1. Introduction
Energy demand has gradually increased from the last decade because of the economic development and population growth around the world [
1]. Liquefied natural gas (LNG) is becoming a primary energy resource in the global energy market owing to its cleanness, ease of transportability, and lower greenhouse gas emissions compared to other fossil fuels [
2]. These positive advantages of LNG have attracted considerable attention in view of the current energy crisis.
Liquefying natural gas and pipeline transportation are two major methods for transporting natural gas. However, the pipeline method is not economical for long-distance transportation because of unstable gas flow rates [
3]. Therefore, liquefying natural gas can be the best method to transport natural gas across the ocean.
The international gas union reported that various countries are constructing LNG liquefaction plants because of their rapidly growing reliance on natural gas from Asia to America [
4]. Thus far, centralized large-capacity LNG liquefaction plants have been widely used; however, there has been an increasing interest toward distributed LNG liquefaction systems because of isolated small natural gas reservoirs [
3], energy supply to isolated areas, and LNG bunkering systems [
5]. Distributed LNG liquefaction plants can be classified into small-scale liquefaction plants with capacities of less than 40 million standard cubic feet per day or about 700 tonne per day (tpd) [
6]. To satisfy the growing demand of LNG, movable and economically efficient small-scale LNG processes such as single mixed refrigerant (SMR) process and expander cycle have been studied [
7].
Energy and exergy efficiencies are key factors for evaluating the performance of small-scale LNG processes [
8]. Khan and Lee employed particle swarm optimization (PSO) on the SMR process to enhance exergy efficiency, and the result of enhanced exergy efficiency was 50.77% after optimization [
9]. Qyyum et al. [
10] proposed a dual effect SMR (DSMR) LNG liquefaction cycle that has relatively lower cost and energy efficiencies. The DSMR process uses a SMR loop that separates into dual cooling and subcooling loops, and it can replace the classical dual mixed refrigerant process. Further, they reported that the exergy efficiency of the DSMR process is 36.62% and the total annualized cost is 1565 MM USD/year. Qyyum et al. [
11] attempted to replace a Joule-Thomson (JT) valve with a hydraulic turbine (HT) in the SMR process to improve energy and exergy efficiencies. The energy consumption reduced up to 16.5% and the exergy efficiency can be improved up to 10.95% compared to the conventional SMR process. The effect of the number of mixed refrigerant (MR) components in the SMR process was investigated by Tianbiao et al.; they concluded that energy and exergy efficiencies increased with an increase in the number of MR components [
12]. Qyyum et al. [
13] proposed a hybrid modified coordinate descent (HMCD) algorithm to optimize the SMR process. They compared the optimization performance of the HMCD to other optimization algorithms such as PSO, knowledge-based optimization, and genetic algorithm. The HMCD showed better performance in terms of energy savings and coefficient of performance compared to other optimization algorithms.
Although the SMR process has higher energy and exergy efficiency compared to the nitrogen expansion cycle, the nitrogen expansion cycle is suited for small-scale LNG liquefaction because it is more safe and easy to operate [
14]. The nitrogen expansion cycle has been studied by several researchers. He and Ju [
15] proposed a novel conceptual design of parallel nitrogen expansion liquefaction for small-scale plants. They installed expanders in parallel to reduce the temperature difference, which can help achieve high exergy efficiencies. Thus, their proposed process could reduce the unit energy consumption by 4.69% compared to the conventional nitrogen expansion liquefaction. Further, He and Ju [
16] investigated the performance of the two different refrigerants (R410a and propane) for pre-cooling the nitrogen expansion cycle. They optimized three different processes using specific energy consumption as the objective function and proved that nitrogen expansion with the R410a pre-cooling cycle is better than that with or without the propane pre-cooling cycle. Yuan et al. [
17] proposed a novel small-scale liquefaction that uses single nitrogen expansion with a carbon dioxide pre-cooling cycle. They compared the energy consumption of the proposed process with three different small-scale LNG liquefaction cycles such as a propane pre-cooling MR cycle, an N
2-CH
4 expander cycle, and a modified mixed refrigerant cycle (MRC). They concluded that the proposed cycle achieved the lowest energy consumption (9.90 kWh/kmol) among all compared processes and insisted on the advantages of considerable stability and simple capability of their process. Qyyum et al. [
18] proposed the closed-loop self-cooling recuperative N
2 expander cycle, wherein they added a recuperator to the single nitrogen expansion cycle to reduce exergy losses. In addition, after performing optimization configurations of the proposed process, they concluded that a configuration with a natural gas feed expander can save up to 22.2% of the required energy compared to the base case.
Self-refrigeration LNG liquefaction based on the Linde-Hampson cycle is another improvement in the natural gas liquid (NGL) recovery process [
19]. The gas from the separator is partially vaporized, and this vapor is then used as the refrigerant in the cycle to cool the inlet gas. This process is called self-refrigeration, and it can reduce the refrigeration duty of the cooling cycle and the required amount of refrigerants [
19]. Unfortunately, there have been few studies regarding the self-refrigeration process. The LNG production and transportation company Galileo Technologies developed a small-scale movable LNG liquefaction plant by applying the self-refrigeration technology to their product called Cryobox
®; this is an actual commercialized movable LNG production plant [
20].
Although various studies developed the LNG liquefaction process, only a few studies focus on the leakage problem on the compressors. Previous studies focused on developing new processes with high exergy or energy efficiency, performing optimizations to increase efficiency, or varying the composition of the refrigerant. Ravukumar et al. [
21] pointed out that the potential problem of LNG liquefaction plants is the refrigerant leak from the compressors. Further, the leakage problem can cause considerable problems for entire system, especially in small-scale LNG liquefaction systems where the compressors and seal systems are not leak-tight [
22]. Consequently, the sustainability of the LNG liquefaction plants can be improved by solving this leakage problem. The refrigerant leakage problem can be resolved using a makeup system. Although it is easy for large-scale LNG plants to compensate for the leaked refrigerant using an NGL fractionation unit; this is not an economical option for small-scale LNG plants [
23]. Therefore, small-scale LNG plants or movable LNG plants need to consider extra external makeup facilities for the leaked refrigerant or to use less leaking compressors [
22].
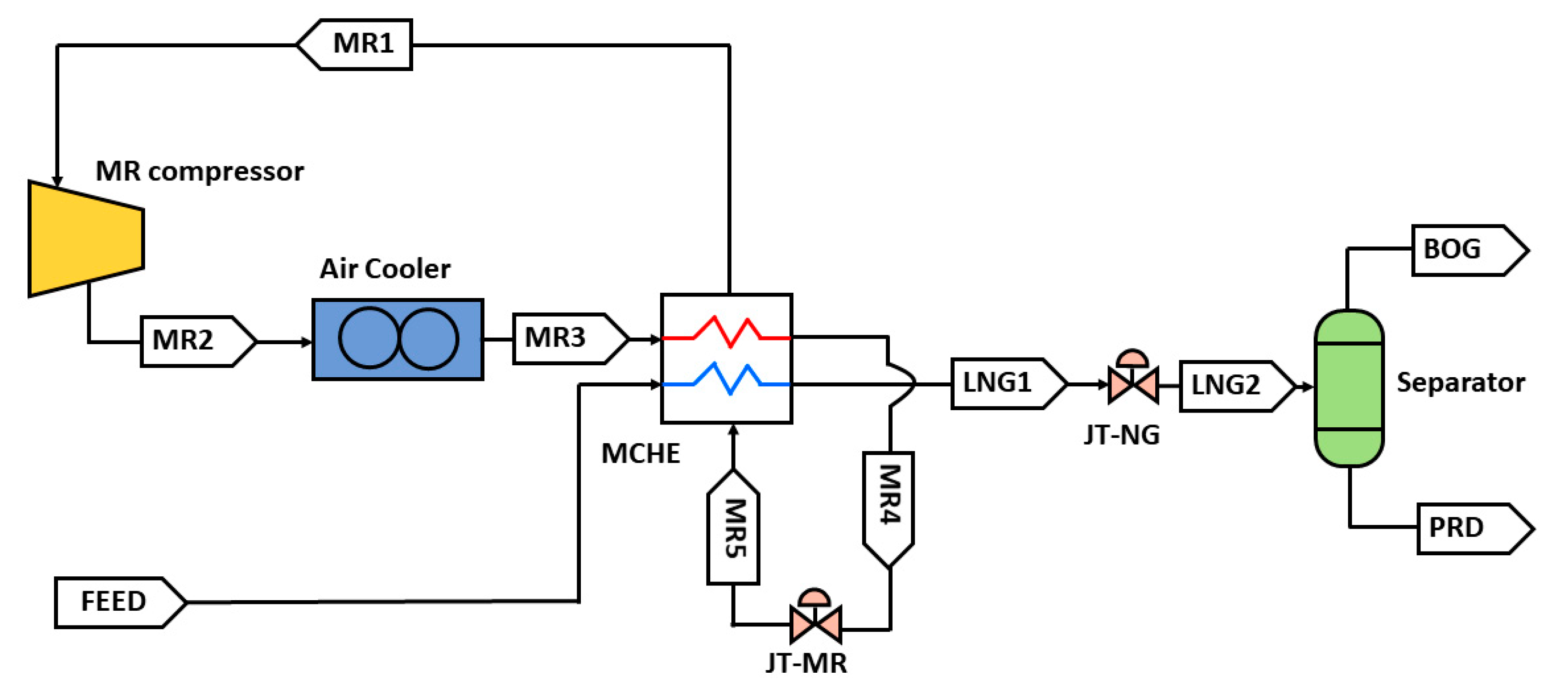
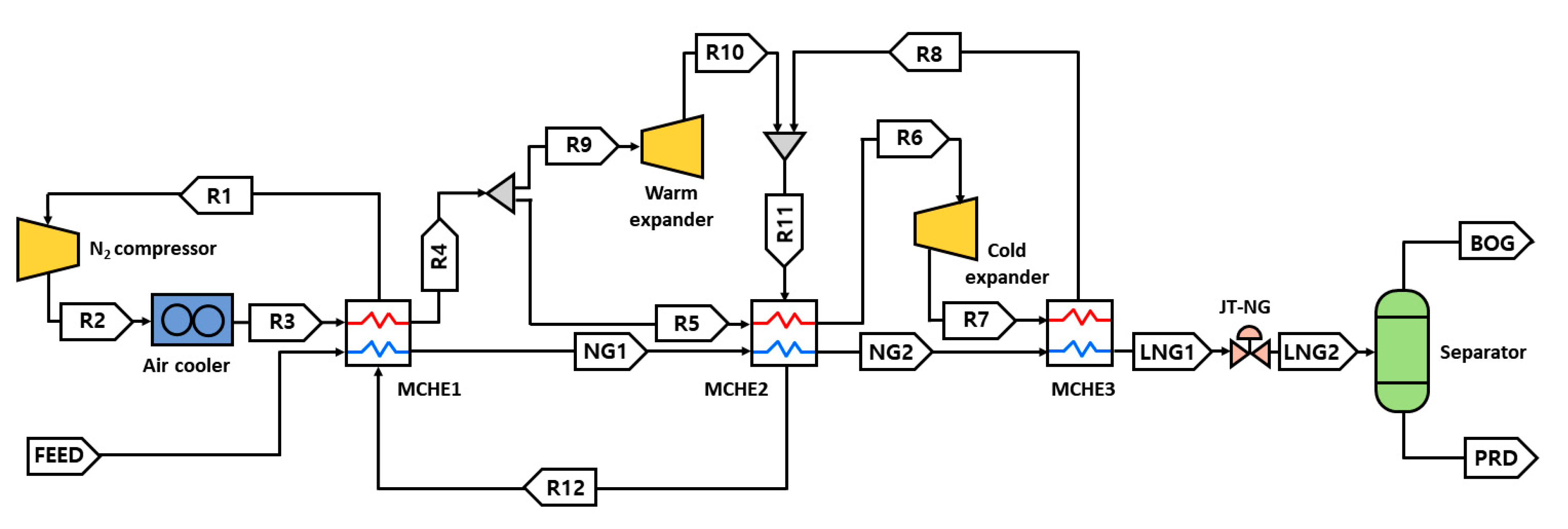
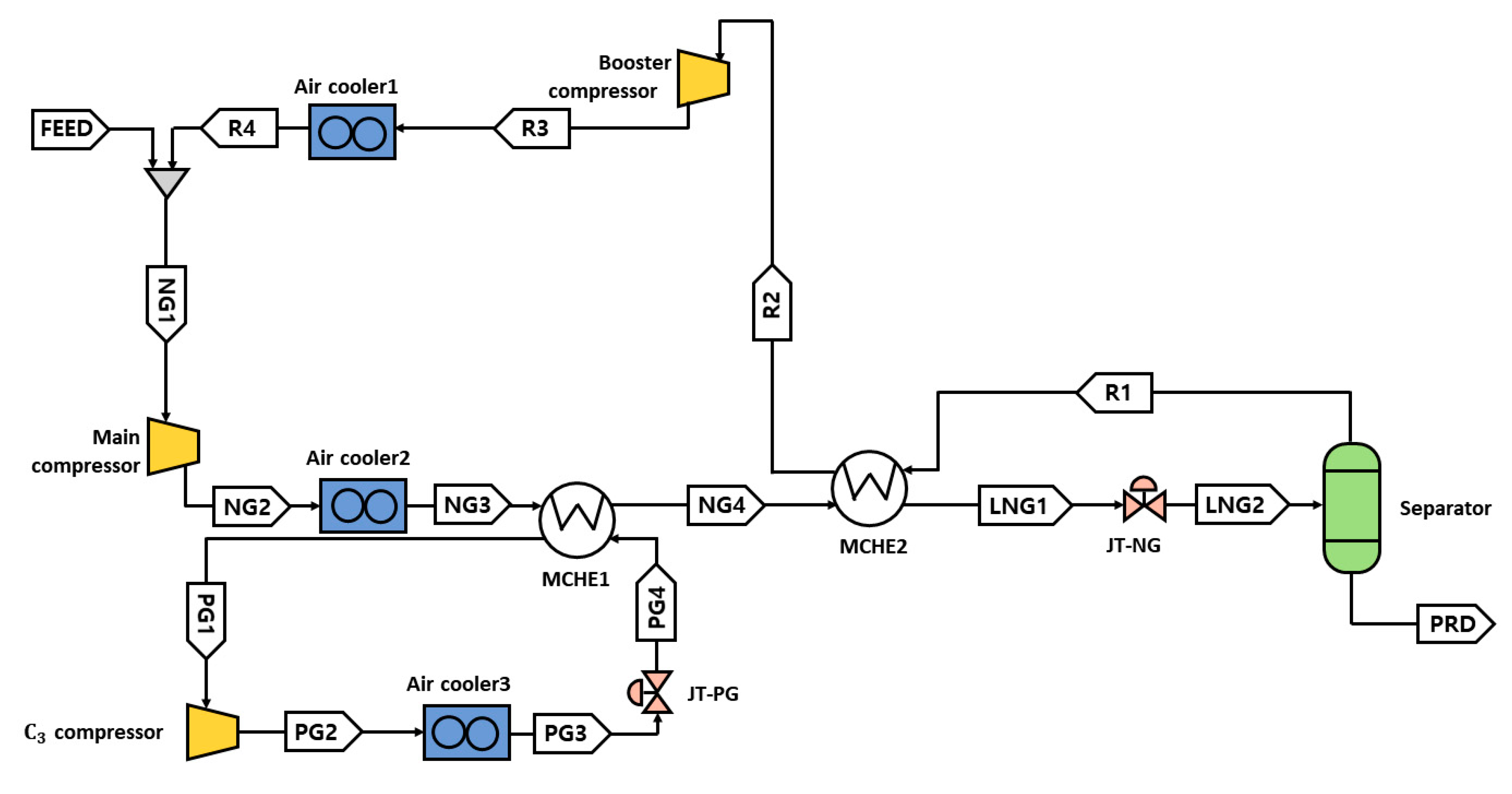
In this study, three LNG liquefaction processes for a small-scale movable LNG liquefaction plant: SMR, dual nitrogen expansion, and propane pre-cooled self-refrigeration are investigated considering compressor leakage. To analyze the thermodynamics and economics, exergy efficiency, and product cost of all three processes are calculated in this study. The product cost of a small-scale movable LNG plant is not very economically favored compared to medium to large-scale businesses. However, small-scale movable LNG plant can be considered the first alternative for businesses that require a lower CAPEX and relatively simple on-site infrastructure [
24]. Therefore, this paper analyzes whether it is reasonable to have a makeup system to resolve the leakage problem in terms of product cost. This paper is expected to provide more realistic insight into small-scale movable LNG liquefaction plants considering leakage problems to meet the growing demand for small-scale movable LNG plants.
The rest of this paper is organized as follows: The process descriptions of the three LNG liquefaction processes are proposed in
Section 2. Further, in this section, the initial conditions of the simulation models and the optimization framework are introduced in detail. Exergy analysis and the cost analysis results are shown with the optimized model in
Section 3. The effect of the refrigerant compositions, ambient temperature, electricity cost, and leakage rate on the thermodynamics and economics are investigated via a sensitivity analysis in
Section 4. Finally, the conclusion of this study is provided in
Section 5.
5. Conclusions
In this study, SMR, dual nitrogen expansion, propane pre-cooled self-refrigeration are investigated for a small-scale movable plant considering the compressor leakage. This paper presents a quantitative investigation of the three processes from the perspectives of exergy efficiency and cost analysis considering leakage problems.
The following conclusions were drawn based on the results of this study.
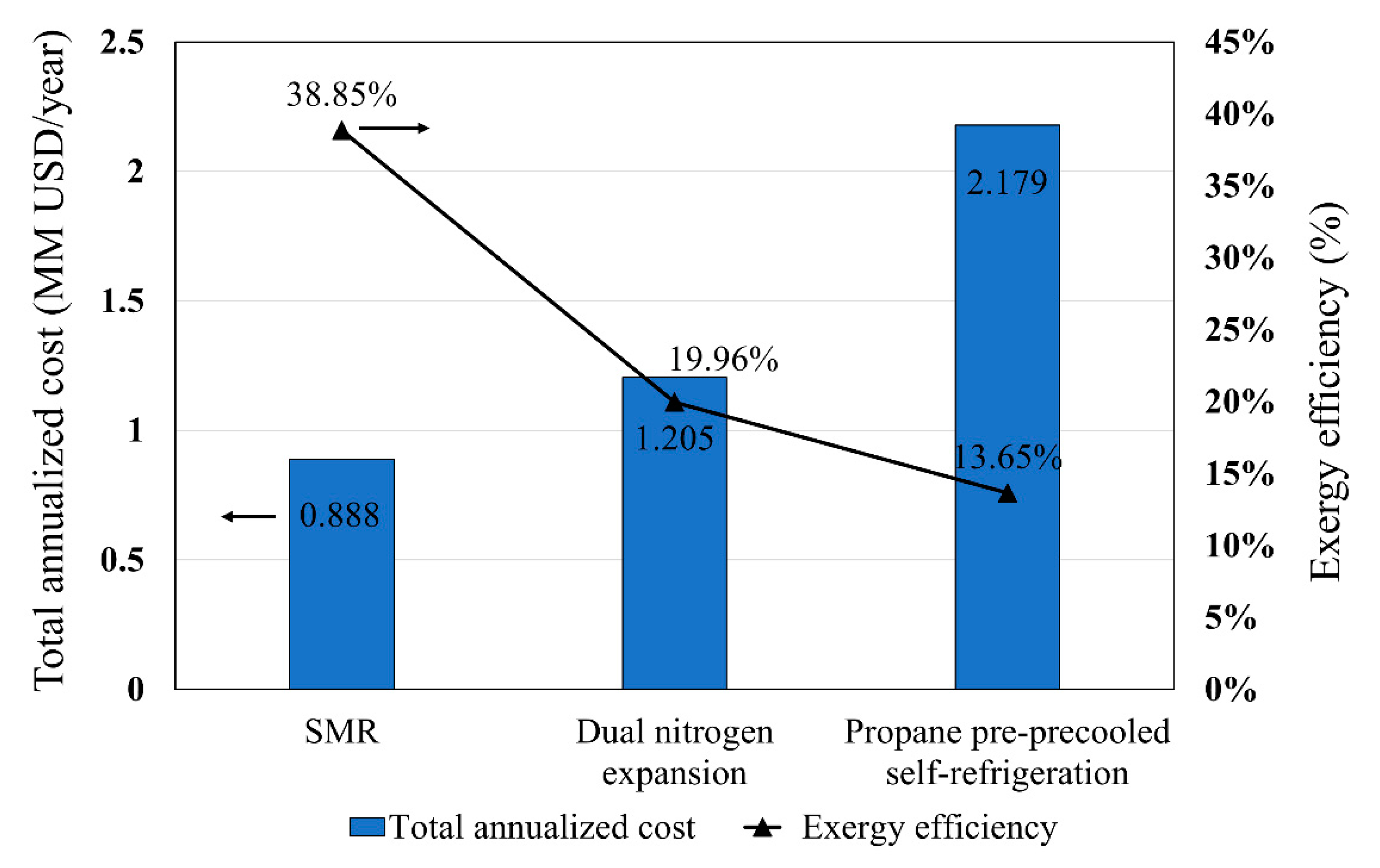
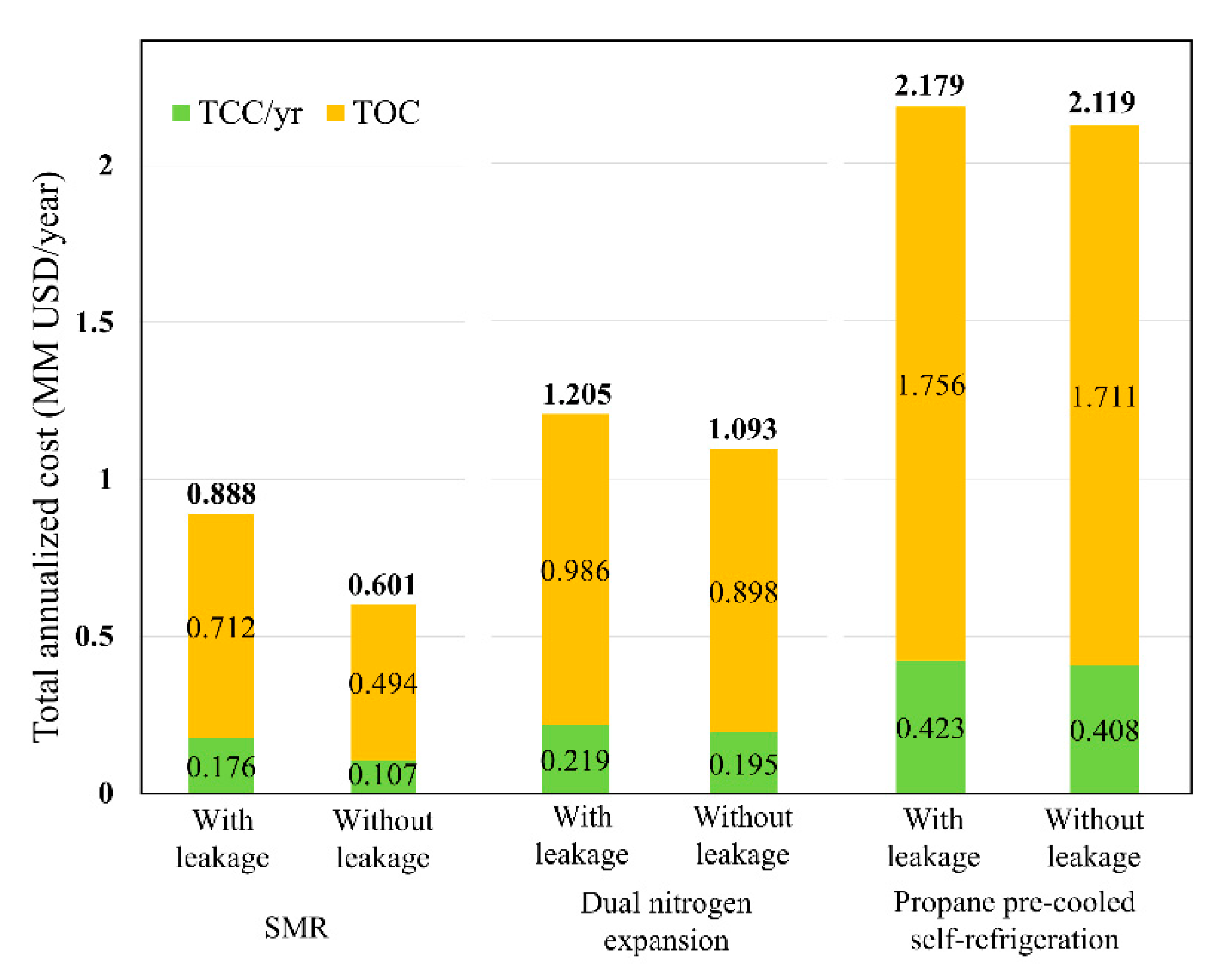
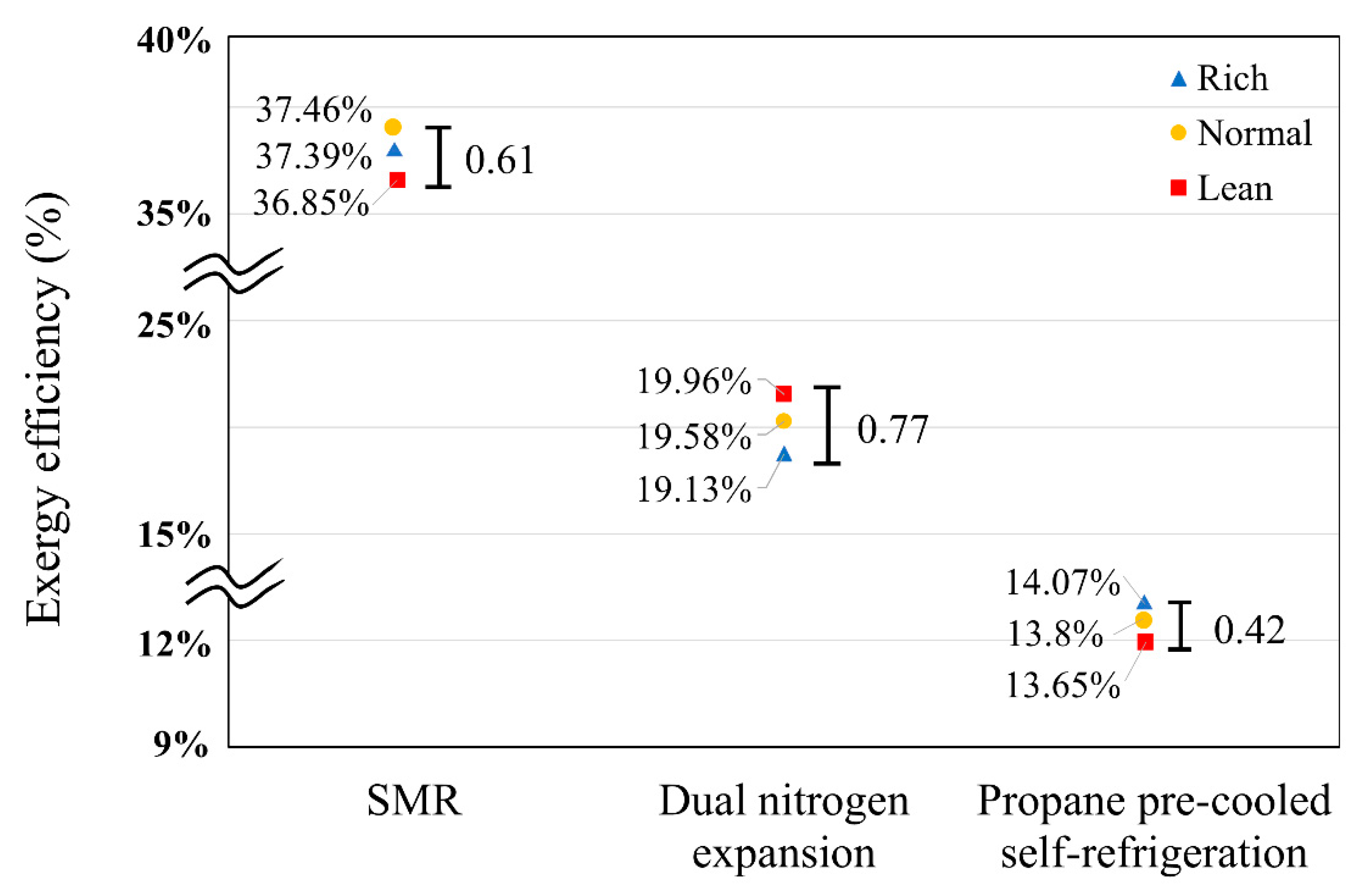
Optimization results indicated that SMR is the most efficient in terms of the exergy efficiency and economics even considering the makeup system. The addition of an extra makeup system significantly affects TAC of SMR compared to those of the others because SMR requires complex makeup facilities because of the MR. Yet, SMR is considered a competitive LNG liquefaction process for movable LNG plants.
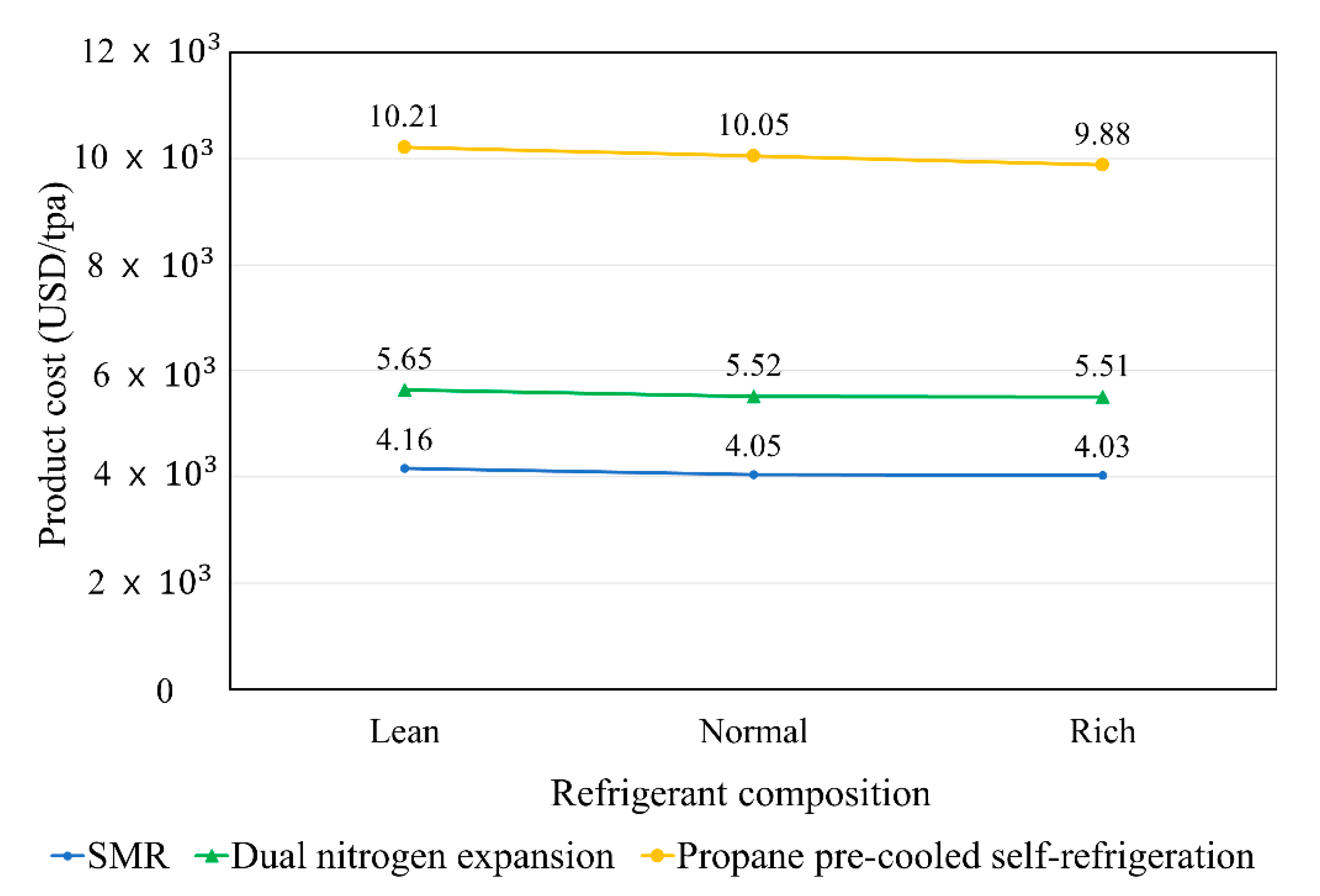
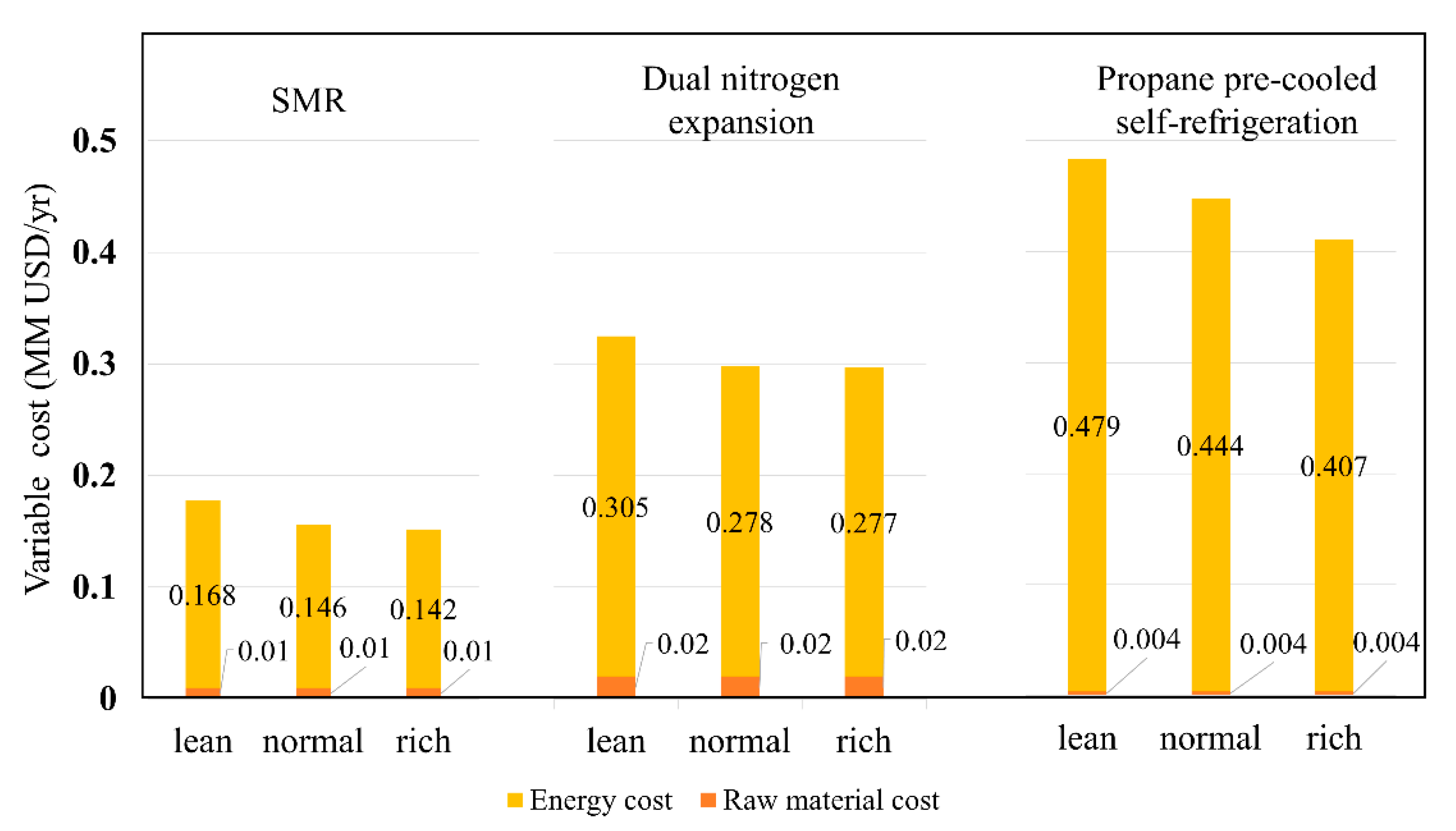
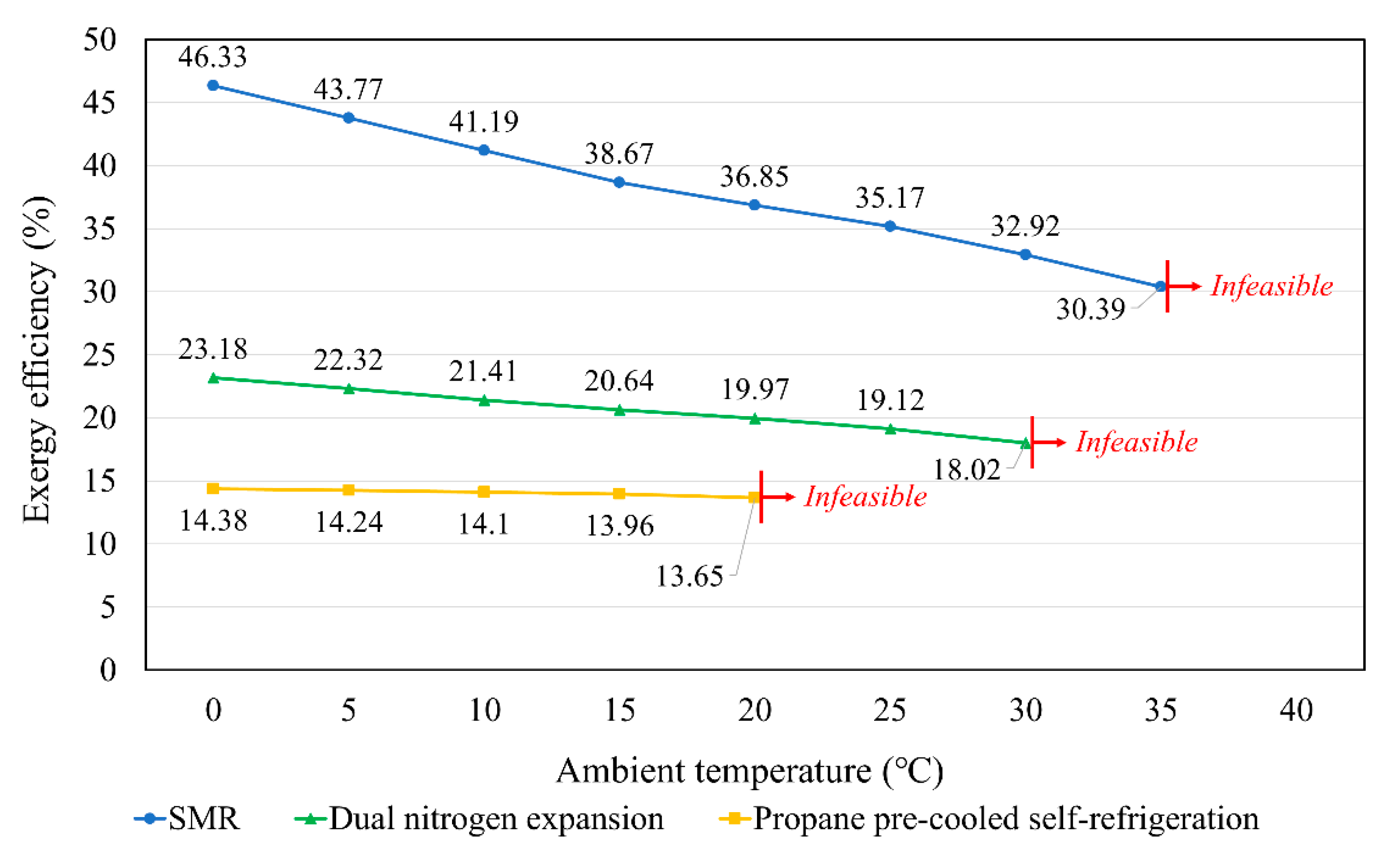
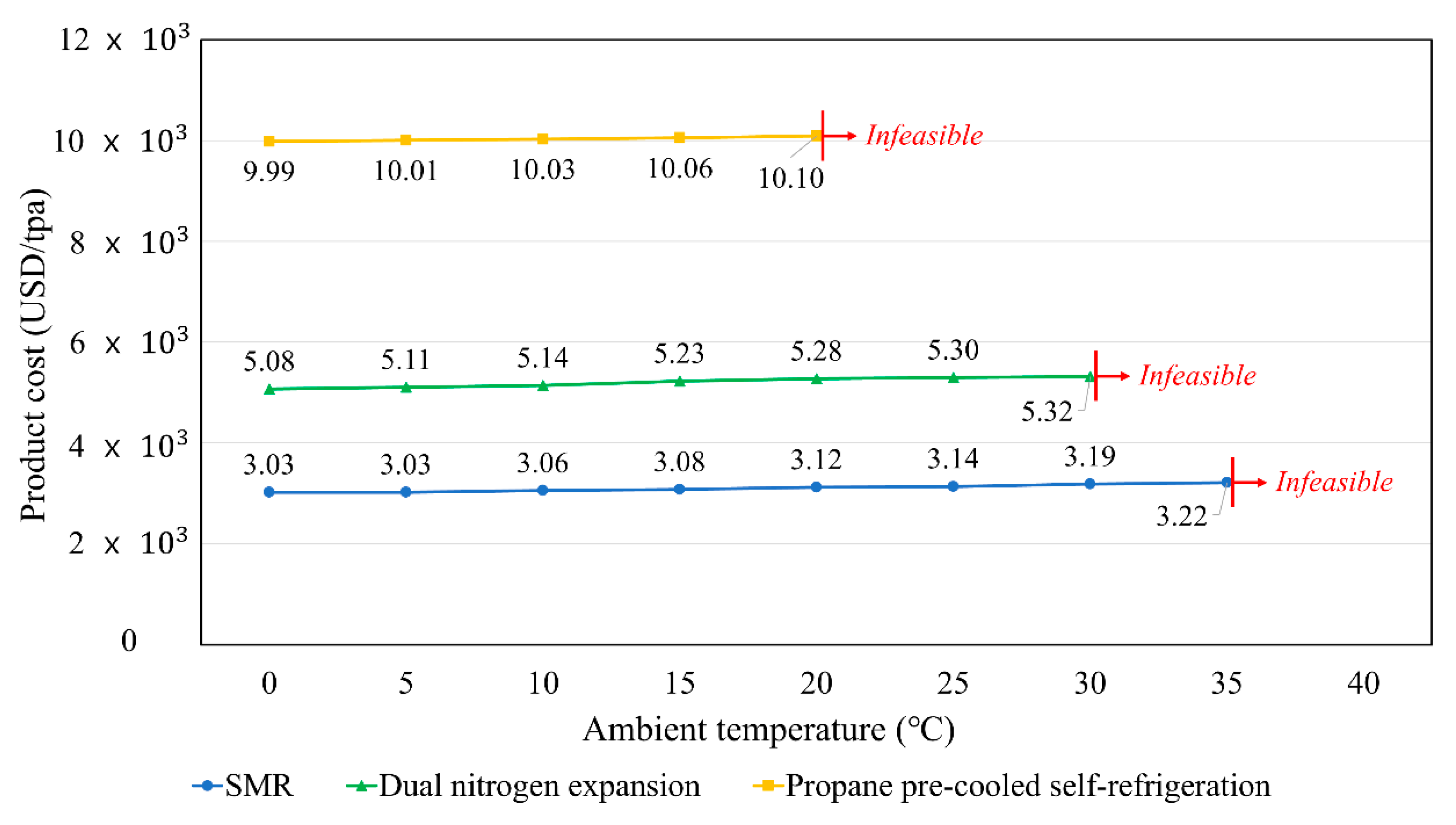
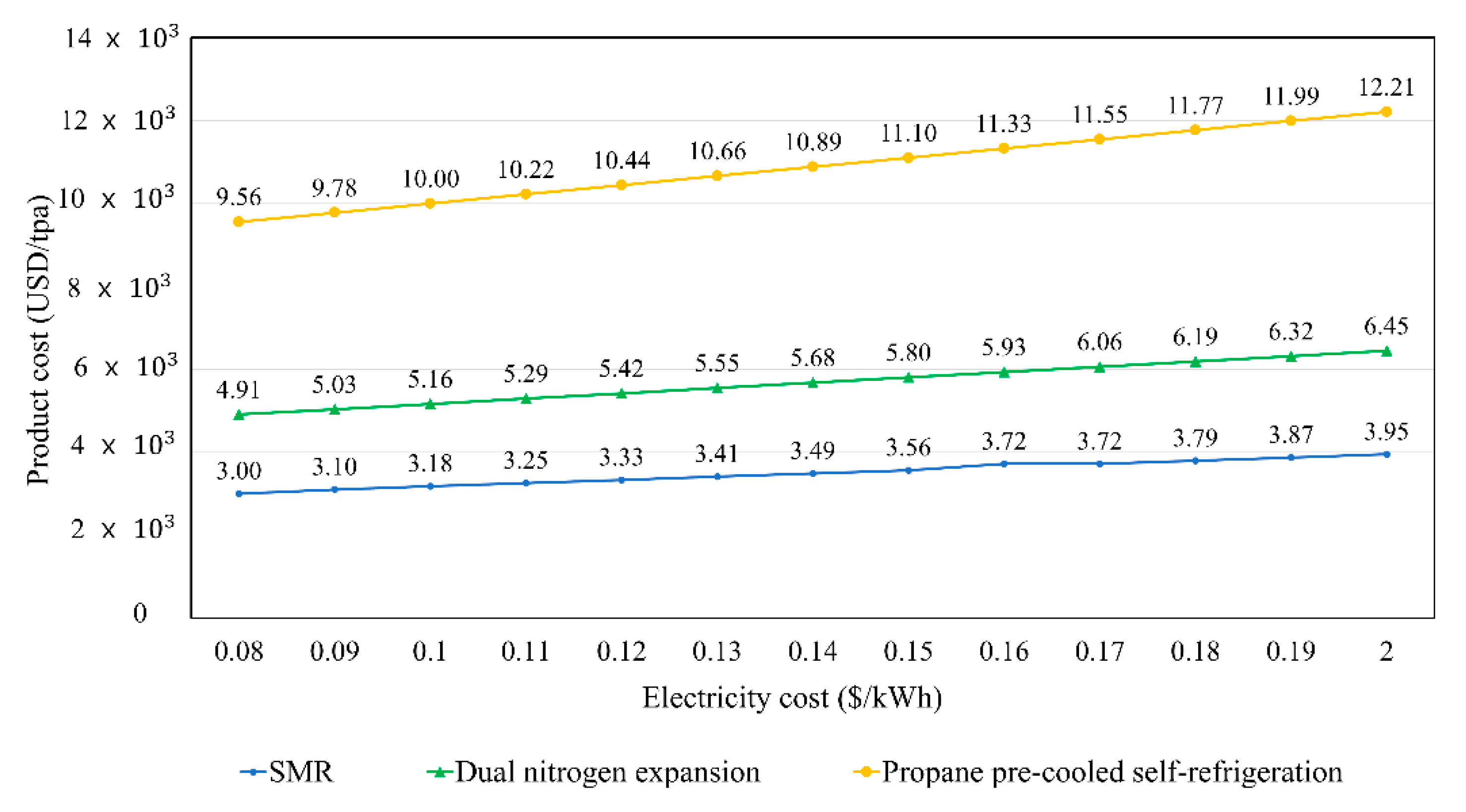
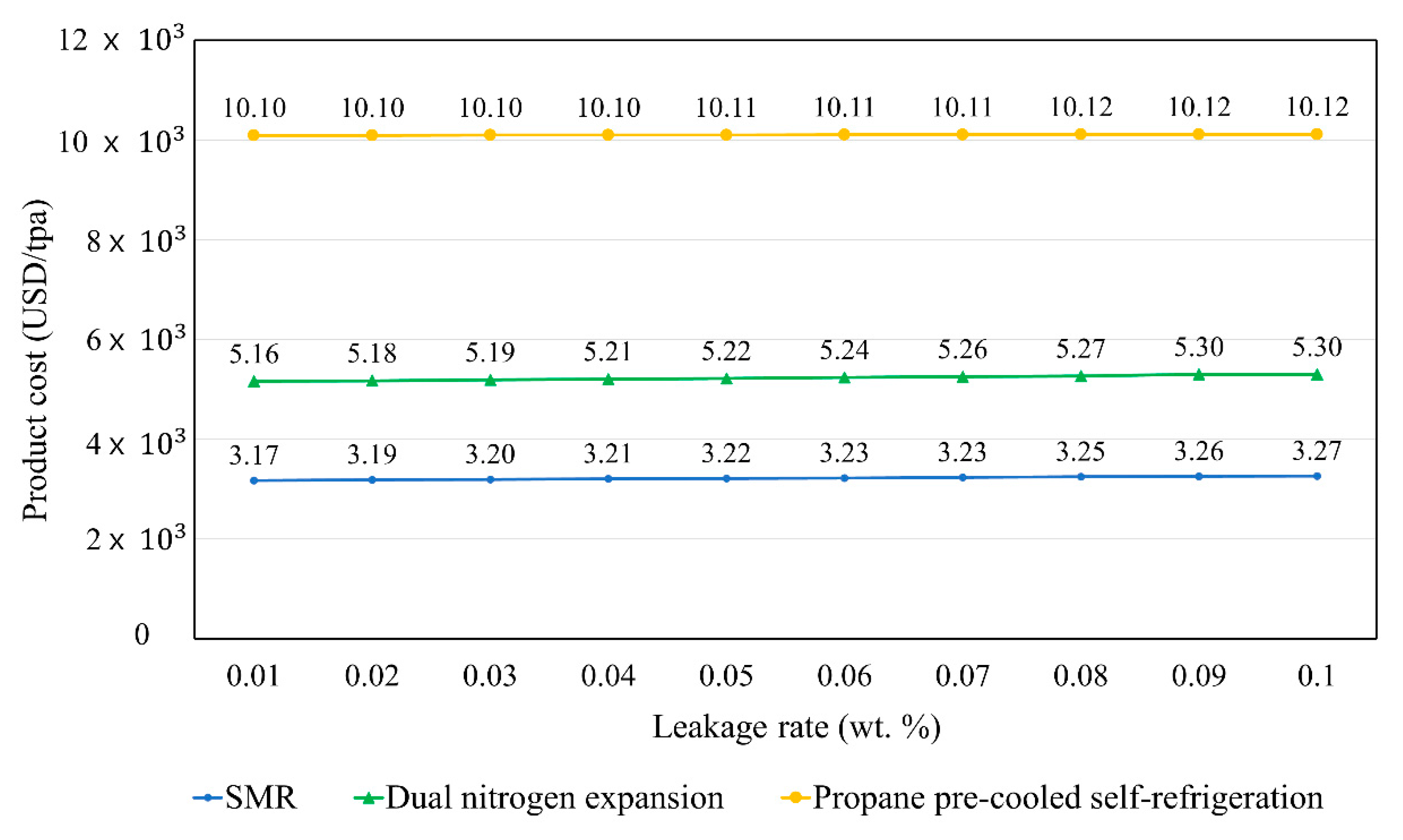
Sensitivity analysis was performed to identify parameters that affect exergy and cost significantly. The results showed that natural gas composition, ambient temperature, and compressor leakage rate does not significantly affect product cost. However, effect of electricity cost on the product cost was found to be significant for all processes.
The effect of ambient temperature is noticeable from the perspective of exergy efficiency because the required energy tends to increase with an increase in ambient temperature. The SMR can operate within a wider range of ambient temperature changes compared to other processes.
This paper revealed that adding an extra external makeup system for small-scale movable LNG liquefaction not only solves the compressor leakage problem but also does not require significant financial expenditure compared to conventional small-scale movable LNG plants. Further, SMR is concluded to be the most suitable process for small-scale movable LNG plants because it exhibits the highest exergy efficiency, the lowest product cost considering makeup facilities, and the widest operation range. In future work, the safety and environmental issues of the refrigerant will be further investigated as these were excluded in this study.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
















