Review of Functionally Graded Thermal Sprayed Coatings

 ,
,  , , ,
, , , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
- Mechanical, by action of abrasion, erosion, or friction of external bodies;
- Physical, and in particular, thermophysical, by submitting the substrate to high temperature and to intensive heat flux;
- Chemical or biochemical, by reaction of external compounds with substrate.
2. Spray Techniques and Feedstock Used to Deposit Functionally Graded Coatings
2.1. Atmospheric Plasma Spraying (APS)
- Electrical power;
- Flow rate of the plasma gases;
- Feed-rate of used powder and its size distribution (most frequently, the particles sizes are in the range from 20 up to 90 microns);
- Relative speed velocity of plasma torch with regards to the substrate [10].
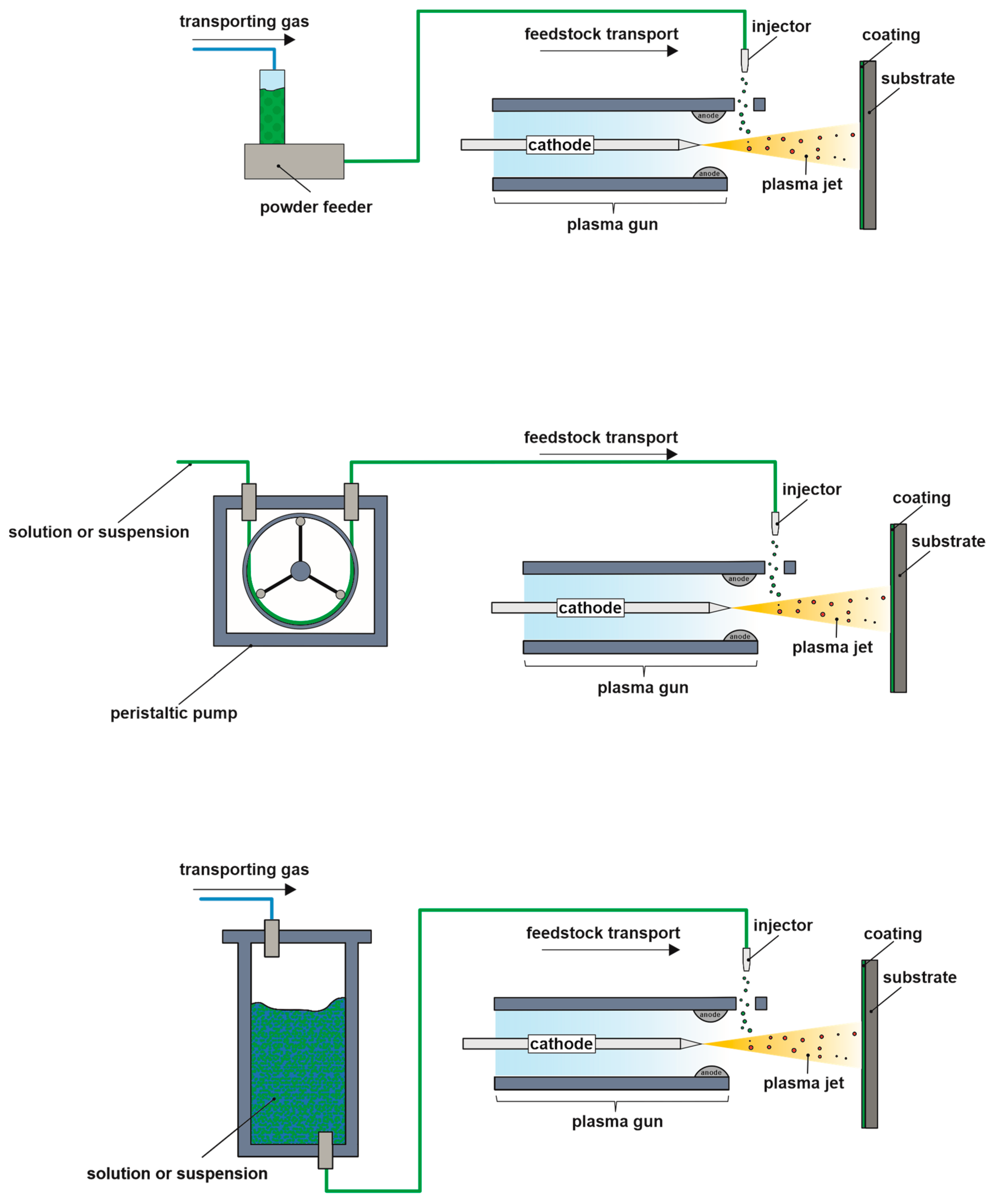
2.2. Suspension Plasma Spraying (SPS)
- Feedstock transport from feeder to torch or gun is easy and may be realized under action of compressed gas pushing the liquid;
- Injection may be realized by atomized or continuous liquid stream (see Figure 4), creating the possibility to influence the coating’s microstructure;
- Fine powders may be more easily introduced to flame or jet in form of droplets;
- Solvent may provide some protection for fine particles against a direct contact with high temperature of flame or jet.
- Roughness of coating’s surface may vary in a very broad range (as reported in [35], Ra values may be between 1.6 and 14.1 µm);
2.3. Solution Precursor Plasma Spraying
2.4. High Velocity Oxy-Fuel and High Velocity Air-Fuel Spraying
2.5. Low Pressure Cold Spraying and High Pressure Cold Spraying
2.6. Post Spray Treatment
2.6.1. Mechanical Treatment
2.6.2. Heat Treatment
2.6.3. Chemical Treatment
2.6.4. Physical Treatment
2.6.5. Combined Treatment
2.7. Feedstock Used in Thermal Spray Processes
- Pre-agglomeration of very fine particles (see Figure 12) into micrometric powders and then careful control of spray parameters in order to melt the powder outer surface only to preserve fine-grained structure of the particles core;
- The use of a new class of liquid feedstocks, namely suspensions and solution, to change the interaction between the hot gases and feedstock in the way to enable obtaining finely grained coatings.
3. Principal Properties of Thermal Spray Coatings and Methods of Their Characterizations
3.1. Mechanical Properties
3.1.1. Adhesion (Bond Strength of Sprayed Coatings)
3.1.2. Hardness Measurements
3.1.3. Elastic Properties
3.1.4. Fracture Toughness
3.1.5. Tribological Properties
3.2. Physical Properties
3.3. Bioactivity and Simulated Body Fluid Corrosion Resistance
3.3.1. Corrosion Resulting from Immersion in Simulated Body Fluid
3.3.2. Immersing in Cell culture Medium
4. Major Applications of Functionally Graded Coatings
4.1. Thermal Barrier Coatings
- First concept consists of gradual change from fracture-resistant BC layer to heat-resistant TC layer by initial mixing the feedstock powders or by injecting feedstock by different injectors. It resulted in a significant decrease of residual stresses and in improvement of adhesion between subsequent layers leading to the long-term performance of TBC [249]. The concept could be realized by mixing the zirconia and MCrAlY alloy powders and then spraying the mixtures [293,294]. The authors found out that some interlamellar discontinuities were formed in the final structure because of different properties of the mixed feedstock. Other authors used the mechanically pre-alloyed MCrAlY and 8YSZ powders with different ratios. The APS deposition of powders prepared in that way enabled high deposition rate, uniform coating density, and chemical homogeneity to be achieved [249,295]. The use of two injectors for 8YSZ and MCrAlY powders separately was another idea [296,297]. The coatings sprayed in this way were almost crack-free and their chemical composition changed gradually across the thickness without a distinct interface between layers. A new idea is the deposition of functionally graded TBCs using spraying of hybrid powder-suspension feedstock [44]. The authors report about gradual change of TBC microstructure from dense bond coat to columnar top coat. The TBC showed high resistance against oxidation at high-temperature test and high resistance against thermal shocks.
- Second concept consists of gradual change of chemical composition in TC. At least two different ceramics are used as layers. The outer one made of ceramics with high phase stability and low thermal conductivity, like e.g., alumina. The bottom ceramic layer should have high toughness, high fatigue performance, and low thermal conductivity. This specification corresponds to e.g., yttria stabilized zirconia such as 8YSZ [298,299].
4.2. Biomedical
4.3. Photo-Catalysis
4.4. Applications in Printing Industry (Corona and Anilox Rolls)
4.5. Other Applications
5. Perspectives of Development of Functionally Graded Coatings
5.1. Polymers as Substrates
5.2. New Applications of FGC
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| Abbreviations | |
| 7YSZ or 8YSZ | ZrO2 + 7 or 8 wt.% Y2O3 |
| APS | atmospheric plasma spraying |
| ASTM | American Society of Testing Materials |
| BC | bond coat |
| BSE | back scattered electrons |
| CGSM | cold gas spray method |
| CTE | coefficient of thermal expansion |
| CVD | chemical vapor deposition |
| CYSZ | ceria and yttria stabilized zirconia |
| FGC | functionally graded coatings |
| FSP | friction stir processing |
| HA | hydroxyapatite |
| HCPD | high-pressure cold spraying |
| HIP | hot isostatic pressing |
| HVAF | high velocity air fuel |
| HVOF | high velocity oxy- fuel |
| HVSFS | high velocity suspension flame spraying |
| IIT | instrumented indentation test |
| ISO | International Standard Organization |
| LPCS | low pressure cold spraying |
| MMC | metal matrix composites |
| PEEK | polyether ether ketone |
| PMC | polymer matrix composite |
| PVD | physical vapor deposition |
| SEM | scanning electron microscope |
| SPPS | solution precursor plasma spraying |
| SBF | simulated body fluid |
| SPS | suspension plasma spraying |
| TAT | tensile adhesion test |
| TBC | thermal barrier coating |
| TGO | thermally grown oxide |
| TC | top coat |
| TS | thermal spraying |
| UV | ultraviolet |
| YSZ | yttria stabilized zirconia |
| Symbols | |
| Ev | evaporated gas |
| GIc | energy release rate |
| HV | Vickers microhardness |
| KIc | fracture toughness |
| L | liquid |
| S | solid |
| Tm | melting point |
References
- Pawłowski, L. The Science and Engineering of Thermal Spray Coatings, 2nd ed.; Wiley and Sons: Chichester, UK, 2008. [Google Scholar]
- Zhang, T.; Gawne, D.T.; Bao, Y. The influence of process parameters on the degradation of thermally sprayed polymer coatings. Surf. Coat. Technol. 1997, 96, 337–344. [Google Scholar] [CrossRef]
- Leivo, E.; Wilenius, T.; Kinos, T.; Vuoristo, P.; Mäntylä, T. Properties of thermally sprayed fluoropolymer PVDF, ECTFE, PFA and FEP coatings. Prog. Org. Coat. 2004, 49, 69–73. [Google Scholar] [CrossRef]
- Website of Research and Markets. Thermal Spray Coating Market by Material, Process and End-Use Industry: Opportunity Analysis and Industry Forecast, 2019–2026. Available online: https://www.researchandmarkets.com/reports/5031511/thermal-spray-coating-market-by-material-process?utm_source=MC&utm_medium=Email&utm_code=mzr1whfdt&utm_ss=29&utm_campaign=1399699+-+Thermal+Spray+Coating+Market+(2019-2026)&utm_exec=adke277mtd (accessed on 24 June 2020).
- Giannini, G.; Ducati, A. Plasma Stream Apparatus and Method. U.S. Patent 2 922 869, 31 January 1960. [Google Scholar]
- Gage, R.M.; Nestor, D.M.; Yenni, Y.M. Collimated Electric Arc Powder Deposition Process. U.S. Patent 3 016 447, 12 December 1962. [Google Scholar]
- Heimann, R.B. Plasma Spray Coatings, Principles and Applications, 2nd ed.; Wiley: Oxford, UK, 2008. [Google Scholar]
- Pawlowski, L. Finely grained nanometric and submicrometric coatings by thermal spraying: A review. Surf. Coat. Technol. 2008, 202, 4318–4328. [Google Scholar] [CrossRef]
- Pateyron, B.; Elchinger, M.F.; Delluc, G.; Fauchais, P. Thermodynamic and transport properties of Ar-H2 and Ar-He plasma gases used for spraying at atmospheric pressure. I: Properties of the mixtures. Plasma Chem. Plasma Process. 1992, 12, 421–448. [Google Scholar] [CrossRef]
- Fauchais, P.L.; Heberlein, J.V.R.; Boulos, M.I. Thermal Spray Fundamentals, from Powder to Part; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Thirumalaikumarasamy, D.; Shanmugam, K.; Balasubramanian, V. Effect of atmospheric plasma spraying parameters on porosity level of alumina coatings. Surf. Eng. 2012, 28, 759–766. [Google Scholar] [CrossRef]
- Rico, A.; Salazar, A.; Escobar, M.E.; Rodriguez, J.; Poza, P. Optimization of atmospheric low-power plasma spraying process parameters of Al2O3-50 wt.% Cr2O3 coatings. Surf. Coat. Technol. 2018, 354, 281–296. [Google Scholar] [CrossRef]
- Łatka, L.; Michalak, M.; Jonda, E. Atmospheric plasma spraying of Al2O3 + 13% TiO2 coatings using external and internal injection system. Adv. Mater. Sci. 2019, 19, 5–17. [Google Scholar] [CrossRef] [Green Version]
- Pawłowski, L. Thermal spray coatings. In Encyclopedia of Composites; Nicolais, L., Borzacchiello, A., Eds.; Wiley and Sons: Chichester, UK, 2012; pp. 3014–3034. [Google Scholar]
- Toma, F.L.; Scheitz, S.; Berger, L.-M.; Sauchuk, V.; Kusnezoff, M.; Thiele, S. Comparative study of the electrical properties and characteristics of thermally sprayed alumina and spinal coatings. J. Therm. Spray Technol. 2011, 20, 195–204. [Google Scholar] [CrossRef]
- Ahn, H.S.; Kwon, O.K. Tribological behavior of plasma-sprayed chromium oxide coating. Wear 1999, 225–229, 814–824. [Google Scholar] [CrossRef]
- Łatka, L.; Szala, M.; Michalak, M.; Pałka, T. Impact of atmospheric plasma spray parameters on cavitation erosion resistance of Al2O3-13% TiO2 coatings. Acta Phys. Pol. A 2019, 136, 342–347. [Google Scholar] [CrossRef]
- Zeng, Y.; Lee, S.W.; Ding, C. Study on plasma sprayed boron carbide coating. J. Therm. Spray Technol. 2002, 11, 129–133. [Google Scholar] [CrossRef]
- Li, H.J.; Fu, Q.G.; Yao, D.J.; Wang, Y.J.; Ma, C.; Wei, J.F.; Han, Z.H. Microstructures and ablation resistance of ZrC coating for SiC-coated carbon/carbon composites prepared by supersonic plasma spraying. J. Therm. Spray Technol. 2011, 20, 1286–1291. [Google Scholar]
- Ageorges, H.; Ctibor, P.; Medarhri, Z.; Touimi, S.; Fauchais, P. Influence of the metallic matrix ratio on the wear resistance (dry and slurry abrasion) of plasma sprayed cermet (chromia/stainless steel) coatings. Surf. Coat. Technol. 2006, 201, 2006–2011. [Google Scholar] [CrossRef]
- Basak, A.K.; Achanta, S.; Celis, J.P.; Vardavoulias, M.; Matteazzi, P. Structure and mechanical properties of plasma sprayed nanostructured alumina and FeCuAl-alumina cermet coatings. Surf. Coat. Technol. 2008, 202, 2368–2373. [Google Scholar] [CrossRef]
- Hashemi, S.M.; Enayati, M.H.; Fathi, M.H. Plasma spray coatings of Ni-Al-SiC composite. J. Therm. Spray Technol. 2009, 18, 284–291. [Google Scholar] [CrossRef]
- Michalak, M.; Łatka, L.; Sokołowski, P.; Niemiec, A.; Ambroziak, A. The microstructure and selected mechanical properties of Al2O3 + 13 wt.% TiO2 plasma sprayed coatings. Coatings 2020, 10, 173. [Google Scholar] [CrossRef] [Green Version]
- Fauchais, P.; Montavon, G.; Bertrand, G. From powders to thermally sprayed coatings. J. Therm. Spray Technol. 2009, 19, 56–80. [Google Scholar] [CrossRef] [Green Version]
- Kopp, G.; Baumann, I.; Vogli, E.; Tillmann, W.; Weihs, C. Desirability-based multi-criteria optimization of HVOF spray experiments. In Classification as a Tool for Research; Locarek-Junge, H., Weihs, C., Eds.; Springer: Berlin/Heidelberg, Germany, 2010; pp. 811–818. [Google Scholar]
- Gitzhofer, F.; Bouyer, E.; Boulos, M.I. Suspension Plasma Spray. U.S. Patent US5609921 A, 26 August 1997. [Google Scholar]
- Sokołowski, P.; Pawłowski, L. Review of recent studies on suspension plasma sprayed ZrO2 coatings. In Advances in Materials Science Research; Wythers, M.C., Ed.; Nova: New York, NY, USA, 2016; Volume 26, pp. 137–181. [Google Scholar]
- Ganvir, A.; Curry, N.; Markocsan, N.; Nylén, P.; Toma, F.-L. Comparative study of suspension plasma sprayed and suspension high velocity oxy-fuel sprayed YSZ thermal barrier coatings. Surf. Coat. Technol. 2015, 268, 70–76. [Google Scholar] [CrossRef]
- Berghaus, J.O.; Marple, B.; Moreau, C. Suspension plasma spraying of nanostructured WC-12Co coatings. J. Therm. Spray Technol. 2006, 15, 676–681. [Google Scholar] [CrossRef] [Green Version]
- Sokołowski, P.; Nylen, P.; Musalek, R.; Łatka, L.; Kozerski, S.; Dietrich, D.; Lampke, T.; Pawłowski, L. The microstructural studies of suspension plasma sprayed zirconia coatings with the use of high-energy plasma torches. Surf. Coat. Technol. 2017, 318, 250–261. [Google Scholar] [CrossRef]
- Bacciochini, A.; Montavon, G.; Ilavsky, J.; Denoirjean, A.; Fauchais, P. Porous architecture of SPS thick YSZ coatings structured at the nanometer scale (~50 nm). J. Therm. Spray Technol. 2010, 19, 198–206. [Google Scholar] [CrossRef]
- Klement, U.; Ekberg, J.; Creci, S.; Kelly, S.T. Porosity measurements in suspension plasma sprayed YSZ coatings using NMR cryoporometry and X-ray microscopy. J. Coat. Technol. Res. 2018, 15, 753–757. [Google Scholar] [CrossRef] [Green Version]
- Curry, N.; VanEvery, K.; Snyder, T.; Susnjar, J.; Björklund, S. Performance testing of suspension plasma sprayed thermal barrier coatings produced with varied suspension parameters. Coatings 2015, 5, 338–356. [Google Scholar] [CrossRef] [Green Version]
- Znamirowski, Z.; Posadowski, W.; Pawłowski, L.; Cattini, A.; Łatka, L. Electron emission from the zirconium coated suspension plasma sprayed bioglass. Surf. Coat. Technol. 2015, 268, 63–69. [Google Scholar] [CrossRef]
- Sokolowski, P. Properties of Suspension Plasma Sprayed Zirconia Coatings Using Different Plasma Torches. Ph.D. Thesis, University of Limoges, Limoges, France, 2016. [Google Scholar]
- Podlesak, H.; Pawlowski, L.; d’Haese, R.; Laureyns, J.; Lampke, T.; Bellayer, S. Advanced microstructural study of suspension plasma sprayed hydroxyapatite coatings. J. Therm. Spray Technol. 2010, 19, 657–664. [Google Scholar] [CrossRef]
- Kozerski, S.; Pawłowski, L.; Jaworski, R.; Roudet, F.; Petit, F. Two zones microstructure of suspension plasma sprayed hydroxyapatite coatings. Surf. Coat. Technol. 2010, 204, 1380–1387. [Google Scholar] [CrossRef]
- Shahien, M.; Suzuki, M.; Tsutai, Y. Controlling the coating microstructure on axial suspension plasma spray process. Surf. Coat. Technol. 2018, 356, 96–107. [Google Scholar] [CrossRef]
- Fauchais, F.; Vardelle, M.; Coudert, J.F.; Vardelle, A.; Delbos, C.; Fazilleau, J. Thermal plasma deposition from thick to thin coatings and from micro- to nanostructure. Pure Appl. Chem. 2005, 77, 475–485. [Google Scholar] [CrossRef]
- Watanabe, Y.; Sato, H.; Miura-Fujiwara, E. Functionally graded metallic biomaterials. In Advances in Metallic Biomaterials: Processing and Applications; Niinomi, M., Narushima, T., Nakai, M., Eds.; Springer: Berlin/Heidelberg, Germany, 2015; pp. 181–209. [Google Scholar]
- Cattini, A.; Bellucci, D.; Sola, A.; Pawłowski, L.; Cannillo, V. Suspension plasma spraying of optimized functionally graded coatings of bioactive glass/hydroxyapatite. Surf. Coat. Technol. 2013, 236, 118–126. [Google Scholar] [CrossRef]
- Cattini, A.; Bellucci, D.; Sola, A.; Pawłowski, L.; Cannillo, V. Microstructural design of functionally graded coatings composed of suspension plasma sprayed hydroxyapatite and bioactive glass. J. Biomed. Mater. Res. B Appl. Biomater. 2014, 102, 551–560. [Google Scholar] [CrossRef] [Green Version]
- Tomaszek, R.; Pawłowski, L.; Gengembre, L.; Laureyns, J.; Le Maguer, A. Microstructure of suspension plasma sprayed multilayer coatings of hydroxyapatite and titanium oxide. Surf. Coat. Technol. 2007, 201, 7432–7440. [Google Scholar] [CrossRef]
- Björklund, S.; Goel, S.; Joshi, S.V. Function-dependent coating architectures by hybrid powder-suspension plasma spraying: Injector design, processing and concept validation. Mater. Des. 2018, 142, 56–65. [Google Scholar] [CrossRef]
- Wang, C.; Wang, Y.; Fan, S.; You, Y.; Wang, L.; Yang, C.; Sun, X.; Li, X. Optimized functionally graded La2Zr2O7/8YSZ thermal barrier coatings fabricated by suspension plasma spraying. J. Alloys Compd. 2015, 649, 1182–1190. [Google Scholar] [CrossRef]
- Karthikeyan, J.; Berndt, C.C.; Tikkanen, J.; Wang, J.Y.; King, A.H.; Herman, H. Preparation of nanophase materials by thermal spray processing of liquid precursors. Nanostruct. Mater. 1997, 9, 137–140. [Google Scholar] [CrossRef]
- Karthikeyan, J.; Berndt, C.C.; Tikkanen, J.; Wang, J.Y.; King, A.H.; Herman, H. Nanomaterial powders and deposits prepared by flame spray processing of liquid precursors. Nanostruct. Mater. 1997, 8, 61–74. [Google Scholar] [CrossRef]
- Tikkanen, J.; Gross, K.A.; Berndt, C.C.; Pitkanen, V.; Keskinen, J.; Raghu, B.; Rajala, M.; Karthikeyan, J. Characteristic of the liquid flame spray process. Surf. Coat. Technol. 1997, 90, 210–216. [Google Scholar] [CrossRef]
- Karthikeyan, J.; Berndt, C.C.; Tikkanen, J.; Reddy, S.; Herman, H. Plasma spray synthesis of nanomaterial powders and deposits. Mater. Sci. Eng. A 1997, 238, 275–286. [Google Scholar] [CrossRef]
- Karthikeyan, J.; Berndt, C.C.; Reddy, S.; Wang, J.Y.; King, A.H.; Herman, H. Nanomaterial deposits formed by DC plasma spraying of liquid feedstocks. J. Am. Ceram. Soc. 1998, 81, 121–128. [Google Scholar] [CrossRef]
- Pawłowski, L. Application of solution precursor spray techniques to obtain ceramic films and coatings. In Future Development of Thermal Spray Coatings: Types, Designs, Manufacture and Applications; Espallargas, N., Ed.; Elsevier Ltd.: Oxford, UK, 2015; pp. 123–141. [Google Scholar]
- Padture, N.P.; Schlichting, K.W.; Bhatia, T.; Ozturk, A.; Cetegen, B.; Jordan, E.H.; Gell, M.; Jiang, S.; Xiao, T.D.; Strutt, P.R.; et al. Towards durable thermal barrier coatings with novel microstructures deposited by solution precursor plasma spraying. Acta Mater. 2001, 49, 2251–2257. [Google Scholar] [CrossRef]
- Parukuttyamma, S.D.; Margolis, J.; Liu, H.; Grey, C.P.; Sampath, S.; Herman, H.; Parise, J.B. Yttrium aluminum garnet (YAG) films through a precursor plasma spraying technique. J. Am. Ceram. Soc. 2001, 84, 1906–1908. [Google Scholar] [CrossRef]
- Govindarajan, S.; Dusane, R.O.; Joshi, S.V. In situ particles generation and splat formation during solution precursor plasma spraying of yttria stabilized zirconia coatings. J. Am. Ceram. Soc. 2011, 94, 4191–4199. [Google Scholar] [CrossRef]
- Yang, T.; Ma, W.; Meng, X.; Huang, W.; Bai, Y.; Dong, H. Deposition characteristics of CeO2-Gd2O3 co-stabilized zirconia (CGZ) coating prepared by solution precursor plasma spray. Surf. Coat. Technol. 2020, 381, 125114. [Google Scholar] [CrossRef]
- Metcalfe, C.; Lay-Grindler, E.; Kesler, O. Characterization of Ni–YSZ anodes for solid oxide fuel cells fabricated by solution precursor plasma spraying with axial feedstock injection. J. Power Sources 2014, 247, 831–839. [Google Scholar] [CrossRef]
- Shri Prakash, B.; Senthil Kumar, S.; Aruna, S.T. Microstructure and performance of LSM/YSZ based solid oxide fuel cell cathodes fabricated from solution combustion co-synthesized powders and by solution precursor plasma spraying. Surf. Coat. Technol. 2017, 310, 25–32. [Google Scholar] [CrossRef]
- Candidato, R.T., Jr.; Sokołowski, P.; Pawłowski, L.; Lecomte-Nana, G.; Constantinescu, C.; Denoirjean, A. Development of hydroxyapatite coatings by solution precursor plasma spray process and their microstructural characterization. Surf. Coat. Technol. 2017, 318, 39–49. [Google Scholar] [CrossRef]
- Canas, E.; Orts, M.J.; Boccaccini, A.R.; Sanchez, E. Microstructural and in vitro characterization of 45S5 bioactive glass coatings deposited by solution precursor plasma spraying (SPPS). Surf. Coat. Technol. 2019, 371, 151–160. [Google Scholar] [CrossRef]
- Dom, E.; Sivakumar, G.; Hebalkar, N.Y.; Joshi, S.V.; Borse, P.H. Deposition of nanostructured photocatalytic zinc ferrite films using solution precursor plasma spraying. Mater. Res. Bull. 2012, 47, 562–570. [Google Scholar] [CrossRef]
- Yu, Z.; Moussa, H.; Liu, M.; Schneider, R.; Wang, W.; Moliere, M.; Liao, H. Development of photocatalytically active heterostructured MnO/ZnO and CuO/ZnO films via solution precursor plasma spray process. Surf. Coat. Technol. 2019, 371, 107–116. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, J.; Geng, X. Tungsten oxide coatings deposited by plasma spray using powder and solution precursor for detection of nitrogen dioxide gas. J. Alloys Compd. 2016, 668, 128–136. [Google Scholar] [CrossRef]
- Yu, Z.X.; Ma, Y.Z.; Zhao, Y.L.; Huang, J.B.; Wang, W.Z.; Moliere, M.; Liao, H.L. Effect of precursor solutions on ZnO film via solution precursor plasma spray and corresponding gas sensing performances. Appl. Surf. Sci. 2017, 412, 683–689. [Google Scholar] [CrossRef]
- Darthout, E.; Laduye, G.; Gitzhofer, F. Processing parameter effects and thermal properties of Y2Si2O7 nanostructured environmental barrier coatings synthesized by solution precursor induction plasma spraying. J. Therm. Spray Technol. 2016, 25, 1264–1279. [Google Scholar] [CrossRef]
- Wang, X.; Li, X.; Li, C.; Tian, L.; Yang, G. Microstructure and electrochemical behavior of La0.8Sr0.2MnO3 deposited by solution precursor plasma spraying. Rare Met. Mater. Eng. 2011, 40, 1881–1886. [Google Scholar]
- Mavier, F.; Zoubian, F.; Bienia, M.; Coudert, J.F.; Lejeune, M.; Rat, V.; Andre, P. Plasma spraying of solution precursor in pulsed mode: In-flight phenomena and coating deposition. Plasma Chem. Plasma Process. 2018, 38, 657–682. [Google Scholar] [CrossRef]
- Canas, E.; Orts, M.J.; Boccaccini, A.R.; Sanchez, E. Solution Precursor Plasma Spraying (SPPS): A novel and simple process to obtain bioactive glass coatings. Mater. Lett. 2018, 223, 198–202. [Google Scholar] [CrossRef]
- Basu, S.; Jordan, E.H.; Cetegen, B.M. Fluid mechanics and heat transfer of liquid precursor droplets injected into high-temperature plasmas. J. Therm. Spray Technol. 2008, 17, 60–72. [Google Scholar] [CrossRef]
- Golozar, M.; Chien, K.; Lian, K.; Coyle, T.W. Pseudo-capacitors: SPPS deposition and electrochemical analysis of α-MoO3 and Mo2N coatings. J. Therm. Spray Technol. 2013, 22, 710–722. [Google Scholar] [CrossRef]
- Jordan, E.H.; Jiang, C.; Gell, M. The solution precursor plasma spray (SPPS) process: A review with energy considerations. J. Therm. Spray Technol. 2015, 24, 1153–1165. [Google Scholar] [CrossRef]
- Fauchais, P.; Rat, V.; Coudert, J.F.; Etchart-Salas, R.; Montavon, G. Operating parameters for suspension and solution plasma-spray coatings. Surf. Coat. Technol. 2008, 202, 4309–4317. [Google Scholar] [CrossRef]
- Sanpo, N. Solution Precursor Plasma Spray System; Springer International Publishing: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Wang, R.; Duan, J.; Ye, F. Effect of spraying parameters on the crystallinity and microstructure of solution precursor plasma sprayed coatings. J. Alloys Compd. 2018, 766, 886–893. [Google Scholar] [CrossRef]
- Khan, M.; Hu, N.; Zhenhua, L.; Wang, Y.; Yi, Z. Influence of solution-precursor plasma spray (SPPS) processing parameters on the mechanical and thermodynamic properties of 8 YSZ. Ceram. Int. 2018, 44, 7794–7798. [Google Scholar] [CrossRef]
- Pawłowski, L. Suspension and solution thermal spray coatings. Surf. Coat. Technol. 2009, 203, 2807–2829. [Google Scholar] [CrossRef]
- Xiong, H.; Sun, W. Investigation of droplet atomization and evaporation in solution precursor plasma spray coating. Coatings 2017, 7, 207. [Google Scholar] [CrossRef] [Green Version]
- Tobon Valencia, V.; Pawłowski, L.; Lecomte-Nana, G.; Constantinescu, C.; Pateyron, B. Preliminary analysis of physical and chemical phenomena occurring in droplet at solution precursor plasma spraying of zirconia coatings. Surf. Coat. Technol. 2020, 397, 126059. [Google Scholar] [CrossRef]
- Joulia, A.; Bolelli, G.; Gualtieri, E.; Lusvarghi, L.; Valeri, S.; Vardelle, M.; Rossignol, S.; Vardelle, A. Comparing the deposition mechanisms in suspension plasma spray (SPS) and solution precursor plasma spray (SPPS) deposition of yttria-stabilised zirconia (YSZ). J. Eur. Ceram. Soc. 2014, 34, 3925–3940. [Google Scholar] [CrossRef] [Green Version]
- Yu, Z.; Moussa, H.; Liu, M.; Schneider, R.; Moliere, M.; Liao, H. Solution precursor plasma spray process as an alternative rapid one-step route for the development of hierarchical ZnO films for improved photocatalytic degradation. Ceram. Int. 2018, 44, 2085–2092. [Google Scholar] [CrossRef]
- Fauchais, P.; Vardelle, A.; Vardelle, M. Thermally sprayed nanoceramic and nanocomposite coatings. In Handbook of Nanoceramic and Nanocomposite Coatings and Materials; Makhlouf, A.S.H., Scharnweber, D., Eds.; Elsevier: Oxford, UK, 2015. [Google Scholar]
- Joshi, S.V.; Sivakumar, G. Hybrid processing with powders and solutions: A novel approach to deposit composite coatings. J. Therm. Spray Technol. 2015, 24, 1166–1186. [Google Scholar] [CrossRef]
- Hou, H.; Veilleux, J.; Gitzhofer, F.; Wang, Q.; Iiu, Y. Hybrid suspension/solution precursor plasma spraying of a complex Ba(Mg1/3Ta2/3)O3 perovskite: Effects of processing parameters and precursor chemistry on phase formation and decomposition. J. Therm. Spray Technol. 2019, 28, 12–26. [Google Scholar] [CrossRef]
- Shan, Y.; Coyle, T.W.; Mostaghimi, J. 3D modeling of transport phenomena and the injection of the solution droplets in the solution precursor plasma spraying. J. Therm. Spray Technol. 2007, 16, 736–743. [Google Scholar] [CrossRef]
- Carpio, P.; Pawłowski, L.; Pateyron, B. Numerical investigation of influence of precursors on transport properties of the jets used in solution precursor plasma spraying. Surf. Coat. Technol. 2019, 371, 131–135. [Google Scholar] [CrossRef]
- Fan, W.; Bai, Y. Review of suspension and solution precursor plasma sprayed thermal barrier coatings. Ceram. Int. 2016, 42, 14299–14312. [Google Scholar] [CrossRef]
- Xie, L.; Ma, X.; Jordan, E.H.; Padture, N.P.; Xiao, D.T.; Gell, M. Deposition mechanisms of thermal barrier coatings in the solution precursor plasma spray process. Surf. Coat. Technol. 2004, 177–178, 103–107. [Google Scholar] [CrossRef]
- Xu, P.; Coyle, T.W.; Pershin, L.; Mostaghimi, J. Fabrication of superhydrophobic ceramic coatings via solution precursor plasma spray under atmospheric and low-pressure conditions. J. Therm. Spray Technol. 2019, 28, 242–254. [Google Scholar] [CrossRef]
- Planche, M.P.; Liao, H.; Normand, B.; Coddet, C. Relationships between NiCrBSi particle characteristics and corresponding coating properties using different thermal spraying processes. Surf. Coat. Technol. 2005, 200, 2465–2473. [Google Scholar] [CrossRef]
- Hasan, M.; Stokes, J.; Looney, L.; Hashmi, M.S.J. Effect of spray parameters on residual stress build-up of HVOF sprayed aluminium/tool-steel functionally graded coatings. Surf. Coat. Technol. 2008, 202, 4006–4010. [Google Scholar] [CrossRef]
- Kamara, A.M.; Davey, K. Simplified models for residual stress prediction in thermally sprayed coatings. Proc. Inst. Mech. Eng. C.J. Mech. Eng. Sci. 2008, 222, 2053–2068. [Google Scholar] [CrossRef]
- Prchlik, L.; Sampath, S.; Gutleber, J.; Bancke, G.; Ruff, A.W. Friction and wear properties of WC-Co and Mo-Mo2C based functionally graded materials. Wear 2001, 249, 1103–1115. [Google Scholar] [CrossRef]
- Mamun, K.A.; Stokes, J. Development of a semi-automated dual feed unit to produce FGM coatings using the HVOF thermal spray process. S. Pac. J. Nat. A Sci. 2014, 32, 18. [Google Scholar] [CrossRef]
- Bolelli, G.; Cannillo, V.; Lusvarghi, L.; Rosa, R.; Valarezo, A.; Choi, W.B.; Dey, R.; Weyant, C.; Sampath, S. Functionally graded WC–Co/NiAl HVOF coatings for damage tolerance, wear and corrosion protection. Surf. Coat. Technol. 2012, 206, 2585–2601. [Google Scholar] [CrossRef]
- Hasan, M.; Stokes, J.; Looney, L.; Hashmi, M.S.J. Design and optimisation of a multi-powder feed system for the HVOF deposition process. Surf. Coat. Technol. 2008, 202, 3215–3220. [Google Scholar] [CrossRef]
- Zimmermann, J.R.A.; Schab, J.C.; Stankowski, A.; Grasso, P.D.; Olliges, S.; Leyens, C. Modular coating for flexible gas turbine operation. J. Therm. Spray Technol. 2016, 25, 273–281. [Google Scholar] [CrossRef]
- Ivosevic, M.; Knight, R.; Kalidindi, S.R.; Palmese, G.R.; Sutter, J.K. Adhesive/cohesive properties of thermally sprayed functionally graded coatings for polymer matrix composites. J. Therm. Spray Technol. 2005, 14, 45–51. [Google Scholar] [CrossRef]
- Saaedi, J.; Coyle, T.W.; Arabi, H.; Mirdamadi, S.; Mostaghimi, J. Effects of HVOF process parameters on the properties of Ni-Cr coatings. J. Therm. Spray Technol. 2010, 19, 521–530. [Google Scholar] [CrossRef]
- Yunanto, A.G. Influence of process parameters on HVOF coating quality: A review. Ann. Conf. Manag. Inform. Technol. 2016, 3, 166–170. [Google Scholar] [CrossRef]
- Hasan, M.; Stokes, J.; Looney, L.; Hashmi, M.S.J. Deposition and characterization of HVOF thermal sprayed functionally graded coatings deposited onto a lightweight material. J. Mater. Eng. Perform. 2009, 18, 66–69. [Google Scholar] [CrossRef]
- Schulz, U.; Peters, M.; Bach, F.-W.; Tegeder, G. Graded coatings for thermal, wear and corrosion barriers. Mater. Sci. Eng. A 2003, 362, 61–80. [Google Scholar] [CrossRef]
- Henao, J.; Cruz-Bautista, M.; Hincapie-Bedoya, J.; Ortega-Bautista, B.; Corona-Castuera, J.; Giraldo-Betancur, A.L.; Espinoza-Arbelaez, D.G.; Alvarado-Orozco, J.M.; Clavijo-Mejia, G.A.; Trapaga-Martinez, L.G.; et al. HVOF hydroxyapatite/titania graded coatings: Microstructural, mechanical and in vitro characterization. J. Therm. Spray Technol. 2018, 27, 1302–1321. [Google Scholar] [CrossRef]
- Yao, H.L.; Wang, H.T.; Bai, X.B.; Ji, G.C.; Chen, Q.Y. Improvement in mechanical properties of nano-structured HA/TiO2 multilayer coatings deposited by high velocity suspension flame spraying (HVSFS). Surf. Coat. Technol. 2018, 342, 94–104. [Google Scholar] [CrossRef]
- Borchers, C.; Gärtner, F.; Stoltenhoff, T.; Assadi, H.; Kreye, H. Microstructural and microscopic properties of cold sprayed copper coatings. J. Appl. Phys. 2003, 93, 10064–10070. [Google Scholar] [CrossRef]
- Maev, R.; Leshchynsky, V. Air gas dynamic spraying of powder mixtures: Theory and applications. J. Therm. Spray Technol. 2006, 15, 198–205. [Google Scholar] [CrossRef]
- Papyrin, A. Cold Spray Technology; Elsevier: Oxford, UK, 2007. [Google Scholar]
- Stoltenhoff, T.; Kreye, H.; Richter, H. An analysis of the cold spray process and its coatings. J. Therm. Spray Technol. 2001, 11, 542–550. [Google Scholar] [CrossRef]
- Gujicic, M.; Zhao, C.; Tong, C.; DeRosset, W.; Helfricht, D. Analysis of the impact velocity of powder particels in the cold-gas dynamic-spraying process. Mat. Sci. Eng. A 2004, 368, 222–230. [Google Scholar] [CrossRef]
- Van Steenkiste, T.H.; Smith, J.R.; Teets, R.E.; Moleski, J.J.; Gorkiewicz, D.W.; Tison, R.P.; Marantz, D.R.; Kowalsky, K.A.; Riggs, W.L.; Zajchowski, P.H.; et al. Kinetic spray coatings. Surf. Coat. Technol. 1999, 111, 62–71. [Google Scholar] [CrossRef]
- Sobolev, V.; Guilemany, J.; Nutting, J. High Velocity Oxy-Fuel Spraying, Theory, Structure-Property Relationship and Applications; Money Publishing: London, UK, 2004. [Google Scholar]
- Zou, Y.; Qin, W.; Irissou, E.; Legoux, J.-G.; Yue, S.; Szpunar, J. Dynamic recrystallization in the particle/particle interfacial region of cold-sprayed nickel coating: Electron backscatter diffraction characterization. Scripta Mater. 2009, 61, 899–902. [Google Scholar] [CrossRef]
- Gärtner, F.; Schmidt, T.; Stoltenhoff, T.; Kreye, H. Recent developments and potential applications of cold spraying. Adv. Eng. Mater. 2006, 8, 611–618. [Google Scholar] [CrossRef]
- Assadi, H.; Kreye, H.; Gärtner, F.; Klassen, T. Cold spraying—A materials perspective. Acta Mater. 2016, 116, 382–407. [Google Scholar] [CrossRef] [Green Version]
- Rokni, M.R.; Nutt, S.R.; Widener, C.A.; Champagne, V.K.; Hrabe, R.H. Review of relationship between particle deformation, coating microstructure, and properties in high-pressure cold spray. J. Therm. Spray. Technol. 2017, 26, 1308–1355. [Google Scholar] [CrossRef]
- Yin, S.; Cavaliere, P.; Aldwell, B.; Jenkins, R.; Liao, H.; Li, W.; Lupoi, R. Cold spray additive manufacturing and repair: Fundamentals and applications. Add. Manuf. 2018, 21, 628–650. [Google Scholar] [CrossRef]
- Grigoriev, S.; Okunkova, A.; Sova, A.; Bertrand, P.; Smurov, I. Cold spraying: From process fundamentals towards advanced applications. Surf. Coat. Technol. 2015, 268, 77–84. [Google Scholar] [CrossRef]
- Koivuluoto, H.; Honkanen, M.; Vuoristo, P. Cold-sprayed copper and tantalum coatings—Detailed FESEM and TEM analysis. Surf. Coat. Technol. 2010, 204, 2353–2361. [Google Scholar] [CrossRef]
- Winnicki, M.; Małachowska, A.; Ambroziak, A. Taguchi optimization of the thickness of a coating deposited by LPCS. Arch. Civ. Mech. Eng. 2014, 14, 561–568. [Google Scholar] [CrossRef]
- Wang, Q.; Spencer, K.; Birbilis, N.; Zhang, M.-X. The influence of ceramic particles on bond strength of cold spray composite coatings on AZ91 alloy substrate. Surf. Coat. Technol. 2010, 205, 50–56. [Google Scholar] [CrossRef]
- Winnicki, M.; Małachowska, A.; Rutkowska-Gorczyca, M.; Sokołowski, P.; Ambroziak, A.; Pawłowski, L. Characterization of cermet coatings deposited by low-pressure cold spraying. Surf. Coat. Technol. 2015, 268, 108–114. [Google Scholar] [CrossRef]
- Koivuluoto, H.; Vuoristo, P. Effect of powder type and composition on structure and mechanical properties of Cu + Al2O3 coatings prepared by using low-pressure cold spray process. J. Therm. Spray Technol. 2010, 19, 1081–1092. [Google Scholar] [CrossRef]
- Koivuluoto, H.; Lagerbom, J.; Kylmalahti, M.; Vuoristo, P. Microstructure and mechanical properties of Low-Pressure Cold-Sprayed (LPCS) coatings. J. Therm. Spray Technol. 2008, 17, 721–727. [Google Scholar] [CrossRef]
- Winnicki, M.; Małachowska, A.; Baszczuk, A.; Rutkowska-Gorczyca, M.; Kukla, D.; Lachowicz, M.; Ambroziak, A. Corrosion protection and electrical conductivity of copper coatings deposited by low-pressure cold spraying. Surf. Coat. Technol. 2017, 318, 90–98. [Google Scholar] [CrossRef]
- Winnicki, M.; Baszczuk, A.; Rutkowska-Gorczyca, M.; Małachowska, A.; Ambroziak, A. Corrosion resistance of tin coatings deposited by cold spraying. Surf. Eng. 2016, 32, 691–700. [Google Scholar] [CrossRef]
- Peat, T.; Galloway, A.; Toumpis, A.; McNutt, P.; Iqbal, N. The erosion performance of particle reinforced metal matrix composite coatings produced by co-deposition cold gas dynamic spraying. Appl. Surf. Sci. 2017, 396, 1623–1634. [Google Scholar] [CrossRef] [Green Version]
- Guillem-Marti, J.; Cinca, N.; Punset, M.; Cano, I.G.; Gil, F.J.; Guilemany, J.M.; Dosta, S. Porous titanium-hydroxyapatite composite coating obtained on titanium by cold gas spray with high bond strength for biomedical applications. Colloid Surf. B 2019, 180, 245–253. [Google Scholar] [CrossRef]
- Winnicki, M.; Małachowska, A.; Piwowarczyk, T.; Rutkowska-Gorczyca, M.; Ambroziak, A. The bond strength of Al + Al2O3 cermet coatings deposited by low-pressure cold spraying. Arch. Civ. Mech. Eng. 2016, 16, 743–752. [Google Scholar] [CrossRef]
- Luo, X.T.; Yang, G.J.; Li, C.J. Preparation and characterization of cBNp/NiCrAl nanostructured composite powders by a step-fashion mechanical alloying process. Powder Technol. 2012, 217, 591–598. [Google Scholar] [CrossRef]
- Luo, X.T.; Yang, G.J.; Li, C.J. Multiple strengthening mechanisms of cold-sprayed cBNp/NiCrAl composite coating. Surf. Coat. Technol. 2011, 205, 4808–4813. [Google Scholar] [CrossRef]
- Kumar, M.; Singh, H.; Singh, N. Effect of increase in nano-particle addition on mechanical and microstructural behaviour of HVOF and cold-spray Ni-20Cr coatings on boiler steels. Mater. Today Proc. 2020, 21, 2035–2042. [Google Scholar] [CrossRef]
- Feng, C.; Guipont, V.; Jeandin, M.; Amsellem, O.; Pauchet, F.; Saenger, R.; Bucher, S.; Iac, C. B4C/Ni composite coatings prepared by cold spray of blended or CVD-coated powders. J. Therm. Spray Technol. 2012, 21, 561–570. [Google Scholar] [CrossRef]
- Yin, S.; Cizek, J.; Chen, C.; Jenkins, R.; O’Donnell, G.; Lupoi, R. Metallurgical bonding between metal matrix and core-shelled reinforcements in cold sprayed composite coating. Scr. Mater. 2020, 177, 49–53. [Google Scholar] [CrossRef]
- Davis, J.R. Handbook of Thermal Spray Technology; ASM International: Materials Park, OH, Canada, 2004. [Google Scholar]
- Tekkaya, A.E.; Kleiner, M.; Biermann, D.; Hiegemann, L.; Rausch, S.; Franzen, V.; Kwiatkowski, L.; Kersting, P. Friction analysis of thermally sprayed coatings finished by ball burnishing and grinding. Prod. Eng. Res. Devel. 2013, 7, 601–610. [Google Scholar] [CrossRef]
- Zamani, P.; Valefi, Z.; Mirjani, M. Effect of grinding and lubricating post-treatment on wear performance of plasma sprayed Cr2O3–Al2O3 composite coatings. Surf. Interfaces 2019, 16, 206–214. [Google Scholar] [CrossRef]
- Malkin, S.; Guo, C. Grinding Technology: Theory and Applications of Machining with Abrasives; Industrial Press: New York, NY, USA, 2008. [Google Scholar]
- Kubiak, K.; Fouvry, S.; Marechal, A.M.; Vernet, J.M. Behaviour of shot peening combined with WC–Co HVOF coating under complex fretting wear and fretting fatigue loading conditions. Surf. Coat. Technol. 2006, 201, 4323–4328. [Google Scholar] [CrossRef] [Green Version]
- Junior, G.S.; Voorwald, H.J.C.; Vieira, L.F.S.; Cioffi, M.O.H.; Bonora, R.G. Evaluation of WC–10Ni thermal spray coating with shot peening on the fatigue strength of AISI 4340 steel. Procedia Eng. 2010, 2, 649–656. [Google Scholar] [CrossRef] [Green Version]
- Hiegemann, L.; Weddeling, C.; BenKhalifa, N.; Tekkaya, A.E. Prediction of roughness after ball burnishing of thermally coated surfaces. J. Mater. Process. Technol. 2015, 217, 193–201. [Google Scholar] [CrossRef]
- Mellor, B.G. Surface Coatings for Protection Against Wear; CRC Press: Boca Raton, FL, USA, 2006. [Google Scholar]
- Pokhmurska, A.; Ciach, R. Microstructure and properties of laser treated arc sprayed and plasma sprayed coatings. Surf. Coat. Technol. 2000, 125, 415–418. [Google Scholar] [CrossRef]
- Zhanga, S.H.; Yoon, J.H.; Li, M.X.; Cho, T.Y.; Joo, Y.K.; Cho, J.Y. Influence of CO2 laser heat treatment on surface properties, electrochemical and tribological performance of HVOF sprayed WC–24%Cr3C2–6%Ni coating. Mater. Chem. Phys. 2010, 119, 458–464. [Google Scholar] [CrossRef]
- Brandl, W.; Marginean, G.; Maghet, D.; Utu, D. Effects of specimen treatment and surface preparation on the isothermal oxidation behaviour of the HVOF-sprayed MCrAlY coatings. Surf. Coat. Technol. 2004, 188–189, 20–26. [Google Scholar] [CrossRef]
- Shengzhi, H.; Dongyun, H.; Limin, Z. Microstructure and corrosion resistance of FeCrAl coating after high current pulsed electron beam surface modification. Procedia Eng. 2012, 27, 1700–1706. [Google Scholar]
- Iwaszko, J.; Nitkiewicz, Z. Solidification microstructure of plasma sprayed and remelted carbide coatings (Cr3C2/Ni–Al, W2C–WC/Co). Mater. Manuf. Process. 2002, 17, 169–176. [Google Scholar] [CrossRef]
- Gontarz, G.; Golański, D.; Chmielewski, T. Properties of Fe-Al Type intermetallic layers produced by AC TIG method. Adv. Mater. Sci. 2013, 13, 5–16. [Google Scholar] [CrossRef] [Green Version]
- Garcia-Alonso, D.; Serres, N.; Demian, C.; Costil, S.; Langlade, C.; Coddet, C. Pre-/during-/post-laser processes to enhance the adhesion and mechanical properties of thermal-sprayed coatings with a reduced environmental impact. J. Therm. Spray Technol. 2011, 20, 719–735. [Google Scholar] [CrossRef]
- Knuuttila, J.; Sorsa, P.; Mantyla, T. Sealing of thermal spray coatings by impregnation. J. Therm. Spray Technol. 1999, 8, 249–257. [Google Scholar] [CrossRef]
- Kim, H.J.; Lee, C.H.; Kweon, Y.G. The effects of sealing on the mechanical properties of the plasma-sprayed alumina-titania coating. Surf. Coat. Technol. 2001, 139, 75–80. [Google Scholar] [CrossRef]
- Ctibor, P.; Neufuss, K.; Zahalka, F.; Kolman, B. Plasma sprayed ceramic coatings without and with epoxy resin sealing treatment and their wear resistance. Wear 2007, 262, 1274–1280. [Google Scholar] [CrossRef]
- Troczynski, T.; Yang, Q.; John, G. Post-deposition treatment of zirconia thermal barrier coatings using Sol-Gel alumina. J. Therm. Spray Technol. 1999, 8, 229–234. [Google Scholar] [CrossRef]
- Caron, N.; Bianchi, L.; Methout, S. Development of a functional sealing layer for SOFC applications. J. Therm. Spray Technol. 2008, 17, 598–602. [Google Scholar] [CrossRef]
- Casadei, F.; Tului, M. Combining thermal spraying and PVD technologies: A new approach of duplex surface engineering for Ti alloys. Surf. Coat. Technol. 2013, 237, 415–420. [Google Scholar] [CrossRef]
- Kamiński, M.; Budzyński, P.; Szala, M.; Turek, M. Tribological properties of the Stellite 6 cobalt alloy implanted with manganese ions. Mater. Sci. Eng. 2018, 421, 032012. [Google Scholar] [CrossRef]
- Steffens, H.D.; Wielage, B.; Drozak, J. Thermal spraying of composites—Manufacturing and post treatment. Mikrochim. Acta 1990, 2, 81–89. [Google Scholar] [CrossRef]
- Verdian, M.M. Finishing and post-treatment of thermal spray coatings. In Reference Module in Materials Science and Materials Engineering; Hashimi, S., Ed.; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Kuribayashi, H.; Suganuma, K.; Miyamoto, Y.; Koizumi, M. Effects of HIP treatment on plasma sprayed ceramic coating onto stainless steel. Ceram. Bull. 1986, 51, 1031–1035. [Google Scholar]
- Stoica, V.; Ahmed, R.; Golshan, M.; Tobe, S. Sliding wear evaluation of hot isostatically pressed thermal spray cermet coatings. J. Therm. Spray Technol. 2004, 13, 93–107. [Google Scholar] [CrossRef]
- Burman, C.; Ericsson, T.; Kvernes, I.; Lindblom, Y. Coatings with lenticular oxides preventing interdiffusion. Surf. Coat. Technol. 1987, 32, 127–140. [Google Scholar] [CrossRef]
- Khor, K.A.; Loh, N.L. Hot isostatic pressing of plasma sprayed Ni-base alloys. J. Therm. Spray Technol. 1994, 3, 57–62. [Google Scholar] [CrossRef]
- Prawara, B.; Yara, H.; Miyagi, Y.; Fukushima, T. Spark plasma sintering as a post-spray treatment for thermally sprayed coatings. Surf. Coat. Technol. 2003, 162, 234–241. [Google Scholar] [CrossRef]
- Murakami, T.; Sasaki, S.; Ito, K.; Inu, H.; Yamaguchi, M. Microstructure of Nb substrates coated with Mo4Si1 Al52–Al2O3 composite and B-doped Mo5Si3 layers by spark plasma sintering. Intermetallics 2004, 12, 749–754. [Google Scholar] [CrossRef]
- Chraska, T.; Pala, Z.; Musalek, R.; Medricky, J.; Vilemova, M. Post-treatment of plasma-sprayed amorphous ceramic coatings by spark plasma sintering. J. Therm. Spray Technol. 2015, 24, 637–643. [Google Scholar] [CrossRef]
- Vuoristo, P. 4.10—Thermal spray coating processes. In Comprehensive Materials Processing; Hashmi, S., Batalha, G.F., Van Tyne, C.J., Yilbas, B., Eds.; Elsevier: Oxford, UK, 2014; pp. 229–276. [Google Scholar]
- Nouri, A.; Sola, A. Powder morphology in thermal spraying. J. Adv. Manuf. Process. 2019, 1, e10020. [Google Scholar]
- Herman, H. Powders for thermal spray technology. KONA Powder Part. J. 1991, 9, 187–199. [Google Scholar] [CrossRef] [Green Version]
- Dietrich, S.; Wunderer, M.; Huissel, A.; Zaeh, M.F. A new approach for a flexible powder production for additive manufacturing. Procedia Manuf. 2016, 6, 88–95. [Google Scholar] [CrossRef] [Green Version]
- Wisutmethangoon, S.; Plookphol, T.; Sungkhaphaitoon, P. Production of SAC305 powder by ultrasonic atomization. Powder Technol. 2011, 209, 105–111. [Google Scholar] [CrossRef]
- Kobayashi, A.; Yano, S.; Kimura, H.; Inoue, A. Fe-based metallic glass coatings produced by smart plasma spraying process. Mater. Sci. Eng. B 2008, 148, 110–113. [Google Scholar] [CrossRef]
- Santana, D.D.A.; Kiminami, C.S.; Coury, F.G.; Liberato, G.L.; Gargarella, P.; Kaufman, M.J. Consolidation of Fe-based metallic glass powders by hot pressing. Mater. Res. 2019, 22, e20180581. [Google Scholar] [CrossRef] [Green Version]
- Lee, P.-Y.; Lin, C.-K.; Jeng, I.-K.; Wang, C.-C.; Chen, G.-S. Characterization of Ni57Zr20Ti18Al5 amorphous powder obtained by mechanical alloying. Mater. Chem. Phys. 2004, 84, 358–362. [Google Scholar] [CrossRef]
- Fujii, N.; Nishizawa, R.; Nabeta, T. Spinel Powder and Manufacturing Process Therefor, and Processes for Producing Thermal Spraying Film and Gas Sensor Elements. U.S. Patent 9340680B2, 17 May 2016. [Google Scholar]
- Fauchais, P.; Montavon, G.; Lima, R.S.; Marple, B.R. Engineering a new class of thermal spray nano-based microstructures from agglomerated nanostructured particles, suspensions and solutions: An invited review. J. Phys. Appl. Phys. 2011, 44, 93001. [Google Scholar] [CrossRef] [Green Version]
- Moreno, R.; Bannier, E. Feedstock suspensions and solutions. In Future Development of Thermal Spray Coatings; Espallargas, N., Ed.; Woodhead Publishing: Cambridge, UK, 2015; pp. 51–80. [Google Scholar]
- Sokołowski, P.; Kozerski, S.; Pawłowski, L.; Ambroziak, A. The key process parameters influencing formation of columnar microstructure in suspension plasma sprayed zirconia coatings. Surf. Coat. Technol. 2014, 260, 97–106. [Google Scholar] [CrossRef] [Green Version]
- Berger, L.-M.; Toma, F.-L.; Potthoff, A. Thermal spraying with suspensions-an economic spray process. Therm. Spray Bull. 2013, 65, 98–101. [Google Scholar]
- Toma, F.-L.; Potthoff, A.; Berger, L.-M.; Leyens, C. Demands, potentials, and economic aspects of thermal spraying with suspensions: A critical review. J. Therm. Spray Technol. 2015, 24, 1143–1152. [Google Scholar] [CrossRef] [Green Version]
- Vardelle, A.; Moteau, C.; Vuoristo, P. The 2016 thermal spray roadmap. J. Therm. Spray Technol. 2016, 25, 1376–1440. [Google Scholar] [CrossRef]
- Potthoff, A.; Kratzsch, R.; Barbosa, M.; Kulissa, N.; Kunze, O.; Toma, F.-L. Development and application of binary suspensions in the ternary system Cr2O3-TiO2-Al2O3 for S-HVOF spraying. J. Therm. Spray Technol. 2018, 27, 710–717. [Google Scholar] [CrossRef]
- Molina, T.; Vicent, M.; Sánchez, E.; Moreno, R. Dispersion and reaction sintering of alumina–titania mixtures. Mater. Res. Bull. 2012, 47, 2469–2474. [Google Scholar] [CrossRef]
- Carpio, P.; Candidato, R.T.; Pawłowski, L.; Salvador, M.D. Solution concentration effect on mechanical injection and deposition of YSZ coatings using the solution precursor plasma spraying. Surf. Coat. Technol. 2019, 371, 124–130. [Google Scholar] [CrossRef]
- Jordan, E.; Gell, M. Compositionally Graded and Porosity Graded Coatings Using a Solution Precursor Plasma Spray Process. U.S. Patent 20190301000A1, 3 October 2019. [Google Scholar]
- Meng, X.; Li, E.; Huang, W.; Bai, Y.; Ma, W.; Wang, R. Thermal decomposition and crystallization behavior of double rare-earth co-doped SrZrO3 precursor used in the solution precursor plasma spray process. Surf. Coat. Technol. 2019, 369, 87–94. [Google Scholar] [CrossRef]
- Sergi, R.; Bellucci, D.; Candidato, R.T.; Lusvarghi, L.; Bollelli, G.; Pawłowski, L.; Candiani, G.; Altomare, L.; De Nardo, L.; Cannillo, V. Bioactive Zn-doped hydroxyapatite coatings and their antibacterial efficacy against Escherichia coli and Staphylococcus aureus. Surf. Coat. Technol. 2018, 352, 84–91. [Google Scholar] [CrossRef]
- Unabia, R.B.; Bonebeau, S.; Candidato, R.T.; Jouin, J.; Noguera, O.; Pawłowski, L. Investigation on the structural and microstructural properties of copper-doped hydroxyapatite coatings deposited using solution precursor plasma spraying. J. Eur. Ceram. Soc. 2019, 39, 4255–4263. [Google Scholar] [CrossRef]
- Joshi, S.V.; Sivakumar, G.; Raghuveer, T.; Dusane, R.O. Hybrid plasma-sprayed thermal barrier coatings using powder and solution precursor feedstock. J. Therm. Spray Technol. 2014, 23, 616–624. [Google Scholar] [CrossRef]
- Thorpe, M.L. Thermal spray: Industry in transition. Adv. Mater. Process. 1993, 143, 50–61. [Google Scholar]
- Hasan, F.; Wang, J.; Berndt, C. Determination of the mechanical properties of plasma-sprayed hydroxyapatite coatings using the knoop indentation technique. J. Therm. Spray Technol. 2015, 24, 865–877. [Google Scholar] [CrossRef]
- Asthana, R.; Kumar, A.; Dahotre, N.B. Materials Science in Manufacturing; Elsevier Science and Technology Books: Amsterdam, The Netherlands, 2006. [Google Scholar]
- Leigh, S.H.; Berndt, C.C. A test for coating adhesion on flat substrates—A technical note. J. Therm. Spray Technol. 1994, 3, 184–190. [Google Scholar] [CrossRef]
- Marot, G.; Lesage, J.; Demarecaux, P.; Hadad, M.; Siegman, S.; Staia, M.H. Interfacial indentation and shear tests to determine the adhesion of thermal spray coatings. Surf. Coat. Technol. 2006, 201, 2080–2085. [Google Scholar] [CrossRef]
- Shankar, N.R.; Berndt, C.C.; Herman, H. Characterization of the mechanical properties of plasma-sprayed coatings. Mater. Sci. Res. 1983, 15, 473–489. [Google Scholar]
- Białucki, P.; Kozerski, S. Study of adhesion of different plasma-sprayed coatings to aluminium. Surf. Coat. Technol. 2006, 201, 2061–2064. [Google Scholar] [CrossRef]
- Grutzner, H.; Weiss, H. A novel shear test for plasma-sprayed coatings. Surf. Coat. Technol. 1991, 45, 317–323. [Google Scholar] [CrossRef]
- Era, H.; Otsubo, F.; Uchida, T.; Fukuda, S.; Kishitake, K. A modified shear test for adhesion evaluation of thermal sprayed coating. Mater. Sci. Eng. A 1998, 251, 166–172. [Google Scholar] [CrossRef]
- Berndt, C.C.; McPherson, R. A fracture mechanics approach to the adhesion of flame and plasma sprayed coatings. Trans. Int. Eng. 1981, 6, 53–58. [Google Scholar]
- Berndt, C.C.; Lin, C.K. Measurement of adhesion for thermally sprayed materials. J. Adhes. Sci. Technol. 1993, 7, 1235–1264. [Google Scholar] [CrossRef]
- Clyne, T.W.; Gill, S.C. Residual stresses in thermal spray coatings and their effect on interfacial adhesion: A review of recent work. J. Therm. Spray. Technol. 1996, 5, 401–418. [Google Scholar] [CrossRef]
- Du, H.; Hua, W.; Liu, J.; Gong, J.; Sun, C.; Wen, L. Influence of process variables on the qualities of detonation gun sprayed WC–Co coatings. Mater. Sci. Eng. A 2005, 408, 202–210. [Google Scholar] [CrossRef]
- Bernardie, R.; Berkouch, R.; Valette, S.; Absi, J.; Lefort, P. Experimental and numerical study of a modified ASTM C633 adhesion test for strongly bonded coatings. J. Mech. Sci. Technol. 2017, 31, 3241–3247. [Google Scholar] [CrossRef]
- Schmidt, T.; Gartner, F.; Assadi, H.; Kreye, H. Development of a generalized parameter window for cold spray deposition. Acta Mater. 2006, 54, 729–742. [Google Scholar] [CrossRef]
- Sexsmith, M.; Troczyński, T. Peel adhesion test for thermal spray coating. J. Therm. Spray Technol. 1994, 3, 404–411. [Google Scholar] [CrossRef]
- Kishi, A.; Kuroda, S.; Inoue, T.; Fukushima, T.; Yumoto, H. Tensile test specimens with a circumferential precrack for evaluation of interfacial toughness of thermal-sprayed coatings. J. Therm. Spray Technol. 2008, 17, 228–233. [Google Scholar] [CrossRef]
- Bolis, C.; Berthe, L.; Boustie, M.; Arrigoni, M.; Barradas, S.; Jeandin, M. Physical approach of adhesion test using laser driven shock wave. J. Phys. D Appl. Phys. 2007, 40, 3155–3163. [Google Scholar] [CrossRef]
- Chicot, D.; Demarecaux, P.; Lesage, J. Apparent interface toughness of substrate and coatings couples from indentation tests. Thin Solid Films 1996, 283, 151–157. [Google Scholar] [CrossRef]
- Kozerski, S.; Łatka, L.; Pawłowski, L.; Cernuschi, F.; Petit, F.; Pierlot, C.; Podlesak, H.; Laval, J.P. Preliminary study on suspension plasma sprayed ZrO2 + 8 wt.% Y2O3 coatings. J. Eur. Ceram. Soc. 2011, 31, 2089–2098. [Google Scholar] [CrossRef]
- Ang, A.; Berndt, C.C. A review of testing methods for thermal spray coatings. Int. Mater. Rev. 2014, 59, 179–223. [Google Scholar] [CrossRef]
- Hermann, K. Hardness Testing, Principles and Applications; ASM International: Materials Park, OH, Canada, 2011. [Google Scholar]
- Walley, S.M. Historical origins of indentation hardness testing. Mater. Sci. Technol. 2012, 28, 1028–1044. [Google Scholar] [CrossRef]
- Pelleg, J. Mechanical Properties of Materials; Springer Science and Business Media: Dordrecht, The Netherlands, 2013. [Google Scholar]
- Alcala, J.; Gaudette, F.; Suresh, S.; Sampath, S. Instrumented spherical micro-indentation of plasma-sprayed coatings. Mater. Sci. Eng. A 2001, 316, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Dey, A.; Mukhopadhyay, A.K.; Gangadharan, S.; Sinha, M.K.; Basu, D. Weibull modulus of nano-hardness and elastic modulus of hydroxyapatite coating. J. Mater. Sci. 2009, 44, 4911–4918. [Google Scholar] [CrossRef]
- Lin, C.K.; Berndt, C.C. Statistical analysis of microhardness variations in thermal spray coatings. J. Mater. Sci. 1995, 30, 111–117. [Google Scholar] [CrossRef]
- Valente, T. Statistical evaluation of Vicker’s indentation test results for thermally sprayed materials. Surf. Coat. Technol. 1997, 90, 14–20. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Łatka, L.; Chicot, D.; Cattini, A.; Pawłowski, L.; Ambroziak, A. Modeling of elastic modulus and hardness determination by indentation of porous yttria stabilized zirconia coatings. Surf. Coat. Technol. 2013, 220, 131–139. [Google Scholar] [CrossRef]
- McPherson, R. A review of microstructure and properties of plasma sprayed ceramic coatings. Surf. Coat. Technol. 1989, 39, 173–181. [Google Scholar] [CrossRef]
- Marshall, D.B.; Noma, T.; Evans, A.G. A simple method for determining elastic-modulus-to-hardness ratios using Knoop indentation measurements. J. Am. Ceram. Soc. 1982, 65, c175–c176. [Google Scholar] [CrossRef]
- Łatka, L.; Cattini, A.; Chicot, D.; Pawłowski, L.; Kozerski, S.; Petit, F.; Denoirjean, A. Mechanical properties of yttria-and ceria-stabilized zirconia coatings obtained by suspension plasma spraying. J. Therm. Spray Technol. 2013, 22, 125–130. [Google Scholar] [CrossRef]
- Choi, S.R.; Zhu, D.; Miller, R.A. Mechanical properties/database of plasma-sprayed ZrO2-8wt% Y2O3 thermal barrier coatings. Int. J. Appl. Ceram. Technol. 2004, 1, 330–342. [Google Scholar] [CrossRef]
- Kovarik, O.; Siegl, J.; Nohava, J.; Chraska, P. Young’s modulus and fatigue behavior of plasma-sprayed alumina coatings. J. Therm. Spray Technol. 2005, 14, 231–238. [Google Scholar] [CrossRef]
- Wang, W.Z.; Li, C.J.; Wang, Y.Y. Effect of spray distance on the mechanical properties of plasma sprayed Ni-45Cr coatings. Mater. Trans. 2006, 47, 1643–1648. [Google Scholar] [CrossRef] [Green Version]
- Bolelli, G.; Candeli, A.; Koivuluoto, H.; Lusvarghi, L.; Manfredini, T.; Vuoristo, P. Microstructure-based thermo-mechanical modelling of thermal spray coatings. Mater. Des. 2015, 73, 20–34. [Google Scholar] [CrossRef] [Green Version]
- Thompson, J.A.; Clyne, T.W. The effect of heat treatment on the stiffness of zirconia topcoats in plasma sprayed TBCs. Acta Mater. 2001, 49, 1565–1575. [Google Scholar] [CrossRef]
- Matejicek, J.; Sampath, S. In situ measurement of residual stresses and elastic moduli in thermal sprayed coatings: Part 1: Apparatus and analysis. Acta Mater. 2003, 51, 863–872. [Google Scholar] [CrossRef]
- Tan, Y.; Shyam, A.; Choi, W.B.; Lara-Curzio, E.; Sampath, S. Anisotropic elastic properties of thermal spray coatings determined via resonant ultrasound spectroscopy. Acta Mater. 2010, 58, 5305–5315. [Google Scholar] [CrossRef]
- Lima, R.S.; Kruger, S.E.; Marple, B.R. Towards engineering isotropic behavior of mechanical properties in thermally sprayed ceramic coatings. Surf. Coat. Technol. 2008, 202, 3643–3652. [Google Scholar] [CrossRef] [Green Version]
- Liu, A.F. Mechanics and Mechanisms of Fracture: An Introduction; ASM International: Materials Park, OH, USA, 2005. [Google Scholar]
- Guo, D.Z.; Wang, L.J. Measurements of the critical strain energy release rate of plasma-sprayed coatings. Surf. Coat. Technol. 1992, 56, 19–25. [Google Scholar] [CrossRef]
- Chattopadhyay, R. Surface Wear: Analysis, Treatment, and Preventions; ASM International: Materials Park, OH, USA, 2001. [Google Scholar]
- Wood, R.J.K.; Roy, M. Tribology of thermal sprayed coatings. In Surface Engineering for Enhanced Performance Against Wear; Roy, M., Ed.; Springer: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
- Dwivedi, D.K. Surface Engineering—Enhancing Life of Tribological Components; Springer: Berlin/Heidelberg, Germany, 2018. [Google Scholar]
- Yanga, Q.; Senda, T.; Hirose, A. Sliding wear behavior of WC–12% Co coatings at elevated temperatures. Surf. Coat. Technol. 2006, 200, 4208–4212. [Google Scholar] [CrossRef]
- Myalska, H.; Lusvarghi, L.; Bolelli, G.; Sassatelli, P.; Moskal, G. Tribological behavior of WC-Co HVAF-sprayed composite coatings modified by nano-sized TiC addition. Surf. Coat. Technol. 2019, 371, 401–416. [Google Scholar] [CrossRef]
- Gawne, D.T.; Qiu, Z.; Bao, Y.; Zhang, T.; Zhang, K. Abrasive wear resistance of plasma sprayed glass-composite coatings. J. Therm. Spray Technol. 2001, 10, 599–603. [Google Scholar] [CrossRef]
- Magnani, M.; Suegama, P.H.; Espallargas, N.; Fugivara, C.S.; Dosta, S.; Guilemany, J.M.; Benedettir, A.V. Corrosion and wear studies of Cr3C2-NiCr-HVOF coatings sprayed on AA7050T7 under cooling. J. Therm. Spray Technol. 2009, 18, 354–363. [Google Scholar] [CrossRef] [Green Version]
- Mann, B.S.; Arya, V. Abrasive and erosive wear characteristics of plasma nitriding and HVOF coatings: Their application in hydro turbines. Wear 2001, 249, 354–360. [Google Scholar] [CrossRef]
- Ji, G.C.; Li, C.J.; Wang, Y.Y.; Li, W.Y. Erosion performance of HVOF-sprayed Cr3C2-NiCr coatings. J. Therm. Spray Technol. 2007, 16, 557–565. [Google Scholar] [CrossRef]
- Ahmed, R.; Hadfield, M. Mechanisms of fatigue failure in thermal spray coatings. J. Therm. Spray Technol. 2002, 11, 334–349. [Google Scholar] [CrossRef]
- Koiprasert, H.; Dumrongrattana, S.; Niranatlumpong, P. Thermally sprayed coatings for protection of fretting wear in land-based gas-turbine engine. Wear 2004, 257, 1–7. [Google Scholar] [CrossRef]
- Basak, A.K.; Matteazzi, P.; Vardavoulias, M.; Celis, J.P. Corrosion–wear behavior of thermal sprayed nanostructured FeCu/WC–Co coatings. Wear 2006, 261, 1042–1050. [Google Scholar] [CrossRef]
- Mellor, B.G. Surface Coatings for Protection Against Wear; Woodhead Publishing Limited: Cambridge, UK, 2006. [Google Scholar]
- Holmberg, K.; Matthews, A. Coatings Tribology—Properties, Mechanisms, Techniques and Applications in Surface Engineering; Elsevier: Amsterdam, The Netherlands, 2009. [Google Scholar]
- Greving, D.J.; Shadley, R.J.; Rybicki, E.F. Effects of coating thickness and residual stresses on the bond strength of ASTM C633-79 thermal spray coating test specimens. J. Therm. Spray Technol. 1994, 3, 371. [Google Scholar] [CrossRef]
- Gupta, A.; Talha, M. Recent development in modeling and analysis of functionally graded materials and structures. Prog. Aerosp. Sci. 2015, 79, 1–14. [Google Scholar] [CrossRef]
- Rowe, R.H., Jr.; Lare, P.J.; Hahn, H. Surgical Implant Having a Graded Porous Coating. U.S. Patent 4542539A, 24 September 1985. [Google Scholar]
- Mahamood, R.M.; Akinlabi, E.T. Functionally Graded Materials; Springer: Berlin/Heidelberg, Germany, 2017. [Google Scholar]
- Khor, K.A.; Gu, Y.W. Effects of residual stress on the performance of plasma sprayed functionally graded ZrO2/NiCoCrAlY coatings. Mater. Sci. Eng. A 2000, 277, 64–76. [Google Scholar] [CrossRef]
- Ge, W.A.; Zhao, C.Y.; Wang, B.X. Thermal radiation and conduction in functionally graded thermal barrier coatings. Part II: Experimental thermal conductivities and heat transfer modeling. Int. J. Heat Mass Transf. 2019, 134, 166–174. [Google Scholar] [CrossRef]
- Khor, K.A.; Gu, Y.W. Thermal properties of plasma-sprayed functionally graded thermal barrier coatings. Thin Solid Films 2000, 372, 104–113. [Google Scholar] [CrossRef]
- Baig, M.N.; Khalid, F.A.; Khan, F.N.; Rehman, K. Properties and residual stress distribution of plasma sprayed magnesia stabilized zirconia thermal barrier coatings. Ceram. Int. 2014, 40, 4853–4868. [Google Scholar] [CrossRef]
- Carpio-Cobo, P.; Salvador Moya, M.D.; Borrell, T.M.A.; Sánchez, E. Thermal behaviour of multilayer and functionally graded YSZ/Gd2Zr2O7 coatings. Ceram. Int. 2017, 43, 4048–4054. [Google Scholar] [CrossRef] [Green Version]
- Znamirowski, Z.; Kozerski, S.; Łatka, L.; Pawłowski, L. The influence of the surface preparation on field electron emission of the TiO2 coatings manufactured by suspension plasma spraying. Weld. Technol. Rev. 2016, 88, 27–31. [Google Scholar]
- Xu, N.S.; Ejaz Huq, S. Novel cold cathode materials and applications. Mater. Sci. Eng. R 2005, 48, 47–189. [Google Scholar] [CrossRef]
- Tomaszek, R.; Znamirowski, Z.; Pawłowski, L.; Wojnakowski, A. Temperature behavior of Titania field emitters realized by suspension plasma spraying. Surf. Coat. Technol. 2006, 201, 2099–2102. [Google Scholar] [CrossRef]
- Znamirowski, Z.; Czarczyński, W.; Pawłowski, L.; Wojnakowski, A. Temperature influence and hot electrons in field electron emission from composite layers deposited by air plasma spraying of powders and suspensions. J. Vac. Sci. Technol. B 2007, 25, 1664–1670. [Google Scholar] [CrossRef]
- Czarczyński, W.; Znamirowski, Z. Field electron emission experiments with plasma sprayed layers. Surf. Coat. Technol. 2008, 202, 4422–4427. [Google Scholar] [CrossRef]
- Pawlowski, L. The relationship between structure and dielectric properties in plasma sprayed alumina coatings. Surf. Coat. Technol. 1988, 35, 285–298. [Google Scholar] [CrossRef]
- Turunen, E.; Varis, T.; Hannula, S.-P.; Vaidya, A.; Kulkarni, A.; Gutleber, J.; Sampath, S.; Herman, H. On the role of particle state and deposition procedure on mechanical, tribological and dielectric response of high velocity oxy-fuel sprayed alumina coatings. Mat. Sci. Eng. A 2006, 415, 1–11. [Google Scholar] [CrossRef]
- Swindeman, C.J.; Seals, R.D.; Murray, W.P.; Cooper, M.H.; Whit, R.L. An investigation of the electrical behavior of thermally sprayed aluminum oxide. In Proceedings of the 9th National Thermal Spray Conference, Cincinnati, OH, USA, 7–11 October 1996; pp. 793–797. [Google Scholar]
- Niittymäki, M.; Lahti, K.; Suhonen, T.; Metsäjoki, J. Effect of temperature and humidity on dielectric properties of thermally sprayed alumina coatings. IEEE Trans. Dielectr. Electr. Insul. 2018, 25, 908–918. [Google Scholar] [CrossRef]
- Toma, F.L.; Berger, L.M.; Scheitz, S.; Langner, S.; Potthoff, C.R.A.; Sauchuk, V.; Kusnezoff, M. Comparison of the microstructural characteristics and electrical properties of thermally sprayed Al2O3 coatings from aqueous suspensions and feedstock powders. J. Therm. Spray Technol. 2012, 21, 480–488. [Google Scholar] [CrossRef] [Green Version]
- Łatka, L.; Pawłowski, L.; Kozerski, S.; Toma, F.L.; Leupolt, B.; Berger, L.M. Photocatalytic properties of suspension plasma sprayed TiO2 coatings obtained on different substrates. W: Surface modification technologies XXIV. In Proceedings of the Twenty Fourth International Conference on Surface Modification Technologies, Dresden, Germany, 7–9 September 2010; pp. 95–106. [Google Scholar]
- Kozerski, S.; Toma, F.L.; Pawłowski, L.; Leupolt, B.; Łatka, L.; Berger, L.M. Suspension plasma sprayed TiO2 coatings using different injectors and their photocatalytic properties. Surf. Coat. Technol. 2010, 205, 980–986. [Google Scholar] [CrossRef]
- Toma, F.L.; Berger, L.M.; Stahr, C.C.; Naumann, T.; Langner, S. Microstructures and functional properties of suspension sprayed Al2O3 and TiO2 coatings: An overview. J. Therm. Spray Technol. 2010, 19, 262–274. [Google Scholar] [CrossRef]
- Yang, G.J.; Li, C.J.; Han, F.; Ohmori, A. Microstructure and photocatalytic performance of high velocity oxy-fuel sprayed TiO2 coatings. Thin Solid Film. 2004, 466, 81–85. [Google Scholar] [CrossRef]
- Ohmori, A.; Shoyama, H.; Matsusaka, S.; Ohashi, K.; Moriya, K.; Li, C.J. Study of photo-catalytic character of plasma sprayed TiO2 coatings, thermal spray: Surface engineer. Via Applied Research. In Proceedings of the 1st International Thermal Spray Conference; Berndt, C.C., Ed.; ASM International: Geauga, OH, Canada, 2000; pp. 317–323. [Google Scholar]
- Murphy, W.; Black, J.; Hastings, G. Handbook of Biomaterial Properties, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2016. [Google Scholar]
- Ratner, B.D.; Hoffmann, A.S.; Schoen, F.J.; Lemons, E.J. Biomaterials Science—An Introduction to Materials in Medicine, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Hench, L.L. An Introduction to Bioceramics, 2nd ed.; Imperial College Press: London, UK, 2013. [Google Scholar]
- Heimann, R.B. Plasma-sprayed hydroxyapatite-based coatings: Chemical, mechanical, microstructural and biomedical properties. J. Therm. Spray Technol. 2016, 25, 827–850. [Google Scholar] [CrossRef] [Green Version]
- Heimann, R.B. Structure, properties, and biomedical performance of osteoconductive bioceramic coatings. Surf. Coat. Technol. 2013, 233, 27–38. [Google Scholar] [CrossRef]
- Ibrahim, M.Z.; Sarhan, A.A.D.; Yusuf, F.; Hamdi, M. Biomedical materials and techniques to improve the tribological, mechanical and biomedical properties of orthopedic implants—A review article. J. Alloys Compd. 2017, 714, 636–667. [Google Scholar] [CrossRef]
- Henao, J.; Poblano-Salas, C.; Monsalve, M.; Corona-Casteura, J.; Barceinas-Sanchez, O. Bio-active glass coatings manufactured by thermal spray: A status report. J. Mater. Res. Technol. 2019, 8, 4965–4984. [Google Scholar] [CrossRef]
- Habibovic, P.; Barrere, F.; Blitterswijk, C.A.; Groot, K.; Layrolle, P. Biomimetic hydroxyapatite coating on metal implants. J. Am. Ceram. Soc. 2002, 85, 517–522. [Google Scholar] [CrossRef] [Green Version]
- Yilmaz, B.; Evis, Z. Biomimetic coatings of calcium phosphates on titanium alloys. In Biomedical Nanomaterials, From Design to Implementation; The Institution of Engineering and Technology: Stevenage, UK, 2016. [Google Scholar]
- Kokubo, T.; Kushitani, H.; Sakka, S.; Kitsugi, T.; Yamamuro, T. Solutions able to reproduce in vivo surface-structure change in bioactive glass-ceramic A-W3. J. Biomed. Mater. Res. 1990, 24, 721–734. [Google Scholar] [CrossRef]
- Duan, K.; Tang, A.; Wang, R. A new evaporation-based method for the preparation of biomimetic calcium phosphate coatings on metals. Mater. Sci. Eng. C 2009, 29, 334–1337. [Google Scholar] [CrossRef]
- Choi, J.; Bogdanski, D.; Koller, M.; Esenwein, S.A.; Muller, D.; Muhr, G.; Epple, M. Calcium phosphate coating of nickel–titanium shape-memory alloys. Coating procedure and adherence of leukocytes and platelets. Biomaterials 2003, 24, 3689–3696. [Google Scholar] [CrossRef]
- Chen, C.; Kong, X.; Zhang, S.M.; Lee, I.S. Characterization and in vitro biological evaluation of mineral/osteogenic growth peptide nanocomposites synthesized biomimetically on titanium. Appl. Surf. Sci. 2015, 334, 62–68. [Google Scholar] [CrossRef]
- Cattini, A.; Łatka, L.; Bellucci, D.; Bolelli, G.; Sola, A.; Lusvarghi, L.; Pawłowski, L.; Cannillo, V. Suspension plasma sprayed bioactive glass coatings: Effects of processing on microstructure, mechanical properties and in-vitro behaviour. Surf. Coat. Technol. 2013, 220, 52–59. [Google Scholar] [CrossRef]
- Łatka, L.; Pawłowski, L.; Chicot, D.; Pierlot, C.; Petit, F. Mechanical properties of suspension plasma sprayed hydroxyapatite coatings submitted to simulated body fluid. Surf. Coat. Technol. 2010, 205, 954–960. [Google Scholar] [CrossRef]
- Xu, H.; Geng, X.; Liu, G.; Xiao, J.; Li, D.; Zhang, Y.; Zhu, P.; Zhang, C. Deposition, nanostructure and phase composition of suspension plasma-sprayed hydroxyapatite coatings. Ceram. Int. 2016, 42, 8684–8690. [Google Scholar] [CrossRef]
- Khun, N.W.; Li, Z.; Khor, K.A.; Cizek, J. Higher in-flight particle velocities enhance in vitro tribological behaviour of plasma sprayed hydroxyapatite coatings. Tribol. Int. 2016, 103, 496–503. [Google Scholar] [CrossRef]
- Pizzoferrato, A.; Ciapetti, G.; Stea, S.; Cenni, E.; Arciola, C.R.; Granchi, D.; Savarino, L. Cell culture methods for testing biocompatibility. Clin. Mater. 1994, 15, 173–190. [Google Scholar] [CrossRef]
- Lee, J.T.Y.; Leng, Y.; Chow, K.L.; Ren, F.; Ge, X.; Wang, K.; Lu, X. Cell culture medium as an alternative to conventional simulated body fluid. Acta Biomater. 2011, 7, 2615–2622. [Google Scholar] [CrossRef]
- Amaral, M.; Gomes, P.S.; Lopes, M.A.; Santos, J.D.; Silva, R.F.; Fernandes, M.H. Cytotoxicity evaluation of nanocrystalline diamond coatings by fibroblast cell cultures. Acta Biomater. 2009, 5, 755–763. [Google Scholar] [CrossRef]
- Clarke, D.R.; Oechsner, M.; Padture, N.P. Thermal-barrier coatings for more efficient gas-turbine engines. MRS Bull. 2012, 37, 891–898. [Google Scholar] [CrossRef] [Green Version]
- Łatka, L. Thermal barrier coatings manufactured by suspension plasma spraying—A review. Adv. Mater. Sci. 2018, 18, 95–117. [Google Scholar] [CrossRef] [Green Version]
- Evans, H.E. Oxidation failure of TBC systems: An assessment of mechanisms. Surf. Coat. Technol. 2011, 206, 1512–1521. [Google Scholar] [CrossRef]
- Ali, I.; Sokołowski, P.; Grund, T.; Pawłowski, L.; Lampke, T. Oxidation behavior of thermal barrier coating systems with Al interlayer under isothermal loading. In Proceeding of the 20th Chemnitz Seminar on Materials Engineering—20 Werkstofftechnisches Kolloquium (previous editions: WTK-2016, WTK-2017), Chemnitz, Germany, 14–15 March 2018. [Google Scholar]
- Sampath, S.; Herman, H.; Shimoda, N.; Saito, T. Thermal spray processing of FGMs. MRS Bull. 1995, 20, 27–31. [Google Scholar] [CrossRef]
- Jian, C.Y.; Hashida, T.; Takahashi, H.; Saito, M. Thermal shock and fatigue resistance evaluation of functionally graded coating for gas turbine blades by laser heating method. Compos. Eng. 1995, 5, 879–889. [Google Scholar] [CrossRef]
- Ge, W.A.; Zhao, C.Y.; Wang, B.X. Thermal radiation and conduction in functionally graded thermal barrier coatings. Part I: Experimental study on radiative properties. Int. J. Heat Mass Transf. 2019, 134, 101–113. [Google Scholar] [CrossRef]
- Kokini, K.; DeJonge, J.; Rangaraj, S.; Beardsley, B. Thermal shock of functionally graded thermal barrier coatings with similar thermal resistance. Surf. Coat. Technol. 2002, 154, 223–231. [Google Scholar] [CrossRef]
- Samani, T.; Kermani, M.; Razavi, M.; Farvizi, M.; Mobasherpour, I. A comparative study on the microstructure, hot corrosion behavior and mechanical properties of duplex and functionally graded nanostructured/conventional YSZ thermal barrier coatings. Mater. Res. Express 2019, 6, 115063. [Google Scholar] [CrossRef]
- Carpio, P.; Rayón, E.; Salvador, M.D.; Lusvarghi, L.; Sánchez, E. Mechanical properties of double-layer and graded composite coatings of YSZ obtained by atmospheric plasma spraying. J. Therm. Spray Technol. 2016, 25, 778–787. [Google Scholar] [CrossRef]
- Khoddami, A.M.; Sabour, A.; Hadavi, S.M.M. Microstructure formation in thermally sprayed duplex and functionally graded NiCrAlY/Yttria-Stabilized Zirconia coatings. Surf. Coat. Technol. 2007, 201, 6019–6024. [Google Scholar] [CrossRef]
- Lashmi, P.G.; Ananthapadmanabhan, P.V.; Unnikrishnan, G.; Aruna, S.T. Present status and future prospects of plasma sprayed multilayered thermal barrier coating systems. J. Eur. Ceram. Soc. 2020, 40, 2731–2745. [Google Scholar] [CrossRef]
- Viswanathan, V.; Dwivedi, G.; Sampath, S. Engineered multilayer thermal barrier coatings for enhanced durability and functional performance. J. Am. Ceram. Soc. 2014, 97, 2770–2778. [Google Scholar] [CrossRef]
- Chen, H.; Liu, Y.; Gao, Y.; Tao, S.; Luo, H. Design, preparation, and characterization of graded YSZ/La2Zr2O7 thermal barrier coatings. J. Am. Ceram. Soc. 2010, 93, 1732–1740. [Google Scholar]
- Guo, H.; Wang, Y.; Wang, L.; Gong, S. Thermo-physical properties and thermal shock resistance of segmented La2Ce2O7/YSZ thermal barrier coatings. J. Therm. Spray Technol. 2009, 18, 665–671. [Google Scholar] [CrossRef]
- Chen, X.; Gu, L.; Zou, B.; Wang, Y.; Cao, X. New functionally graded thermal barrier coating system based on LaMgAl11O19/YSZ prepared by air plasma spraying. Surf. Coat. Technol. 2012, 206, 2265–2274. [Google Scholar] [CrossRef]
- Kirbiyik, F.; Gok, M.G.; Goller, G. Microstructural, mechanical and thermal properties of Al2O3/CYSZ functionally graded thermal barrier coatings. Surf. Coat. Technol. 2017, 329, 193–201. [Google Scholar] [CrossRef]
- Gok, M.G.; Goller, G. Production and characterisation of GZ/CYSZ alternative thermal barrier coatings with multilayered and functionally graded designs. J. Eur. Ceram. Soc. 2016, 36, 1755–1764. [Google Scholar]
- Li, C.-J.; Li, Y.; Yang, G.-J.; Li, C.-X. A novel plasma-sprayed durable thermal barrier coating with a well-bonded YSZ interlayer between porous YSZ and bond coat. J. Therm. Spray Technol. 2012, 21, 383–390. [Google Scholar] [CrossRef]
- Li, H. Thermal sprayed bioceramic coatings: Nanostructured hydroxyapatite (HA) and HA-based composites. In Biological and Biomedical Coatings Handbook; Zhang, S., Ed.; CRC Press: Boca Raton, FL, USA, 2011. [Google Scholar]
- Ratner, B.D.; Hoffman, A.S.; Schoen, F.J.; Lemons, J.E. Biomaterials science: A multidisciplinary endeavor. In Biomaterials Science; Ratner, B.D., Hoffman, A.S., Schoen, F.J., Lemons, J.E., Eds.; Elsevier Academic Press: San Diego, CA, USA, 2013. [Google Scholar]
- Wang, Y.; Khor, K.A.; Cheang, P. Thermal spraying of functionally graded calcium phosphate coatings for biomedical implants. J. Therm. Spray Technol. 1998, 7, 50–57. [Google Scholar] [CrossRef]
- Khor, K.A.; Wang, Y.; Cheang, P. Thermal spraying of functionally graded coatings for biomedical applications. Surf. Eng. 1998, 14, 159–164. [Google Scholar] [CrossRef]
- Wang, M.; Yang, X.Y.; Khor, K.A.; Wang, Y. Preparation and characterization of bioactive monolayer and functionally graded coatings. J. Mater. Sci. Mater. Med. 1999, 10, 269–273. [Google Scholar] [CrossRef] [PubMed]
- Heimann, R.B. Thermal spraying of biomaterials. Surf. Coat. Technol. 2006, 201, 2012–2019. [Google Scholar] [CrossRef]
- Goller, G. The effect of bond coat on mechanical properties of plasma sprayed bioglass-titanium coatings. Ceram. Int. 2004, 30, 351–355. [Google Scholar]
- Oktar, F.N.; Yetmez, M.; Agathopoulos, S.; Loper Goerne, T.M.; Goller, G.; Ipeker, I.; Ferreira, J.M.F. Bond-coating in plasma-sprayed calcium-phosphate coatings. J. Mater. Sci. Mater. Med. 2006, 17, 1161–1171. [Google Scholar] [CrossRef]
- Yang, Y.Z.; Tian, J.M.; Tian, J.T.; Chen, Z.Q.; Deng, X.J.; Zhang, D.H. Preparation of graded porous titanium coatings on titanium implant materials by plasma spraying. J. Biomed. Mater. Res. 2000, 52, 333–337. [Google Scholar] [CrossRef]
- Ning, C.Y.; Wang, Y.J.; Chen, X.F.; Zhao, N.R.; Ye, J.D.; Wu, G. Mechanical performances and microstructural characteristics of plasma-sprayed bio-functionally gradient HA-ZrO2-Ti coatings. Surf. Coat. Technol. 2005, 200, 2403–2408. [Google Scholar] [CrossRef]
- Sun, J.; Thian, E.S.; Fuh, J.Y.H.; Chang, L.; Hong, G.S.; Wang, W.; Tay, B.Y.; Wong, Y.S. Fabrication of bio-inspired composite coatings for titanium implants using the micro-dispensing technique. Microsyst. Technol. 2012, 18, 2041–2051. [Google Scholar] [CrossRef]
- Sola, A.; Bellucci, D.; Cannillo, V. Functionally graded materials for orthopedic applications—An update on design and manufacturing. Biotechnol. Adv. 2016, 34, 504–531. [Google Scholar] [CrossRef] [PubMed]
- Schneider, K.; Heimann, R.B.; Berger, G. Plasma-sprayed coatings in thesystem CaO-TiO2-ZrO2-P2O5 for long-term stable endoprostheses. Mater. Sci. Eng. Technol. 2001, 32, 166–171. [Google Scholar]
- Levingstone, T.J.; Barron, N.; Ardhaoui, M.; Benyounis, K.; Looney, L.; Stokes, J. Application of response surface methodology in the design of functionally graded plasma sprayed hydroxyapatite coatings. Surf. Coat. Technol. 2017, 313, 307–318. [Google Scholar] [CrossRef] [Green Version]
- Chen, C.C.; Huang, T.H.; Kao, C.T.; Ding, S.J. Characterization of functionally graded hydroxyapatite/titanium composite coatings plasma sprayed on Ti alloys. J. Biomed. Mater. Res. Part B Appl. Biomater. 2006, 78B, 146–152. [Google Scholar] [CrossRef]
- Cannillo, V.; Lusvarghi, L.; Sola, A. Design of Experiments (DOE) for the optimization of titania-hydoxyapatite functionally graded coatings. Int. J. Appl. Ceram. Technol. 2009, 6, 537–550. [Google Scholar] [CrossRef]
- Tan, Y.; Wang, X.; Wu, Q.; Yan, W. Early peri-implant osteogenesis with functionally graded nanophase hydroxyapatite/bioglass coating on Ti alloys. Key Eng. Mater. 2007, 330–332, 553–556. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, B.; Gong, Y.; Zhou, P.; Li, H. Mechanical properties of nanodiamond-reinforced hydroxyapatite composite coatings deposited by suspension plasma spraying. Appl. Surf. Sci. 2018, 439, 60–65. [Google Scholar] [CrossRef]
- Li, Z.; Khun, N.W.; Tang, X.Z.; Liu, E.; Khor, K.A. Mechanical, tribological and biological properties of novel 45S5 Bioglass composites reinforced with in situ reduced graphene oxide. J. Mech. Behav. Biomed. Mater. 2017, 65, 77–89. [Google Scholar] [CrossRef]
- Zhang, C.; Xu, H.; Geng, X.; Wang, J.; Xiao, J.; Zhu, P. Effect of spray distance on microstructure and tribological performance of suspension plasma-sprayed hydroxyapatite–titania composite coatings. J. Therm. Spray Technol. 2016, 25, 1255–1263. [Google Scholar] [CrossRef]
- Jaworski, R.; Pawłowski, L.; Pierlot, C.; Roudet, F.; Kozerski, S.; Petit, F. Recent developments in suspension plasma sprayed titanium oxide and hydroxyapatite coatings. J. Therm. Spray Technol. 2010, 19, 240–247. [Google Scholar] [CrossRef]
- Fujishima, A.; Honda, K. Electrochemical photolysis of water at a semiconductor electrode. Nature 1972, 238, 37–38. [Google Scholar] [CrossRef] [PubMed]
- Herrmann, J.-M.; Guillard, C. Photocatalytic degradation of pesticides in agriculturals used waters. C.R. Acad. Sci. 2000, 3, 417–422. [Google Scholar] [CrossRef]
- Fujishima, A.; Rao, T.N.; Tryk, D.A. Titanium dioxide photocatalysis. J. Photochem. Photobiol. C 2000, 1, 1–21. [Google Scholar] [CrossRef]
- Mills, A.; Le Hunte, S. An overview of semiconductor photocatalysis. J. Photochem. Photobiol. A 1997, 108, 1–35. [Google Scholar] [CrossRef]
- Fujishima, A.; Zhang, X.; Tryk, D.A. TiO2 photocatalysis and related surface phenomena. Surf. Sci. Rep. 2008, 63, 515–582. [Google Scholar] [CrossRef]
- Ye, F.; Ohmori, A. The photocatalytic activity and photo-absorption of plasma sprayed. Surf. Coat. Technol. 2002, 160, 62–67. [Google Scholar] [CrossRef]
- Ye, F.; Tsumura, T.; Nakata, K.; Ohmori, A. Dependence of photocatalytic activity on the compositions and photo-absorption of functional TiO2-Fe3O4 coatings deposited by plasma spray. Mater. Sci. Eng. B 2008, 148, 154–161. [Google Scholar] [CrossRef]
- Yu, Q.; Zhou, C.; Wang, X. Influence of plasma spraying parameter on microstructure and photocatalytic properties of nanostructured TiO2-Fe3O4 coating. J. Mol. Catal. A Chem. 2008, 283, 23–28. [Google Scholar] [CrossRef]
- Chen, H.; Lee, S.W.; Kim, T.H.; Hur, B.Y. Photocatalytic decomposition of benzene with plasma sprayed TiO2-based coatings on foamed aluminum. J. Eur. Ceram. Soc. 2006, 26, 2231–2239. [Google Scholar] [CrossRef]
- Ctibor, P.; Pala, Z.; Stengl, V.; Musalek, R. Photocatalytic activity of visible-light-active iron-doped coatings prepared by plasma spraying. Ceram. Int. 2014, 40, 2365–2372. [Google Scholar] [CrossRef]
- Zenh, Y.; Liu, J.; Wu, W.; Ding, C. Photocatalytic performance of plasma sprayed TiO2ZnFe2O4 coatings. Surf. Coat. Technol. 2005, 200, 2398–2402. [Google Scholar]
- Daram, P.; Banjongprasert, C.; Thongsuwan, W.; Jiansirisomboon, S. Microstructure and photocatalytic activities of thermal sprayed titanium dioxide/carbon nanotubes composite coatings. Surf. Coat. Technol. 2016, 306, 290–294. [Google Scholar] [CrossRef]
- Robotti, M.; Dosta, S.; Fernandez-Rodriguez, C.; Hernandez-Rodriguez, M.J.; Cano, I.G.; Pulido Melian, E.; Guilemany, J.M. Photocatalytic abatement of NOx by C-TiO2/polymer composite coatings obtained by low pressure cold gas spraying. Appl. Surf. Sci. 2016, 362, 274–280. [Google Scholar] [CrossRef]
- Liu, Y.; Huang, J.; Ding, S.; Liu, Y.; Yuan, J.; Li, H. Deposition, characterization and enhanced adherence of Escherichia coli bacteria on flame-sprayed photocatalytic titania-hydroxyapatite coatings. J. Therm. Spray Technol. 2013, 22, 1053–1062. [Google Scholar] [CrossRef]
- Huang, J.; Gong, Y.; Liu, Y.; Suo, X.; Li, H. Developing titania-hydroxyapatite-reduced graphene oxide nanocomposite coatings by liquid flame spray deposition for photocatalytic applications. J. Eur. Ceram. Soc. 2017, 37, 3705–3711. [Google Scholar] [CrossRef]
- Pawłowski, L. Technology of thermally sprayed anilox rolls: State of art, problems, and perspectives. J. Therm. Spray Technol. 1996, 5, 317–334. [Google Scholar] [CrossRef]
- Kozerski, S.; Białucki, P.; Kaczmarek, M.; Ambroziak, A. Properties of Weld Overlays on Regenerated Wheel Hub of a Mining Vehicle. Ph.D. Thesis, Wrocław University of Science and Technology, Wrocław, Poland. Unpublished data.
- Oerlikon Metco. TriplexPro-210 Plasma Spay Gun. Available online: https://www.oerlikon.com/metco/en/products-services/coating-equipment/thermal-spray/spray-guns/coating-equipment-plasma/triplexpro-210/ (accessed on 20 June 2020).
- Tomaszek, R.; Pawłowski, L.; Zdanowski, J.; Grimblot, J.; Laurens, J. Microstructural transformations of TiO2, Al2O3 + 13TiO2 and Al2O3 + 40TiO2 at plasma spraying and laser engraving. Surf. Coat. Technol. 2004, 185, 137–149. [Google Scholar] [CrossRef]
- Kiilakoski, J.; Trache, R.; Bjorklund, S.; Joshi, S.; Vuoristo, P. Process parameter impact on suspension-HVOF-sprayed Cr2O3 coatings. J. Therm. Spray Technol. 2019, 28, 1933–1944. [Google Scholar] [CrossRef] [Green Version]
- Pawłowski, L. Strategic oxides for thermal spraying: Problems of availability and evolution of prices. Surf. Coat. Technol. 2013, 220, 14–19. [Google Scholar] [CrossRef]
- Tanaka, M.; Takatani, Y. Evaluation of sealants on Al–Zn alloy sprayed coating by galvanostatic technique. In Thermal Spray 2001: New Surfaces for a New Millenium; Berndt, C.C., Khor, K.A., Lugscheider, E.F., Eds.; ASM International: Materials Parks, OH, USA, 2001; pp. 621–625. [Google Scholar]
- Praxair Surface Technologies. Get the Best Possible Treatment. Available online: https://www.praxairsurfacetechnologies.com/en/solutions-for-your-industry/printing-and-converting/corona-treating (accessed on 20 June 2020).
- Feng, Y.; Li, Y.; Luo, Z.; Ling, Z.; Wang, Z. Resistance spot welding of Mg to electro-galvanized steel with hot-dip galvanized steel interlayer. J. Mater. Process. Technol. 2016, 236, 114–122. [Google Scholar] [CrossRef]
- Patel, V.K.; Bhole, S.D.; Chen, D.L. Characterization of ultrasonic spot-welded joints of Mg-to-galvanized and ungalvanized steel with a tin interlayer. J. Mater. Process. Technol. 2014, 214, 811–817. [Google Scholar] [CrossRef]
- Gu, X.; Sui, C.; Liu, J.; Li, D.; Meng, Z.; Zhu, K. Microstructure and mechanical properties of Mg/Al joints welded byultrasonic spot welding with Zn interlayer. Mater. Des. 2019, 181, 108103. [Google Scholar] [CrossRef]
- Winnicki, M.; Małachowska, A.; Korzeniowski, M.; Jasiorski, M.; Baszczuk, A. Aluminium to steel resistance spot welding with cold sprayed interlayer. Surf. Eng. 2017, 34, 235–242. [Google Scholar] [CrossRef]
- Wojdat, T.; Winnicki, M.; Rutkowska-Gorczyca, M.; Krupiński, S.; Kubica, K. Soldering aluminium to copper with the use of interlayers deposited by cold spraying. Arch. Civ. Mech. Eng. 2016, 16, 835–844. [Google Scholar] [CrossRef]
- Li, J.F.; Agyakwa, P.A.; Johnson, C.M.; Zhang, D.; Hussain, T.; McCartney, D.G. Characterization and solderability of cold sprayed Sn–Cu coatings on Al and Cu substrates. Surf. Coat. Technol. 2010, 204, 1395–1404. [Google Scholar] [CrossRef] [Green Version]
- Wojdat, T.; Winnicki, M.; Łamasz, S.; Żuk, A. Application of interlayers in the soldering process of graphite composite to aluminium alloy 6060. Arch. Civ. Mech. Eng. 2019, 19, 91–99. [Google Scholar] [CrossRef]
- Yang, K.; Li, W.; Huang, C.; Yang, X.; Xu, Y. Optimization of cold-sprayed AA2024/Al2O3 metal matrix composites via friction stir processing: Effect of rotation speeds. J. Mater. Sci. Technol. 2018, 34, 2167–2177. [Google Scholar] [CrossRef]
- Peat, T.; Galloway, A.; Toumpis, A.; McNutt, P.; Iqbal, N. The erosion performance of cold spray deposited metal matrix composite coatings with subsequent friction stir processing. Appl. Surf. Sci. 2017, 396, 1635–1648. [Google Scholar] [CrossRef] [Green Version]
- Huang, C.; Li, W.; Zhang, Z.; Fu, M.; Planche, M.P.; Liao, H.; Montavon, G. Modification of a cold sprayed SiC p/Al5056 composite coating by friction stir processing. Surf. Coat. Technol. 2016, 296, 69–75. [Google Scholar] [CrossRef]
- Hodder, K.J.; Izadi, H.; McDonald, A.G.; Gerlich, A.P. Fabrication of aluminum–alumina metal matrix composites via cold gas dynamic spraying at low pressure followed by friction stir processing. Mater. Sci. Eng. A 2012, 556, 114–121. [Google Scholar] [CrossRef]
- Peat, T.; Galloway, A.; Toumpis, A.; Steel, R.; Zhu, W.; Iqbal, N. Enhanced erosion performance of cold spray co-deposited AISI316 MMCs modified by friction stir processing. Mater. Des. 2017, 120, 22–35. [Google Scholar] [CrossRef] [Green Version]
- Yang, K.; Li, W.; Xu, Y.; Yang, X. Using friction stir processing to augment corrosion resistance of cold sprayed AA2024/Al2O3 composite coatings. J. Alloys Compd. 2019, 774, 1223–1232. [Google Scholar] [CrossRef]
- Gupta, N.; Doddamani, M. Polymer matrix composites. J. Met. 2018, 70, 1282–1283. [Google Scholar] [CrossRef] [Green Version]
- Afshar, A.; Mihut, D.; Hill, S.; Baqersad, J. Synergistic effects of environmental exposures on polymer matrix with or without metallic coating protection. J. Compos. Mater. 2018, 52, 3773–3784. [Google Scholar] [CrossRef]
- Che, H.; Chu, X.; Vo, P.; Yue, S. Metallization of various polymers by cold spray. J. Therm. Spray Technol. 2018, 27, 169–178. [Google Scholar] [CrossRef] [Green Version]
- Khalkhali, Z.; Rothstein, J.P. Characterization of the cold spray deposition of a wide variety of polymeric powders. Surf. Coat. Technol. 2020, 383, 125251. [Google Scholar] [CrossRef]
- Małachowska, A.; Winnicki, M.; Konat, Ł.; Piwowarczyk, T.; Pawłowski, L.; Ambroziak, A.; Stachowicz, M. Possibility of spraying of copper coatings on polyamide 6 with low pressure cold spray method. Surf. Coat. Technol. 2017, 318, 82–89. [Google Scholar] [CrossRef]
- Yang, S.-Y.; Ji, M. Polyimide matrices for carbon fiber composites. In Advanced Polyimide Materials; Yang, S.-Y., Ed.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 93–136. [Google Scholar]
- Huang, W.; Zhao, Y.; Fan, X.; Meng, X.; Wang, Y.; Cai, X.; Cao, X.; Wang, Z. Effect of bond coats on thermal shock resistance of thermal barrier coatings deposited onto polymer matrix composites via air plasma spray process. J. Therm. Spray Technol. 2013, 22, 918–925. [Google Scholar] [CrossRef]
- Huang, W.; Gan, X.; Zhu, L. Fabrication and property of novel double-layer coating deposited on polyimide matrix composites by atmospheric plasma spraying. Ceram. Int. 2018, 44, 5473–5485. [Google Scholar] [CrossRef]
- Zhu, L.; Huang, W.; Cheng, H.; Cao, X. Thermal shock resistance of stabilized zirconia/metal coat on polymer matrix composites by thermal spraying process. J. Therm. Spray Technol. 2014, 23, 1312–1322. [Google Scholar] [CrossRef]
- Abedi, H.R.; Salehi, M.; Shafyei, A. Microstructure, tensile adhesion strength and thermal shock resistance of TBCs with different flame-sprayed bond coat materials onto BMI polyimide matrix composite. J. Therm. Spray Technol. 2017, 26, 1669–1684. [Google Scholar] [CrossRef]
- Ivosevic, M.; Knight, R.; Kalidindi, S.R.; Palmese, G.R.; Sutter, J.K. Solid particle erosion resistance of thermally sprayed functionally graded coatings for polymer matrix composites. Surf. Coat. Technol. 2006, 200, 5145–5151. [Google Scholar] [CrossRef]
- Ivosevic, M.; Gupta, V.; Baldoni, J.A.; Cairncross, R.A.; Twardowski, T.E.; Knight, R. Effect of substrate roughness on splatting behavior of HVOF sprayed polymer particles: Modeling and experiments. J. Therm. Spray Technol. 2006, 15, 725–730. [Google Scholar] [CrossRef]
- Ivosevic, M.; Knight, R.; Kalidindi, S.R.; Palmese, G.R.; Sutter, J.K. Erosion/oxidation resistant coatings for high temperature polymer composites. High Perform. Polym. 2003, 15, 503–517. [Google Scholar] [CrossRef]
- Liu, A.; Guo, M.; Zhao, M.; Ma, H.; Hu, S. Arc sprayed erosion-resistant coating for carbon fiber reinforced polymer matrix composite substrates. Surf. Coat. Technol. 2006, 200, 3073–3077. [Google Scholar] [CrossRef]
- Cui, Y.; Guo, M.; Wang, C.; Tang, Z. Adhesion enhancement of a metallic al coating fabricated by detonation gun spray on a modified polymer matrix composite. J. Therm. Spray Technol. 2019, 28, 1730–1738. [Google Scholar] [CrossRef]
- Rezzoug, A.; Abdi, S.; Kaci, A.; Yandouzi, M. Thermal spray metallisation of carbon fibre reinforced polymer composites: Effect of top surface modification on coating adhesion and mechanical properties. Surf. Coat. Technol. 2018, 333, 13–23. [Google Scholar] [CrossRef]
- Chen, W.R.; Irissou, E.; Wu, X.; Legoux, J.G.; Marple, B.R. The oxidation behavior of TBC with cold spray CoNiCrAlY bond coat. J. Therm. Spray Technol. 2011, 20, 132–138. [Google Scholar] [CrossRef] [Green Version]
- Karaoglanli, A.C.; Turk, A. Isothermal oxidation behavior and kinetics of thermal barrier coatings produced by cold gas dynamic spray technique. Surf. Coat. Technol. 2017, 318, 72–81. [Google Scholar] [CrossRef]
- Khanna, A.S.; Rathod, W.S. Development of CoNiCrAlY oxidation resistant hard coatings using high velocity oxy fuel and cold spray techniques. Int. J. Refract. Hard Met. 2015, 49, 374–382. [Google Scholar] [CrossRef]
- Go, T.; Sohn, Y.J.; Mauer, G.; Vassen, R.; Gonzalez-Julian, J. Cold spray deposition of Cr2AlC MAX phase for coatings and bond-coat layers. J. Eur. Ceram. Soc. 2019, 39, 860–867. [Google Scholar] [CrossRef]
- Gardon, M.; Melero, H.; Garcia-Giralt, N.; Dosta, S.; Cano, I.G.; Guilemany, J.M. Enhancing the bioactivity of polymeric implants by means of cold gas spray coatings. J. Biomed. Mater. Res. Part B 2014, 102B, 1537–1543. [Google Scholar] [CrossRef]
- Arcos, D.; Vallet-Regi, M. Substituted hydroxyapatite coatings of bone implants. J. Mater. Chem. B 2020, 8, 1781–1800. [Google Scholar] [CrossRef] [PubMed]
- Ullah, I.; Siddiqui, M.A.; Liu, H.; Kolawole, S.K.; Zhang, J.; Zhang, S.; Ren, L.; Yang, K. Mechanical, biological, and antibacterial characteristics of plasma-sprayed (Sr, Zn) substituted hydroxyapatite coating. ACS Biomater. Sci. Eng. 2020, 6, 1355–1366. [Google Scholar] [CrossRef]
- Lyasnikova, A.V.; Markelova, O.A.; Dudareva, O.A.; Lyasnikov, V.N.; Barabash, A.P.; Shpinyak, S.P. Comprehensive characterization of plasma-sprayed coatings-based silver- and cooper-substituted hydroxyapatite, Powder Metall. Met. Ceram. 2016, 55, 328–333. [Google Scholar]
- Unabia, R.B.; Bonebeau, S.; Candidato, R.T., Jr.; Pawłowski, L. Preliminary study on copper-doped hydroxyapatite coatings obtained using solution precursor plasma spray process. Surf. Coat. Technol. 2018, 353, 370–377. [Google Scholar] [CrossRef]
- Bose, S.; Vu, A.A.; Emshadi, K.; Bandyopadhyay, A. Effects of polycaprolactone on alendronate drug release from Mg-doped hydroxyapatite coating on titanium. Mater. Sci. Eng. C 2018, 88, 166–171. [Google Scholar] [CrossRef]
- Cao, L.; Ullah, I.; Li, N.; Niu, S.; Sun, R.; Xia, D.; Yang, R.; Zhang, X. Plasma spray of biofunctional (Mg, Sr)-substituted hydroxyapatite coatings for titanium alloy implants. J. Mater. Sci. Technol. 2019, 35, 719–726. [Google Scholar] [CrossRef]
- Chen, Y.; Zheng, X.; Xie, Y.; Ding, C.; Ruan, H.; Fan, C. Anti-bacterial and cytotoxic properties of plasma sprayed silver-containing HA coatings. J. Mater. Sci. Mater. Med. 2008, 19, 3603–3609. [Google Scholar] [CrossRef]
- Chen, Y.; Zheng, X.; Xie, Y.; Ji, H.; Ding, C.; Li, H.; Dai, K. Silver release from silver-containing hydroxyapatite coatings. Surf. Coat. Technol. 2010, 205, 1892–1896. [Google Scholar] [CrossRef]
- Shimazaki, T.; Miyamoto, H.; Ando, Y.; Noda, I.; Yonekura, Y.; Kawano, S.; Miyazaki, M.; Mawatari, M.; Hotokebuchi, T. In vivo antibacterial and silver-releasing properties of novel thermal sprayed silver-containing hydroxyapatite coating. J. Biomed. Mater. Res. B 2010, 92, 386–389. [Google Scholar]
- Fielding, G.A.; Roy, M.; Bandyopadhyay, A.; Bose, S. Antibacterial and biological characteristics of silver containing and strontium doped plasma sprayed hydroxyapatite coatings. Acta Biomater. 2012, 8, 3144–3152. [Google Scholar] [CrossRef] [Green Version]
- Cizek, J.; Brozek, V.; Chraska, T.; Lukac, F.; Medricky, J.; Musalek, R.; Tesar, T.; Siska, F.; Antos, Z.; Cupera, J.; et al. Silver-doped hydroxyapatite coatings deposited by suspension plasma spraying. J. Therm. Spray Technol. 2018, 27, 1333–1343. [Google Scholar] [CrossRef]
- Singh, B.; Singh, G.; Sidhu, B.S.; Bhatia, N. In-vitro assessment of HA-Nb coating on Mg alloy ZK60 for biomedical applications. Mater. Chem. Phys. 2019, 231, 138–149. [Google Scholar] [CrossRef]
- Heimann, R.B.; Kleiman, J.I.; Litovsky, E.; Marx, S.N.R.; Petrov, S.; Shagalov, M.; Sodhi, R.N.S.; Tang, A. High-pressure cold gas dynamic (CGD)-sprayed alumina-reinforced aluminum coatings for potential application as space construction material. Surf. Coat. Technol. 2014, 252, 113–119. [Google Scholar] [CrossRef]














© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Łatka, L.; Pawłowski, L.; Winnicki, M.; Sokołowski, P.; Małachowska, A.; Kozerski, S. Review of Functionally Graded Thermal Sprayed Coatings. Appl. Sci. 2020, 10, 5153. https://doi.org/10.3390/app10155153
Łatka L, Pawłowski L, Winnicki M, Sokołowski P, Małachowska A, Kozerski S. Review of Functionally Graded Thermal Sprayed Coatings. Applied Sciences. 2020; 10(15):5153. https://doi.org/10.3390/app10155153
Chicago/Turabian StyleŁatka, Leszek, Lech Pawłowski, Marcin Winnicki, Pawel Sokołowski, Aleksandra Małachowska, and Stefan Kozerski. 2020. "Review of Functionally Graded Thermal Sprayed Coatings" Applied Sciences 10, no. 15: 5153. https://doi.org/10.3390/app10155153