Analysis of Photodiode Monitoring in Laser Cutting

Abstract
:Featured Application
Abstract
1. Introduction
2. Experimental Section
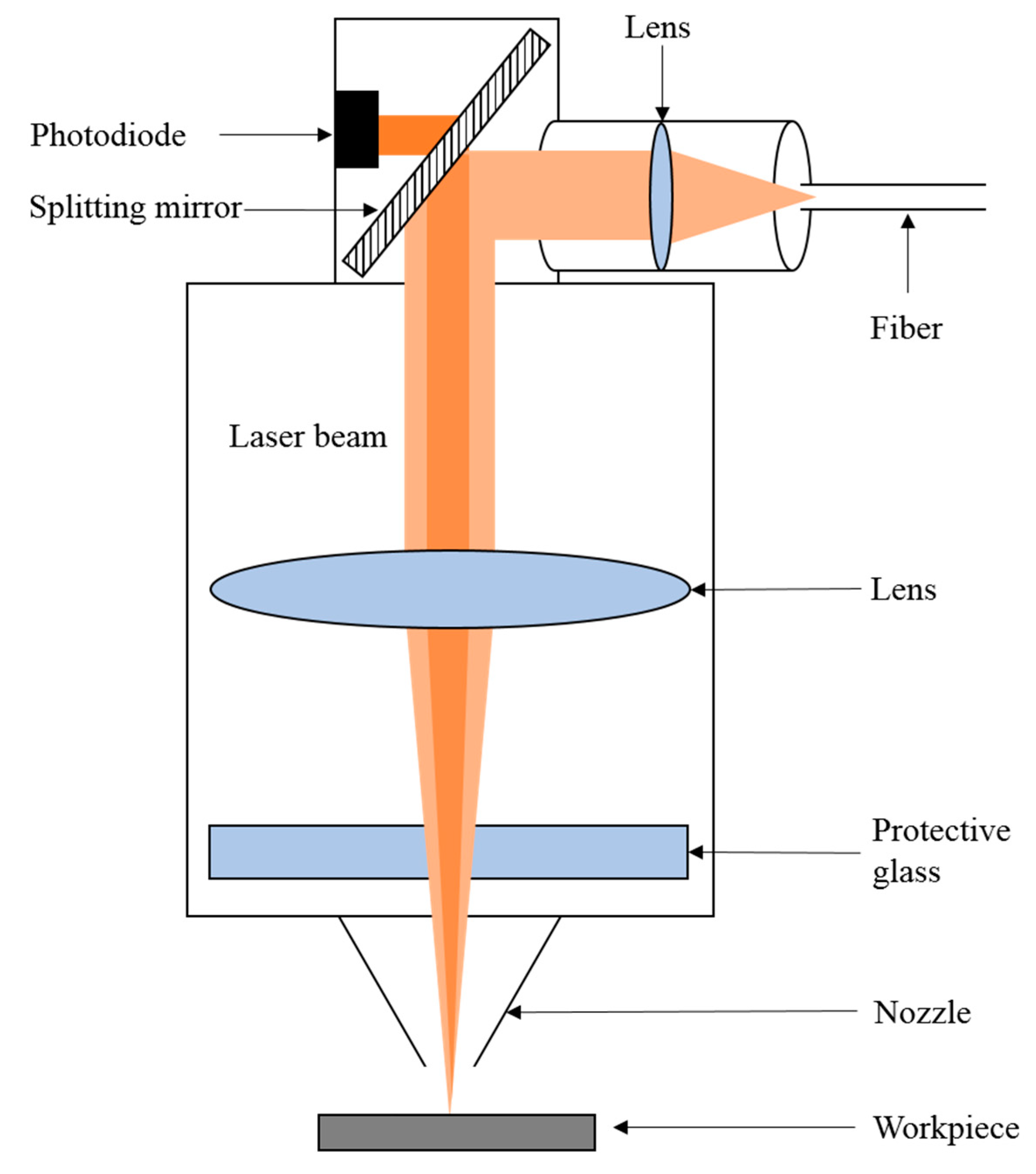
2.1. Laser Cutting System
2.2. Design of Experiments
3. Results and Discussion
4. Conclusions and Future Work
- The measured intensity of the VIS signal was associated with the vapor plume formation during the cutting process, whereas the IR signal was related to the temperatures reached.
- For the VIS and the IR monitoring signals, it was found that they were independent of the process parameters as long as the cutting quality was good. In contrast, the mean level increased as the cutting quality became worse. Therefore, their values can be useful for monitoring defective cuts online.
- This investigation revealed failures in defect detection for the thinner aluminum plate in the VIS spectrum, attributed to the low signal value generated by the characteristics of the case. In contrast, stainless steel displayed signal saturation with good cut quality, usually typical of cut losses.
- Gain system adjustment was revealed as the key factor for success in the detection of cutting defects. Too low a gain prevent detection of defects, whereas gains that were too high saturated the monitoring signal, generating false results.
Author Contributions
Funding
Conflicts of Interest
References
- Decker, I.; Heyn, H.; Martinen, D.; Wohlfahrt, H. Process monitoring in laser beam cutting on its way to industrial application. Proc. SPIE 1997, 3097, 29–37. [Google Scholar] [CrossRef]
- Chen, S.L. In-process monitoring of the cutting front of CO2 laser cutting with off-axis optical fibre. Int. J. Adv. Manuf. Technol. 1997, 13, 685–691. [Google Scholar] [CrossRef]
- Sukhov, Y.T.; Matiushin, I.V. Development of information-measuring channels of the monitoring system of quality cut for technological process laser cutting of materials. Proc. SPIE 2001, 4157, 88–92. [Google Scholar] [CrossRef]
- Shirvani, B.; Clarke, R.; Duflou, J.; Merklein, M.; Micari, F.; Griffiths, J. Monitoring of CO2 laser cutting of thick Steel plates by means of a NIR camera based system. Key Eng. Mater. 2009, 410–411, 207–216. [Google Scholar] [CrossRef]
- Adelmann, B.; Schleier, M.; Neumeier, B.; Hellmann, R. Photodiode-based cutting interruption sensor for near-infrared lasers. Appl. Opt. 2016, 55, 1772–1778. [Google Scholar] [CrossRef]
- Schleier, M.; Adelmann, B.; Neumeier, B.; Hellmann, R. Burr formation detector for fiber laser cutting based on a photodiode sensor system. Opt. Laser Technol. 2017, 96, 13–17. [Google Scholar] [CrossRef]
- Garmendia, I.; Ocaña, R.; Soriano, C.; Lambarri, J. Optical monitoring of fiber laser based cutting processes for in-situ quality assurance. Proc. Lim 2017, 1–8. [Google Scholar]
- Popware, R.; König, W. Modeling, monitoring and control in high quality laser cutting. CIRP Ann. 2001, 50, 137–140. [Google Scholar] [CrossRef]
- Bison, P.; Ferrarini, G.; Zanon, G. Thermographic monitoring of laser cutting machine. Proceedings 2019, 27, 28–31. [Google Scholar] [CrossRef] [Green Version]
- Genna, S.; Menna, E.; Rubino, G.; Tagliaferri, V. Experimental Investigation of Industrial Laser Cutting: The Effect of the Material Selection and the Process Parameters on the Kerf Quality. Appl. Sci. 2020, 10, 4956. [Google Scholar] [CrossRef]
- Russo Spena, P. CO2 Laser Cutting of Hot Stamping Boron Steel Sheets. Metals 2017, 7, 456. [Google Scholar] [CrossRef] [Green Version]
- Pocorni, J.; Powell, J.; Deichsel, E.; Frostevarg, J.; Kaplan, A.F. Fibre laser cutting stainless steel: Fluid dynamics and cut front morphology. Opt. Laser Technol. 2017, 87, 87–93. [Google Scholar] [CrossRef]
- Jorgensen, H.; Olsen, F.O. Process monitoring during CO2 laser cutting. Proc. SPIE 1991, 1412, 198–208. [Google Scholar] [CrossRef]
- Sforza, P.; Santacesaria, V. CO2 laser cutting: Analytical dependence of the roughness of the cut edge on the experimental parameters and process monitoring. Proc. SPIE 1994, 2207, 836–847. [Google Scholar] [CrossRef]
- Chen, C.; Gao, M.; Jiang, M.; Zeng, X. Surface morphological features of fiber laser cutting of AA2219 aluminum alloy. Int. J. Adv. Manuf. Technol. 2016, 86, 1219–1226. [Google Scholar] [CrossRef]
- Yilbas, B.S. Laser cutting quality assessment and thermal efficiency analysis. J. Mat. 2004, 155–156, 2106–2115. [Google Scholar] [CrossRef]
- De Keuster, J.; Duflou, J.R.; Kruth, J.-P. Acoustic and optical monitoring of high-power CO2 laser cutting. Key Eng. Mat. 2007, 344, 161–168. [Google Scholar] [CrossRef]
- Kek, T.; Grum, J. Monitoring laser cut quality using acoustic emission. Int. J. Mach. 2009, 49, 8–12. [Google Scholar] [CrossRef]
- Kruth, J.-P.; Duflou, J.; Mercelis, P.; van Vaerenbergh, J.; Craeghs, T.; de Keuster, J. On-line monitoring and process control in selective laser melting and laser cutting. Proc. LANE 2007, 1, 23–37. [Google Scholar]
- Duflou, J.; Fallahi Sichani, E.; de Keuster, J.; Kruth, J.-P. Development of a real time monitoring and adaptive control system for laser flame cutting. Proc. ICALEO 2009, 527–533. [Google Scholar] [CrossRef] [Green Version]
- Wen, P.; Zhang, Y.; Chen, W. Quality detection and control during laser cutting progress with coaxial visual monitoring. J. Laser Appl. 2012, 24, 032006. [Google Scholar] [CrossRef]
- Huijuan, H.; Guanghe, C.; Jiyong, X. The study of quality monitoring and control for laser cutting based on pulse-induced acoustic sound. Appl. Mech. Mater. 2012, 182–183, 422–426. [Google Scholar] [CrossRef]
- Long, N.P.; Matsunaga, Y.; Hanari, T.; Yamada, T. Experimental investigation of transient temperatura characteristic in high power fiber laser cutting of a thick steel plate. Opt. Laser Technol. 2016, 84, 134–143. [Google Scholar] [CrossRef]
- Karanfil, U.; Yalçin, U. Real-time monitoring of high-power fibre-laser cutting for different types of materials. Ukr. J. Phys. Opt. 2019, 20, 60–72. [Google Scholar] [CrossRef] [Green Version]
- Garcia, S.M.; Ramos, J.; Lamikiz, A.; Figueras, J. Influence of process parameters in laser piercing. Appl. Sci. 2019, 9, 3231. [Google Scholar] [CrossRef] [Green Version]
- Kreith, F.; Chhabra, R.P. CRC Handbook of Thermal Engineering, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar]
- Tritt, T.M. Thermal conductivity. In Theory, Properties and Applications (Physics of Solid and Liquids); Plenum Publishers: New York, NY, USA, 2004. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cutting Parameters | Al | SS | ||
|---|---|---|---|---|
| Thickness [mm] | 5 | 10 | 10 | 10 |
| Gas type | N2 | N2 | O2 | N2 |
| Power [kW] | 5 | 5 | 5 | 5 |
| Velocity [mm/min] | 7000 | 2400 | 680 | 1200 |
| Gas pressure [bar] | 15 | 15 | 10.5 | 12 |
| Focal [mm] | −1.1 | −2.4 | −3 | −7.2 |
| Standoff [mm] | 0.6 | 0.6 | 0.6₋ | 0.6 |
| Frequency [Hz] | 5000 | 5000 | 5000 | 5000 |
| Duty minimum [%] | 100 | 100 | 100 | 100 |
| Duty maximum [%] | 100 | 100 | 100 | 100 |
| Nozzle diameter [mm] | 2.5 | 3 | 2.5 | 3 |
| Cutting parameters | Al | SS | ||
|---|---|---|---|---|
| Thickness [mm] | 5 | 10 | 10 | 10 |
| Gas type | N2 | N2 | O2 | N2 |
| Power [kW] | 4–5 | 4.3–5 | 4.2–5 | 4–5 |
| Velocity [mm/min] | 4500–7500 | 2000–2600 | 500–900 | 600–1400 |
| Gas pressure [bar] | 9–17 | 13–19 | 6–12 | 8–16 |
| Focal [mm] | −0.6–−1.6 | −2–−3.2 | −2–−4 | −0.6–−7.8 |
| Monitoring Signal Mean Levels (V) | |||||
|---|---|---|---|---|---|
| Case | VIS Gain | IR Gain | |||
| 1 | 2 | 3 | 1 | 2 | |
| Al, N2, 5 mm, 5 kW | 0.1 | 0.1 | 0.15 | 0.1 | 0.7 |
| Al, N2, 10 mm, 5 kW | 0.1 | 0.1 | 0.6 | 0.1 | 0.4 |
| Al, O2, 10 mm, 5 kW | 0.1 | 0.1 | 0.4 | 0.25 | 1.3 |
| SS, N2, 10 mm, 5 kW | 0.1 | 0.25 | 1.5 | 3 | 10 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Garcia, S.M.; Ramos, J.; Arrizubieta, J.I.; Figueras, J. Analysis of Photodiode Monitoring in Laser Cutting. Appl. Sci. 2020, 10, 6556. https://doi.org/10.3390/app10186556
Garcia SM, Ramos J, Arrizubieta JI, Figueras J. Analysis of Photodiode Monitoring in Laser Cutting. Applied Sciences. 2020; 10(18):6556. https://doi.org/10.3390/app10186556
Chicago/Turabian StyleGarcia, Sonia M., Joana Ramos, Jon Iñaki Arrizubieta, and Jordi Figueras. 2020. "Analysis of Photodiode Monitoring in Laser Cutting" Applied Sciences 10, no. 18: 6556. https://doi.org/10.3390/app10186556