Health and Structural Integrity of Monitoring Systems: The Case Study of Pressurized Pipelines



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
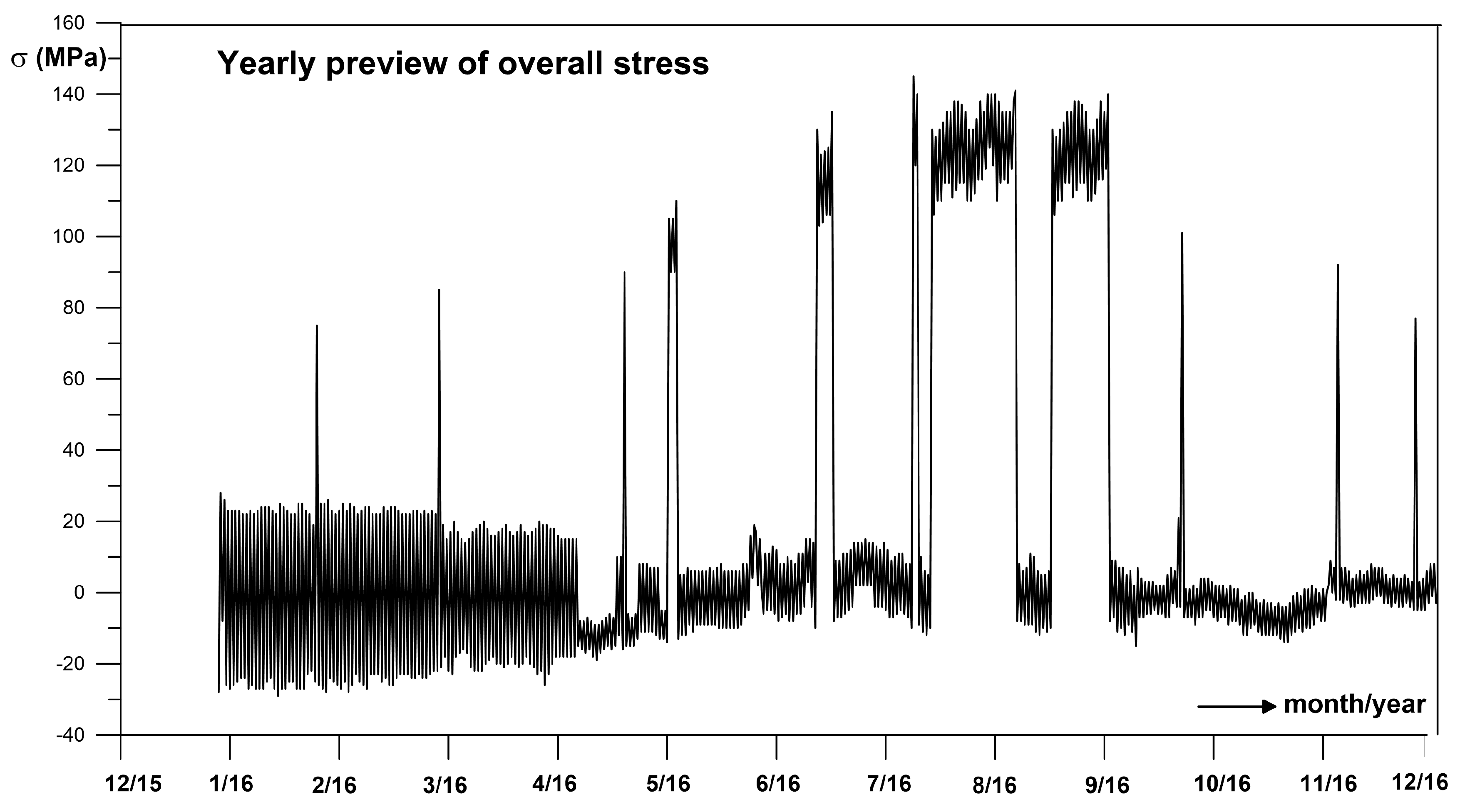
- internal pressure with induced vibrations,
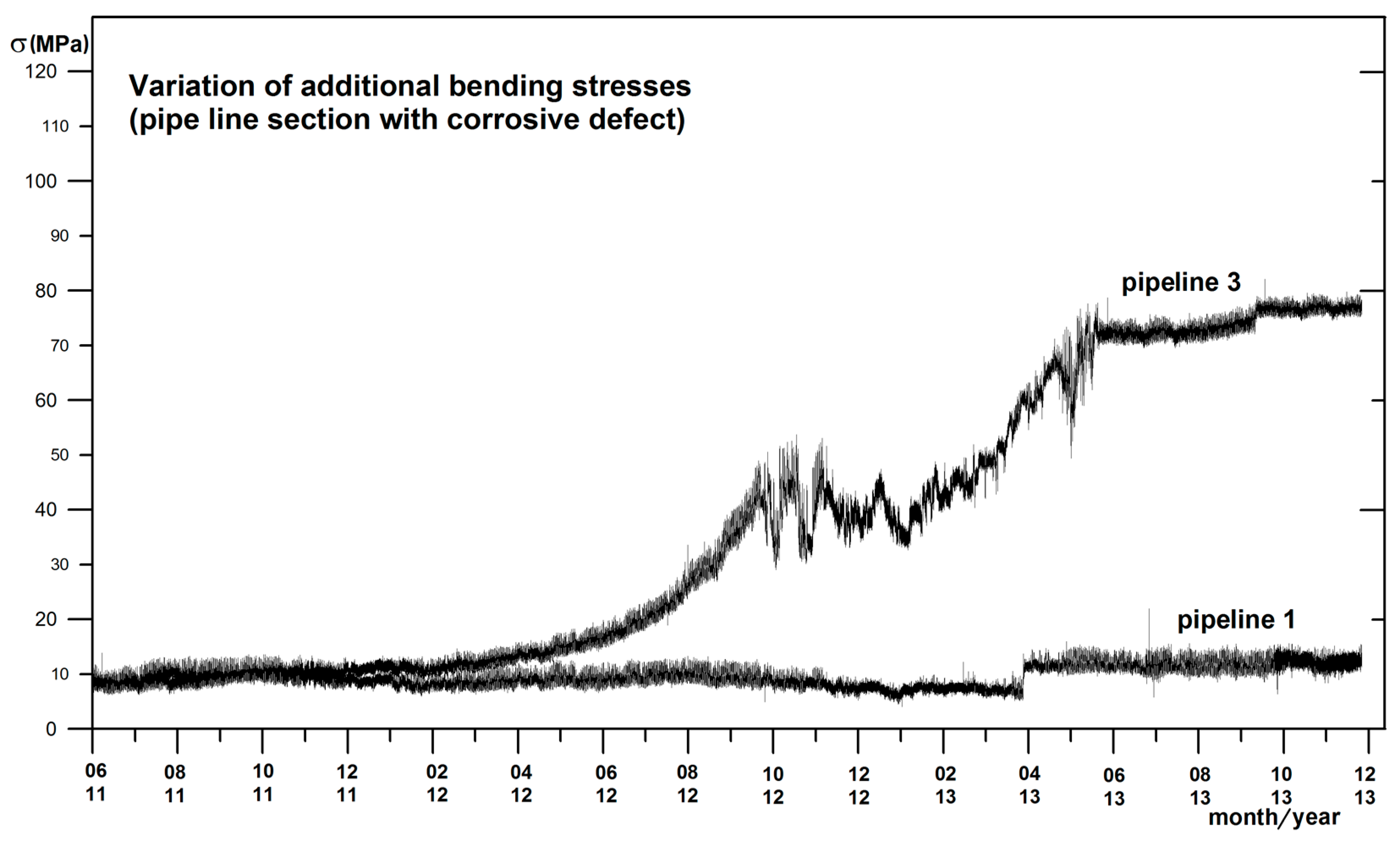
- additional bending stress from the subsoil drop loaded with an internal pressure, and
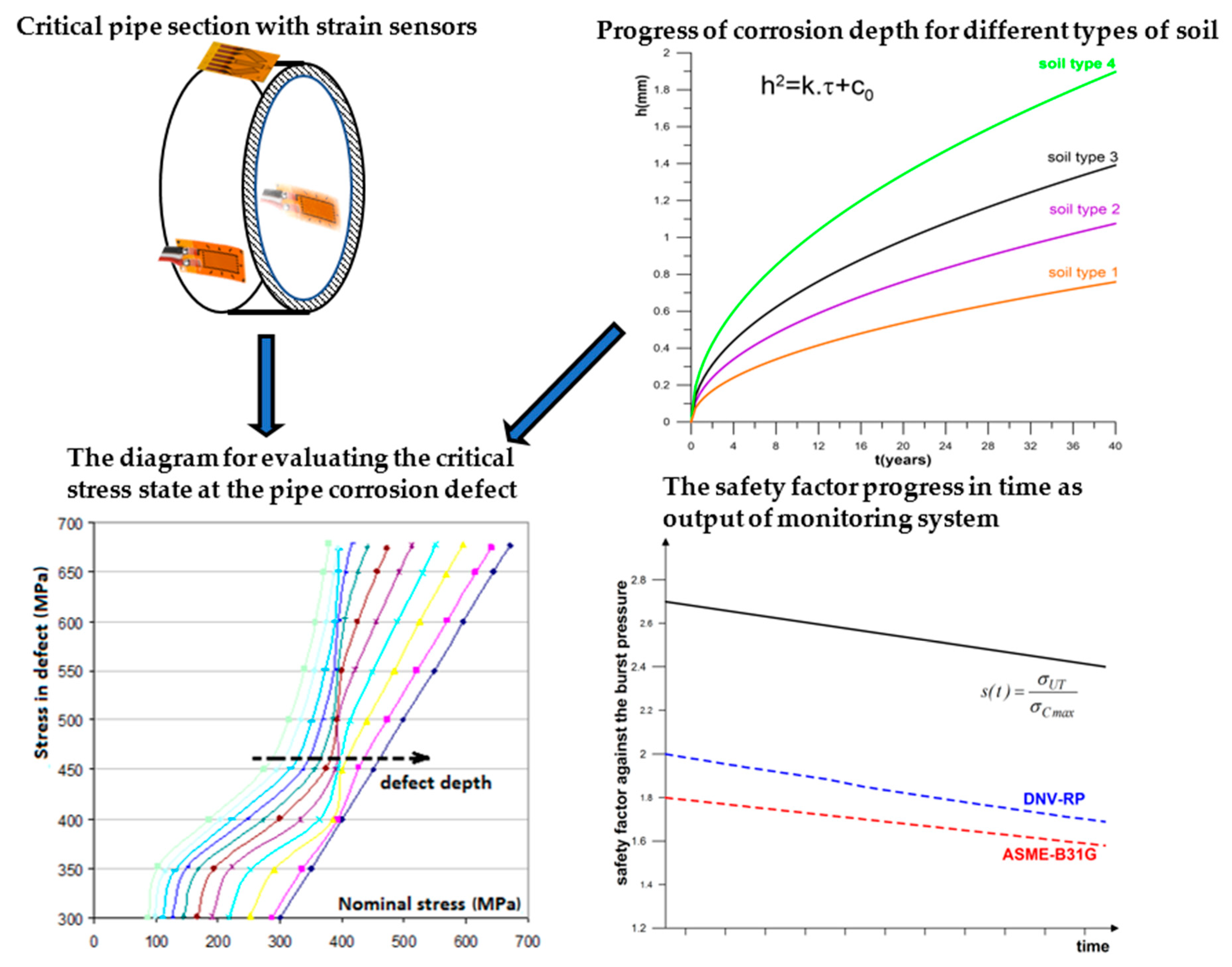
- the pipeline wall thickness decreases caused by corrosion at the point of additional bending stress with an internal pressure, etc.
- which quantities should be measured continuously by sensors,
- what are their permissible limit values for a safe operation of the pipeline systems, and
- how to predict the corrosion process and its synergy with additional bending loading.
2. Methodology and Results
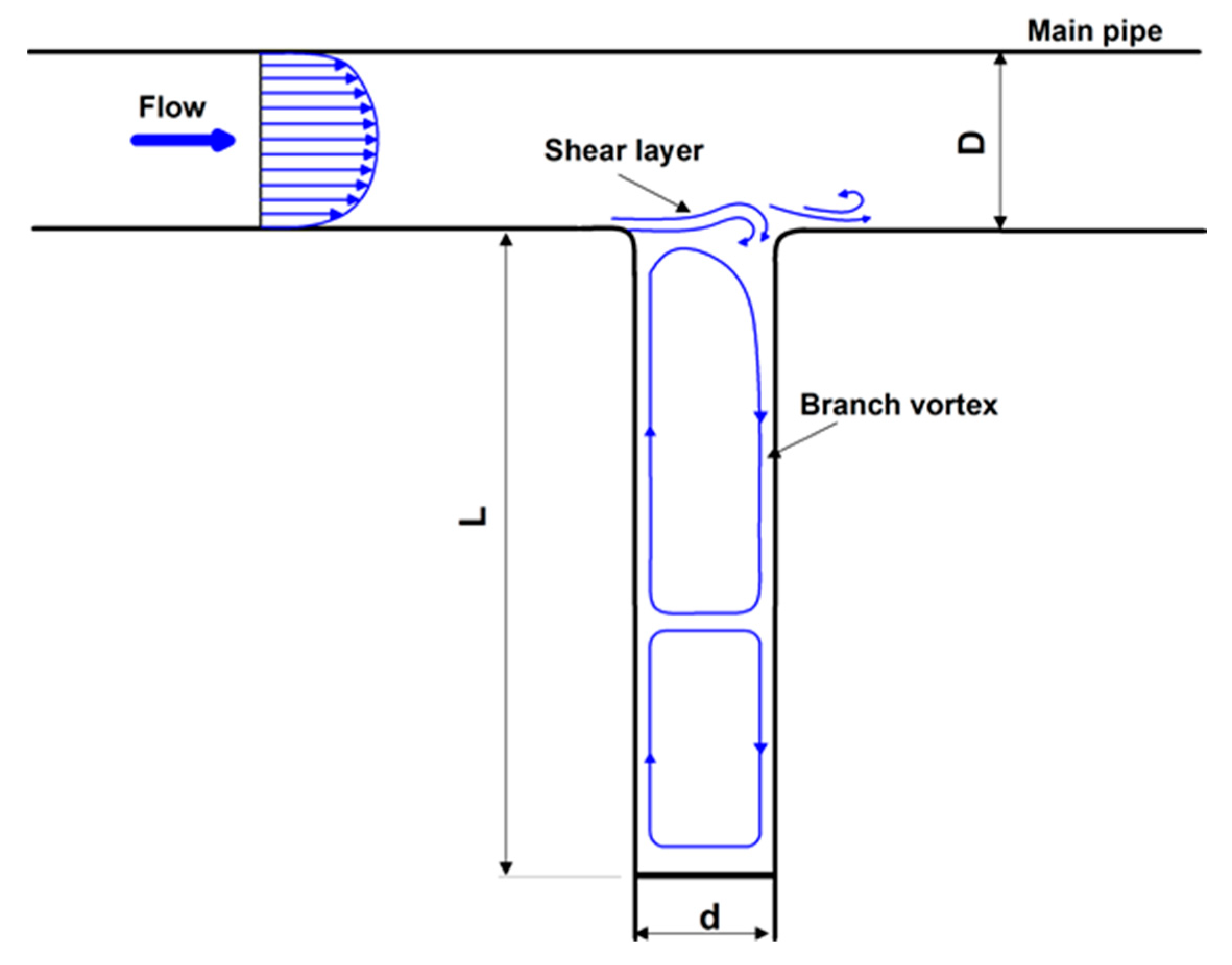
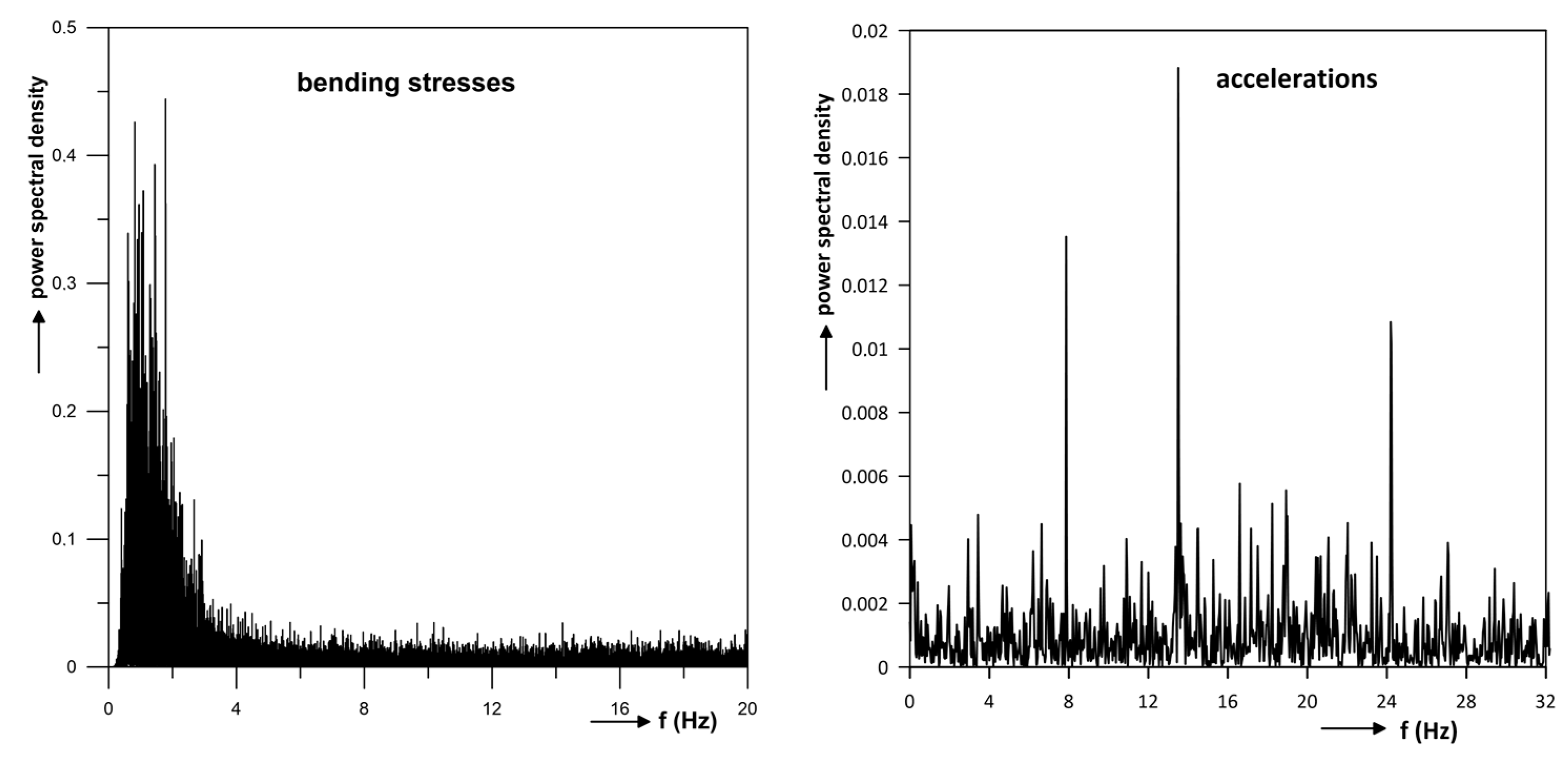
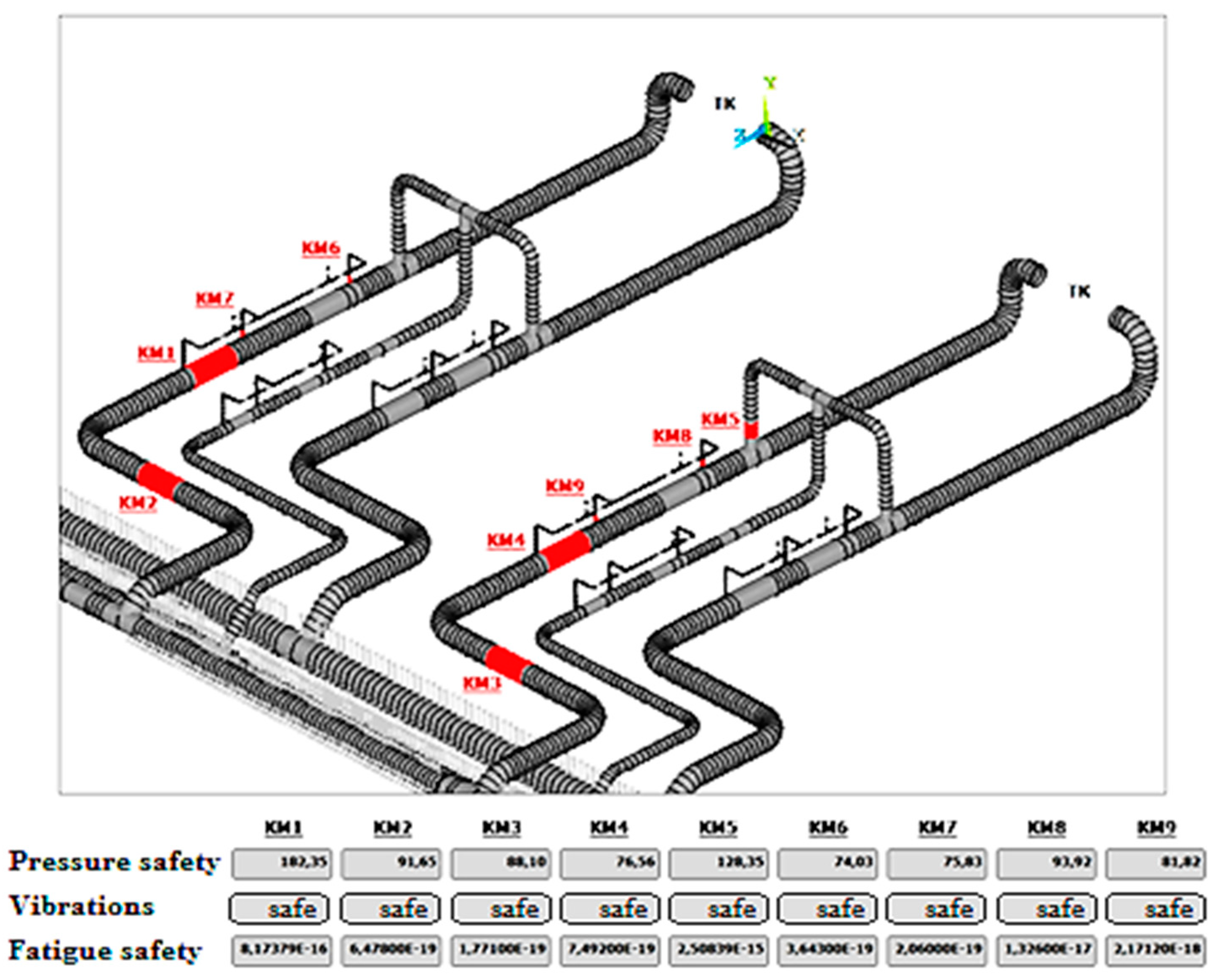
2.1. Vibrations Induced in the Side Branches
- the gas flow rate is sufficiently high,
- there are necessary fluid and geometric conditions for the generation of excited pressure oscillations, and
- there was a resonant match between the excitation frequency and the natural frequency of the closed tap volume (existence of Helmholtz standing waves in the branch—the so-called “whistle effect”).
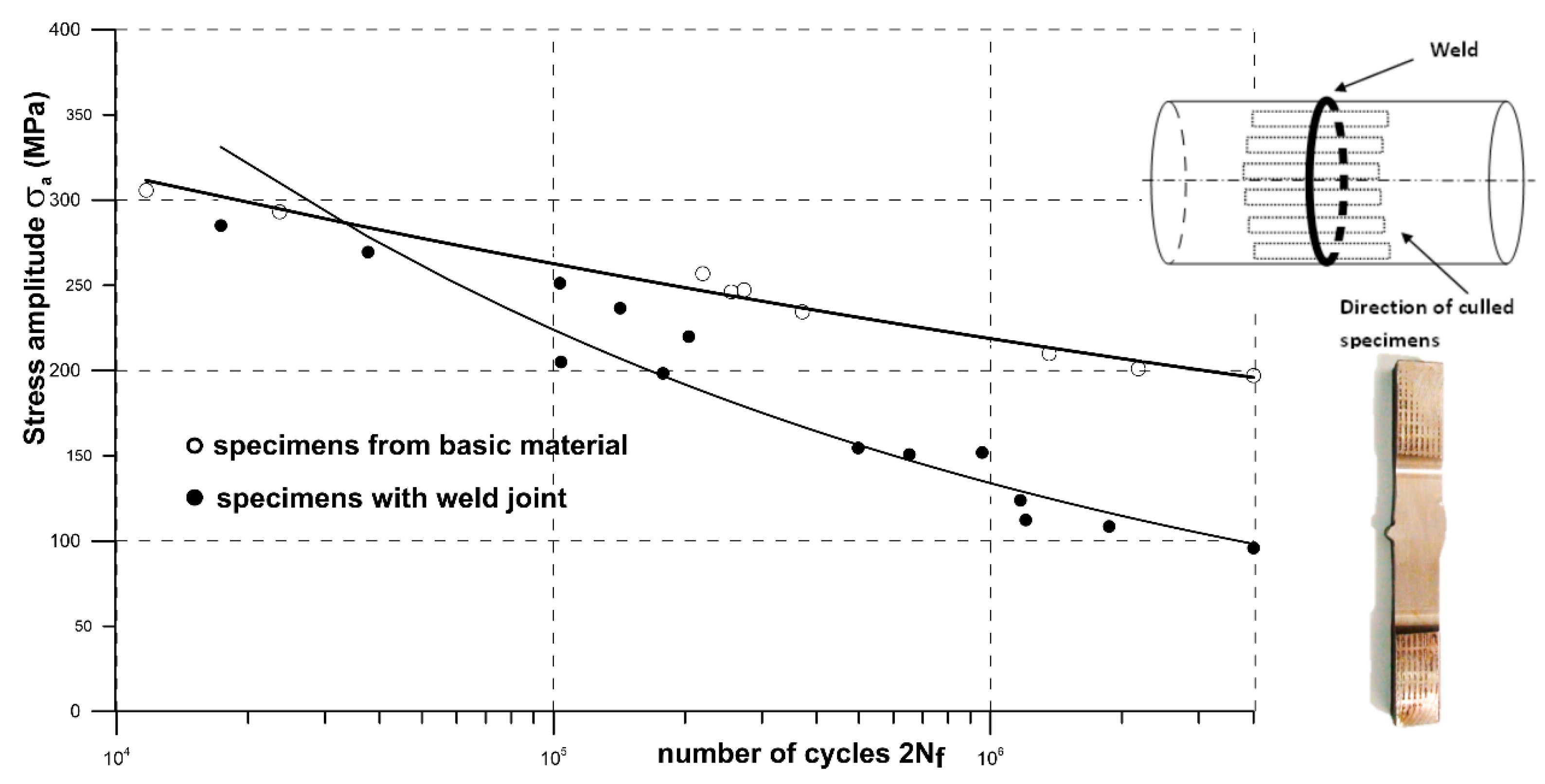
- to determine cyclic properties of the critical volume of the material (often the weld joint) and
- the condition for assessing the criticality of the vibrations.
- safety in terms of the pressure integrity of the pipe,
- fatigue damage accumulation state [19], and
- vibration permissibility.
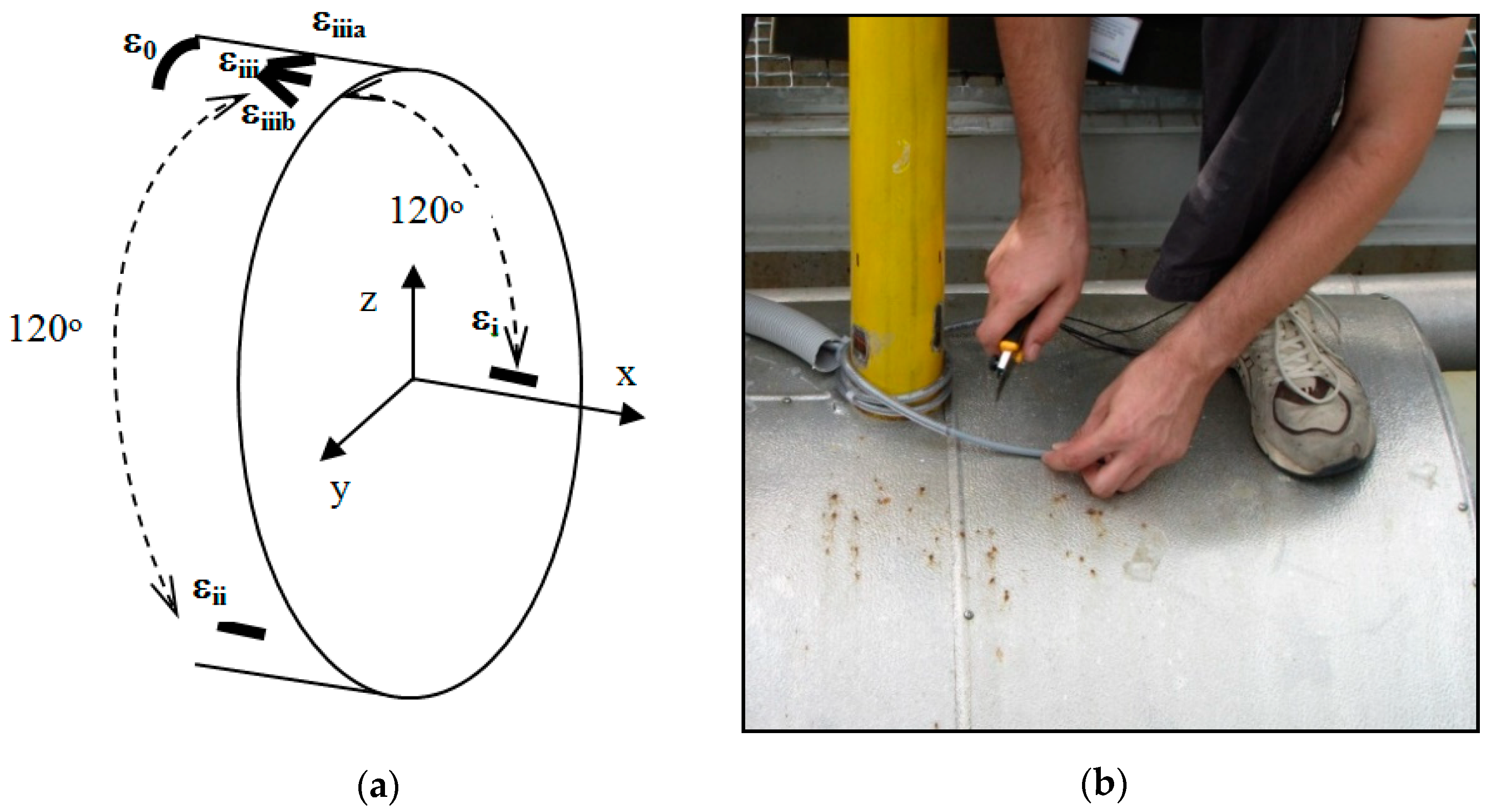
2.2. The Additional Bending in Operations of Pressurized Pipelines
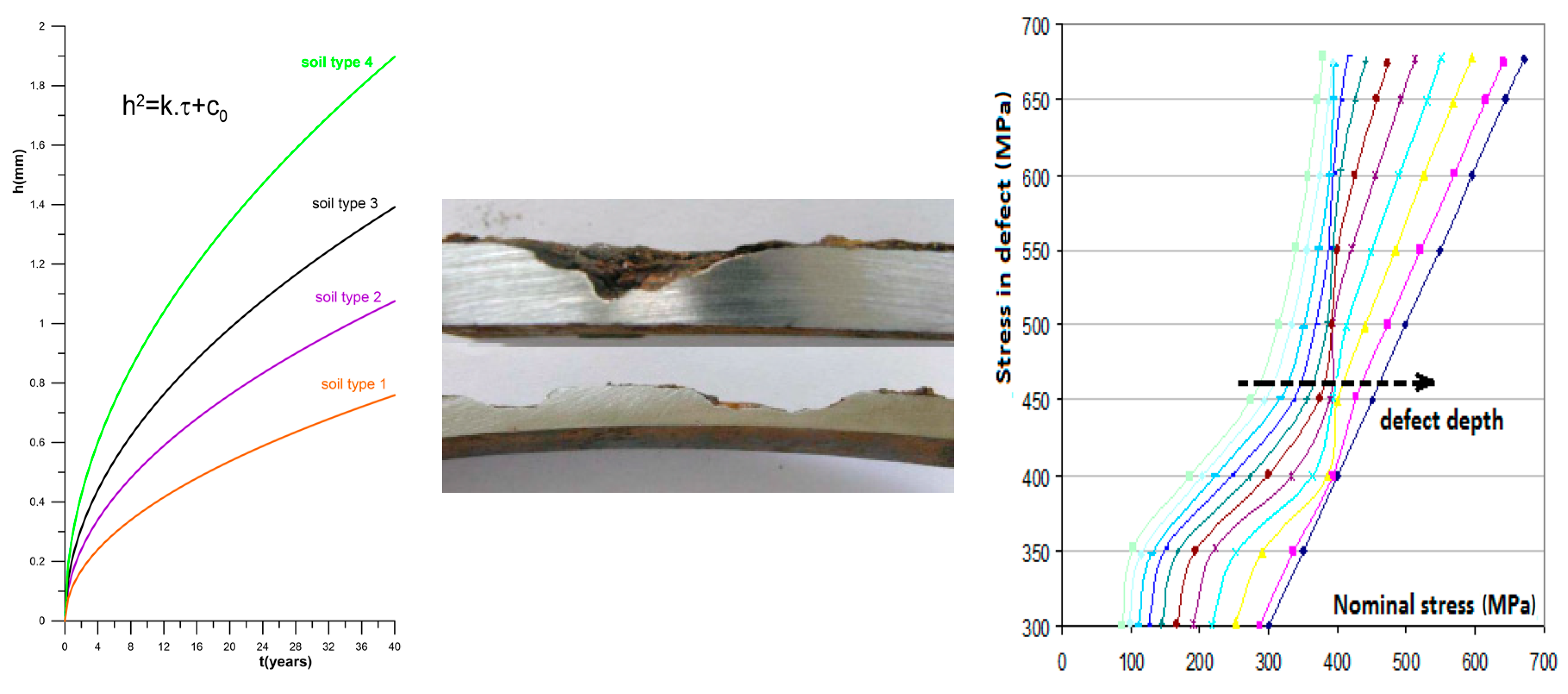
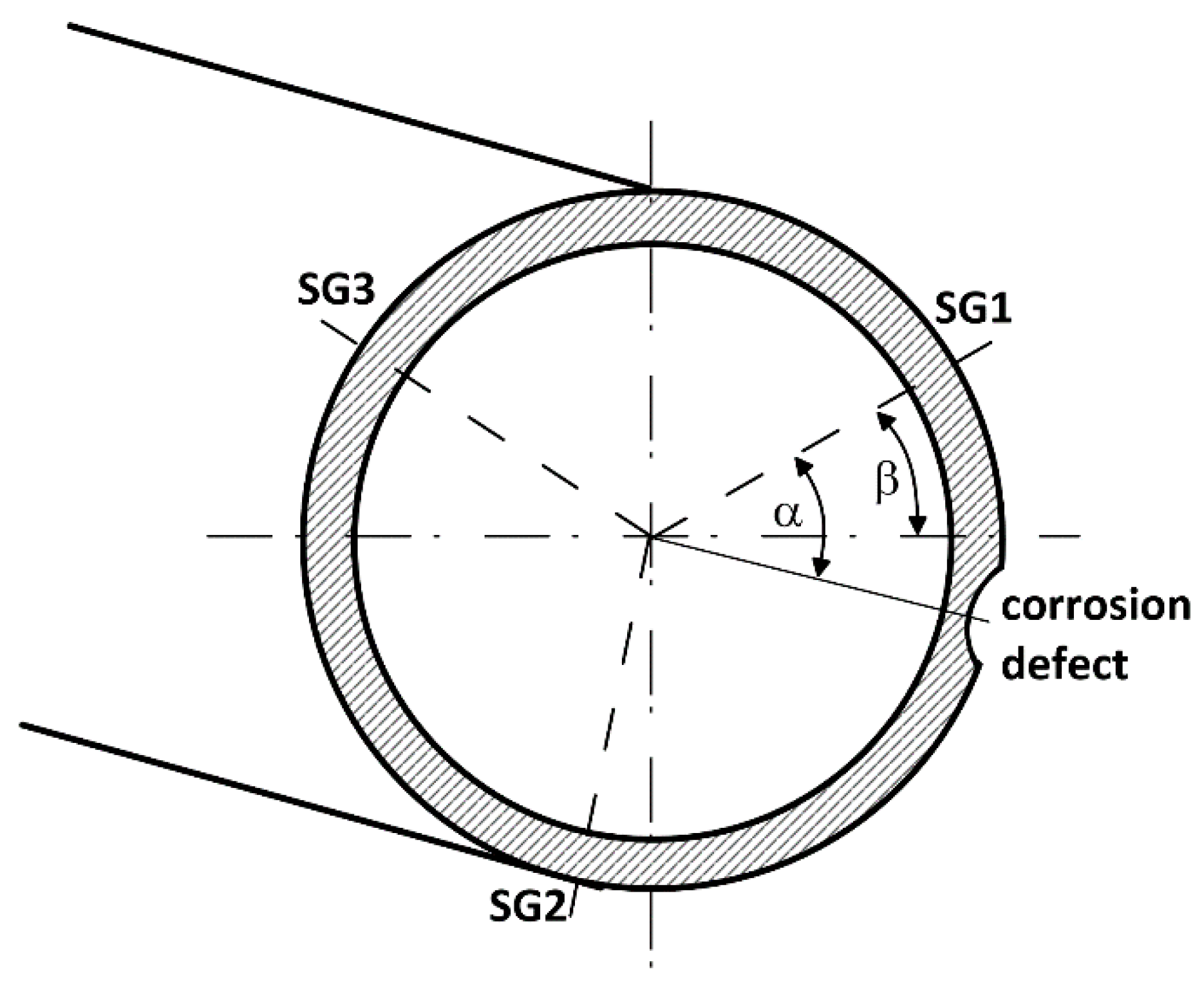
2.3. Weakening of Pipe Walls Due to Corrosion
- depth of existing corrosion defect found by pipeline inspection,
- kinetics of corrosion defect development,
- stress-strain state of the pipeline, and
- material properties of the pipeline.
3. Conclusions
- induced vibrations due to fluid-geometry or the work of compressors,
- additional bending loading, and
- corrosion losses of the wall thickness.
Author Contributions
Funding
Conflicts of Interest
References
- Ricker, E.R. Analysis of Pipeline Steel Corrosion Data from NBS (NIST) Studies. J. Res. Natl. Inst. Stand. Technol. 2010, 115, 373–392. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Restrepo, C.E.; Simonoff, J.S.; Zimmerman, R. Causes, cost consequences, and risk implications of accidents in US hazardous liquid pipeline infrastructure. Int. J. Crit. Infrastruct. Prot. 2009, 2, 38–50. [Google Scholar] [CrossRef]
- Wachal, J.C.; Smith, D.R. Vibration Troubleshooting of Existing Piping Systems; EDI Paper No.59; Engineering Dynamics Inc.: San Antonio, TX, USA, 1991. [Google Scholar]
- Radavich, P.M.; Selamet, A.; Novak, J.M. A Computational Approach for Flow-acoustic Coupling in Closed Side Branches. J. Acoust. Soc. Am. 2001, 109, 1343–1353. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jungowski, W.M.; Botros, K.K.; Studzinski, W. Cylindrical Side-branch as Tone Generator. J. Sound Vib. 1989, 131, 265–285. [Google Scholar] [CrossRef]
- Rogers, L.E. Design Stage Acoustic Analysis of Natural Gas Piping Systems in Centrifugal Compressor Stations. J. Eng. Gas Turbines Power 1992, 114, 727–736. [Google Scholar] [CrossRef]
- Arnulfi, G.L.; Giannattasio, P.; Giusto, C.; Massardo, A.F.; Micheli, D.; Pinamonti, P. Multistage Centrifugal Compressor Surge Analysis: Part I—Experimental Investigation. J. Turbomach. 1999, 121, 305–311. [Google Scholar] [CrossRef]
- Arnulfi, G.L.; Giannattasio, P.; Giusto, C.; Massardo, A.F.; Micheli, D.; Pinamonti, P. Multistage Centrifugal Compressor Surge Analysis: Part II—Numerical Simulation and Dynamic Control Parameters Evaluation. J. Turbomach. 1999, 121, 312–320. [Google Scholar] [CrossRef]
- Gravdahl, J.T.; Willems, F.; De Jager, B.; Egeland, O. Modeling for Surge Control of Centrifugal Compressors: Comparison with experiment. IEEE 2000, 2, 1341–1346. [Google Scholar]
- Farrar, R.C.; Worden, K. Structural Health Monitoring: A Machine Learning Perspective; John Wiley & Sons: Hoboken, NJ, USA, 2012. [Google Scholar]
- Chmelko, V.; Garan, M. Long-term monitoring of strains in a real operation of structures. In Proceedings of the 14th IMEKO TC10 Workshop on Technical Diagnostics, Milano, Italy, 27–28 June 2016; pp. 333–336. [Google Scholar]
- Chmelko, V.; Garan, M.; Šulko, M. Strain measurement on pipelines for long-term monitoring of structural integrity. Measurement 2020, 163, 107863. [Google Scholar] [CrossRef]
- Amzallag, C.; Gerey, P.; Robert, J.L.; Bahuaudt, J. Standardization of the rainflow counting method for fatigue analysis. Int. J. Fatigue 1994, 16, 287. [Google Scholar] [CrossRef]
- Papuga, J.; Vízková, I.; Lutovinov, M.; Nesládek, M. Mean stress effect in stress-life fatigue prediction re-evaluated. MATEC Web Conf. 2018, 165, 10018. [Google Scholar] [CrossRef] [Green Version]
- Basquin, O.H. The exponential law of endurance tests. Am. Soc. Test. Mater. Proc. 1910, 10, 625–630. [Google Scholar]
- Morrow, J.D. Fatigue properties of metals, section 3.2. In Fatigue Design Handbook; Pub. No. AE-4; SAE: Warrendale, PA, USA, 1968; p. 21. [Google Scholar]
- Goodman, J. Mechanics Applied to Engineering; Longmans, Green and Co.: London, UK, 1919; pp. 631–636. [Google Scholar]
- Chmelko, V. Cyclic anelasticity of metals. Met. Mater. 2014, 52, 353–359. [Google Scholar] [CrossRef] [Green Version]
- Chmelko, V.; Kliman, V.; Garan, M. In-time monitoring of fatigue damage. Procedia Eng. 2015, 101, 93–100. [Google Scholar] [CrossRef] [Green Version]
- Tennyson, R.C.; Don, W.; Cherpillod, T. Monitoring Pipeline Integrity Using Fiber Optic Sensors. In Proceedings of the CORROSION 2005, NACE International, Houston, TX, USA, 3–7 April 2005. [Google Scholar]
- Glisic, B. Comparative study of distributed sensors for strain monitoring of pipelines. Geotech. Eng. 2019, 50, 28–35. [Google Scholar]
- Hoffmann, K. Eine Einfuh-rung in die Technik des Messens mit Dehnungsmessstreifen; HBM: Darmstadt, Germany, 2012. [Google Scholar]
- Šulko, M.; Garan, M.; Chmelko, V. PUV 5017-2015, G01L 1/22; Industrial Property Office: Banská Bystrica, Slovakia, 2015. [Google Scholar]
- National Research Council Canada. Metallic corrosion. In Proceedings of the 9th International Congress on Metallic Corrosion, Toronto, ON, Canada, 3–7 June 1984. [Google Scholar]
- Chmelko, V.; Berta, I. Analytical Solution of the Pipe Burst Pressure Using Bilinear Stress-Strain Model and Influence of Corrosion Defects on it. Procedia Struct. Integr. 2019, 18, 600–607. [Google Scholar] [CrossRef]
- ASME B31.G. Manual for Determining the Remaining Strength of Corroded Pipelines; ASME: New York, NY, USA, 2009. [Google Scholar]
- DNV RP F101-Parts A & B: Corroded Pipelines; Det Norske Veritas AS: Oslo, Norway, 2015.
- Cosham, A.; Hopkins, P. The Pipeline Defect Assessment Manual (PDAM); Penspen Ltd.: London, UK, 2003. [Google Scholar]
- Nanney, S. Pipeline Safety Update; NAPCA Workshop: Houston, TX, USA, 2012. [Google Scholar]












© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chmelko, V.; Garan, M.; Šulko, M.; Gašparík, M. Health and Structural Integrity of Monitoring Systems: The Case Study of Pressurized Pipelines. Appl. Sci. 2020, 10, 6023. https://doi.org/10.3390/app10176023
Chmelko V, Garan M, Šulko M, Gašparík M. Health and Structural Integrity of Monitoring Systems: The Case Study of Pressurized Pipelines. Applied Sciences. 2020; 10(17):6023. https://doi.org/10.3390/app10176023
Chicago/Turabian StyleChmelko, Vladimír, Martin Garan, Miroslav Šulko, and Marek Gašparík. 2020. "Health and Structural Integrity of Monitoring Systems: The Case Study of Pressurized Pipelines" Applied Sciences 10, no. 17: 6023. https://doi.org/10.3390/app10176023