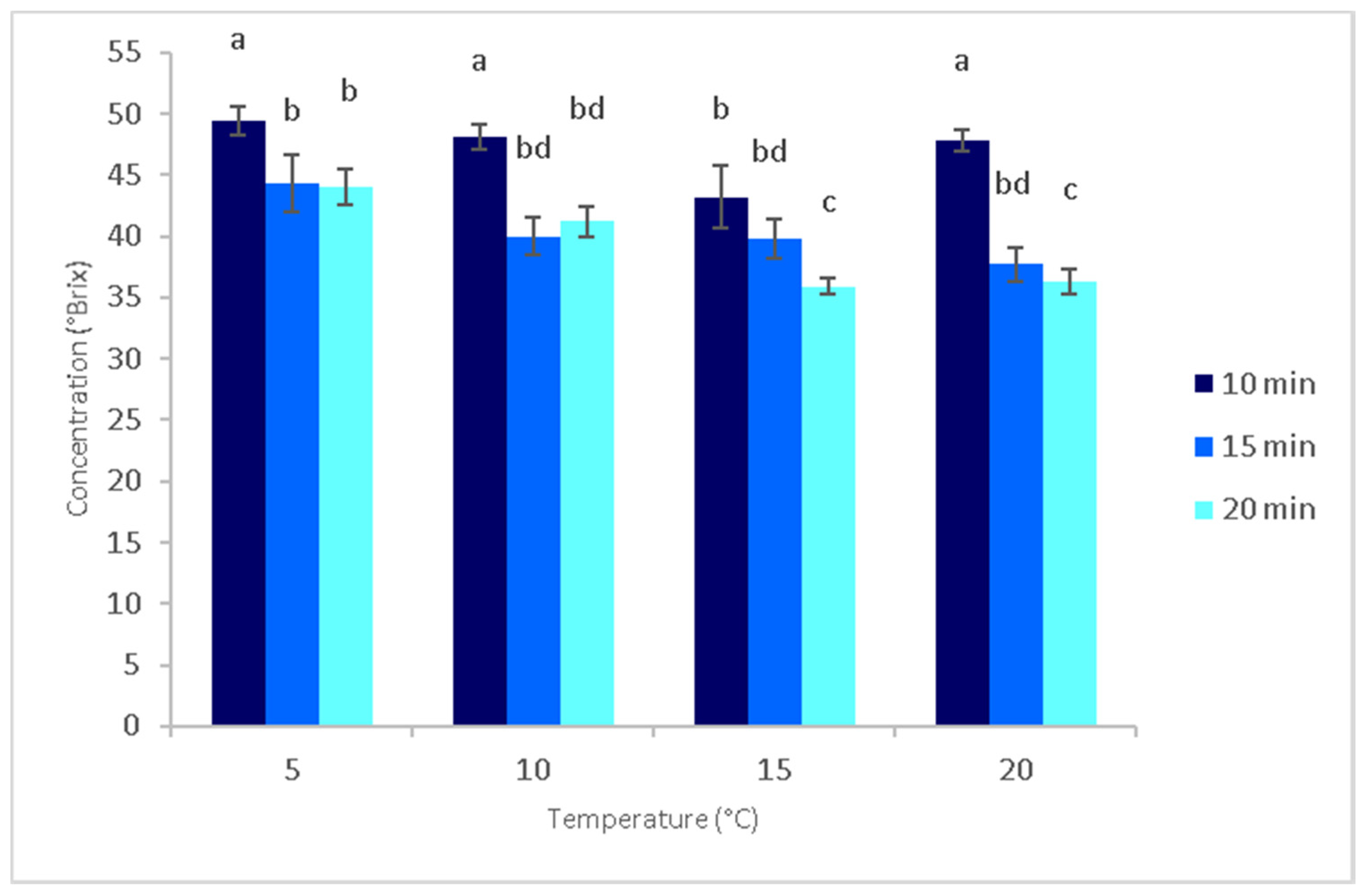
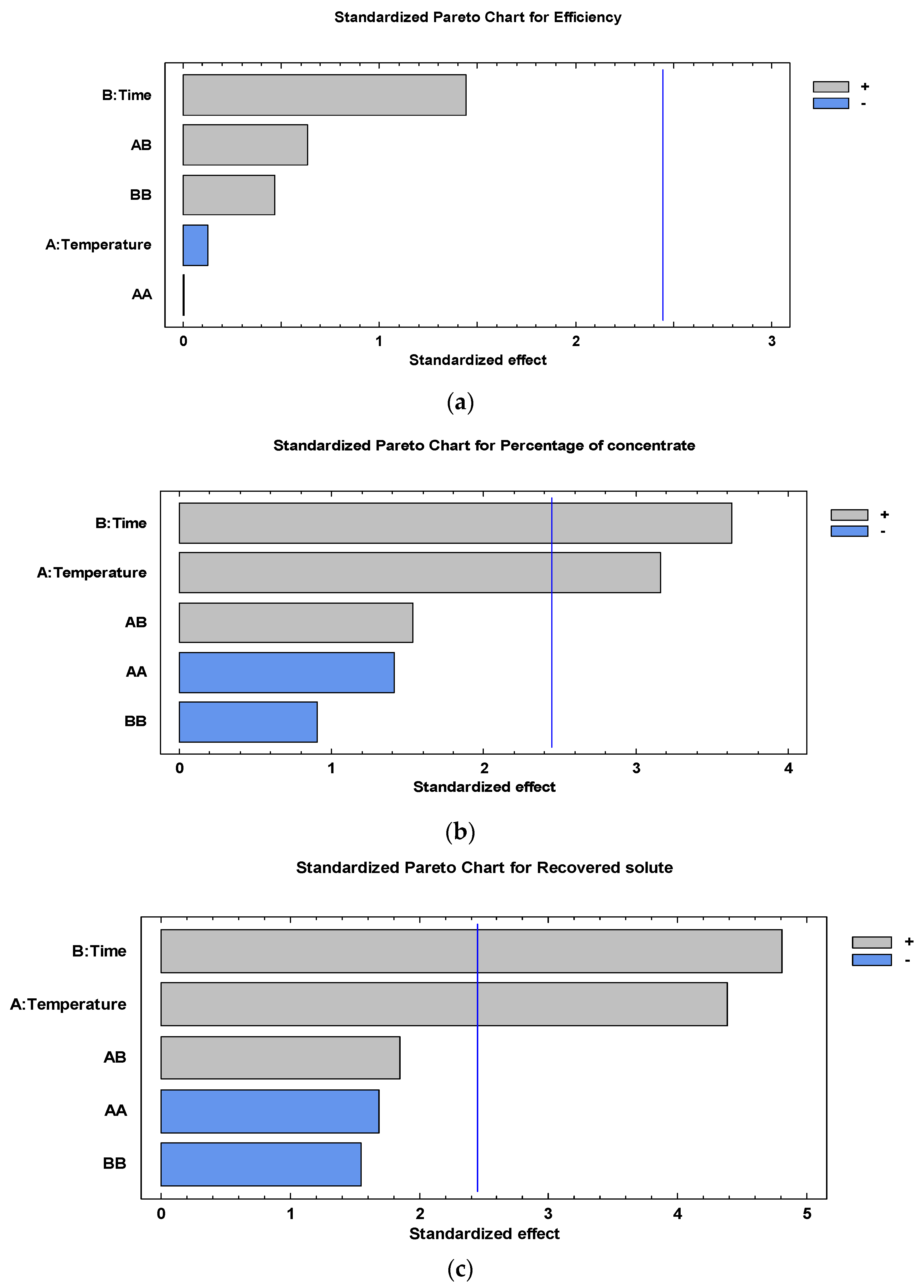
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Gunathilake, K.D.P.P. Chapter 2: Emerging technologies available for the enhancement of bioactives. In Biotechnological Progress and Beverage Consumption; Academic Press: Cambridge, MA, USA, 2020. [Google Scholar] [CrossRef]
- Morison, K.R.; Hartel, R.W. Evaporation and Freeze Concentration. In Handbook of Food Engineering; Heldman, D.R., Lund, D.B., Eds.; CRC Press: New York, NY, USA, 2007; pp. 495–552. [Google Scholar]
- Yin, Y.; Yang, Y.; De Lourdes Mendoza, M.; Zhai, S.; Feng, W.; Wang, Y.; Gu, M.; Cai, L.; Zhang, L. Progressive freezing and suspension crystallization methods for tetrahydrofuran recovery from Grignard reagent wastewater. J. Clean. Prod. 2017, 144, 180–186. [Google Scholar] [CrossRef]
- Aider, M.; De Halleux, D. Cryoconcentration technology in the bio-food industry: Principles and applications. LWT Food Sci. Technol. 2009, 42, 679–685. [Google Scholar] [CrossRef]
- Belén, F.; Sánchez, J.; Hernández, E.; Auleda, J.M.; Raventós, M. One option for the management of wastewater from tofu production: Freeze concentration in a falling-film system. J. Food Eng. 2012, 110, 364–373. [Google Scholar] [CrossRef]
- Correa, L.J.; Ruiz, R.Y.; Moreno, F.L. Effect of falling-film freeze concentration on bioactive compounds in aqueous coffee extract. J. Food Process Eng. 2017, 41, 12606. [Google Scholar] [CrossRef]
- Zambrano, A.; Ruiz, Y.; Hernández, E.; Raventós, M.; Moreno, F.L. Freeze desalination by the integration of falling film and block freeze-concentration techniques. Desalination 2018, 436, 56–62. [Google Scholar] [CrossRef] [Green Version]
- Jin, J.; Yurkow, E.J.; Adler, D.; Lee, T.C. A novel approach to improve the efficiency of block freeze concentration using ice nucleation proteins with altered ice morphology. J. Agric. Food Chem. 2017, 65, 2373–2382. [Google Scholar] [CrossRef]
- Yang, Y.; Lu, Y.; Guo, J.; Zhang, X. Application of freeze concentration for fluoride removal from water solution. J. Water Process Eng. 2017, 19, 260–266. [Google Scholar] [CrossRef]
- Miyawaki, O.; Kato, S.; Watabe, K. Yield improvement in progressive freeze-concentration by partial melting of ice. J. Food Eng. 2012, 108, 377–382. [Google Scholar] [CrossRef]
- Sánchez, J.; Ruiz, Y.; Auleda, J.M.; Hernández, E.; Raventós, M. Freeze concentration in the fruit juices industry. Food Sci. Technol. Int. 2009, 15, 303–315. [Google Scholar] [CrossRef]
- Orellana-Palma, P.; Petzold, G.; Pierre, L.; Pensaben, J.M. Protection of polyphenols in blueberry juice by vacuumassisted block freeze concentration. Food Chem. Toxicol. 2017, 109, 1093–1102. [Google Scholar] [CrossRef]
- Orellana-Palma, P.; González, Y.; Petzold, G. Improvement of Centrifugal Cryoconcentration by Ice Recovery Applied to Orange Juice. Chem. Eng. Technol. 2019, 42, 925–931. [Google Scholar] [CrossRef]
- Jaster, H.; Arend, G.D.; Rezzadori, K.; Chaves, V.C.; Reginatto, F.H.; Cunha Petrus, J.C. Enhancement of antioxidant activity and physicochemical properties of yogurt enriched with concentrated strawberry pulp obtained by block freeze concentration. Food Res. Int. 2017. [Google Scholar] [CrossRef] [PubMed]
- Guerra-Valle, M.E.; Moreno, J.; Lillo-Pérez, S.; Petzold, G.; Simpson, R.; Nuñez, H. Enrichment of Apple Slices with Bioactive Compounds from Pomegranate Cryoconcentrated Juice as an Osmodehydration Agent. J. Food Qual. 2018. [Google Scholar] [CrossRef]
- Petzold, G.; Orellana, P.; Moreno, J.; Valeria, P. Physicochemical Properties of Cryoconcentrated Orange Juice. Chem. Eng. Trans. 2019, 75, 37–42. [Google Scholar]
- Rodrigues de Liza, G.; Verruck, S.; Machado, M.H.; Dantas, A.; Garcia, S.G.; Maran, B.M.; Murakami, F.S.; Prudencio, E.S. Stability of bifidobacteria entrapped in goat’s whey freeze concentrate and inulin as wall materials and powder properties. Food Res. Int. 2020. [Google Scholar] [CrossRef]
- Petzold, G.; Aguilera, J.M. Ice morphology: Fundamentals and technological applications in foods. Food Biophys. 2009, 4, 378–396. [Google Scholar] [CrossRef]
- Sánchez, J.; Ruiz, Y.; Raventós, M.; Auleda, J.M.; Hernández, E. Progressive freeze concentration of orange juice in a pilot plant falling film. Innov. Food Sci. Emerg. Technol. 2010, 11, 644–651. [Google Scholar] [CrossRef]
- Virgen-Ortíz, J.J.; Ibarra-Junquera, V.; Osuna-Castro, J.A.; Escalante-Minakata, P.; Mancilla-Margalli, N.A.; de Ornelas-Paz, J.J. Method to concentrate protein solutions based on dialysis-freezing-centrifugation: Enzyme applications. Anal. Biochem. 2012, 426, 4–12. [Google Scholar] [CrossRef]
- Orellana-Palma, P.; Pawan, S.; Takhara, P.S.; Petzold, G. Increasing the separation of block cryoconcentration through a novel centrifugal filter-based method. Sep. Sci. Technol. 2018. [Google Scholar] [CrossRef]
- Petzold, G.; Aguilera, J.M. Centrifugal freeze concentration. Innov. Food Sci. Emerg. Technol. 2013, 20, 253–258. [Google Scholar] [CrossRef]
- Petzold, G.; Moreno, J.; Lastra, P.; Rojas, K.; Orellana, P. Block freeze concentration assisted by centrifugation applied to blueberry and pineapple juices. Innov. Food Sci. Emerg. Technol. 2015, 30, 192–197. [Google Scholar] [CrossRef]
- Jiménez-Carvelo, A.M.; González-Casado, A.; Bagur-González, M.G.; Cuadros-Rodríguez, L. Alternative data mining/machine learning methods for the analytical evaluation of food quality and authenticity—A review. Food Res. Int. 2019, 122, 25–39. [Google Scholar] [CrossRef] [PubMed]
- Song, W.; Jiang, N.; Wang, H.; Guo, G. Evaluation of machine learning methods for organic apple authentication based on diffraction grating and image processing. J. Food Compos. Anal. 2020, 88, 103437. [Google Scholar] [CrossRef]
- Murphy, K. Machine Learning: A Probabilistic Perspective; MIT Press: Cambridge, MA, USA, 2012. [Google Scholar]
- Liaw, A.; Wiener, M. Classification and regression by randomForest. R News 2002, 2, 18–22. [Google Scholar]
- Peng, J.; Wei, M.; Hu, Y.; Yang, Y.; Guo, Y.; Zhang, F. Simultaneous Determination of Maltol, Ethyl Maltol, Vanillin, and Ethyl Vanillin in Foods by Isotope Dilution Headspace Solid-Phase Microextraction Coupled with Gas Chromatography-Mass Spectrometry. Food Anal. Methods 2019, 12, 1725–1735. [Google Scholar] [CrossRef]
- Williams, C.; Rasmussen, C.E. Gaussian Processes for Machine Learning; MIT Press: Cambridge, MA, USA, 2006; Volume 2. [Google Scholar]
- García-Nieto, P.J.; García-Gonzalo, E.; Fernández, J.R.A.; Muñiz, C.D. A New Predictive Model for Evaluating Chlorophyll-a Concentration in Tanes Reservoir by Using a Gaussian Process Regression. Water Resour. Manag. 2020, 34, 4921–4941. [Google Scholar] [CrossRef]
- Nakagawa, S.; Schielzeth, H. Repeatability for Gaussian and non-Gaussian data: A practical guide for biologists. Biol. Rev. 2010, 85, 935–956. [Google Scholar] [CrossRef]
- Zhang, S.; Tan, Z.; Liu, J.; Xu, Z.; Du, Z. Determination of the food dye indigotine in cream by near-infrared spectroscopy technology combined with random forest model. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2020, 227, 117551. [Google Scholar] [CrossRef]
- Ramos, J.F.; Huamán, C.L. Crioconcentración del zumo de yacón (Smallantus sonchifolius). Infinitum 2017, 7, 1. [Google Scholar]
- Raventós, M.; Hernández, E.; Auleda, J.; Ibarz, A. Concentration of aqueous sugar solutions in a multi-plate cryoconcentrator. J. Food Eng. 2007, 79, 577–585. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Levels | |||
|---|---|---|---|---|
| Temperature (T), °C | 5 | 10 | 15 | 20 |
| Time (t), min | 10 | 15 | 20 | |
| Treatment | Temperature (°C) | Time (min) | Efficiency (%) | Percentage of Concentrate (%) | Recovered Solute (g Solute/g Initial of Solute) |
|---|---|---|---|---|---|
| 1 | 10 | 20 | 68.38 ± 2.11 a | 17.68 ± 3.06 a | 0.39 ± 0.06 a |
| 2 | 15 | 15 | 66.80 ± 1.99 a | 25.69 ± 3.55 b | 0.51 ± 0.06 b |
| 3 | 15 | 20 | 67.00 ± 2.40 a | 39.78 ± 2.03 c | 0.66 ± 0.03 c |
| 4 | 5 | 15 | 64.76 ± 5.84 a | 11.55 ± 1.51 d | 0.26 ± 0.03 d |
| 5 | 10 | 15 | 67.29 ± 2.35 a | 20.63 ± 2.71 e | 0.44 ± 0.04 e |
| 6 | 20 | 15 | 64.58 ± 4.17 a | 26.45 ± 4.51 b | 0.52 ± 0.06 b |
| 7 | 5 | 10 | 66.90 ± 2.06 a | 9.34 ± 1.13 f | 0.23 ± 0.03 f |
| 8 | 10 | 10 | 66.07 ± 2.46 a | 8.75 ± 0.36 f | 0.22 ± 0.01 f |
| 9 | 5 | 20 | 66.38 ± 2.15 a | 13.85 ± 2.69 d | 0.31 ± 0.05 a |
| 10 | 15 | 10 | 61.87 ± 7.52 a | 15.15 ± 4.11 a | 0.32 ± 0.10 a |
| 11 | 20 | 20 | 68.02 ± 2.75 a | 28.51 ± 1.21 g | 0.56 ± 0.03 b |
| 12 | 20 | 10 | 66.81 ± 1.00 a | 12.02 ± 0.79 d | ±0.02 a |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Santana, T.; Moreno, J.; Petzold, G.; Santana, R.; Sáez-Trautmann, G. Evaluation of the Temperature and Time in Centrifugation-Assisted Freeze Concentration. Appl. Sci. 2020, 10, 9130. https://doi.org/10.3390/app10249130
Santana T, Moreno J, Petzold G, Santana R, Sáez-Trautmann G. Evaluation of the Temperature and Time in Centrifugation-Assisted Freeze Concentration. Applied Sciences. 2020; 10(24):9130. https://doi.org/10.3390/app10249130
Chicago/Turabian StyleSantana, Tamara, Jorge Moreno, Guillermo Petzold, Roberto Santana, and Guido Sáez-Trautmann. 2020. "Evaluation of the Temperature and Time in Centrifugation-Assisted Freeze Concentration" Applied Sciences 10, no. 24: 9130. https://doi.org/10.3390/app10249130